内冷铁概述讲解
厚大断面床身铸件内冷铁的应用
Ab t c : c s t e a e u c s f l e eo e y m e n fr a o a e o t iig o l y sr tB+ a t e l sbe n s c e s ul d v lp d b a s o e s n bl p i zn f l a s h y m ao c m p st n c m bie wi pr p r h a te t e t t c n lg . h h a te t e t t c n lg , o o io o i nd t h o e e t r am n e h oo y T e e t r am n e h oo y
缩孔 、 松缺 陷 , 得合格 铸 件 。 缩 获 关键 词 : 厚大 断面铸 件 ; 内冷 铁
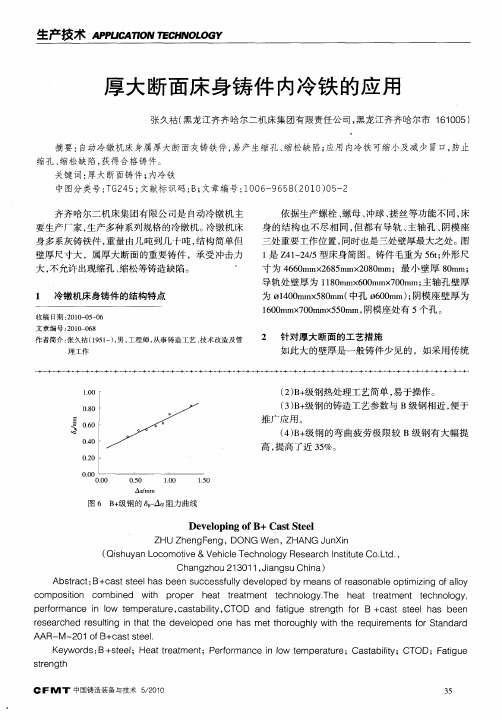
中图分 类号 : G 4 文献标 识码 : ; T 2 5; B 文章 编号 : 0 — 6 8 2 1 ) 5 2 1 6 9 5 ( 0 0 — 0 0 齐 齐 哈尔二 机 床集 团有 限公 司是 自动冷 镦 机 主 要 生产 厂家 , 生产 多种 系列 规格 的冷 镦机 。 冷镦 机床 身 多 系灰铸 铁件 , 重量 由几 吨 到几 十 吨 , 构 简单 但 结
r s a c e e ut g i h tt e d v lp d o e h s me h r u l wi h e i m e t o t n a d e e r h d r s ln n t a h e eo e n a i tt o o ghy t t e r qur h e n s f rS a d r
p r r a c n o t m p r t r c s a i y, O D n f t e te g h o B +c s t e h s e n e f m n e i lw e o e a u e, a t bl CT i t a d a i sr n t f r gu a ts e l a b e
冒口、冷铁与铸肋

混合物叫
。在金属液热作用下,温度超过
1250℃时,铝、硅和氧化铁发生强烈化学反应而放热
,因而延长了冒口凝固时间。这类发热剂,用于铸钢
大型冒口效果较好,但用于小型冒口或有色合金冒口
时,难于达到反应温度,这时应加入
,如硝酸钠、硝酸钾等。
4、延缓、填充剂
,常用
硅砂、耐火砖粉、刚玉砂等。
5、粘结剂 常用膨润土、矶土水泥、水玻璃和酚醛树
铸件在凝固收缩时,
称
,
。 。依实践经验,当
a/b>(1~2),l/b<2或a/b>(2~3),l/b<1 时,可以不设割肋。超出上述范围就应设割肋 以防热裂
二、拉肋
断面呈U、V字形的铸件, 铸出后经常发现变形,
。为防止这 类铸件变形,可设置拉肋。
。拉 肋 厚 度 为 铸 件 的 0.4 ~ 0.6 倍 。 个别情况下,可利用浇注系 统当拉肋,以节约金属。
通 用 冒 口 的 质 量 约 为 铸 件 质 量 的 50% ~ 100%,耗费金属多,去除冒口的劳动量大。 因此应努力提高通用冒口的补缩效率,主要 措施为
1)提高冒口中金属液的补缩压力,如采用大 气压力 冒口等。
2)延长冒口中金属液的保持时间,如采用保 温冒 口、发热冒口等。
一、大气压力冒口
在
1)外冷铁的位置和激冷能力的选择,
。
2)每块冷铁勿过大、过长,冷铁之间应留间隙。避免
铸件产生裂纹和因冷铁受热膨胀而毁坏铸型。
3)外冷铁厚度可参照表4-14选取。
4)
。顶部外冷铁不
易固定,且常影响型腔排气。
5)外冷铁工作表面应平整光洁,去除油污和锈蚀,涂
以涂料。
6)
。用于
铸造工艺学

一、名词解释铸造:采用熔炼方法,将金属熔化成液态在砂型、陶瓷型、金属型等铸型中直接成形的加工方法。
铸造工艺学:是研究铸件成形方法的一门学科,包括铸造工艺方案及参数设计、铸型材料和铸造方法、铸型及芯的制造、合金熔体充型的过程及原理与浇注系统设计、补缩系统原理及设计。
技术审查:审查零件工艺性、生产条件是否能满足铸造零件的规模、精度要求和技术要求。
零件的工艺性:零件的结构是否合理如铸件壁厚分布是否合理、厚度是否大于最小壁厚,铸件壁的联结处的联结方式是否合理,薄厚壁是否均匀过渡,拐角处是否圆角过渡,是否利于起模,是否有利于清砂。
浇注位置:浇注时铸件在铸型中所处的具体位置。
铸造工艺参数:指需要确定的工艺数据,具体包括铸造线收缩率、机械加工余量、拔模斜度、最小铸出尺寸、工艺补正量、分型负数、分芯负数和反变形量。
铸造线收缩率:指铸件在凝固过程中所产生的长度方面的缩小,表达式为%模件模100L L -L ⨯=ε机械加工余量:指在铸件加工表面上留出的,准备切去的铸件表层厚度。
往往和铸件尺寸公差配合使用。
加工余量值由两部分构成,一部分是尺寸公差CT 值,另一部分为要求的铸件机械加工余量RMA 值。
起模斜度:为了利于起模或脱芯,在模样或芯盒的出模方向设有一定的斜度,以避免损坏铸型和芯子。
最小铸出孔及槽:对于一些较小的孔和槽,如果采用铸造方法生成,往往会产生问题,如:精度、粘砂,有时铸出的孔和槽产生偏差后再用机加工方法校正反而不如直接铸死再进行机加工,故通常采用的方法是不将较小的孔和槽铸出。
工艺补正量:有时模样和芯盒的尺寸准确无误,但是铸出工件的尺寸仍不符合图样要求,对于这种情况通常采用工艺补正的方法解决。
分型负数:分型面在制造过程中往往因为修整、烘烤等原因以及防止跑火在合箱时在分型面上铺垫的石棉绳、泥条或油灰条等,这样在分型面处增加了铸件尺寸,为了保证铸件尺寸精度,通常采用在分型面处减去一定的模样尺寸。
通常与铸件大小、工艺习惯以及铺垫材料有关。
内冷铁在4Cr5MoSiV钢液态模锻中的应用

c rmi a dc mbn d wi i so es n , ih rdme so c u a y a d s r c u ly ei n t gicu in h o t sn o i e t l e h me tn a d hg e i n ina c r c n uf eq ai , l a t miai lso n n
裂纹。 基于冷铁可 以减少 和防止此类缺陷的产生[] 1, _ 3 在后期试验 中设置了内冷铁,目的是防止产生缩孔
收稿 日期 :0 2 0 — 0 2 1 — 1 2 稿件编号 :2 2 0 1 10 — 2 作者简介 : 叶四友( 94 )女 , 师 , 17一 , 讲 主要从事金属材料 加工工艺及
材料性能的研究
埋人干砂 中缓冷或直接送进退火 炉中进行余热退
火 , 防在 空 冷 中淬火 而 出现表 面裂纹 。 以 22 内冷铁 的设 置 .
试验用内冷铁加工成 o 8 m, 7 m 厚度 1mn 材质 0 r。 选 Q 3 一 。底 面以 o m 25A 3 m焊芯焊成 三角支架用 于
I 引言
和 裂纹 的产生 。 2 试 验 过程
目前热锻模 的制造工艺是锻造 钢坯 再进行机 加工或 电火花加工 , 某锻造厂每年耗费锻模成本近 千万 , 而且制造周期长 , 切削加工量大 , 大量废锻模 不能重新 回收利用 。为 了节约成本 , 缩短锻模 的制 造周期 , 使用液态模锻方法生产热锻模 。锻模型槽
一 + ” +
” +
一 + 一 +
一 +
・ ・ 一+ ・ + ・ +
一 + 一 +
一 + 一+ 一 +
一 + 一 +
F u d yTe h oo yo o i gJ ws f a u h r o n r c n lg f M vn a ws oJ Cr s e
铸造工艺学
一、名词解释铸造:采用熔炼方法,将金属熔化成液态在砂型、陶瓷型、金属型等铸型中直接成形的加工方法。
铸造工艺学:是研究铸件成形方法的一门学科,包括铸造工艺方案及参数设计、铸型材料和铸造方法、铸型及芯的制造、合金熔体充型的过程及原理与浇注系统设计、补缩系统原理及设计。
技术审查:审查零件工艺性、生产条件是否能满足铸造零件的规模、精度要求和技术要求。
零件的工艺性:零件的结构是否合理如铸件壁厚分布是否合理、厚度是否大于最小壁厚,铸件壁的联结处的联结方式是否合理,薄厚壁是否均匀过渡,拐角处是否圆角过渡,是否利于起模,是否有利于清砂。
浇注位置:浇注时铸件在铸型中所处的具体位置。
铸造工艺参数:指需要确定的工艺数据,具体包括铸造线收缩率、机械加工余量、拔模斜度、最小铸出尺寸、工艺补正量、分型负数、分芯负数和反变形量。
铸造线收缩率:指铸件在凝固过程中所产生的长度方面的缩小,表达式为%模件模100L L -L ⨯=ε机械加工余量:指在铸件加工表面上留出的,准备切去的铸件表层厚度。
往往和铸件尺寸公差配合使用。
加工余量值由两部分构成,一部分是尺寸公差CT 值,另一部分为要求的铸件机械加工余量RMA 值。
起模斜度:为了利于起模或脱芯,在模样或芯盒的出模方向设有一定的斜度,以避免损坏铸型和芯子。
最小铸出孔及槽:对于一些较小的孔和槽,如果采用铸造方法生成,往往会产生问题,如:精度、粘砂,有时铸出的孔和槽产生偏差后再用机加工方法校正反而不如直接铸死再进行机加工,故通常采用的方法是不将较小的孔和槽铸出。
工艺补正量:有时模样和芯盒的尺寸准确无误,但是铸出工件的尺寸仍不符合图样要求,对于这种情况通常采用工艺补正的方法解决。
分型负数:分型面在制造过程中往往因为修整、烘烤等原因以及防止跑火在合箱时在分型面上铺垫的石棉绳、泥条或油灰条等,这样在分型面处增加了铸件尺寸,为了保证铸件尺寸精度,通常采用在分型面处减去一定的模样尺寸。
通常与铸件大小、工艺习惯以及铺垫材料有关。
铸造冒口、冷铁与铸肋

第三节 铸肋
铸肋又称工艺肋,分两类。 一类是 用于 ; 另一类是 用于 。 ,只有在不影响铸件使用并 得到用货单位同意的条件下才允许保留在铸件上 。而
一、割肋
.显然, ,而 。常用的割肋形式有 等,
铸件在凝固收缩时, 。
称
,
。依实践经验,当 a/b>(1~2),l/b<2或a/b>(2~3),l/b<1 时,可以不设割肋。超出上述范围就应设割肋 以防热裂
五、冒口有效补缩距离的确定
• 冒口的有效补缩距离为冒
口作用区与末端区长度之 和,它是确定冒口数目的
依据,与铸件结构、合金
成分及凝固特性、冷却条 件、对铸件质量要求的高
低等多种因素有关,简称
为冒口补缩距离。
板形铸钢件冒口补缩距离
外冷铁的影响
工艺补贴的应用
六、铸钢件冒口的设计
• 铸钢件冒口属于通用冒口,其计算原理适用于实行顺序凝固的一切合金铸件。通用冒 口的计算方法很多,现仅介绍几种常用的冒口计算方法。
• 3、在凝固期间,冒口和被补缩部位之间存在补缩通道,扩张
角向着冒口。
三、冒口形状
• 冒口的形状有圆柱形、球顶圆柱形、长(腰)圆柱形、球形 及扁球形等多种。
四、选择冒口位置的原则
• 1. 冒口应就近设在铸件热节的上方或侧旁; • 2. 冒口应尽量设在铸件最高、最厚的部位; • 3. 冒口不应设在铸件重要的、受力大的部位,以防组织 粗大降低强度; • 4. 冒口位置不要选在铸造应力集中处,应注意减轻对铸 件的收缩阻碍,以免引起裂纹; • 5. 尽量用一个冒口同时补缩几个热节或铸件; • 6. 冒口布置在加工面上,可节约铸件精整工时,零件外 观好; • 7. 不同高度上的冒口,应用冷铁使各个冒口的补缩范围 隔开。
铸造工艺-冷铁设计
冷铁设计冷铁分为内冷铁与外冷铁。
内冷铁:将金属激冷物插入铸件型腔中需要激冷的部位,使合金激冷并同铸件熔为一体,这种金属激冷物称为内冷铁,内冷铁主要用于黑色金属厚大铸样。
使用内冷铁的注意事项就是:1)使用前,内冷铁要喷丸或喷砂处理,去除表面锈蚀与油污,常镀锌或镀锡防氧化。
2)砂型内放置内冷铁后应在3h—4h内浇注,防止内冷铁上聚集水分而产生气孔。
3)承受高温、高压与质量要求很高的铸件,不宜放内冷铁。
4)放内冷铁的铸型上方应有出气孔,如上方就是暗冒口,冒口上也应有较大的出气孔。
5)采用栅状内冷铁时,单根冷铁的直径不大于30mm。
6)内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
外冷铁:外冷铁又分为直接外冷铁与间接外冷铁两类。
1)直接外冷铁就是只与铸件的部分内外表面接触而不熔接在一起的金属激冷物,实际上它成为铸型或型芯的部分型腔表面。
2)间接外冷铁同被激冷铸件之间有10~15mm厚的砂层相隔,故又称隔砂冷铁、暗冷铁。
间接外冷铁激冷作用弱,应用较少。
使用外冷铁的注意事项为:1外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
2 对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度(如45°),以免型砂与冷铁分界处因冷却速度差别过大而形成裂纹。
应做成图1中(b),(c)的形式。
对铸铁与一般铸铜件,(a)、(b)、(c)均适用。
冷铁的作用1、与浇注系统与冒口配合控制铸件的凝固次序。
2、加速铸件的凝固速度,细化晶粒组织,提高铸件的力学性能。
3、减小冒口尺寸,提高工艺出品率。
冷铁材料的选择可以制作冷铁的材料很多,凡就是比砂型材料的热导率、蓄热系数大的金属与非金属材料均可选用。
生产中常用的冷铁材料有铸铁、铝合金、石墨与铜合金等,各种冷铁材料的热物理系数见下表1。
冷铁安放位置的确定冷铁能否充分发挥作用,关键在于安放的位置就是否合理。
确定冷铁在铸型中的位置,主要取决于要求冷铁所起的作用以及铸件的结构、形状,同时还需要考虑冒口与浇注系统的位置。
冷铁 chill(中英文对照)
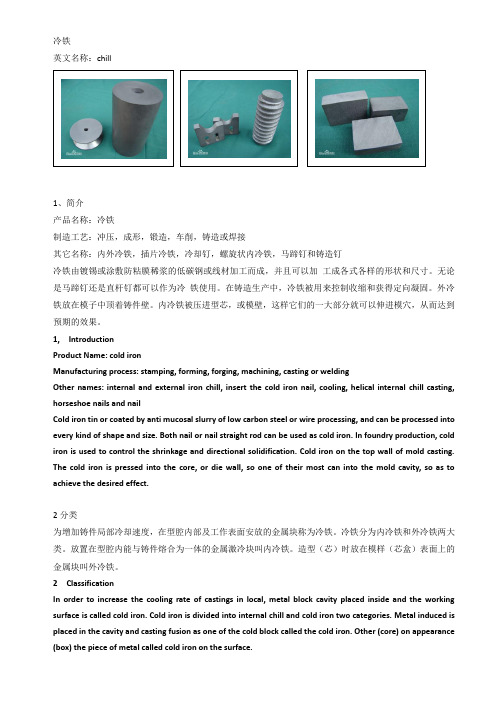
冷铁英文名称:chill1、简介产品名称:冷铁制造工艺:冲压,成形,锻造,车削,铸造或焊接其它名称:内外冷铁,插片冷铁,冷却钉,螺旋状内冷铁,马蹄钉和铸造钉冷铁由镀锡或涂敷防粘膜稀浆的低碳钢或线材加工而成,并且可以加工成各式各样的形状和尺寸。
无论是马蹄钉还是直杆钉都可以作为冷铁使用。
在铸造生产中,冷铁被用来控制收缩和获得定向凝固。
外冷铁放在模子中顶着铸件壁。
内冷铁被压进型芯,或模壁,这样它们的一大部分就可以伸进模穴,从而达到预期的效果。
1, IntroductionProduct Name: cold ironManufacturing process: stamping, forming, forging, machining, casting or weldingOther names: internal and external iron chill, insert the cold iron nail, cooling, helical internal chill casting, horseshoe nails and nailCold iron tin or coated by anti mucosal slurry of low carbon steel or wire processing, and can be processed into every kind of shape and size. Both nail or nail straight rod can be used as cold iron. In foundry production, cold iron is used to control the shrinkage and directional solidification. Cold iron on the top wall of mold casting. The cold iron is pressed into the core, or die wall, so one of their most can into the mold cavity, so as to achieve the desired effect.2分类为增加铸件局部冷却速度,在型腔内部及工作表面安放的金属块称为冷铁。
彩瓦机模具中冷铁的使用介绍
彩瓦机模具中冷铁的使用介绍为增加彩瓦机模具局部冷却速度,在型腔内部及工作表面安放的金属块称为冷铁。
冷铁分为内冷铁和外冷铁两大类。
放置在型腔内能与铸件熔合为一体的金属激冷块叫内冷铁;造型(芯)时放在模样(芯盒)表面上的金属激冷块叫外冷铁。
内冷铁成为彩瓦机模具的一部分,应和模具材质相同。
外冷铁用后回收,一般可重复使用。
根据彩瓦机模具材质和激冷作用强弱,可釆爪钢、铸铁、铜、铝等材质的外冷铁,还可釆爪蓄热系数比石英砂大的非金属材料,如石墨、碳素砂、铬镁砂、铬砂、镁砂、锆砂等作为激冷物使用。
彩瓦机模具冷铁的作用有:1.在冒口难于补缩的部位防止缩孔、缩松。
2.防止壁厚交叉部位及急剧变化部位产生裂纹。
3.与冒口配合使用,能加强铸件的顺序凝固条件,扩大冒口补缩距离或范围,减少冒口数目或体积。
4.用冷铁加速个别热节的冷却,使整个彩瓦机模具接近于同时凝固,既可防止或减轻铸件变形,又可提高工艺出品率。
5.改善彩瓦机模具局部的金相组织和力学性能。
如细化基体组织,提高铸件表面硬度和耐磨性等。
6.减轻或防止厚壁彩瓦机模具中的偏析。
在彩瓦机模具生产的过程中,外冷铁根据其不同的种类也起着不可忽视的重要作用。
首先(),外冷铁分为直接外冷铁和间接外冷铁两类。
直接外冷铁与彩瓦机模具表面直接接触,激冷作用强,它又可分为有气隙的和无气隙的两种;间接外冷铁同被激冷彩瓦机模具之间有10-15mm厚的砂层相隔,故又名隔砂冷铁、暗冷铁。
激冷作用弱,可避免彩瓦机模具表面产生白口层或过冷石墨层,还可避免因明冷铁激冷作用过强所造成的裂纹。
彩瓦机模具外观平整,不会出现同铸件熔接等缺陷。
我们可以通过一个小的系统试验来分析外冷铁在彩瓦机模具生产过程中起到的作用具有的特点性。
用接触面积为76mm×76mm、厚度不冋的外冷铁,浇注127mm×127mm×203mm的碳素钢长方体进行凝固速度的系统试验。
1.在开始阶段,外冷铁处钢的凝固速度大,以后外冷铁处的凝固速度同型砂处差不多。
铸造工艺-冷铁设计

冷铁设计冷铁分为内冷铁和外冷铁。
内冷铁:将金属激冷物插入铸件型腔中需要激冷的部位,使合金激冷并同铸件熔为一体,这种金属激冷物称为内冷铁,内冷铁主要用于黑色金属厚大铸样。
使用内冷铁的注意事项是:1)使用前,内冷铁要喷丸或喷砂处理,去除表面锈蚀和油污,常镀锌或镀锡防氧化。
2)砂型内放置内冷铁后应在3h—4h内浇注,防止内冷铁上聚集水分而产生气孔。
3)承受高温、高压和质量要求很高的铸件,不宜放内冷铁。
4)放内冷铁的铸型上方应有出气孔,如上方是暗冒口,冒口上也应有较大的出气孔。
5)采用栅状内冷铁时,单根冷铁的直径不大于30mm。
6)内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
外冷铁:外冷铁又分为直接外冷铁和间接外冷铁两类。
1)直接外冷铁是只与铸件的部分内外表面接触而不熔接在一起的金属激冷物,实际上它成为铸型或型芯的部分型腔表面。
2)间接外冷铁同被激冷铸件之间有10~15mm厚的砂层相隔,故又称隔砂冷铁、暗冷铁。
间接外冷铁激冷作用弱,应用较少。
使用外冷铁的注意事项为:1外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
2 对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度(如45°),以免型砂和冷铁分界处因冷却速度差别过大而形成裂纹。
应做成图1中(b),(c)的形式。
对铸铁和一般铸铜件,(a)、(b)、(c)均适用。
冷铁的作用1.与浇注系统和冒口配合控制铸件的凝固次序。
2.加速铸件的凝固速度,细化晶粒组织,提高铸件的力学性能。
3.减小冒口尺寸,提高工艺出品率。
冷铁材料的选择可以制作冷铁的材料很多,凡是比砂型材料的热导率、蓄热系数大的金属和非金属材料均可选用。
生产中常用的冷铁材料有铸铁、铝合金、石墨和铜合金等,各种冷铁材料的热物理系数见下表1。
冷铁安放位置的确定冷铁能否充分发挥作用,关键在于安放的位置是否合理。
确定冷铁在铸型中的位置,主要取决于要求冷铁所起的作用以及铸件的结构、形状,同时还需要考虑冒口和浇注系统的位置。
铸造工艺-冷铁设计教学文稿

铸造工艺-冷铁设计冷铁设计冷铁分为内冷铁和外冷铁。
内冷铁:将金属激冷物插入铸件型腔中需要激冷的部位,使合金激冷并同铸件熔为一体,这种金属激冷物称为内冷铁,内冷铁主要用于黑色金属厚大铸样。
使用内冷铁的注意事项是:1)使用前,内冷铁要喷丸或喷砂处理,去除表面锈蚀和油污,常镀锌或镀锡防氧化。
2)砂型内放置内冷铁后应在3h—4h内浇注,防止内冷铁上聚集水分而产生气孔。
3)承受高温、高压和质量要求很高的铸件,不宜放内冷铁。
4)放内冷铁的铸型上方应有出气孔,如上方是暗冒口,冒口上也应有较大的出气孔。
5)采用栅状内冷铁时,单根冷铁的直径不大于30mm。
6)内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
外冷铁:外冷铁又分为直接外冷铁和间接外冷铁两类。
1)直接外冷铁是只与铸件的部分内外表面接触而不熔接在一起的金属激冷物,实际上它成为铸型或型芯的部分型腔表面。
2)间接外冷铁同被激冷铸件之间有10~15mm厚的砂层相隔,故又称隔砂冷铁、暗冷铁。
间接外冷铁激冷作用弱,应用较少。
使用外冷铁的注意事项为:1外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
2 对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度(如45°),以免型砂和冷铁分界处因冷却速度差别过大而形成裂纹。
应做成图1中(b),(c)的形式。
对铸铁和一般铸铜件,(a)、(b)、(c)均适用。
冷铁的作用1.与浇注系统和冒口配合控制铸件的凝固次序。
2.加速铸件的凝固速度,细化晶粒组织,提高铸件的力学性能。
3.减小冒口尺寸,提高工艺出品率。
冷铁材料的选择可以制作冷铁的材料很多,凡是比砂型材料的热导率、蓄热系数大的金属和非金属材料均可选用。
生产中常用的冷铁材料有铸铁、铝合金、石墨和铜合金等,各种冷铁材料的热物理系数见下表1。
冷铁安放位置的确定冷铁能否充分发挥作用,关键在于安放的位置是否合理。
确定冷铁在铸型中的位置,主要取决于要求冷铁所起的作用以及铸件的结构、形状,同时还需要考虑冒口和浇注系统的位置。
铸造件冷铁基本知识与安放原则及案例

在生产较大较大件生产时,安放冷冷铁是保证铸件同时凝固,避免铸件缩孔、疏松的常用措施。
一、冷铁的作用:1.减小冒口尺寸,提高工艺出品率。
2.在铸件难以设置冒口的部位,放置冷铁可防止缩孔,缩松。
3.在局部部位使用冷铁可控制铸件的顺序凝固,增加冒口的补缩距离。
4.消除局部热应力,防止裂纹。
冷铁分为外冷铁和内冷铁。
外冷铁置于铸件外壁,安放在型砂中,冷铁上面喷涂涂料,一般在落砂时冷铁就能脱离铸件。
内冷铁是将激冷冷插入型中需要激冷的部分,使冷铁与铸件熔为一体,内冷铁主要用于黑色金属厚大铸件生产中。
内冷铁的激冷作用比外冷铁大得多,所以用量要适当。
如内冷铁重量过大,则不能很好地熔合,影响铸件的机械性能,严重时引起铸件裂纹。
重量过小则不能有效消除缩孔、缩松。
内冷铁重量的经验估算公式为:G冷二0.28(G2-G1)式中G冷为内冷铁的重量;G2为铸件厚壁处重量;Gl为铸件壁薄处重量。
5.2使用内冷铁的注意事项:使用前"内冷铁要喷丸或喷砂处理,去除表面锈蚀和油污,常镀锌或镀锡防氧化。
砂型内放置内冷铁后及时浇注,防止内冷铁上聚集水分而产生气孔。
时长一般不超过4h°对放置有较多内冷铁的铸型,浇注前最好用喷灯加热,去除内冷铁表面的水分。
承受高温、高压和质量要求很高的铸件,不宜放置内冷铁。
放置内冷铁的铸型上方应有出气孔,如上方是暗冒口,冒口上也应有较大的出气孔。
采用栅状内冷铁时,单根冷铁的直径不大于30mm。
内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
2.3外冷铁分直接外冷铁与间接外冷铁。
使用外冷铁的注意事项:外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度以免型砂和冷铁分界处因冷却速度差别过大而形成裂纹。
外冷铁边缘与砂型相接处不宜有尖角砂。
可以选择随形冷铁。
选择恰当的外冷铁厚度。
太薄的外冷铁只在凝固初期发生微弱的激冷作用,甚至会与铸件熔合在一起。
球墨铸铁冷铁应用原则

球墨铸铁冷铁应用原则
球墨铸铁冷铁的应用原则主要包括以下几点:
与冒口配合使用,形成人为末端区,扩大冒口作用区域,减少冒口的体积,提高工艺出品率。
在铸件壁厚变化较大的部位设置冷铁,使凝固速度趋于均一,消除局部的热应力,减少裂纹的出现。
提高冷铁附近的冷速,细化周围晶粒,改善基体组织与性能。
此外,冷铁按照放置位置可以分为外冷铁和内冷铁。
外冷铁放置在铸件表面或铸型之中,与铸件直接或间接接触,常用的材料有铸钢、铸铁、石墨、铜和碳化硅等。
外冷铁依照与铸件之间的介质不同可以分为无气隙外冷铁、有气隙外冷铁和间接外冷铁。
间接外冷铁与铸件有挂砂相隔,一般用于较厚的铸件,避免因直接与冷铁接触而产生皱皮或裂纹。
内冷铁放置在型腔内,形状有块状、棒状和螺旋状几种类型,一般采用铸件本体材料。
根据内冷铁表层与钢液的熔融情况,可分为熔合内冷铁和不熔合内冷铁,熔合内冷铁温升高于合金固相线温度,不熔合内冷铁温升小于或等于固相线温度。
第三节 冒口、冷铁设计.

一、冒口
冒口的概念
冒口、冷铁设计
冒口是铸型内设置的一个储存金属液的 空腔。 冒口的作用
冒口的分类
常见冒口形式 冒口的设计
冒口的作用
1)对于凝固温度范围宽,不产生集中缩孔的 合金,冒口的作用主要是排气和收集液流前 沿混有夹杂物或氧化膜的金属液。这种冒口 多置于内浇道的对面,其尺寸也不必太大。 2)对于要求控制显微组织的铸件,冒口可以 收集液流前沿的过冷金属液,避免铸件上出 现过冷组织。 对铸件进行补缩,防止产生 3)对于凝固期间体积收缩量大,且趋向于形 缩孔、缩松等缺陷,同时提高排 成集中缩孔的合金(如铸钢、锰黄铜和铝青 气、集渣等效果,防止产生气孔、 夹渣等缺陷。 铜等),冒口的主要作用是补偿铸件的液态 收缩和凝固收缩以得到致密的铸件。
思考题
1.什么是顺序凝固原则?什么是同时凝固原则? 什么是均衡凝固原则?各有什么优缺点? 2.铸件的壁厚为什么不宜过薄和过厚?为什么尽 可能厚薄均匀?为什么要规定铸件的最小壁厚? 3.为便于生产和保证铸件质量,通常对铸件结构 有哪些要求? 4.何谓铸件的浇注位置?其对铸件的质量有什么 影响?应按何原则来选择?
二、冷铁的设计 冷铁:为增加铸件局部冷却速度,在型腔 内部及工作表面安放的金属块称为冷铁。 (一)冷铁的种类及作用 1.种类 内冷铁 冷铁 直接外冷铁 外冷铁 间接外冷铁
2.作用 1)在冒口难以补缩的部位防止缩孔、缩松。 2)划分冒口的补缩区域,控制和扩大冒口 的补缩距离,提高冒口的补缩效率。 3)加速壁厚交叉部分及急剧变化部位的凝 固,避免产生热裂纹。 4)改善铸件局部的金相组织和力学性能。
Mn M r riser head K < K < n r cast neck of riser head
冷铁

Mr=fMc
f 冒口的安全系数,f=1.2 碳钢、低合金钢铸件冒口、冒口颈、铸件模数间的关系: 侧冒口:
M c : M n : M r 1 : 1.1 : 1.2
内浇道通过冒口: M c : M n : M r 1 : ( 1 1.03 ) : 1.2
顶冒口:
Mr ( 1.2 1 ) MC
= M(tp-1150℃)/(tp-1150℃+L/c)
冒口颈模数的修正:浇注时的温度损失、铸件外壳薄层凝 固的热损失。修正结果见图3-5-24。
49
50
关键模数的确定:它本身的体积膨胀量能补偿所有更厚部 分的液态收缩量,直到比它厚的部分开始膨胀为止。关键 部分的膨胀和比它厚的部分的液态收缩只有同时发生,且 是相互关联的,才可能相互抵偿。这也表明,更厚的部分 也可以满足关键部分的要求。 注意: 冒口只须补偿关键部分共晶之前的液态收缩体积。 直接实用冒口的有效补缩距离是无限的。
8
d 外冷铁对补缩距离的影响
在两个冒口间放冷铁,形成两个末端区,显著增加有效补缩 距离。 端部放冷铁延长末端区。
9
(3)冒口有效补缩距离的确定
有效补缩距离:冒口作用区与末端区长度之和。是确定冒 口数目的依据。
10
11
a 铸钢件冒口的补缩距离
碳钢件如下图:冒口区和末端区长度都随铸件厚度增大而 增加,且随截面的宽厚比减小而减小。
(3)冒口有效补缩距离的确定
有效补缩距离:冒口作用区与末端区长度之和。是确定冒 口数目的依据。铸钢件冒口的补缩距离
碳钢件如下图:冒口区和末端区长度都随铸件厚度增大而 增加,且随截面的宽厚比减小而减小。
冷铁的使用
我们拿粘土沙的例子来计算一下对模数的影响: t = c x (M)2 或 t = c1 x (ci x M)2 c = c1 x (ci)2
c1 粘土沙的系数,或 2,72 ci 对模数的影响
从这里可以看出,铜和铁可以降低模数 50 % (最大值)。 碳化硅看起来比鉻矿砂的效率更高。
没有数字来支持铁受到的影响是不同的。
4.3 石墨
石墨冷铁的冷却效果比较好,与铁质冷铁的效果近似。
石墨冷铁的优点在于铸件表面夹气问题少,冷铁的修理维护成本低,且易于加工。但石墨冷铁的自身价格相对 来说比较高。
石墨冷铁非常适合用在芯子,因为其导热能力强,而且能保证较高的铸件表面质量。 4.4 其他材质
其他冷铁材质中值得一提的有碳化硅沙,这种材质可以做成块状冷铁,也可以跟铸造沙通过混沙工艺混合使用。
顺风大吉整理
冷铁的另外一个重要特性是不会被熔掉。这意味着冷铁材质的熔点必须高于铸件熔点,而且这个差值要足够高。 按照冷铁放置的位置,可将其分为两类: 1. 外冷铁 这类冷铁位置在铸件体的表面外侧。 外冷铁可分为直接外冷铁和间接外冷铁。根据冷铁的使用还可以分为特殊形状冷铁、标准形冷铁和可变形冷铁。
使用金属铸模也属于冷铁应用的一种。 2. 内冷铁 内冷铁的位置在铸件里,并成为铸件的一部分。它对铸件质量影响非常大。大多数质量标准都不允许有没熔的 内冷铁。因此为了减小这种影响,内冷铁的材质应尽量接近铸件铁水。如果没熔或未达到质量标准,应采用机 器将其移除。
铸造工艺---冷铁设计
冷铁设计冷铁分为内冷铁和外冷铁。
内冷铁:将金属激冷物插入铸件型腔中需要激冷的部位,使合金激冷并同铸件熔为一体,这种金属激冷物称为内冷铁,内冷铁主要用于黑色金属厚大铸样。
使用内冷铁的注意事项是:1)使用前,内冷铁要喷丸或喷砂处理,去除表面锈蚀和油污,常镀锌或镀锡防氧化。
2)砂型内放置内冷铁后应在3h—4h内浇注,防止内冷铁上聚集水分而产生气孔。
3)承受高温、高压和质量要求很高的铸件,不宜放内冷铁。
4)放内冷铁的铸型上方应有出气孔,如上方是暗冒口,冒口上也应有较大的出气孔。
5)采用栅状内冷铁时,单根冷铁的直径不大于30mm。
6)内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
外冷铁:外冷铁又分为直接外冷铁和间接外冷铁两类。
1)直接外冷铁是只与铸件的部分内外表面接触而不熔接在一起的金属激冷物,实际上它成为铸型或型芯的部分型腔表面。
2)间接外冷铁同被激冷铸件之间有10~15mm厚的砂层相隔,故又称隔砂冷铁、暗冷铁。
间接外冷铁激冷作用弱,应用较少。
使用外冷铁的注意事项为:1外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
2 对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度(如45°),以免型砂和冷铁分界处因冷却速度差别过大而形成裂纹。
应做成图1中(b),(c)的形式。
对铸铁和一般铸铜件,(a)、(b)、(c)均适用。
冷铁的作用1.与浇注系统和冒口配合控制铸件的凝固次序。
2.加速铸件的凝固速度,细化晶粒组织,提高铸件的力学性能。
3.减小冒口尺寸,提高工艺出品率。
冷铁材料的选择可以制作冷铁的材料很多,凡是比砂型材料的热导率、蓄热系数大的金属和非金属材料均可选用。
生产中常用的冷铁材料有铸铁、铝合金、石墨和铜合金等,各种冷铁材料的热物理系数见下表1。
冷铁安放位置的确定冷铁能否充分发挥作用,关键在于安放的位置是否合理。
确定冷铁在铸型中的位置,主要取决于要求冷铁所起的作用以及铸件的结构、形状,同时还需要考虑冒口和浇注系统的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图4-57 常用内冷铁形状和放置方法 a) 横卧圆钢冷铁 b) 插钉冷铁 c) 螺旋形内冷铁 d) 直立圆钢冷铁
内冷铁的重量 m冷计算: m冷=Km件
式中 m件 —— 铸件或热节部分的质量 (kg); K ——比例系数,即内冷铁重量占铸件热节重量的百分数
表4-14
铸 钢 件 的 类 型
K值的选定
K×100 2 ~5 内冷铁直径/mm 5~15
小型铸件,或要求高的铸件。防止因内冷铁而使机械性能急剧下降
中型铸件,或铸件上不太重要的部分,如凸肩等
大型铸件对熔化内冷铁非常有利时,如床座、锤头、砧子等
6~7
8~10
15~19
19~30