炼油气分轻碳四分离工艺优化方案
气体分馏、MTBE、烷基化装置组合优化提高碳四资源利用水平
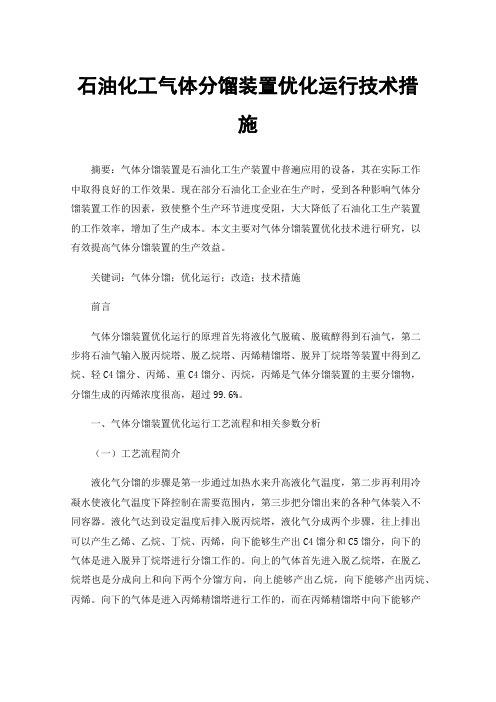
异丁烷
4 ( ) . 3 5
正丁烷
6 . 5 7 1 4 . 8 8
反 丁 烯
1 0 . 0 9
烯 , 『 3 ~ 4
丁 二 烯
0. 2 9
碳 五
3 3 - 2 5
O. 1 3
l 3 . 6 8
烯 『 璺 l 4 , - J 6
1 . 2 MT B E 装置 流程
关键词 :液化石油气 碳 四组分 气体分馏 MT B E 烷基化
炼 厂 催 化 裂 化 装 置 所产 碳 、碳 四烯 烃 是 低
反 应 伴 生 有 不 同大 小 分 子 的各 种 烃 类 。而 原 料 中 所 含碳 j或 正 丁烷 则 属 于 无效 组 分 。理 论 上 ,烷
成 本 的烯 烃 来 源 ,基 于 碳 、碳 四各 单 体 组 分 的
与 甲醇 反应 后 ,经塔 一 1 底分 离 …MT B E 产品,I T { 醇
和未 反 应 碳 四形 成共 沸 物 从塔 . 1 顶 馏 f I 进 入 萃 取 塔 ,未 反 应 碳 四从 塔 . 2( 萃 取 塔 )顶 馏 出去 烷 基
MT BE 由 液 化 气 中异 丁烯 与 甲 醇在 催 化 剂作
碳 五重组分后作 商品液化气 。某厂气分装置轻 、
重碳 四馏 分组 成 见表 1 。
烯 ● 『 , 6
图 1 气 体 分 馏 原 则 流 程
表1 气 体 分 馏 装 置 轻 、重 碳 四 组成
项 目
车 上 碳【 】 u 重碳 州
% (v)
丙烷
0 . 0 4
石 石{ 已
2 0 l 6午 第 2 4咨 第 l 2期
减少炼厂柴油产量的总流程优化

减少炼厂柴油产量的总流程优化毛会林;郭宏新;高翔【摘要】The economic benefit of the refineries which produce excess diesel is poor as the demand for diesel has been in decline. Set a non-state-run enterprise as an example, several ways to reduce the output of diesel were discussed and finally PIMS software was used to optimize the general process of the refinery. It mainly optimized the raw materials or products of atmospheric-vacuum distillation unit, hydrogenation unit and DCC unit. It had reduced the output of diesel effectively, solved the problem of producing excess diesel and improved refinery competitiveness significantly. It can also provide reference for the same refinery which also produce surplus diesel.%随着柴油的需求量持续低迷,柴油产量过大的炼厂经济效益持续不佳。
文章以国内某民营企业炼厂为例,详细讨论了企业减少柴油产量的若干方法,最终用PIMS软件对全厂总加工流程进行了优化,主要优化了常减压装置、加氢改质装置以及催化裂解DCC装置的原料或产品。
碳四综合利用与分离

烷基化
高 80%左右
异构化
较低 40~50%
Page 6
中
工艺产生废酸; 中 产品毒性低。 盈亏边缘
高
高
工艺污染较低; 有盈利
产品毒性低。
MTBE中甲醇 占36%
LOGO
剩余碳四资源的进一步利用 -------三种工艺的延伸
芳构化
原料不需要预处理; 剩余碳四中主要为丁烷(包括异丁烷和正丁烷)以及 5~10%的烯烃。
Page 12
LOGO
芳构化改异构化
芳构化反应器、加热炉、压缩机等设备可直接利用; 需增加碳四分离、醚化单元。
丁烷
醚后C4
碳四分离 P-33 丁烯
C4 Separation
正丁烯异构
Butene Isomerization
异P-33丁烯醚化
Etherification
MTBE
异构化反应器进口丁烯含量最大70%。 萃取精馏分离的必要性:
碳四烃用于炼油,作为油品调合剂
✓ Gasoline aromatization 芳构化汽油
✓ Gasoline Alkylate
烷基化汽油
✓ MTBE
甲基叔丁基醚
✓ ETBE
乙基叔丁基醚
✓ Iso-octene/Iso-octane 异辛烯/异辛烷
碳四烃生产化工产品
✓ 1,3-丁二烯 (用于丁苯橡胶,顺丁橡胶和ABS塑料)
异丁烷
正丁烷
LOGO
烷基化剩余碳四的利用
烷基化工艺:可以将异丁烷和丁烯一起反应,生成烷基化 油。一般通过提高异丁烷含量来提高烯烃的转化率。
目前,国内广泛使用硫酸法烷基化工艺。10万吨/年规模 的烷基化装置产生1万吨/年废酸,每吨废酸处理成本800 元左右。
炼油部气体分馏装置全流程联合优化

炼油部气体分馏装置全流程联合优化摘要本文介绍了炼油部三套气体分馏装置的基本情况,并针对三套气体分馏装置的运行情况进行综合分析,从全流程角度,对三套装置进行联合优化,通过流程活用,利用最小的成本,实现了液化气的最优加工方案,达到了停用1套焦化气体分馏装置的目的,不仅降低了装置能耗,同时还降低了生产成本,为后续炼厂气的整体优化创造条件。
关键词气体分馏;能耗;能量利用;联合优化近年来,炼油化工生产装置越来越大型化、集约化,各企业在保证安全环保的基础上,需要越来越精细控制,追求产品品质高、装置能耗低、高附加值产品收率高,这就要求企业要不断优化炼厂气的高效利用,在催化裂化、延迟焦化等二次加工过程中,会产生很多轻烃,此部分占原油处理能力的3%左右[1],轻烃中含有丰富的化工原料,例如丙烯、丙烷、混合C4等化工原料。
根据市场需求,丙烯一直需求大于供应,所以研究如何更好的将炼厂气进行分离,同时降低装置的生产运行成本是非常有必要的[2]。
1 气体分馏装置概况1.1 装置规模炼油部为充分回收催化裂化装置和延迟焦化装置的不饱和液化气,目前共有3套气体分馏装置,分别为1#气体分馏装置、焦化气体分馏装置和2#气体分馏装置。
1#气体分馏装置设计负荷为20万吨/年,加工1#催化裂化装置生产的液化气,实际能够生产丙烯纯度小于95%的粗丙烯,为提高丙烯纯度(≮99.5 mol%),1#气体分馏装置2020年检修期间对脱丙烯塔进行了改造,使用了高效塔盘。
改造后脱丙烯塔处理能力由20万吨/年(年操作时数8000小时),降至 12.6 万吨/年(年操作时数8400小时)。
脱丙烯塔进料为5.01万吨/年,操作弹性60%~110%。
其余部位未进行改造,负荷仍为20万吨/年。
焦化气体分馏装置设计处理两套焦化装置产液化气,设计负荷15万吨/年(年操作时数8400小时),操作弹性60%~110%,按照丙烯纯度≥95%、丙烷纯度≥95%设计。
2#气气体分馏装置设计公称规模为70万吨/年(年操作时数8400小时),设计点为75万吨/年,操作弹性为60%~105%,设计工况进料包括2#催化液化气69.6 万吨/年,焦化气分粗丙烯1.15万吨/年和1#气体分馏装置液化气8.54 万吨/年,调整后设计最大进料量79.29 万吨/年(合94t/h)。
碳四裂解工艺的工业应用及生产优化

( H o n g l i C h e mi c a l C o . ,L t d . ,L u o y a n g P e t r o c h e mi c a l ,H e n a n L u o y a n g 4 7 1 0 1 2, C h i n a )
a c t u a l o p e r a t i o n,i t wa s o p t i mi z e d f r o m e n e r g y c o n s u mp t i o n,p r o d u c t y i e l d a n d d i s t r i b u t i o n a n d o t h e r a s p e c t s .T h e p r o c e s s p a r a me t e r s f o r s i n g l e r e a c t o r w e r e t h a t r e a c t i o n t e mp e r a t u r e wa s 4 6 0 ~4 8 0 ℃ .s p a c e v e l o c i t y w a s 1 0 . 3 h~ .i n t h e t o t a l
第4 2卷第 3期
2 0 1 4年 2月
广
Hale Waihona Puke 州化工 Vo 1 . 42 No .3 F e b .2 01 4
Gua n g z h ou Che mi c a l I n du s t r y
碳 四 裂 解 工 艺 的 工 业 应 用 及 生 产 优 化
程 雁
4 7 1 0 1 2 )
o pe r a t i o n we r e p r o p o s e d. Ke y wo r ds:C4 o l e in;c f r a c k i n g;pr o d u c t o p t i mi z a t i o n
石油化工气体分馏装置优化运行技术措施
石油化工气体分馏装置优化运行技术措施摘要:气体分馏装置是石油化工生产装置中普遍应用的设备,其在实际工作中取得良好的工作效果。
现在部分石油化工企业在生产时,受到各种影响气体分馏装置工作的因素,致使整个生产环节进度受阻,大大降低了石油化工生产装置的工作效率,增加了生产成本。
本文主要对气体分馏装置优化技术进行研究,以有效提高气体分馏装置的生产效益。
关键词:气体分馏;优化运行;改造;技术措施前言气体分馏装置优化运行的原理首先将液化气脱硫、脱硫醇得到石油气,第二步将石油气输入脱丙烷塔、脱乙烷塔、丙烯精馏塔、脱异丁烷塔等装置中得到乙烷、轻C4馏分、丙烯、重C4馏分、丙烷,丙烯是气体分馏装置的主要分馏物,分馏生成的丙烯浓度很高,超过99.6%。
一、气体分馏装置优化运行工艺流程和相关参数分析(一)工艺流程简介液化气分馏的步骤是第一步通过加热水来升高液化气温度,第二步再利用冷凝水使液化气温度下降控制在需要范围内,第三步把分馏出来的各种气体装入不同容器。
液化气达到设定温度后排入脱丙烷塔,液化气分成两个步骤,往上排出可以产生乙烯、乙烷、丁烷、丙烯,向下能够生产出C4馏分和C5馏分,向下的气体是进入脱异丁烷塔进行分馏工作的。
向上的气体首先进入脱乙烷塔,在脱乙烷塔也是分成向上和向下两个分馏方向,向上能够产出乙烷,向下能够产出丙烷、丙烯。
向下的气体是进入丙烯精馏塔进行工作的,而在丙烯精馏塔中向下能够产出丙烷,向上能够产出乙烯,乙烯还能够再排入丙烯精馏塔制作出精丙烯分馏物。
最后轻C4馏分产物、重C4馏分产物是在脱异丁烷塔分别向上和向下制作出来的。
(二)运行参数气体分馏装置主要有四个不同的分馏塔,能利用液化气生产不同的气体。
在分馏装置运行时,要对工作运行中的各个分馏塔进行参数测量,主要测量塔顶的压力参数、塔顶和塔底的温度。
二、气体分馏装置优化运行技术措施(一)塔顶空冷改造气体分馏装置中的各个分馏塔要按照需要配备多台空冷器,日常工作中使用空冷器后要定期清洁空冷器的喷头和水泵,保持空冷器喷头和水泵管道的畅通,避免被异物堵塞影响正常工作。
年产30万t碳四芳构化装置的工艺技术
和碳 四非临氢改质生产轻芳烃技术。 2 0 0 5年初 , 大连理工大学利用纳米分子筛研制
出具 有超 强抗 积炭失 活 能力 的芳 构化催 化剂 D L P一 1 , 从 而开发 出低 碳 烃 芳 构 化 技术 , 并 建成 国 内首 套 1 O万 t / , 年 规模 芳 构 化 生 产 三 苯 的工 业 装 置 。2 0 0 6 年 9月一次 性 投 产 成功 后 , 装 置连 续 生 产 至今 。大
的生产 , 两套装置产出醚后碳四总量约为 2 9 . 2 万t / , 2 . 1 . 1 N a n o — f o r m i n g ( 纳米分子筛 ) 工艺 J
a , 其 中烯烃含量约为 4 5 % 。如没有合理 的利用途 径, 这部 分资 源将 作 为 民用 液 化 气 销 售 。一 方 面 造
摘要 : 吉林 石化炼油厂扩建后 , 气分装置 的 C 4馏分增加 , 吉化北方化学工业有 限公 司拟建一套 3 O万 t / a碳 四芳构 化装置 , 生产轻
芳烃和重芳烃 。不仅解决 了多余 的 C 4 馏分 , 而且缓解 了炼油厂液化气储运压 力。c 4芳构化 装置采 用固定床非 临氢工 艺及新 型 催化剂, 处理原料广泛 , 液相收率高 , 并且充分利用 了余热 。
关键词: C , 4芳构化 ; 非临氢工艺
. 文章编号 : 1 0 0 8 — 0 2 1 X ( 2 0 1 3 ) 0 1 0— 0 1 4 1 — 0 3
中图分类号 : T E 6 2 4 . 4 8 ; T E 6 2 6 . 7
文献标识码 : A
吉林石 化公 司炼 油厂 7 0 0万 t 炼 油 装 置 扩产 为
浅谈碳四综合利用

浅谈碳四综合利用作者:梁福章来源:《城市建设理论研究》2013年第14期摘要:生产MTBE的装置,根据原料和生产目的的不同,应采用不同的生产工艺。
原料一般有两种:炼厂碳四和抽余碳四。
本文就这两种工艺做个简单的对比阐述,详细说明工艺流程,作为自己这几年来在工艺设计岗位上的工作总结。
关键词:炼厂碳四抽余碳四 MTBE 丁烯-1 丁烯-2 生产工艺总结中图分类号: TQ127.1+1 文献标识码: A 文章编号:1 引言碳四烃来源不同,需求不同,利用途经也各不同。
炼油厂气分碳四(以下简称炼厂碳四)和抽余碳四(油品裂解制乙烯的联产物碳四烃经过丁二烯抽提后的碳四,简称抽余碳四)含有丰富的异丁烯、丁烯-1、丁烯-2等组分。
为了提高化工企业的经济效益和综合竞争能力,充分发挥一体化生产优势,必需回收这些高价值的组分。
最为成功的碳四综合利用工艺就是以碳四和甲醇为原料生产MTBE的醚化技术。
此技术利用碳四作原料,加入甲醇,在催化剂作用下,碳四中的异丁烯与甲醇进行醚化反应生成MTBE,异丁烯转化率90~99.5%。
生成的MTBE产品作为汽油添加剂使用,除去异丁烯的剩余碳四输往下游工艺制取高浓度的丁烯-1和丁烯-2产品。
下面将根据原料组成的不同和生产要求的不同,分别对这两种生产工艺进行详细说明。
2原料的组成炼厂碳四原料中的异丁烯含量一般低于20%,而抽余碳四中的异丁烯含量一般在40%左右。
炼厂碳四中的异丁烯含量在比抽余碳四中的要少得多。
3 装置的生产目的装置的生产目的或者叫生产需求就是整个装置要实现的功能。
厂方根据自己的生产目的,来选择原料和生产技术。
根据自己参加过的几个MTBE/丁烯-1项目,一般有以下两种生产目的。
3.1 炼厂碳四中异丁烯含量在18%~23%左右,或者更少,但是含有丰富的丁烯。
用炼厂碳四做原料,经醚化除去异丁烯后去丁烯分离单元回收其中的丁烯。
丁烯输往下游作原料生产甲乙酮。
产出的高纯度MTBE产品经冷却后去罐区。
改进油气处理工艺设计的一些建议
改进油气处理工艺设计的一些建议随着油气开采规模的不断扩大,油气处理工艺成为油气开采和生产中不可缺少的环节。
为了提高油气生产的效率和质量,需要不断优化工艺设计。
本文将从以下几个方面给出改进油气处理工艺设计的建议,以期提供有指导意义的参考。
一、优化工艺流程油气处理工艺一般包括采气和采油两个过程,这两个过程之间存在着协同作用。
因此,在设计油气处理工艺时,需要将采气和采油过程有机结合,形成一个高效的工艺流程。
在此过程中,应重点关注油气分离、除水和气体脱硫等关键环节,采用先进的设备和方法,提高处理效率和质量。
二、提高设备质量在油气处理中,设备的质量对工艺效率和生产质量有巨大影响。
因此,在设计油气处理设备时,应尽可能采用高质量的材料和零部件,保证设备的可靠性和持久性。
此外,还应避免过分追求设备规模,这样容易导致生产过剩和浪费资源。
三、加强安全防范油气处理是高风险的工作,需要重视安全防范。
在设计油气处理工艺时,应考虑到安全因素,规划好安全保障措施,控制好风险。
此外,还应加强工人安全培训,提高工人的安全意识和应变能力。
四、加强技术创新技术创新是油气处理工艺不断发展的动力。
为了提高油气处理工艺水平和效率,应不断推陈出新,引进新技术、新设备和新材料,不断优化工艺设计,节省资源,提高生产效率。
五、树立环保意识油气处理工艺不仅影响油气生产效率和质量,还对环境产生很大影响。
为了保护环境,减少对环境的污染,应树立环保意识,在设计油气处理工艺时,应优先考虑环境因素,采取有效措施降低对环境的影响。
总之,改善油气处理工艺设计需要全面思考,注重实践,结合现代高科技手段,开展技术创新,提高工艺设计水平和生产效率。
同时也需要树立环保意识,重视安全防范,保护环境,促进油气产业的可持续发展。
炼油气分轻碳四分离工艺优化方案

炼油气分轻碳四分离工艺优化方案
李勇;曲云
【期刊名称】《化工中间体》
【年(卷),期】2011(008)011
【摘要】炼油气分轻碳四经过异丁烷异丁烯分离塔分离后,塔顶的异丁烷等轻组分留在炼油区供烷基化;而异丁烯等重组分经过脱硫精制和选择性加氢处理供化工MTBE装置.本文用Aspen Plus流程模拟软件模拟轻碳四异丁烷异丁烯分离,并进行单双塔方案对比,得出最优方案,为工艺包设计提供数据支持.炼油气分轻碳四经过碳四分离处理后可满足化工MTBE装置的进料要求,从而实现炼油、化工物料互供,提高公司碳四资源的综合利用率.
【总页数】6页(P33-37,60)
【作者】李勇;曲云
【作者单位】中国石油兰州石化公司研究院,甘肃兰州 730060;中国石油兰州石化公司研究院,甘肃兰州 730060
【正文语种】中文
【中图分类】TQ028.3
【相关文献】
1.芳构化碳四原料中甲醇分离工艺模拟 [J], 刘飞;李长明;李秋颖
2."炼课"手记--我炼《百分数》 [J], 袁晓萍
3.煤基混合碳四芳构化产品分离工艺的模拟与优化 [J], 黄海波;贾丽华;李金龙;张
宇;郎咸坤;杨郦;赵云鹏
4.分贮分炼分炉裂解增产增效 [J], 蔡文石;丛澜波
5.轻烃-碳四共裂解性能优化研究 [J], 朱丽娜;马立莉;孙维;佟铁鑫
因版权原因,仅展示原文概要,查看原文内容请购买。
碳四综合利用与分离(1)
项目背景
该企业拥有丰富的碳四资源,为提高资源利用率和经济效益,决定开展碳四综合利用项目。
碳四分离技术是石化领域的重要研究方向,对于提高产品质量和资源利用率具有重要意义。
研究背景
该研究院在碳四分离技术方面取得了重要突破,开发了一种高效、环保的分离方法。
技术创新
该技术可广泛应用于石化、化工等领域,为相关企业提高生产效率和经济效益提供有力支持。
特点
广泛应用于气体分离、液体分离等领域,如氧气浓缩、海水淡化等。
应用
萃取分离法
利用萃取剂与混合物中各组分溶解度的差异,实现组分的分离。适用于液体混合物的分离,如石油化工中的油品精制。
层析分离法
利用固定相与流动相之间的相互作用力差异,实现组分的分离。常用于生物化学、分析化学等领域,如蛋白质纯化、药物分析等。
电泳分离法
利用电场作用下离子迁移速度的差异,实现组分的分离。适用于带电粒子的分离,如生物大分子、无机离子等。
04
CHAPTER
碳四综合利用与分离应用案例
技术路线
通过催化裂化、加氢等技术手段,将碳四转化为高附加值的化工产品,如丙烯、丁烯等。
实施效果
项目投产后,实现了碳四资源的高效利用,提高了企业经济效益和市场竞争力。
部分氧化法
在催化剂的作用下,将碳四烃类与水蒸气进行重整反应,生成合成气和二氧化碳。此技术适用于处理含有较多杂质的碳四烃类。
蒸汽重整法
催化裂化法
在催化剂的作用下,使碳四烃类发生裂化反应,生成烯烃和少量烷烃。此技术需要选择合适的催化剂和反应条件以提高烯烃的选择性。
烯烃转化法
利用特定的催化剂和反应条件,将碳四烃类转化为相应的烯烃。此技术可实现碳四烃类的高效转化和利用。
碳四分离及综合利用工艺技术研究与应用
•醋酸仲丁酯工艺技术
•醋酸仲丁酯工艺技术产品指标
•1、反应碳四烯烃总转化率大于75% • 2、目标产物醋酸仲丁酯选择性大于95%
•醋酸仲丁酯工艺技术特点
➢ 采用树脂催化剂,后处理工艺简单、副反应少、催化剂寿命长、设备腐蚀小等 优点,取得催化剂、反应工艺、分离技术等5项专利。本技术现应用于全国共4套, 分别是江西九江,山东临沂,河北石家庄,陕西延安,其中九江装置已运行近两年
电:5-8KW.h/吨 MTBE
•MTBE吸附蒸馏脱硫工艺技术
•MTBE脱硫工艺技术创新点及特点
由于引入了极性溶剂,改变硫化物在溶剂中与MTBE中分配 系数 ➢ 脱硫彻底,脱硫后MTBE产品中硫含量小于10ppm ➢能耗低,大大降低了装置能耗 ➢产品回收率高,产品MTBE的回收率大于99.9%,几乎 没有损失。
➢烷烃含量低,约占1%-7%
➢以烯烃为主,烯烃含量占80%
➢如乙烯齐聚制α-烯烃时联产C4
•碳四馏分主要化学成分
•碳四馏分的化学组成
•烷 烃
•烃 烯
•1,3-丁二烯 •反2-丁烯 •顺2-丁烯 •1-丁烯 •异丁烯
•异丁烷 •正丁烷
• C4综合利用技术的开发和应用主要围绕以上7种组分进行。
•C4异丁 烯
•MTBE •叔丁醇
•异丁烯化工利用技术途径
•汽油添加剂
•MTBE裂解制 高纯度异丁烯
•叔丁醇脱水 制高纯度异丁
烯
•涂料和医药 的溶剂
•聚异丁烯 •丁基橡胶
• 目前国内异丁烯大多采用MTBE工艺技术,生产甲基叔丁基醚 ,用作汽油添加剂。高纯度异丁烯生产能力很小。
•注:蓝色标注的为凯瑞化工股份有限公司目前所拥有的成熟的工艺技术。
异丁烷脱氢技术
国内外碳四资源分离工艺及利用途径

国内外碳四资源分离工艺及利用途径摘要:综述了国内外碳四资源的利用状况、方式与途径,比较了多种工艺技术的优劣,重点介绍了上海石化碳四资源的利用与改进设想,针对实际情况提出切实的建议。
关键词:碳四, 资源利用 , 工艺 , 技术目前,石化企业对炼厂碳四资源的利用普遍不充分,大多采用工业利用方法,在生产MTBE 后,剩余碳四直接作燃料气销售或经化学加工生成液体燃料,用来生产高辛烷值汽油组分,没有充分发掘碳四资源应有的价值。
碳四资源的利用难度主要在于各组分的沸点极为相近,如1-丁烯和异丁烯沸点之差只有0.65℃,难以分离,使得各组分合理利用较为困难。
认真研究碳四馏分的组成与特色,合理组合碳四工业利用和分离化工利用不同方法,制定出科学的产品路线,对碳四各组分合理利用,可显著提高碳四资源的利用价值。
1 国内外炼厂碳四资源利用情况碳四馏分的利用一般分工业利用和分离化工利用两种途径。
工业利用包括不经加工直接作燃料气使用和化学加工生成液体石化产品。
分离化工利用是将碳四馏分中各主要组分进行分离、精制,做化工产品生产的原料。
1.1 工业利用途径1.1.1 生产烃类高辛烷值汽油生产烷基化汽油和叠合汽油是碳四利用最常用的方法(非临氢改质汽油与其相似)。
该路线利用碳四馏分中的异丁烷和烯烃,生产汽油的高辛烷值调和组分,具有辛烷值高、烯烃和芳烃含量低、挥发性好,燃烧后清洁性好的特点,可以作为航空汽油、无铅优质汽油的优良调和组分。
但是,在我国新的燃油税收体制下,汽油消费税每吨约为1500元,采用该方案,企业经济效益存在问题。
从企业角度看,在汽油辛烷值、烯烃和芳烃含量能够平衡过来的情况下,生产烃类高辛烷值汽油组分方案不是理想路线。
1.1.2 生产非烃类高辛烷值汽油利用碳四中的异丁烯和甲醇反应生产MTBE产品,既可作为高辛烷值汽油组分,也可作为分离C4中异丁烯的一种有效方法,还可以作为生产高纯度的异丁烯的手段。
因MTBE将约三分之一的甲醇转化生成了高辛烷值汽油,拓展了甲醇的应用领域及其价值,该方案经济效益显著。
炼油装置优化方案
炼油装置优化方案背景介绍炼油装置是一种将原油转化为可使用产品(如汽油、柴油、润滑油等)的工业设备。
随着能源需求的增长,炼油装置的运营效率和产品质量成为关键的竞争因素。
为了满足市场需求并实现经济效益,炼油装置的优化方案变得至关重要。
优化目标炼油装置优化的目标是通过改善操作流程、提高能源利用效率和优化产品质量,实现以下目标:1.提高产量:通过优化操作和流程,最大限度地提高炼油装置的产量。
2.降低能耗:减少能源消耗,降低生产成本。
3.改善产品质量:提高产品的物理和化学性质,满足客户的需求。
优化方案为了实现优化目标,可以采取以下方案:1. 流程优化通过细致分析整个炼油装置的操作流程,找出优化的潜在机会。
例如,可以缩短反应时间、调整操作参数、优化炉温和压力控制等。
通过改变操作流程,可以提高设备的运行效率和产量。
2. 能源利用优化炼油装置需要大量的能源来进行加热、蒸发和分离等工艺。
通过节能措施,如优化设备绝缘、增加余热利用和改善能源供应方式等,可以有效降低能源消耗,提高能源利用效率。
3. 增加设备的先进性引入先进的技术和设备,如先进的催化剂、反应器和分离设备等,可以提高炼油装置的生产效率和产品质量。
这些先进设备通常具有更高的催化效率、更低的能源消耗和更好的产品选择性。
4. 实施在线监测和智能化控制引入在线监测系统和智能化控制系统,可以实时监测炼油装置的运行状态,并根据实时数据调整操作参数。
这样可以及时发现问题并采取措施,提高运行效率和产品质量。
5. 定期维护和检修规定定期的设备维护和检修计划,确保设备的正常运行和性能的稳定。
定期的保养可以延长设备的使用寿命,并减少故障和停机时间。
确保实施成功的建议为了确保炼油装置优化方案的成功实施,以下是一些建议:1.制定详细的优化方案计划,包括目标、时间表、责任分工和预算等。
2.引入专业的技术顾问或咨询公司,提供专业知识和经验,帮助设计和实施优化方案。
3.建立有效的沟通机制,确保团队成员之间的信息共享和良好的协作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
科研开发李勇 曲云摘要:炼油气分轻碳四经过异丁烷异丁烯分离塔分离后,塔顶的异丁烷等轻组分留在炼油区供烷基化;而异丁烯等重组分经过脱硫精制和选择性加氢处理供化工MTBE装置。
本文用Aspen Plus流程模拟软件模拟轻碳四异丁烷异丁烯分离,并进行单双塔方案对比,得出最优方案,为工艺包设计提供数据支持。
炼油气分轻碳四经过碳四分离处理后可满足化工MTBE装置的进料要求,从而实现炼油、化工物料互供,提高公司碳四资源的综合利用率。
关键词:碳四综合利用,碳四分离,Aspen模拟,方案设计中图分类号:TQ028.3 文献标识码:A 文章编号: T1672-8114(2011)11-033-05(中国石油兰州石化公司研究院,甘肃 兰州 730060)前言炼化碳四作为炼化企业重要的炼油和化工副产品,也是碳四加工装置的重要资源。
炼油区以碳四为原料的生产装置有:烷基化、MTBE、甲乙酮、顺酐等;化工区以碳四为原料的生产装置有:碳四抽提、MTBE和1-丁烯联合装置等。
根据炼油碳四的组成结构分析,轻碳四的主要成分是异丁烷、异丁烯和1-丁烯。
炼油系统主要利用的是轻碳四中的异丁烷和异丁烯,异丁烷用于生产烷基化汽油,异丁烯用于醚化生产高辛烷值汽油调和组分MTBE,对于异丁烯的转化率要求不高;化工MTBE装置的目的产品除了MTBE以外还要得到高纯度的1-丁烯,由于异丁烯和1-丁烯的沸点差只有0.4℃,采用普通精馏的方法无法分离得到高纯度的1-丁烯,而必须通过高转化率的异丁烯醚化反应来除去异丁烯,再用普通精馏的方法的分离得到高纯度的1-丁烯,因此异丁烯的转化率要求99.9%以上。
炼油气分轻碳四送化工不仅可以使炼油碳四中的1-丁烯得到分离增加化工产品1-丁烯,还可以提高异丁烯的转化率,使得公司碳四资源的整体利用率得到进一步提高。
根据化工MTBE装置的进料要求,炼油碳四供化工物料中异丁烯的浓度要求≮33%。
本文用AspenPlus 软件模拟计算炼油轻碳四的分离,分离出的轻碳四炼油气分轻碳四分离工艺优化方案(异丁烷)供烷基化;重碳四(异丁烯、丁烯-1)供化工MTBE装置。
塔底重碳四物料中要求异丁烯的浓度≥33%,根据这一要求开展模拟计算和方案帅选,为工艺包设计提供数据依据。
1 炼油轻C4与乙烯裂解C4的组分分析分别对催化裂化副产的混合C4和乙烯裂解C4组分进行分析,得到表1数据。
从表1可以看出,炼油碳四中异丁烷的含量太高远远不能满足化工MTBE装置的进料要求,同时异丁烷作为炼油烷基化装置的原料,需要提前分离出来留在炼油系统。
因此,本文提出炼油轻碳四增加异丁烷、异丁烯分离。
轻碳四异丁烷异丁烯分离的主要工艺原理为,利用混合轻碳四组分中不同组分的沸点差采用普通精馏的方法进行关键组分的分离。
本文采用Aspen Plus流程模拟软件对轻碳四异丁烷、异丁烯分离工业装置的核心设备精馏塔进行了单、双塔两种方案的模拟计算,并通过对比得出最优分离方案。
2 Aspen Plus模拟 2.1物性方法选择物性集是 Aspen Plus 用来计算热力学性质和传递性质的方法与模型的集合,选择合适的物性集是模拟Chenmical Intermediate2011年第11期· ·34结果正确与否的关键。
本文模拟计算的原料主要是碳四,分别是四个碳原子的烷烃、单烯烃、双烯烃及少量的碳三,极性很小,模拟计算时可选择SRK方法。
2.2 分离模块的选择Aspen Plus 提供了DSTWU、Distl、ScFrac、RadFrac、MultiFrac、PetroFrac、RateFrac、BatchFrac 和Extract 九类塔的评价和设计计算模型。
DSTWU使用Winn-Underwood-Gilliland 方法的简捷法精馏设计;Distl 使用Edmister方法的简捷蒸馏设计,这两个模型都只能设计单股进料和两股产品的简单塔。
ScFrac 用于模拟炼油塔的简捷计算;RadFrac是一个基于流率的非平衡的模型,用于模拟各种类型的多级气—液精馏操作,可用于一般精馏、吸收、再沸吸收、汽提、再沸汽提、萃取和共沸蒸馏;PetroFrac 模型使用严格数学模型处理石油炼制工业中所有复杂汽液分馏操作的评价和设计;MultiFrac是一个严格用于模拟一般相互连接的多级分流单元系统;RateFrac 提供了各类塔基于严格非平衡级模型的设计和计算;BatchFrac 提供间歇精馏的严格计算;Extract 提供了液-液萃取塔的严格计算模型。
本文的核心计算是轻碳四分离,为普通精馏,因此通过对各模块的比较,选用RadFrac 单元操作模块最为合适。
流程如图12.3 单塔模拟计算结合现场塔高可建60m,模拟计算时,实际塔板数选择110块板,板效0.75。
碳四原料进入精馏塔,分离后异丁烷等轻组分从塔顶采出,异丁烯等重组分从塔釜采出。
在工艺设计时,塔顶轻组分出来要用表面蒸发器进行冷却,因此,我们选择塔顶无冷凝器的RadFrac模块进行优化,流程如图2。
轻碳四原料经过加热后进入精馏塔B1,分离后异丁烯等重碳四由塔底采出,塔顶的异丁烷等轻碳四经过与原料换热后在经过塔顶冷凝器冷凝。
冷凝后的物料一部分出装置,另一部分返回精馏塔塔顶做回流液,因此,建模时在冷凝物料后加了个物流分离模块——FSplit。
表 1 炼油轻碳四的组成及化工MTBE装置进料组成图1 RadFrac精馏模块图图2 单塔模拟流程图图3 双塔模拟流程图Chenmical Intermediate 2011年第11期· ·36 2.4 双塔模拟计算采用两个精馏塔串联,现场塔高以50m记,实际塔板数选择100块板,板效0.75。
根据流程,物料第一个精馏塔B1进入,重碳四由塔底采出,轻碳四进入第二个精馏塔B2,轻碳四从B2塔顶采出,重碳四由塔底返回B1继续精制。
如图3。
由于两塔串联实际相当于把两个叠在一起,因此模拟计算时用单塔(实际板数200)来代替双塔串联的模拟结果。
流程和单塔模拟时相同如图2,只是精馏塔的塔板数由110增加至200。
3 单双塔模拟计算方案对比分离的苛刻度以工程公司在做工程项目方案设计时提出化工MTBE装置异丁烯进料浓度不低于33%的要求进行计算。
在相同的条件,单、双塔得到的计算结果如表2:根据轻碳四异丁烷异丁烯分离工业装置模拟计算的结果,在分离条件相近的情况下,双塔的塔顶空冷热负荷是单塔的76.83%,双塔的塔底热负荷是单塔的77.57%,如果采用双塔的方案可节能约20%。
为了充分利用装置能量,原料进塔前增加换热。
以原料来自C4罐区为常温考虑,进装置温度为20℃,先与塔顶物料换热到44℃,相应减少塔顶冷凝负荷,再进塔的第60层(单塔)或第100层(双塔)板。
具体的耗能品种,根据塔顶和塔釜的操作温度,塔顶冷凝系统采用表面蒸发空冷,以减少系统循环水的消耗,塔顶物料先与原料换热后温度将降至约50℃,再用表面蒸发空冷冷凝至46℃,一部分作为产品异丁烷抽出经碳四选择性加氢去烷基化装置,一部分作为塔顶回流,塔顶主要耗能品种为电和软化水;塔底采用0.3Mpa低压蒸汽作为热源,在0.3Mpa低压蒸汽系统量不足时补充1.0Mpa蒸汽。
单双塔的能耗及耗能品种对比计算如表3。
表2 轻碳四异丁烷异丁烯分离工业装置分离模拟计算结果对比表注:蒸汽采用部分1.0Mpa减压并入0.3Mpa,使得蒸汽压力为0.3Mpa,温度过热为150℃从表3可以看出,双塔的耗电量比单塔约少80kW;软化水消耗差约2.06 t/h。
而单、双塔方案采用的设备基本相同,投资成本接近,但由于双塔方案的回流比小于单塔方案,塔顶热负荷减小,塔顶用于冷却介质的表面蒸发空冷器减少,投资相对较少。
因此,无论是从能耗和操作费用对比还是从投资对比,双塔方案都要优于单塔方案。
因此,本文最终采用双塔方案。
4 结论①经过单双塔计算结果对比,得出双塔方案优于单塔方案,因此本文推荐碳四分离关键设备采用双塔串联。
②由计算得出,碳四分离的指标:塔顶异丁烷浓度>85%,塔底异丁烯浓度>33%。
③经过碳四分离单元后,炼油轻碳四的组成能满表3 轻碳四异丁烷异丁烯分离工业装置耗能估算对比表足化工MTBE装置的进料要求,从技术层面上可以实现炼油轻碳四和乙烯裂解碳四混合进行后续加工生产聚合级丁烯-1,从而实现炼厂碳四资源的综合利用。
参考文献[1] 邓端茂. 炼化企业碳四资源的综合利用[J].乙烯工业,2008,20(3):8~12[2] 汤红梅,王瑞军. 碳四馏分中烯烃资源的利用调研[J].炼油与化工,2005,16(1):28~32[3] 袁霞光. 乙烯装置副产碳四烃的综合利用[J].乙烯工业,2005 ,17(2):1~5[4] 梅菊美,戴旭东,贾自成. 碳四资源的综合利用[J].石化技术与应用,2005,23(6):456~459[5] 赵春晖. 混合碳四的综合应用[J].化工中间体,2007,(11):29~31(下转第60页)Chenmical Intermediate2011年第11期· ·60 Liu Xin-bo Li Guang-minAbstract: 1,4-Butanediol l is a very important organic chemical product, General technology of produce 1,4-Butanediol including the traditional process and development both in home and overseas are summarized in this article. In addition, the article gives a review of the market pro fi le of 1,4-ButanediolKeywords: 1,4-Butanediol production technology market.(Henan Kaixiang Fine Chemicals Engineering Company Ltd, Yima Henan 472300,China)A Review of the Production Technology and Market Profile on 1,4-Butanediol回升对BDO的消费量也有一定增长。
4 结语BDO产能过剩已成为国内生产商面临的严峻问题。
面对激烈的国内外市场竞争,国内扩建和新建BDO装置应慎重投资,应具有经济规模,应选用具备原料优势的生产技术,加快下游产品开发;并对原有装置及非一体化装置进行整合,提高装置竞争能力,向国际市场拓展,将是我国BDO生产企业的必然战略选择。