石钢公司GCr15轴承钢棒材生产工艺实践
GCr15钢管生产工艺要点与理论分析
GCr15钢管生产工艺要点与理论分析滚动轴承应用于国民经济的各个领域,是工农业不可缺少的零部件。
轴承厂用无缝钢管生产滚动轴承的轴承套圈,我国是在20世纪50年后期开始,逐步的掌握了轴承套圈的生产工艺并投入生产。
本文概要分析生产要点、关键参数及热处理工艺制度。
标签:GCr15 滚动轴承工艺要点关键参数热处理1 概述无缝钢管为原料生产轴承套圈是上世纪50年代后期,1953年鞍钢三大工程之一,鞍钢无缝厂-Φ140自动轧管机组(苏联援建)投产,当时在我国是先进、唯一的无缝钢管厂家。
由于建国后大规模经济建设,钢管需求量极大,远远满足不了市场需求。
作为当时急需的航空机构管、石油用管、枪炮军用及一般结构管都是这套Φ140机组来生产。
由于轴承钢工艺要求特殊,热处理复杂,受设备所限,在1955年后,轴承钢管生产量较少,主要用于军工等要害部门。
鉴于轴承钢管产量低、周期长、工艺复杂、热处理设备要求高等特点,至今鞍钢已经不再生产轴承钢管。
1956年后,成都钢管厂建成Φ216、Φ318周期轧管机,包钢Φ400,到1958年全国建成40余套Φ76小型无缝机组,80年衡阳建成Φ108三辊穿轧机组,随后大冶(黄石)、天津Φ250等大型国有企业相继建成投产,为我国无缝钢管蓬勃发展打下基础。
2 GCr15钢的特点及冶炼要求滚铬15钢(GCr15)至今为国内外公认的标准牌号轴承钢,为什么常用不衰呢?我们可从它的牌号和化学成份中得到答案,见下表1从表1看出:它含碳量在1%左右,含Cr量在1.5%左右,含P.S量≤0.025(属于优质钢),所以GCr15钢准确说叫高碳低合金优质铬钢。
其特点:①用高碳(1%)增加硬度和耐磨性;②用铬(1.5%)增加强度和耐腐蚀性;③加热时要防止脱碳:钢管内、外表面每边总脱碳层深度应符合高碳铬轴承钢标准(GB/18254-2002)见表2。
④非金属夹杂物和碳化物不均性等要求应符合GB/T18254-2002的规定。
轴承的制造流程实习报告

一、实习目的为了深入了解轴承制造工艺流程,提高自己的专业技能,我将赴某轴承制造企业进行为期两周的实习。
本次实习旨在让我掌握轴承制造的基本流程,了解不同类型轴承的加工方法,以及提高自己的实际操作能力。
二、实习时间及地点实习时间:2021年X月X日至2021年X月X日实习地点:XX轴承制造有限公司三、实习内容1. 轴承制造工艺流程(1)原材料准备:轴承制造所用的原材料主要有高碳铬轴承钢Gcr15SiMn、不锈钢、铜等。
在实习过程中,我了解到原材料需要经过严格的筛选,确保质量符合标准。
(2)锻造:锻造是轴承套圈加工中的初加工,也称毛坯加工。
通过锻造,可以获得与产品形状相似的毛坯,提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(3)退火:退火是为了消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
(4)车削:车削是轴承套圈加工的主要工序之一,通过车削,可以使轴承套圈的尺寸精度和形状精度达到要求。
(5)淬火:淬火是为了提高轴承套圈的硬度和耐磨性,使其在使用过程中具有更好的性能。
(6)回火:回火是为了降低轴承套圈的硬度和内应力,提高其韧性,防止在使用过程中发生脆断。
(7)磨削:磨削是为了提高轴承套圈的尺寸精度和表面光洁度,使其达到使用要求。
(8)轴承装配:将内外圈、滚动体、保持架等零部件组装在一起,形成完整的轴承。
2. 不同类型轴承的加工方法(1)滚珠轴承:滚珠轴承的加工主要包括内外圈加工、钢球或滚子加工、保持架加工等。
在实习过程中,我了解到滚珠轴承的加工精度要求较高,需要使用高精度的机床和刀具。
(2)滚针轴承:滚针轴承的加工与滚珠轴承类似,但滚针的加工难度更大,需要使用特殊的加工设备。
(3)推力球轴承:推力球轴承的加工主要包括内外圈加工、滚道加工、保持架加工等。
在实习过程中,我了解到推力球轴承的加工精度要求较高,需要使用高精度的机床和刀具。
3. 实际操作技能提高在实习过程中,我跟随师傅学习了轴承制造的实际操作技能,包括机床操作、刀具选用、加工参数设置等。
优化GCr15轴承钢连铸工艺参数实践
( . 京 科 技 大 学 冶 金 与 生 态 工 程 学 院 ,北 京 10 8 ;2 1北 00 3 .石 家 庄 钢 铁 公 司 ,河 北 石 家 庄
00 3 ) 5 0 1
摘 要 :通 过 对 GC I 铸 工 艺 参数 的对 比试 验 , 找 到 了 最 佳 的 连 铸 工 艺 参 数 ,明 显 l ta d r l d se l v o l m pr ve n r q lt as g bil n ol te sob i usy i i e e o d.
Ke o d :b ai g se l o t u u a t g p o e s a a ee y W r s e rn te ;c n n o s c s n r c s ;p r i i m tr
表 1 3 连铸 机主 要 工 艺 参 数 #
中心偏 析 是 由于连铸 坯凝 固末 期 ,尚未凝 固富 集 偏 析元 素 的 钢 液 流 动造 成 的 。 钢 液 在 凝 固过 程 中 , 由于溶 质元 素在 固液相 中的再 分配 形成 了铸 坯 化 学成 分 的 不 均 匀 性 ,中 心 部 位 C,S ,P含 量 明 显 高于 其它 部位 ,形成 中心 偏 析 。中心 偏析 往往 与
工 艺 改 进 前 ,连铸 坯 经 常 出 现 缩 孔 、 中心 疏 松 、 中心偏 析 等 缺 陷 ,见 图 1 ( 孔 4级 ) 图 2 缩 、 ( 中心疏 松 3级 ,缩孔 1级 )所 示 。在 二 冷 区 ,铸
坯 内外 温度梯 度 大 ,柱 状 晶 发 达 有 时造 成 穿 晶结
构 。如果 二冷 区冷却 不均 匀 ,就会 导致 柱状 晶的生
参数 ,使 铸坯 质量 得到 了 明显 改 善 。
gcr15圆钢生产工艺流程
gcr15圆钢生产工艺流程GCr15圆钢是一种高碳铬轴承钢,具有良好的耐磨性和高强度。
下面是GCr15圆钢的生产工艺流程,总共将分为六个步骤进行详细介绍。
第一步:原料准备GCr15圆钢的主要原材料是高质量的碳素钢和合适比例的铬。
碳素钢经过熔炼和精炼处理,铬则通常以合金的形式添加。
这些原材料经过质量检测后,配比合理,准备供下一步工艺使用。
第二步:熔炼和浇注在电炉或转炉中,将原材料放入炉中进行熔炼。
通过控制炉温和加入合适的熔剂,使原材料充分熔化和混合。
然后,将熔化的钢液倒入铸造模具中,形成圆形的坯料。
第三步:坯料预热和轧制将铸造的坯料经过预热处理,使其温度达到合适的轧制温度。
然后,将坯料送入轧机,经过一系列的轧制和拉拔工艺,使其逐渐成为所需的GCr15圆钢。
在轧制的过程中,通过调节轧机的辊缝和压力,使材料的截面逐渐变小并变成圆形。
第四步:坯料锻造和调质处理将轧制好的圆钢坯料进行热锻造,以改善其组织和性能。
通过控制锻造温度和锻造过程中的力度,使坯料的组织更加致密。
然后,对锻造后的圆钢进行调质处理,通过加热、保温和冷却等工艺,使其达到所需的力学性能和硬度。
第五步:精加工和修磨将调质处理后的圆钢进行精加工,如切割、修直、开孔等,使其形成所需的尺寸和形状。
然后,对圆钢进行修磨处理,以提高其表面粗糙度和尺寸精度。
第六步:质检和包装经过精加工和修磨后,对GCr15圆钢进行质检,包括化学成分分析、力学性能测试和硬度测试等。
合格的圆钢经过质检后,按照要求进行包装,通常采用木箱、塑料袋或纸箱等包装材料,以便于运输和储存。
以上就是GCr15圆钢的生产工艺流程,通过严格控制每个工艺步骤的参数和质量要求,可以保证生产出高质量的GCr15圆钢,满足不同行业的需求。
石钢GCr15轴承钢控制轧制和控制冷却生产实践
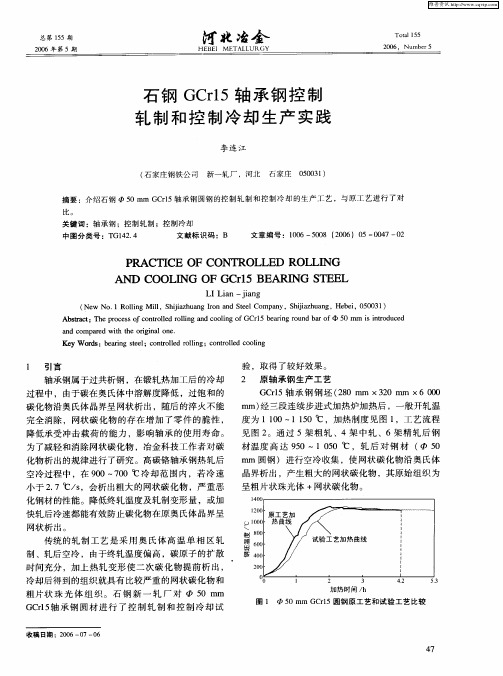
m 圆钢 )进 行 空冷 收集 ,使 网状 碳化 物 沿 奥 氏体 m
晶界析 出 ,产生 粗大 的 网状 碳化 物 ,其原 始组 织 为 呈粗 片状珠 光体 +网状 碳 化物 。
化 钢材 的性 能 。降低终 轧温 度及 轧制 变形 量 ,或加 快 轧后 冷速 都能有 效 防止碳 化物 在原 奥 氏体 晶界呈
维普资讯
总 第 1 5期 5 20 0 6年 第 5期
河 北冶全
20 0 6, Nu mb r5 e
Tl ol t5 a 5
石 钢 GC l r5轴 承 钢 控 制 轧 制 和 控 制 冷 却 生 产 实 践
李 连 江
( 家 庄 钢 铁 公 司 新 一 轧 厂 ,河 北 石 石家庄 003 ) 50 1
网状 析 出。
传 统 的轧 制 工 艺 是 采 用 奥 氏体 高 温 单 相 区 轧
制 、轧后 空 冷 ,由于终 轧温 度偏 高 ,碳 原子 的扩散 时间充 分 ,加上 热 轧 变形 使 二 次 碳 化 物提 前 析 出 , 冷 却后 得到 的组织 就具 有 比较严重 的网状碳 化 物 和
摘 要 :介 绍 石 钢 5 0mm C I 承 钢 圆 钢 的控 制 轧 制 和 控 制 冷 却 的生 产 工 艺 ,与 原 工 艺进 行 了 对 G r5轴
比。
关 键 词 :轴 承 钢 ;控 制 轧 制 ;控 制 冷 却
中 图分 类 号 :T 4 . G12 4 文 献 标 识 码 :B 文 章 编 号 :10 06—50 (0 6 5— 0 7— 2 0 8 20 )0 04 0
1
引 言
验 ,取得 了较好 效果 。 2 原 轴 承钢 生产工 艺
gcr15热处理工艺

GCR15热处理工艺1. 引言GCR15是一种高碳铬轴承钢,具有优异的耐磨和抗疲劳性能,被广泛应用于汽车、机械和航空等领域。
为了进一步提高GCR15的性能,热处理工艺在生产过程中起到了关键作用。
本文将介绍GCR15的热处理工艺及其影响因素。
2. GCR15的化学成分GCR15主要由碳、铬、锰、硅、磷和硫等元素组成。
其中,碳的含量决定了GCR15的硬度和强度,铬的添加可以提高耐磨性和耐蚀性。
合适的锰含量可以提高热处理的效果,而硅、磷和硫等元素对GCR15的机械性能也有一定影响。
3. GCR15的热处理工艺GCR15的热处理包括退火、正火和淬火等工艺。
3.1 退火工艺退火是将GCR15加热至适当温度,然后缓慢冷却的过程。
退火可以改善GCR15的可加工性和机械性能,减少内部应力。
退火温度一般在750℃-850℃之间,保温时间根据材料的厚度和尺寸而定。
随后,将材料缓慢冷却至室温。
3.2 正火工艺正火是将GCR15加热至适当温度,然后在空气中冷却的过程。
正火可以提高GCR15的硬度和强度,增加其耐磨性。
正火温度一般在830℃-900℃之间,保温时间根据材料的厚度和尺寸而定。
冷却速度应适当控制,不能过快或过慢。
3.3 淬火工艺淬火是将GCR15加热至临界温度,然后迅速冷却的过程。
淬火可以使GCR15的组织变为马氏体,从而获得较高的硬度和强度。
淬火温度一般在800℃-870℃之间,保温时间较短。
冷却方式有水淬、油淬和空气冷却等。
4. 影响GCR15热处理工艺的因素影响GCR15热处理工艺的因素包括材料的化学成分、加热温度、保温时间和冷却速度等。
化学成分影响着GCR15的相组成和性能,不同的元素含量会导致不同的热处理效果。
加热温度决定了相变的温度范围,过高或过低的温度都会影响热处理效果。
保温时间是指材料在所需温度下保持的时间,保温时间过长会导致材料晶粒生长过大,影响硬度和强度的提高。
冷却速度决定了材料的组织形态,过快或过慢的冷却速度都会影响热处理效果。
GCr15轴承钢冶炼工艺分析和讨论
(2) 为降低钢中残余元素 ,对钢铁料进行精 选或采用高炉铁水为原料 。
(3) 为减少氧化渣的带入 ,采用无渣出钢技
术或真空除渣技术 。 (4) 采用以 RH 为主的真空脱气 ,进一步降低
钢中氧含量和氢 、氮含量 。 国内几家主要轴承钢生产厂 2001 年轴承钢
表 2 国内几家特钢企业主要工艺流程及 2001 年高碳铬 轴承钢产量及质量
Table 2 Main processes , output and oxygen content of high
carbon chromium bearing steel at several home special steel
第1期
王忠英等 : GCr15 轴承钢冶炼工艺分析和讨论
·35 ·
流程 ,但为补偿 RH 脱气过程中的温降 ,要求高温 出钢 。而钢中碳含量较高时 ,采用 LF2RH 流程 。 在国内轴承钢生产过程中 ,一般采用 LF 或 LF2VD 精炼工艺 ,在 LF2VD 流程中 ,由于在 LF 已进行了 沉淀脱氧 ,VD 的主要任务在于脱氮和氢 。
Abstract The total oxygen content in bearing steel could be below 10 ×10 - 6 by nonium alloy treatment , and the fatigue life of bearing steel by barium alloy treatment is 63. 55 % higher than that by Al treatment , as the oxygen content in steel being 8 ×10 - 6 .
石钢降低GCr15碳化物带状组织级别实践
3 试 验 过 程 及 结 果
3 . 1 现 状
根据 E t 常 检 验 结果 统 计 , GC r l 5轴 承钢 碳 化 物 带状 组 织 大部 分 在 2 . 0级 及 以上 , 离高 端 客户 的要 求还 有较 大差 距 。其 中 , 碳 化 物 带 状 级 别 <2 . 0级 的占2 7 . 6 %、 ≥2 . 0级 的 占 7 2 . 4 %。
物 带 状 组 织 级 别 试 验 。根 据 试 验 结 果 , 轧 钢加 热 温 度 控 制 在 1 2 4 0℃ , 加热3 . 0~ 4 . 5 h比较 合 理 , 低 温
轧制对改善碳化物带状有一定效果 。
关键词 : 轴承钢 ; 碳化物 ; 带状组织 ; 实 践 中 图分 类号 : T G1 4 2 . 4 5 文献标识码 : B 文章编号 : : 1 0 0 6—5 0 0 8 ( 2 0 1 3 ) 0 5— 0 0 5 5— 0 2
1
前 言
轴 承作 为设 备机 械 的基 础 零件 之 一 , 必 须具 备
高 的疲 劳强度 、 屈 服强 度 和 韧 性 , 高 而 均 匀 的硬 度 ,
并且 还应 具备 一定 的抗 腐蚀 能力 。轴 承 的原材 料 是
轴 承钢 , 应有 较 高 的 纯 洁度 和 碳 化 物 均匀 性 。本 文 主要对 GC r 1 5轴 承钢 碳化 物 均 匀 性 开展 讨 论 , 对 轴 承钢 的加热 及轧 制冷 却 进行 试 验 , 找 到合 理 的加 热 制度 , 以减 轻或 消除带 状组 织 。
河 北 冶金
2 0 1 3年 第 5期
石 钢 降低 G C r l 5碳 化 物 带 状 组 织 级 别 实 践
gcr15生产工艺
gcr15生产工艺GCr15是一种高硬度、高强度的金属材料,广泛应用于制造各种轴承、齿轮、钢球等机械零件。
如何通过一系列工艺将GCr15制成高品质的机械零件,以满足工业生产的需求呢?以下是GCr15生产工艺的具体步骤。
第一步:准备原材料GCr15的主要成分是铬、硅、锰、钢和硫等元素的混合物。
在生产GCr15前,需要准备好合适的原材料,保证其成分符合要求。
通常生产GCr15采用的原材料是高品质的合金钢锭。
第二步:加热和锻造准备好原材料后,需要将其加热到足够高的温度进行锻造。
锻造需要控制加热温度、时间、压力等因素,以确保GCr15的均匀性、精度和强度。
锻造完成后,通过淬火工艺对GCr15进行处理,使其具有高硬度和高强度等特性。
第三步:调质处理在挑选适当的淬火工艺之后,GCr15需要进行调质处理。
这个过程需要通过热处理和冷却的方式来调整GCr15钢的硬度和韧性,从而使其具有更好的性能和使用寿命。
优秀的调质处理工艺可以使GCr15具有更好的可靠性和精度。
第四步:研磨加工在调质处理后,需要对GCr15进行加工研磨,以达到更高的精度和表面质量。
这个步骤可能需要使用高精度的磨床或电火花加工等工具。
在进行研磨加工时,需要控制各种因素,如砂轮的选用、研磨压力、研磨精度等。
第五步:QA检测与质量控制制造出高品质的GCr15机械零件需要进行多次QA检测以确保产品的质量,QA检测和质量控制是生产GCr15的最后一步。
在QA检测和质量控制环节中,需要检查产品尺寸是否符合规定、硬度、韧性、表面处理等各种因素是否符合要求。
只要通过QA检测和质量控制,才能生产出高品质的、符合要求的GCr15机械零件。
总之,制造高品质的GCr15机械零件需要通过多个工序,从准备原材料到研磨加工再到QA检测和质量控制等,每一个环节都需要特别的细心和耐心。
只有通过高精度的生产工艺和严格的质量控制,才能制造出高品质的GCr15机械零件,提升工业生产的效率和质量。
低氧含量GCr15轴承钢生产工艺实践

・
特 殊 钢
SP ECI ห้องสมุดไป่ตู้ TEEL AL S
5 ・ 21 0 0 0年 1 2月
V0 _ .No. 131 6 De e b r 2 0 c m e 01
低 氧 含 量 GCr5轴 承 钢 生 产 工 艺 实 践 l
巩 飞 董 大西 刘 勇 杨锋 功 战 东平 姜 周 华。
8. % , 艺 改 进 效 果 显 著 。 28 工
关键词
6 L —FV —C 轴 承钢 G r5 氧含 量 0t D L — D C Cl
Pr c i e o o uc i n Te hn l g o a i g S e lGCr 5 a t f Pr d to c o o y f r Be rn t e c l wih LO Ox g n Co t n t W y e n e t
( 1石 家 庄 钢铁 有 限 责任 公 司炼 钢 厂 , 家庄 0 30 ; 石 5 0 1 2东 北 大 学 材 料 与 冶 金 学 院 , 阳 100 ) 沈 104 摘 要 针 对石 钢 6 L —FV — C生 产 工 艺 , 过 开 发 高 碳 低 氧 出钢 、 制 L 0t D L —D C 通 控 D出 钢 下渣 量 、F到 位 白渣 技 L
Go g F i ,Do g Da i ,L u Yo g ,Ya g F n g n h n D n p n a d Ja g Z o h a n e n x i n n e g o g ,Z a o g ig n in h u u ( t l k gPa t S iah agI nadSel oLd h l ha g00 3 ; 1Se mai l , h i un o n te C t,Sia un 50 e n n jz r jz 1 2Sho o Ma r l adMe l ry N r es r nvri , hnag10 0 ) c ol f t i s n tl g , o h a enU i sy S eyn 104 e a au t t e t
石钢公司GCr15轴承钢棒材生产工艺实践
石钢公司GCr15轴承钢棒材生产工艺实践
席军良;齐建军;王德志;陈红卫
【期刊名称】《金属世界》
【年(卷),期】2005(000)005
【摘要】石家庄钢铁有限责任公司为进一步提高轴承钢质量,满足高端用户的需求,2005年采用两火成材工艺试生产GCr15轴承钢棒材,用220mm×300mm连铸坯在一轧厂开坯,小方坯经修磨检验后,送三轧厂轧制成材.对φ22mm圆钢两火成材与一火成材进行了对比,两火成材碳化物液析和碳化物带状级别明显降低.【总页数】3页(P16-17,22)
【作者】席军良;齐建军;王德志;陈红卫
【作者单位】北京科技大学材料学院;石家庄钢铁有限责任公司技术中心
【正文语种】中文
【中图分类】TF762
【相关文献】
1.鞍钢GCr15轴承钢棒材生产工艺实践 [J], 王宁;臧绍双;杨辉;曹维华;罗建华
2.260 mm×300 mm轴承钢连铸坯生产φ70~φ75 mm棒材的工艺实践 [J], 叶黎华;尚存进;赵培田;亓官廷
3.GCr15轴承钢Φ130mm棒材热连轧过程轧制力的数值模拟和分析 [J], 李小龙;周敦世;冯亮
4.改善GCr15轴承钢小型棒材低倍质量的连轧工艺实践 [J], 付俊薇;赵杰;刘建培;周建英
5.GCr15轴承钢220 mm×220 mm连铸坯生产Φ55~70 mm棒材的工艺开发[J], 池武
因版权原因,仅展示原文概要,查看原文内容请购买。
石钢转炉GCr15轴承钢生产实践

总 第 1 7期 6 20 0 8年 第 5期
河 北 冶4- "
00 3 ) 5 0 1
摘 要 : 钢 采 用 6 转 炉 一 0t F一连 铸 工 艺 生 产 GC l 承 钢 , 艺 实 践 表 明 : 用 高拉 碳 操 作 法 , 石 Ot 6 L r 5轴 工 采 转 炉 平 均 终 点 碳 含 量 为 0 2 、F精 炼 时 造 高 碱 度 渣 、 D 控 制 合 理 的 真 空 时 间 和 氩 气 流 量 、 铸 时 采 用 .% L V 连 全程保护 , 够满足轴承钢的质量要求。 能
Ke o ds:c nv re ; GCr 5 e nn t e ;pr c c yW r o e tr 1 b a g se l ate i
1
引 言
钢 包直 径 23 0mm, 6 自由空间 6 0mm, 压器容 量 0 变 1 0 V 升 温速 度 3~ / n 00 0 k A, 5o mi。 C 6 D炉 的 主要 技术 参数 : 称 容 量 为 6 , 0t V 公 0t 最 高真 空度 为 5P , a 钢包 最大 处理 钢水 量 6 , 包 0 t钢 液 面最 小 自由空 间 5 0mm, 气 能力 3 0k / , 5 抽 0 g h 总 装机 容 量 8 0k 。 0 W 连铸 机 的 主要 技 术 参 数 : 坯 断 面 10 mm × 铸 5 10mm, 坯速 度 14—1 7m/ n 铸 坯 断 面 2 0 5 拉 . . mi; 2
GCr15轴承钢轧制实践
L { 亘
一 日巫团]
2 1 s 剪 —+l 二中轧机组 —- . 1 3 剪
精轧 机组 l —— 叫 倍尺剪 l — 长距离冷床输入辊道
产品 主要 是 1 4— 9 0 mm 的圆 钢 和 2 0~ 5 0 mm
的带肋 钢 筋 , 设 计 年 产量 为 7 0万 t 。 目前 三 棒 生 产
中图分类号 : T G 3 3 5 . 6 文献标识码 : B 文章 编 号 : 1 0 0 6—5 0 0 8 ( 2 0 1 7 ) 0 3— 0 0 4 6— 0 4
d 0 i : 1 0. 1 3 6 3 0 / i . c n k i . 1 3—1 1 7 2 . 2 0 1 7 . 0 3 1 0
0
引 言
1
工 艺 流 程 简 介
三 棒生产 线 是宣 钢 提 升 装备 水 平 、 调整 产 品结
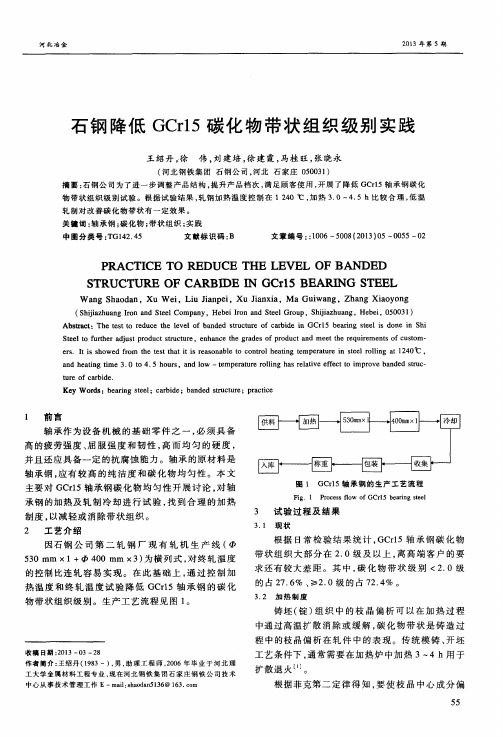
GC r l 5轴 承钢生 产工 艺流 程如 图 1 所示。
构、 实 现普转 优 跨 越 的重 点 工 程 之一 。该 生产 线 由
中冶京 诚负 责工 厂 设 计 , 意 大 利达 涅 利 公 司 负责 轧
s t a nd a r d of GB l 8 25 4 —20 0 a n d i t s q ua l i t y g e t s r e c og n i t i o n o f ma r ke t a nd c us t ome r s . Ke y W o r ds : GCr l 5 be a r i n g s t e e l ;he a t i ng p r oc es s ;r o l l i ng —c o nt r o l l e d co o l i n g—c o n t r o l l e d; g a t he r;p r a c t i c e
gcr15圆钢生产工艺流程
gcr15圆钢生产工艺流程GCR15圆钢是一种高碳铬轴承钢,主要用于制造高速轴承等机械零件。
它具有高硬度、高强度和良好的耐磨性能,因此在工业制造领域中得到了广泛应用。
以下是GCR15圆钢的生产工艺流程简介。
首先,对于GCR15圆钢的原材料,需要使用高质量的碳素钢和合适的合金材料。
这些原材料经过严格的质量检查,确保其化学成分和物理性质符合要求。
其次,将选出的碳素钢和合金材料投入到煤气炉中进行熔化。
熔化后的钢液需要经过真空处理,以去除其中的杂质和不良元素。
这个过程可以提高钢的纯度和均匀性。
然后,将经过真空处理的钢液倒入连铸机中进行连铸。
连铸机能够将钢液快速凝固成连续的圆坯,以便后续加工使用。
通过调节连铸机的拉速和冷却条件,可以得到不同直径和长度的圆坯。
接下来,将圆坯放入加热炉中进行均热处理。
在合适的温度下,圆坯经过一定时间的加热,使其温度均匀分布。
均热处理可以消除圆坯中的内部应力,并提高其可塑性。
随后,采用锻模将均热后的圆坯进行锻造加工。
锻造可以通过压力和热量的作用,改变圆坯的形状和尺寸。
在锻造过程中,可以采用不同的工艺和设备,如气锤、压力机等,来实现不同形状和尺寸的加工要求。
最后,将锻造完成的圆坯进行热处理,如退火、规格和正火等。
这些热处理工艺可以改善圆钢的晶粒结构和力学性能,提高其强度和韧性。
最终,经过切割、修整和检验等工序,GCR15圆钢就可以得到最终的产品。
在产品出厂前,还需要进行一系列的质量检查和测试,确保其符合相关标准和规定。
总结起来,GCR15圆钢的生产工艺流程包括原材料选取、熔化、连铸、均热处理、锻造加工、热处理和最终制品的加工与检验等环节。
这些环节中的每一步都需要精细操作和严格控制,以确保最终产品的质量和性能达到要求。
GCr15热处理工艺试验方案

材料科学与工程学院“综合实验”总结报告题目GCr15热处理工艺探究院系材料科学与工程专业金属材料科学年级2009学生姓名谭政指导教师杨凯军2012 年10 月(一)GCr15化学成分(%):C:0.95-1.05 Mn:0.25-0.45 Si:0.15-0.35 S:<=0.025 P:<=0.025 Cr:1.40-1.65 Mo:≤0.10 Ni:≤0.30 Cu:≤0.25 Ni+Cu≤0.50(GB/T18254-2002);临界温度:Ac1:745℃Ac3:900℃Ar1:700℃铸态组织及性能:其铸态组织为等轴细层状珠光体,层间距约为85nm油淬得到马氏体片层间距0.35um,其硬度随着回火温度的升高而降低,这与回火中ε碳化物的析出及长大有关。
GCr15具有肩高的淬透性,热处理后可获得高而均匀的硬度,解除疲劳强度高,有良好的尺寸稳定性和抗蚀性,冷变形塑性适中,切削性能一般,焊接性差,存在第一类回火脆性,可作滚动轴承钢也可作承受大负荷,要求高耐磨性,高弹性极限,高接触疲劳强度的气压机械零件及各种精密量具冷冲模等,如:机床的滚珠、丝杆、涡轮喷气发动机喷嘴的喷口、柱塞、活门、衬套等。
(二)热处理工艺热处理:是将金属材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的金相组织结构,来控制其性能的一种金属热加工工艺。
1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。
2.退火:将工件加热至AC1或AC3温度以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。
一类是:在临界温度(Ac1或Ac3)以上的退火,又称为相变重结晶退火,包括完全退火、不完全退火、球化退火和扩散退火(均匀化退火)等;另一类是:在临界温度以下的退火,包括再结晶退火及去应力退火。