用MasterCAM实现五轴加工仿真
基于MasterCAM的三大类型五轴机床后处理程序编制方法
5X l” f e ,h o g e c i ' sr cu a rpe t a a tr . W h ti r Mil i l tr u h s tma h nes t t r lp o ry p r mee s u a smo e,t s p pe u c s - hi a rS c e s f l e lz d t e smu ai n o ul r aie h i lto fNC o r m a e n VERI y prg a b s d o CUT ot r y b id n v S fwa e b u l i g f e-a i c ne i xs ma hi
Fn a uc5X l” f e o se CAM ot r . Be i e ,t i a e o o e h t o fde eo i g a Mil i fMa tr l sf wa e sd s h s p p rprp s d t e meh d o v lp n
I 毫罚 :镉嬲铷国 特习敖
基 于 Ma t r AM 的三 大 类 型 五 轴机 床 seC 后 处 理 程 序编 制 方法
唐 进元 尹 凤
( 现代 复杂 装备设 计 与极端 制造教 育部 重 点实验 室
中南大学机 电工 程学 院 , 南 长 沙 4 0 8 ) 湖 10 3
摘
要: 研究 了五轴 联动 数控机 床 的结构 和运动 特点 , 分析 和归 纳 了三大类 型五轴 机床 摆长和 轴偏 距的相 关
( e a o t yo d r o pe q i n eina dE t m n f tr g( et l o t U i r t) K yL b r o f a r Mo e C m lxE u me t s n xr eMa ua ui C nr uh nv sy , n p D g e c n aS e i
mastercam5轴编程参数

mastercam5轴编程参数
Mastercam是一款广泛应用于数控加工领域的软件,它提供了丰富的功能来支持5轴编程。
在Mastercam中进行5轴编程时,需要考虑以下参数:
1. 机床配置,首先需要设置好机床的参数,包括工作台尺寸、旋转轴的类型(例如旋转/倾斜)、最大转速、最大进给速度等。
2. 刀具路径,确定刀具的路径是5轴编程中的关键步骤。
需要考虑刀具的轨迹、切削方向、切削深度等参数,以确保刀具能够准确地切削工件。
3. 刀具轨迹控制,在5轴编程中,刀具轨迹的控制尤为重要。
需要设置刀具的进给速度、切削速度、切削深度等参数,以确保刀具能够在加工过程中保持稳定的切削状态。
4. 刀具半径补偿,5轴编程中需要考虑刀具半径补偿,以确保刀具能够准确地切削工件轮廓。
需要设置好刀具半径补偿的参数,以确保刀具能够按照预定的轨迹进行切削。
5. 安全平面和初始平面,在5轴编程中,需要设置安全平面和
初始平面的参数,以确保刀具在加工过程中不会与工件或夹具发生
碰撞。
总的来说,5轴编程涉及到多个参数的设置和调整,需要综合
考虑刀具路径、刀具轨迹控制、刀具半径补偿、机床配置等多个方
面的因素。
合理设置这些参数可以有效地提高加工效率和加工质量。
CimatronE五轴加工教程
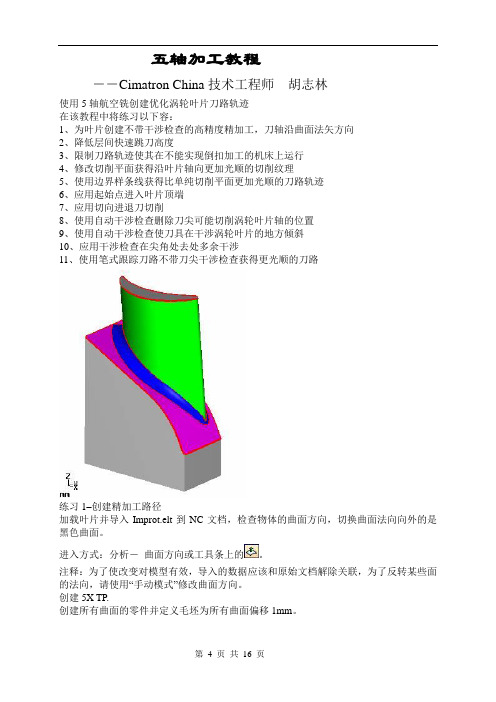
五轴加工教程--Cimatron China技术工程师胡志林使用5轴航空铣创建优化涡轮叶片刀路轨迹在该教程中将练习以下容:1、为叶片创建不带干涉检查的高精度精加工,刀轴沿曲面法矢方向2、降低层间快速跳刀高度3、限制刀路轨迹使其在不能实现倒扣加工的机床上运行4、修改切削平面获得沿叶片轴向更加光顺的切削纹理5、使用边界样条线获得比单纯切削平面更加光顺的刀路轨迹6、应用起始点进入叶片顶端7、应用切向进退刀切削8、使用自动干涉检查删除刀尖可能切削涡轮叶片轴的位置9、使用自动干涉检查使刀具在干涉涡轮叶片的地方倾斜10、应用干涉检查在尖角处去处多余干涉11、使用笔式跟踪刀路不带刀尖干涉检查获得更光顺的刀路练习1–创建精加工路径加载叶片并导入Improt.elt到NC文档,检查物体的曲面方向,切换曲面法向向外的是黑色曲面。
进入方式:分析-曲面方向或工具条上的。
注释:为了使改变对模型有效,导入的数据应该和原始文档解除关联,为了反转某些面的法向,请使用“手动模式”修改曲面方向。
创建5X TP.创建所有曲面的零件并定义毛坯为所有曲面偏移1mm。
创建主选项为5X航空铣程序。
在程序设置中使用以下的设置:选择刀具按钮按照以下图示定义新的刀具确认之后,进入5X航空铣刀路轨迹对话框。
在曲面路径页面,选择“等高”按钮然后选择“导动曲面”按钮,切换到选择导动曲面图标。
通用的零件曲面选择功能有效,选择绿色的曲面并退出(MMB)结束选择,返回界面。
选择确认,保存计算刀路,刀路显示如下图:可以看出退刀高度非常高,我们希望降低快速抬刀高度,编辑程序请选择连刀页面设置快速抬刀高度为54mm。
刀路显示如下:保存上面的程序。
练习2–精加工角度限制保障在某些机床上进行非倒扣切削一些机床轴在一定角度的围旋转,不能进行倒扣加工,我们将通过角度限制检查在5AxMSurf的角度输出。
注释:一些机床倾斜角度为45度,这些机床一般不能超过90度(例如DMU70V,或DMU80P...)创建一个新的程序,刀轴控制选项按以下页面设置:激活在XZ平面的角度围设置为0到180度,在YZ平面设置同样的角度。
mastercam五轴加工教程
Roughing options
Tool axis control Lines M cut control
Cut control Tool axis control
Tip control
Swarf 5 axis
Swarf 5 axis walls surfaces.MCX
Lead / Lag - Side tilt
OP10 side tilt.MCX
Additional tool axis control options Axis limits
A8. Curve 5 axis using axis limits.MCX
Additional tool axis control options
Axis limits: limit or lock an axis vector
Point Generators
Point Generators add vectors based on change in vector angle or distance between vectors
Point Generators
Angle Distance
Lead / Lag: adjusts tool axis vector forward or backward relative to the cut direction Side tilt: adjusts tool axis vector left or right relative to the cut direction
Swarf 5 axis
Walls are defined by the green surfaces. A plane controls the tool tip
本文针对MasterCAM提供的数控五轴
本文针对MasterCAM提供的数控五轴、三轴铣削加工编程及其后处理程序二次开发功能,以FIDIA KR214六轴五联动高速铣削中心、MAHO1600w立卧转换加工中心以及常用三轴数控铣削机床的输出控制为对象,重点说明了其相应后处理程序修改的关键技术。
一、前言MasterCAM是由美国CNC Software公司率先开发的CAD/CAM软件系统,其丰富的三维曲面造型设计、数控加工编程的功能尤其适合航空航天、汽车、模具等行业。
它的数控加工编程功能轻便快捷,特别适合车间级和小型公司的生产与发展,目前,在国内外得到了非常广泛的应用。
MasterCAM系统可提供2~5轴铣削、车削、变锥度线切割4轴加工等编程功能。
目前三轴铣削在模具和其他行业的应用最为广泛,随着数控加工技术不断朝高速、超高速、高精密、多轴联动及工艺的复合化加工的方向发展,数控五轴铣削加工应用的范围将不断扩大。
五轴铣削加工不再仅限于叶轮、叶片等复杂零件的加工,对于模具行业等涉及空间曲面的凸凹模、大型整体零件的结构特征应用范围逐渐扩大,通过利用立铣刀的侧刃和底刃,五轴铣削加工可以避免球头刀的零速切削、零件的多次定位装夹等缺陷,可在很大程度上提高产品的加工效率和质量。
由于五轴数控机床的配置多样,有工作台双摆动、主轴双摆动、工作台旋转与主轴摆动合成等多种形式,所以五轴铣削加工编程的难点在于后处理程序的二次开发上。
MasterCAM 提供了五轴后处理程序模板,用户在此基础进行修改即可满足实际的需要。
二、MasterCAM数控编程后处理技术应用1. MasterCAM数控编程后处理简介后置处理程序将CAM系统通过机床的CNC系统与机床数控加工紧密结合起来。
后置处理最重要的是将CAM软件生成的刀位轨迹转化为适合数控系统加工的NC程序,通过读取刀位文件,根据机床运动结构及控制指令格式,进行坐标运动变换和指令格式转换。
通用后置处理程序是在标准的刀位轨迹以及通用的CNC系统的运动配置及控制指令的基础上进行处理的,它包含机床坐标运动变换、非线性运动误差校验、进给速度校验、数控程序格式变换及数控程序输出等方面的内容。
mastercam x5刀路仿真
mastercam x5刀路仿真在多轴加工中,除了刀具零件的检查之外,还需要考虑到刀具/刀柄零件/夹具的潜在碰撞,甚至是机床旋转轴与主轴都需要包含在检查范围中,才能得到安全的刀路。
因此玩转机床仿真是对掌握多轴编程的基本要求。
Mastercam自从X5版后,可以使用自带的moduleworks仿真组件模拟真实机床情况,找出所有潜在的问题。
以2018版本为例,机床仿真文件存放在shareMcam2018\MachineSimulation\MachSim目录下。
模型是由一堆STL 文件构成。
而机床的各种信息都存放在XML文件中。
点击"机床仿真选项"按钮。
打开机床仿真选项窗口。
在弹出的机床模拟页面中,主要分为"模拟","后处理设置","机床定义"三个选项。
其中主要设置的是"模拟"页面,而后处理设置则是调整MultiXPost与你的后处理无关,按照默认即可。
模拟页面首先要选择的是,使用何种机床用于模拟。
Mastercam自带的机床模型虽然看起来很多,但是通过其命名规则,能轻松找到自己需要的机型。
载入机床后点击播放就能进行模拟仿真的。
如果零件摆放位置有问题,则需要关闭仿真,退回到"机床模拟"页面设置模型摆放位置。
位置,选择在XYZ中转换,然后就能设置工件零点与机床零点对应位置。
如果需要模拟夹具,则选择夹具下拉菜单,支持STL文件以及指定图层图形或者指定实体模型。
如果设置毛坯则可以进行实体切削模拟,不过速度较慢,不如直接使用实体模拟功能。
发生编程之外的碰撞时,模拟器会以红色显示碰撞组件。
并且在报表(刀路)页面中显示碰撞信息以及超程信息。
帮助用户确认出现问题的刀路位置。
以做出正确修改以避免真实机床上运行出现问题。
当然。
对于五轴机床而言,机床结构不同,尺寸不同,最好是针对实际使用的机床进行制作仿真的机床模型,而不是使用自带的Generic机床。
基于MasterCAM的三大类型五轴机床后处理程序编制方法
! ’ #" 五轴数控机床的类型与结构特点 五轴机床有三个平动坐标轴和两个转动坐标轴, 且五个轴可以联动, 导致五轴机床可有很多种运动配 置方案。但根据五坐标联动机床中两个旋转轴与主轴 或工作台固联的形式, 可以归为三大基本结构类型, 即 刀具双摆动、 工作台双回转、 刀具摆动与工作台回转。 为便于表述, 以下称运动中轴线方向不变的回转轴为 的轴为工作台转动, 否则为刀 定轴, 反之为动轴; 带 “ (” 具摆动。 (+) 刀具双摆动 如图 ,- 所示为一刀具双摆动型五轴机床, 这种结
“ 数字化制造基础研究” ( "&&S@V_"$%&& ) 资助 ! ^_! 计划项目
・# !" ・
用后处理文件得到满足特定配置机床的专用五轴联动 程序后处理方法。并以应用最广泛的三大类型五轴机 床为例, 分别论述了其专用后处理的编制方法。最终 验证了所 将所编后处理程序通过 #$%&’() 仿真加工, 提出后处理编制方法的正确性和可行性。
构类型是指两个转动轴都作用于刀具上, 由刀具绕两 个互相正交的轴转动以使刀具能指向空间任意方向。 由于运动是顺序传递的, 因而在两个转动轴中, 有一个 的轴线方向在运动过程中始终不变, 成为定轴, 如图中 的 % 轴, 而另一个的轴线方向则是随着定轴的运动而 变化成为动轴, 如图中的 $ 轴。按从定轴到 动 轴 顺 序, 此机床为 % . $ 配置机床。
表 "# 旋转轴地址分配
旋转轴地址代码 2+&&345 %63& %77)(&& &’)89)38%63& $ #$ &’)8&(:8%63& $ "$ &’)87;<8%63& $ !$ 注释 旋转轴地址分配; 设定第一旋转轴为 #; 设定第二旋转轴为 "; 第六轴 ( 辅助轴) ;
MasterCAM在5轴联动数控编程和仿真中的运用
MasterCAM在5轴联动数控编程和仿真中的运用一、概述5轴联动加工技术主要应用于加工具有复杂曲面的工件,和3轴联动数控加工相比,5轴联动加工可以加工出更高质量、更复杂的曲面,主要适用于飞机、模具、汽车等行业的特殊加工。
目前已经可以从理论上充分证明增加自由度可以提高表面加工质量。
机床行业的专家也曾预言,随着5轴加工技术的提高,5轴加工技术和5轴机床将在很大程度上取代3轴机床。
但是,由于生产制造技术的难度远远大于3轴机床,5轴加工机床很长时间没有解决国产化问题,国内有许多研究机构和大专院校正在研制和生产。
另外,5轴联动控制系统技术上难度大,国外限制进口,又由于国内工艺、装配、制造等技术的问题,在控制技术上也不容易实现。
另外,5轴联动曲面加工编程也比较困难。
这些原因使得5轴加工技术的推广和使用存在着一定的障碍。
二、5轴联动曲面编程的方法数控加工的质量与效率,很大程度上取决于所编程序的合理与否。
而仿真可以预现加工过程,以检查刀具参数设置得是否正确,夹头是否干涉,加工过程中刀具与工件是否干涉,是否产生过切等,这样在试切前就可以发现、解决部分问题,以节约制造成本。
因此,本文主要就5轴联动加工数控编程和仿真问题进行简单的探讨。
1.以往5轴编程的方法最初的5轴编程方法是编程员根据零件图样和有关加工工艺要求,用一种专用的数控编程语言来描述整个零件的加工过程,即零件的源程序。
然后将源程序输入计算机中,由计算机进行编译、计算,最后再由与所用数控机床相对应的后置处理程序处理后,自动生成相应的数控加工程序。
该编程方法直观性差,并且不便于进行阶段性检查,阻碍了设计与制造的一体化,编程过程比较复杂不易掌握,对用户的技术水平要求较高。
2.目前5轴编程的方法随着计算机技术的发展,“图形交互式自动编程”也应运而生。
它直接将零件的几何图形信息自动转化为数控加工程序。
该方法极大地提高了数控编程的效率,并具有精度高、直观性好、使用简便、便于检查等优点,因此,该种方法已成为目前国内外先进的CAD/CAM软件所普遍采用的数控编程方法。
基于Cimatron的五轴数控铣削加工及仿真开题报告

毕业设计(论文)开题报告
题 目: 基于Cimatron 的五轴数控铣削
加工及仿真
学 院: 机械工程学院 专 业: 械设计制造及其自动化 学生姓名: *** 学 号: 200902010408 指导老师: ***
2012年3月26号
毕业设计(论文)开题报告
几何建模就是以计算机能够理解的方式,对实体进行确切的定义,赋予一定的数学描述,再经一定的数据结构形式对所定义的几何实体加以描述,而在计算机内部构造一个实体的模型.通过这种方法定义、描述的几何实体必须是完整的、唯一的,而且能够从计算机内部的模型上提取该实体生成过程中的修订信息,或者能够通过系统的计算分析自动生成某些信息.计算机集成制造系统的水平很大程度上取决于三维几何建模系统功能,因此,几何建模技术是CAD/CAM系统中的关键技术。
毕业设计(论文)开题报告
毕业设计(论文)开题报告。
应用MasterCAM软件进行5轴联动数控编程和仿真
应用MasterCAM软件进行5轴联动数控编程和仿真
杨庆东;陈秀梅
【期刊名称】《机电新产品导报》
【年(卷),期】2003(000)005
【摘要】5轴联动加工技术主要应用于加工具有复杂曲面的工件,和3轴联动数
控加工相比,5轴联动加工可以加工出更高质量、更复杂的曲面,主要适用于飞机、模具、汽车等行业的特殊加工。
但是,5轴联动控制系统技术上难度大,国外限制进口,又由于国内工艺、装配、制造等技术的问题,在控制技术上也不容易实现,本文主要就5轴联动加工数控编程和仿真问题进行简单的探讨。
【总页数】2页(P49-50)
【作者】杨庆东;陈秀梅
【作者单位】北京机械工业学院
【正文语种】中文
【中图分类】TM743
【相关文献】
1.五轴数控机床转动轴与平动轴联动的轮廓误差仿真分析 [J], 霍彦波;丁杰雄;谢东;杜丽;王伟
2.应用Mastercam软件进行数控铣床自动编程加工 [J], 黄爱华;陈莛;杨国军
3.工作台回转与刀轴摆动五轴联动数控加工编程技术研究 [J], 周奎;曾祥录;陶华
4.应用MasterCAM软件进行5轴联动数控编和和仿真 [J], 杨庆东;陈秀梅
5.应用MasterCAM软件进行5轴联动数控编程和仿真 [J], 杨庆东; 陈秀梅
因版权原因,仅展示原文概要,查看原文内容请购买。
基于MasterCAM扬声器模壳五轴数控加工与仿真

削 中 以 大 端
底 面 为 基 准 , 用 螺 钉 压 板 安 装 并
找 正工 件 ,
如 图3 示 , 所
蚕
4 xR 1 O
\
()典线五轴 a
()沿边五轴 b
一
()流线 c
在 五 轴 加 工 中 心 上 完 成 铣 削 4个 型
腔 、4 腰 孔 个
分L
麟
:
o l +l
其 .哑余
准 选 择 及 定 位 装 夹 方
案 车 削 以
小 端 外 圆 为
基 准 ( 图 见 2) , 三 爪
自 定 心 卡 盘
夹 住 小 端 外 圆 , 粗 精 车
内 圆 弧 轮 廓 , 粗 精 车 外 圆 弧 轮 廓 及 内沟槽 、 外 沟 槽 ; 铣
拦 主 . … 县 持 系 . 撬
/A C I D/ AM/ A P H C C P  ̄f
n p l aino A / AM7 A P pi t c D C c o f CP
.
基于M seC M扬声器模壳五轴 atr A 数控加工与仿真
宜 宾职业 技术学 院 ( 四川 6 4 0 ) 肖善 华 4 0 3 周 文超
1 扬声 器零件加 工工艺分析 .
( )扬声器模壳零件分析及毛坯 选择 扬 声器 1
零 件 如 图 1 示 ,毛 坯 选 用 铸 造 铝 合 金 ,机 床 选 用 所 车 床 为C K 10 J 6 4 ,加 工 中心 为HasV T 五 轴 加 a F R
工 中心 。 ( 基 2)
主
( )曲面 d ()管道五轴 () e f 旋转五轴 图 4
 ̄2 :00 10k 3 :
Mastercam五轴应用案例分享|直播回顾
Mastercam五轴应用案例分享|直播回顾Mastercam 五轴应用案例分享点击左下角“阅读原文”查看高清视频问答集锦Mastercam 目前有哪些新的多轴刀路编程策略?Mastercam 2022 中「统一的」智能切换功能是新的五轴刀路编程策略。
新的界面提供四种驱动模式选择(自动、曲线、曲面和平面),加工样式有流线、平行、渐变以及投影等。
新的刀路策略可以实现不同的刀路样式切换,以满足各种不同的加工应用需求。
Mastercam 多轴编程有哪些刀轴控制方式?Mastercam 多轴加工支持多种刀轴控制方式如:曲面、倾斜曲面、倾斜角度、固定角度、绕绕旋转、从点、到点、从串连、到串连、直线等,多种刀轴控制方式可以满足不同的加工应用需求。
Mastercam 五轴编程是如何实现刀路高效加工的?Mastercam 五轴编程支持的超弦精加工技术,是对于使用大圆弧刀具进行高效精加工的编程解决方案,可以充分利用大圆弧刀具的外形进行高精度高效率的精加工。
它可以支持五种类型的刀具都有各自应用的特点和场景。
此外在 Mastercam 多轴刀路中「进给速率控制区」功能可以优化空切区域切削速率从而提高五轴加工效率。
Mastercam 五轴加工时需要做一些辅助线或面吗?根据不同的多轴刀路应用,软件可以支持多种不同的刀轴控制方式。
如曲面、直线、平面、从点、到点、从串连、到串连以及曲线控制等等。
「多轴去毛刺」中一般都选用什么类型的刀具?一般选用球刀与棒棒糖球刀。
Mastercam 3D 高速刀路应用有哪些加工优势?Mastercam 3D 加工中的「优化动态粗切」可利用刀具有效刃长,来实现高效铣削并最大限度地去除材料和减少刀具磨损。
它可以大辐度减少刀具磨损、更小的热量积累、更顺畅的排屑、延长刀具寿命。
Mastercam 3D 高速等高、平行以及熔接等刀路共同参数界面已重新设计,并新增多个选项,让刀路连接强大灵活。
新的应用引线选项可以将引线添加到过渡动作中,比如可以将垂直圆弧进刀/退刀动用添加到刀路中,让刀路连接平滑光顺。
用MasterCAM实现五轴加工仿真
文章编号:1008-1658(2002)02-0001-05用MasterCAM 实现五轴加工仿真陈秀梅,杨庆东,钟建琳,朱 永(北京机械工业学院 机械工程系, 北京100085)摘 要:五轴加工机床由于生产制造技术的难度远远大于三轴机床,很长时间没有解决国产化问题;再者五轴联动控制系统技术上难度大,不容易实现;五轴联动曲面加工编程也比较困难。
运用MasterCAM 软件进行数控编程的方法,用一个实例说明了生成刀具运动轨迹、数控加工代码的过程,并对零件的加工过程进行了模拟仿真。
对于缩短产品的设计、制造周期,提高工作效率,具有非常重要的实际意义。
关 键 词:五轴加工;数控加工;复杂型面中图分类号:TH 164 文献标识码:A几乎可以肯定,多轴加工(指四轴和五轴)的推广和使用将会提高生产效率和生产质量,并且能够为复杂曲面和工件轮廓提供更多的加工方法。
然而,即使这样,我们还要面临着许多需要处理、解决的问题,例如:决定使用多轴加工的因素是什么?如果使用多轴加工,应该考虑选择几轴?等等。
这些问题是我们关心的问题,另外相关的开发成本问题也是开发新产品时应该考虑的。
预先对加工过程进行模拟仿真,即按照实际的加工条件在屏幕上再现实际加工过程,以便检查刀具参数设置得是否正确、夹头是否干涉、加工过程中刀具与工件是否干涉、是否产生过切等,这样在试切前就可以发现、解决部分问题,以节约制造成本。
因此,仿真是非常必要的。
本文主要就五轴加工仿真问题进行简单的探讨。
1 五轴加工的适用对象由于加工制造的需要,某些工件需要进行五轴加工。
这些零件包括:形状复杂,加工通道敞开性差的零件,这类零件使用三轴联动无法加工、无法实现或者实现起来相当困难,需要利用五轴数控机床刀轴控制的灵活性来加工;加工表面面积大,需要较高切削效率的零件,该类零件需要用端铣刀加工以提高切削效率,三轴联动加工无法完全精确地加工复杂型面,而五轴加工方法使利用端铣刀精确加工复杂型面成为可能。
基于Cimatron的五轴数控铣削加工及仿真 毕业设计

毕业论文题目:基于Cimatron的五轴数控铣削加工及仿真诚信声明本人声明:1、本人所呈交的毕业设计(论文)是在老师指导下进行的研究工作及取得的研究成果;2、据查证,除了文中特别加以标注和致谢的地方外,毕业设计(论文)中不包含其他人已经公开发表过的研究成果,也不包含为获得其他教育机构的学位而使用过的材料;3、我承诺,本人提交的毕业设计(论文)中的所有内容均真实、可信。
作者签名:日期:年日毕业设计(论文)任务书题目:基于Cimatron的五轴数控铣削加工及仿真姓名学院专业班级学号指导老师职称教研室主任一、基本任务及要求:1. 叶轮零件的3D设计;2. 加工工艺分析及工艺规程的编制;3. CAM刀路设计及优化;4. 叶轮在VX850-5AX机床(华中HNC-22系统)上数控铣削加工的,NC编程、G代码后置处理及刀路仿真,并进行加工验证;5. 撰写文献综述(3000字、参考文献15篇以上)、开题报告;6. 撰写设计说明书一份(字数15000字以上);7. 毕业调研及撰写毕业调研报告。
二、进度安排及完成时间:1. 查阅资料、撰写文献综述、撰写开题报告(2.5周);2. 毕业调研及撰写毕业调研报告(1.5周);3. 毕业设计(9周),其中:总体方案(1周),叶轮的三维造型(1周),加工工艺分析及工艺规程的编制(2.5周),CAM刀路设计及优化(1.5周),NC编程,G代码后置处理及刀路仿真,加工验证(3周);4. 撰写毕业设计说明书并将初稿交导师评阅(1.5周);5. 指导老师评阅、学生修改及打印说明书(0.5周);6. 评阅老师评阅设计说明书、学生准备答辩(0.5周);7. 毕业答辩(0.5周)。
目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2研发背景及意义 (2)1.3数控编程技术的关键技术及仿真技术在国内外的研究状况 (2)1.3.1数控编程技术的关键技术 (2)1.3.2数控仿真技术在国内外的研究状况 (3)1.4 论文的研究内容 (4)第2章叶轮零件的三维造型 (6)2.1概述 (6)2.2叶轮轮毂的创建 (7)2.3叶轮叶片的创建 (8)2.4叶轮的创建 (9)2.5 本章总结 (9)第3章叶轮加工工艺分析及工艺规程设计 (10)3.1 叶轮的加工工艺分析 (10)3.1.1叶轮的结构特点 (10)3.1.2叶轮的加工技术要求 (10)3.1.3叶轮的加工难点 (10)3.2 叶轮的加工工艺规程的设计 (11)3.2.1毛坯的选择 (11)3.2.2 定位基准的选择 (12)3.2.3刀具的选择 (12)3.2.4 机床夹具的选择 (13)3.2.5 切削参数 (14)3.2.6叶轮加工阶段的划分 (15)第4章基于Cimatron叶轮刀具轨迹设计及优化 (17)4.1概述 (17)4.2 叶轮的CAM编程 (18)4.2.1叶轮的五轴加工过程 (18)第5章后置处理&基于VERICUT的加工仿真验证 (28)5.1概述 (28)5.2后置处理 (28)5.3 VERICUT仿真步骤 (28)5.3.1项目初始化 (28)5.3.2建立机床模型和加载控制系统文件 (29)5.3.3安装夹具和毛坯 (31)5.3.4新建刀具和载入加工程序 (33)5.3.5建立坐标系 (36)5.3.6设置G代码偏置 (37)5.3.7仿真演示 (37)5.4刀具轨迹的优化 (38)结论 (40)参考文献 (41)致谢 (42)附录 (43)基于Cimatron的五轴数控铣削加工及仿真摘要:数控加工技术的发展是日新月异,而五轴联动数控加工技术以其特有的优越性在复杂、高精度零件加工方面发挥着越来越重要的作用。
浅谈多面体零件在MasterCAM中的五轴定位加工
浅谈多面体零件在MasterCAM中的五轴定位加工1. 引言多面体零件加工在五轴机床中的应用远大于五轴联动加工的应用。
这类零件比较常见,共同特征是具有多个平面,且各面的法线各不相同。
针对此类零件采用三轴CNC机床球刀插补铣削或设计相应的夹具完成对应的角度转换的加工案例比比皆是。
对于五轴CNC机床而言,由于机床自身增加了两个旋转轴,通过主轴的摆动或工件的相对转动,使得主轴轴线与被加工面垂直,从而多面体零件的加工化繁为简,在大幅提高效率的同时,加工精度也得到有效的保证。
那么选用五轴机床之后所对应的加工程序如何编制呢,很多朋友还一直保持在3轴机床加工的做法,即每个面编一个程序,然后在程序中手动加入事先计算好的角度。
2. 工艺分析如下所演示工件,完全可以用三轴机床加工所有槽和形腔特征,前提是要提前设计制造好夹具,由此拉长了工艺准备时间;同时在加工过程中还要多次翻转装夹,由此拉长了单件加工循环工时;在多次的重复定位误差的作用下,复映了零件的加工误差。
为此在有5轴CNC的条件下优先考虑使用5轴CNC机床来加工。
而在五轴或四轴机床上,配合相应的旋转轴,使得主轴从始至终垂直于工件被加工平面,其根本实质就是一个定位加工,因为在加工时旋转轴是锁定的,在完成一面平面特征加工之后,旋转轴解锁,转到下一角度进行下一平面的加工循环。
3.数控编程数控编程采用MASTERCAM 2017,在高版本的MASTERCAM 软件,已很好的和强大的设计软件SOLIDWORKS集成在一起,可以方便的转换文件,同时MASTERCAM具体强大的五轴加工,后处理,程序输出功能,可谓宝刀未老,用之游刃有余。
3.1 CAM中选择机床五轴定位加工是一种最常见的五轴加工方式,这种策略使用的是三轴加工策略,无需五轴联动加工设定,打开图形。
选择五轴机床。
3.2 CAM中创建坐标系启动“视图管理器”(VIEW 菜单下- PLANES工具命令),创建一个倾斜平面的局部坐标系,该坐标系最好放在工件的表面,并设定平面的法线为Z的正向。
Vericut协同Mastercam在五轴加工中的应用
Vericut协同Mastercam在五轴加工中的应用白银矿冶职业技术学院 王飙 孙耀恒青海华鼎重型机床有限责任公司 齐万涛通过Vericut协同Mastercam完成五轴数控加工中刀具干涉、碰撞、程序优化、搭建机床、夹具设计和验证五轴后置处理文件等难题,将仿真结果应用到实际加工中,提高工作效率保证了加工质量。
近年来我国的数控系统得到了快速发展,具有代表性的数控系统相继投入到生产加工中,如:华中数控系统、广州数控系统、铼钠克数控系统等。
Vericut软件可以仿真数控车、数控铣、多轴、车铣复合及多轴的机器人加工,可根据工作要求配置和搭建自己所需的数控系统和机床。
Vericut数控仿真软件有丰富的数据接口,与主流CAM软件可无缝链接,方便操作,提高工作效率。
为更好发挥国产五轴数控系统的优势,本文以Vericut与Mastercam无缝链接完成五轴数控加工,解决数据接口、后置处理、五轴机床摆长测量和五轴仿真等技术问题。
一、解决数据接口问题安装完VERICUT后,在安装目录\cgtech8.0\windows\ mcamv\下,找到对应Mastercam版本文件夹,打开文件夹有4个文件,将VERICUT.dll、VericutSupport.dll和VERICUT.ft三个文件复制到Mastercam安装目录\chooks 下,再把mcRes.local文件复制到Mastercam安装目录下,添加表1中的环境变量。
表1变量名变量值CGTECH_PRODUCTS D:\Program Files\cgtech8.0\windowsLSHOST改成自己电脑名CGTECH_INSTALL D:\Program Files\cgtech8.0在Mastercam里添加Vericut工具按钮,选择“设置”下拉菜单中的“用户自定义”,弹出用户自定义对话框如图1所示,选择“工具栏“选项卡,在类别选项中选择“NETHook”,用鼠标左键拖动Vericut图标到工具栏空白处,单击“确定”退出,完成Vericut快捷图标添加。
五轴数控机床加工仿真系统的使用教程
五轴数控机床加工仿真系统的使用教程随着数控技术的发展,五轴数控机床在工业制造领域得到了广泛应用。
五轴数控机床可以实现对复杂形状零件的高精度加工,然而,对于使用者来说,如何正确使用五轴数控机床加工仿真系统仍然是一个挑战。
因此,本篇文章将向您介绍五轴数控机床加工仿真系统的使用教程,以便您能够更有效地使用该系统进行加工。
第一步:系统安装与初始化配置在开始使用五轴数控机床加工仿真系统之前,需要先将系统安装在计算机上。
确保计算机的配置满足系统要求,并且已经安装了所需的软件。
安装完成后,您需要进行系统的初始化配置。
点击系统图标打开系统,并按照系统的提示依次进行配置。
这些配置项包括语言选择、单位设置、加工参数等。
您可以根据您的个人需求进行适当的配置。
第二步:模型导入与编辑在使用五轴数控机床加工仿真系统之前,您需要将要加工的零件模型导入到系统中。
系统支持多种文件格式,您可以选择符合要求的模型文件进行导入。
导入零件模型后,您还可以对模型进行编辑。
例如,您可以调整模型的大小、位置和角度,以使其适应加工要求。
您还可以添加切削区域、支撑结构等,以增加加工的准确性和稳定性。
第三步:刀具路径规划与优化在完成模型导入和编辑后,接下来需要进行刀具路径规划与优化。
系统会自动生成一条切削路径,以确保零件能够被准确地加工出来。
您可以通过调整加工参数来优化刀具路径。
例如,您可以设置切削深度、进给速度和转速等参数,以实现最佳的加工效果。
系统会根据您的设置自动调整刀轴的移动轨迹和刀具的角度,以减少加工过程中的误差。
第四步:加工仿真与调试在刀具路径规划与优化完成后,您需要进行加工仿真与调试。
系统会模拟出五轴数控机床的工作状态,实时显示加工过程,并生成加工仿真报告。
您可以通过加工仿真报告来评估加工过程中的误差和稳定性。
如果发现问题,您可以对刀具路径和加工参数进行调整,并再次进行仿真。
通过不断地调试,您可以找到最佳的加工方案,并确保零件能够被准确地加工出来。
MasterCam 5 axis
MasterCam 5 AxisCurve5axDrill5axSwarf5axMsurf5axFlow5axRotary4ax曲线五轴:对曲面曲线进行五轴曲线加工。
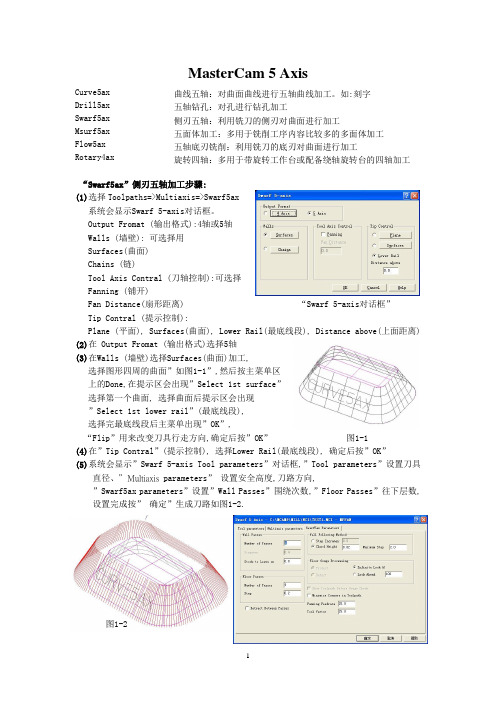
如:刻字 五轴钻孔:对孔进行钻孔加工 侧刃五轴:利用铣刀的侧刃对曲面进行加工 五面体加工:多用于铣削工序内容比较多的多面体加工 五轴底刃铣削:利用铣刀的底刃对曲面进行加工 旋转四轴:多用于带旋转工作台或配备绕轴旋转台的四轴加工“Swarf5ax”侧刃五轴加工步骤:(1)选择Toolpaths=>Multiaxis=>Swarf5ax系统会显示Swarf 5-axis 对话框。
Output Fromat (输出格式):4轴或5轴Walls (墙壁): 可选择用Surfaces(曲面)Chains (链)Tool Axis Contral (刀轴控制):可选择Fanning (铺开)Fan Distance(扇形距离) “Swarf 5-axis 对话框” Tip Contral (提示控制):Plane (平面), Surfaces(曲面), Lower Rail(最底线段), Distance above(上面距离)(2)在 Output Fromat (输出格式)选择5轴(3)在Walls (墙壁)选择Surfaces(曲面)加工,选择图形四周的曲面”如图1-1”,然后按主菜单区上的Done,在提示区会出现”Select 1st surface”选择第一个曲面, 选择曲面后提示区会出现”Select 1st lower rail”(最底线段),选择完最底线段后主菜单出现”OK”,“Flip”用来改变刀具行走方向,确定后按”OK” 图1-1(4)在”Tip Contral ”(提示控制), 选择Lower Rail(最底线段), 确定后按”OK”(5)系统会显示”Swarf 5-axis Tool parameters”对话框,”Tool parameters”设置刀具直径、”Multiaxis parameters” 设置安全高度,刀路方向,”Swarf5ax parameters”设置”Wall Passes”围绕次数,”Floor Passes”往下层数, 设置完成按” 确定”生成刀路如图1-2.图1-2“Curve5ax”曲线五轴加工步骤:(1)选择Toolpaths=>Multiaxis=> Curve5ax系统会显示Curve 5-axis对话框。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1008-1658(2002)02-0001-05用MasterCAM 实现五轴加工仿真陈秀梅,杨庆东,钟建琳,朱 永(北京机械工业学院 机械工程系, 北京100085)摘 要:五轴加工机床由于生产制造技术的难度远远大于三轴机床,很长时间没有解决国产化问题;再者五轴联动控制系统技术上难度大,不容易实现;五轴联动曲面加工编程也比较困难。
运用MasterCAM 软件进行数控编程的方法,用一个实例说明了生成刀具运动轨迹、数控加工代码的过程,并对零件的加工过程进行了模拟仿真。
对于缩短产品的设计、制造周期,提高工作效率,具有非常重要的实际意义。
关 键 词:五轴加工;数控加工;复杂型面中图分类号:TH 164 文献标识码:A几乎可以肯定,多轴加工(指四轴和五轴)的推广和使用将会提高生产效率和生产质量,并且能够为复杂曲面和工件轮廓提供更多的加工方法。
然而,即使这样,我们还要面临着许多需要处理、解决的问题,例如:决定使用多轴加工的因素是什么?如果使用多轴加工,应该考虑选择几轴?等等。
这些问题是我们关心的问题,另外相关的开发成本问题也是开发新产品时应该考虑的。
预先对加工过程进行模拟仿真,即按照实际的加工条件在屏幕上再现实际加工过程,以便检查刀具参数设置得是否正确、夹头是否干涉、加工过程中刀具与工件是否干涉、是否产生过切等,这样在试切前就可以发现、解决部分问题,以节约制造成本。
因此,仿真是非常必要的。
本文主要就五轴加工仿真问题进行简单的探讨。
1 五轴加工的适用对象由于加工制造的需要,某些工件需要进行五轴加工。
这些零件包括:形状复杂,加工通道敞开性差的零件,这类零件使用三轴联动无法加工、无法实现或者实现起来相当困难,需要利用五轴数控机床刀轴控制的灵活性来加工;加工表面面积大,需要较高切削效率的零件,该类零件需要用端铣刀加工以提高切削效率,三轴联动加工无法完全精确地加工复杂型面,而五轴加工方法使利用端铣刀精确加工复杂型面成为可能。
另外,在那些使用三轴可以加工的零件上,有时考虑到某些因素,常常也会提出采用五轴加工。
如使用五轴加工可使所用的机器体积、刀具数目和相关结构配置减少;可以排除单独安装和减少所需的等待时间而节约时间,以便增加生产总额;可以减少废料和重复工作,使得在一次安装中完成加工成为可能;可以减少刀具的夹头,使得加工精度得到更好地统一等。
收稿日期:2002-01-08作者简介:陈秀梅(1970-),女,河北沧州人,北京机械工业学院机械工程系讲师,硕士,主要从事流体传动及控制方面的研究。
第17卷 第2期2002年6月 北京机械工业学院学报Journal of Beijing Institute of Machinery Vol.17 No.2J un.20022 实现五轴加工的方法(1)在结构上,为了达到四轴、五轴的加工能力,卧式加工中心除了X ,Y ,Z 轴的运动外,第4轴和第5轴的运动通常采用的方法有:①通过附加可以进行倾斜运动的工作台———附加A 轴;②通过附加可以进行倾斜且能够旋转运动的工作台———附加A 轴和B 轴;③通过附加工作台之上双工作台———附加A 轴和B 轴;④通过附加工作台之上工作台———附加B 轴和C 轴,可以倾斜的主轴和可以旋转的工作台———附加A 轴和B 轴,可以倾斜和旋转的主轴———附加A 轴和C 轴。
(2)在仿真方法上,目前实现五轴加工仿真的软件很多,而且各软件之间各有特点,本文主要利用MasterCAM 软件为平台,来探讨进行五轴加工仿真的方法。
其中大致可以分为:五轴曲线加工仿真、五轴钻孔加工仿真、五轴侧壁铣削加工仿真、五轴流线加工仿真、四轴旋转加工图1 五轴曲线加工仿真仿真等5种[1]。
①五轴曲线加工仿真该种方法主要是使刀具沿曲面的边或串连曲面曲线创建一个刀具路径,另外还可以沿一个曲面上的曲线投影线,创建一个刀具路径。
如图1(a )所示为欲利用五轴曲线加工方法加工的曲面,图1(b )所示为利用五轴曲线加工方法模拟仿真的结果。
②五轴钻孔加工仿真该方法主要使刀具生成五轴钻孔刀具路径,允许刀具在工件的多个方向进行钻孔加工。
即通过一次安装就可加工多个不同方向的孔。
以便节约重新定位、安装的时间。
节约了制造图2 五轴侧壁铣削加工仿真成本。
③五轴侧壁铣削加工仿真该方法主要使刀具生成五轴侧壁铣削刀具路径,允许刀具的侧刃对工件的侧壁进行加工。
如图2(a )所示为欲利用五轴侧壁铣削加工方法加工的曲面,图2(b )所示为利用五轴侧壁铣削加工图3 五轴流线加工仿真方法模拟仿真的结果。
④五轴流线加工仿真该方法主要使刀具生成五轴流线刀具路径,其刀具的轴为曲面的法线方向,还可以控制球头铣刀在加工过程中所产生的凸脊高度和进刀量,构建一个精确、平滑的精加工曲面。
如图3(a )所示为欲利用五轴流线加工方法加工的曲面,图3(b )所示为利用五轴流线加工方法2 北京机械工业学院学报 第17卷模拟仿真的结果。
图4 四轴旋转加工仿真⑤四轴旋转加工仿真该方法主要使刀具生成四轴旋转加工刀具路径,它主要适合于加工近似圆柱体、圆球体的工件,其刀具轴可在垂直设定轴的方向上旋转。
如图4(a )所示为欲利用四轴旋转加工方法加工的球曲面,图4(b )所示为利用四轴旋转加工方法模拟仿真的结果。
总之,模拟仿真加工的软件有多种,其方法也会稍有差异,但是,其根本原理是相同的。
有上面的5种方法,基本上能够解决各种形式的(三轴加工不容易实现的曲面)曲面加工仿真。
模拟仿真完成后,再根据出现的问题进行修正、改进,直至达到满意为止,最后生成数控加工程序代码,到数控机床上进行加工。
图5 零件3 用MasterCAM 软件进行五轴加工仿真首先创建一个如图5所示的零件,然后对其进行五轴加工仿真并生成数控加工代码。
我们知道,该零件是由一些曲面组成的,用最初的方法编程比较麻烦,不易实现,下面我们利用软件MasterCAM提供的仿真方法中的方法④———五轴流线加工方法对其进行加工仿真,以实现该零件的加工模拟。
具体的步骤如下:首先进行工件参数设置,对工件的结构尺寸、原点、材料等进行选择[2],设置结果如图6所示;然后对曲面进行干涉检查,以保证曲面加工的完整性;接下来设置曲面的加工路径,然后进行加工路径的模拟和仿真;最后生成数控加工代码以便传输给机床。
图6 工件设置3第2期 陈秀梅等:用MasterCAM 实现五轴加工仿真 图7 模拟加工结果 图7所示为模拟仿真的加工过程。
最后利用MasterCAM 提供的操作管理对话框中的后处理功能,进行后处理操作以生成数控加工代码,并进行保存。
如下所示为生成的数控程序的一小部分。
%O0000(PRO GRAM NAM E -保龄球)(DA TE =DD -MM -YY -05-03-02TIM E =HH :MM -16:24)N100G20N102G0G17G40G49G80G90(1”FLA T ENDM ILL TOOL -1DIA.OFF.-1L EN.-1DIA.-.25)N104T1M6N106G0G90G54X -4.4421Y0.A -90.S534M3N108G43H1Z1.5358N110G1X -2.8358Z.5211F6.42N112X -2.7512Z.4677N114X -2.7333Z.4942N116X -2.7131Z.52N118X -2.6906Z.545N120X -2.6659Z.5689N122X -2.6391Z.5913N124X -2.6103Z.6121N126X -2.5795Z.631N128X -2.547Z.6477N130X -2.5131Z.6621N132X -2.478Z.6738N134X -2.442Z.6829N136X -2.4132Z.6881N138X -2.3843Z.6915N140X -2.3553Z.6932.....................N6126X.5562Z -.2692N6128X.5915Z -.3185N6130X.6741Z -.2621N6132G0X2.2429Z.8098N6134M5N6136G91G28Z0.4 北京机械工业学院学报 第17卷图8 过切暂停 N6138G28X0.Y0.A0.N6140M30%另外,前面我们提到,如果在加工过程中出现干涉或过切的情况,用户可以通过模拟仿真预先发现以节约制造成本,其方法是在检验设置框中设置为干涉、过切暂时停刀即可发现问题。
然后重新进行参数设置,如重新设置毛坯的大小、改变刀具的直径等,使加工参数设置变得合理。
图8所示为加工过程中由于参数设置不合理而造成的过切显示,由于我们设置了过切暂时停刀,因此刀具会暂时停在工件发生过切的位置,并且计算机还会出现提示信息,提示工件发生过切。
这样使得用户使用更加方便。
4 结束语五轴数控加工技术主要应用于加工具有复杂曲面的工件。
在航空、航天、汽车、造船和模具制造等重要产品生产领域具有非常重要的用途。
和三轴数控加工相比,五轴加工能够实现更复杂型面工件的加工,得到更好的表面加工质量。
对发展我国国民经济和加强国防建设有非常重要的作用。
因此模拟仿真五轴加工过程同样具有非常重要的作用和意义。
参考文献:[1]王 睿,郑联语.MasterCAM 8.0基础教程[M ].北京:人民邮电出版社,2001.[2]严 列.MasterCAM 模具设计超级宝典[M ].北京:冶金工业出版社,2000.R ealization of f ive 2Axis Machining simulation in MasterCAMCHEN Xiu 2mei ,YAN G Qing 2dong ,ZHON G Jian 2lin ,ZHU Y ong(Department of Mechanical Engineering ,Beijing Institute of Machinery ,Beijing 100085,China )Abstract :Manufacturing technology of five 2Axis Machine is more difficult than three 2Axis Ma 2chine ,so its manufacture has not been nationalized for a long time.And controlling technolgy and programming of five 2Axis Machining are difficult .A method to compile NC 2program in Master 2CAM is put forward ,and the simulation with a example is introduced.All this can simplify the designing ,shorten the cycle of design ,and increase the working efficiency.The simulation of five 2Axis Machining is of practical significance.K ey w ords :five 2Axis Machining ;NC process ;complicated surface 5第2期 陈秀梅等:用MasterCAM 实现五轴加工仿真 。