Ch 19 - Deferred Taxes Power Point Slides 2010
萨缪尔森《宏观经济学》(第19版)笔记(第7章 商业周期和总需求理论)

萨缪尔森《宏观经济学》(第版)第章商业周期和总需求理论复习笔记跨考网独家整理最全经济学考研真题,经济学考研课后习题解析资料库,您可以在这里查阅历年经济学考研真题,经济学考研课后习题,经济学考研参考书等内容,更有跨考考研历年辅导的经济学学哥学姐的经济学考研经验,从前辈中获得的经验对初学者来说是宝贵的财富,这或许能帮你少走弯路,躲开一些陷阱。
以下内容为跨考网独家整理,如您还需更多考研资料,可选择经济学一对一在线咨询进行咨询。
一、商业周期波动.商业周期商业周期是国民总产出、总收入、总就业量的波动,持续时间通常为~年,它以大多数经济部门的扩张或收缩为标志。
产出、通货膨胀率、利率和就业的波动构成了商业周期,商业周期是所有市场经济的共同特征。
.商业周期的特点经济学家们一般将商业周期划分成两个主要阶段,即衰退和扩张。
“峰”和“谷”代表的是周期的转折点。
图显示了商业周期先后继起的各个阶段。
衰退是商业周期的下降期,一般图商业周期定义是实际至少连续两个季度下降,以经济中许多部门广泛的紧缩为标志。
萧条指的是规模广且持续时间长的衰退。
商业周期的形式是不规则的,没有两个完全相同的商业周期,也没有精确公式可用来预测商业周期的发生日期和持续时间。
商业周期是经济活动的不规则的扩张和收缩。
.商业周期中经济衰退的普遍特征()通常,投资在衰退中急剧下降。
由于金融危机和美联储提高利率以降低通货膨胀率,房地产价格首先开始下降。
消费者购买也会急剧下降。
由于厂商会对此做出压缩产量的反应,所以实际会下降。
()就业通常在衰退初期就会急剧下降。
但其恢复有时却要慢于经济,即所谓的“没有就业机会的复苏”。
()产出下降,导致通货膨胀步伐放慢。
对原材料的需求下降,导致其价格跌落。
工资和服务的价格下降的可能性比较小,但在经济衰退期它们的增长趋势会放慢。
()企业利润在衰退中急剧下滑。
由于预期到这种情况,普通股票的价格一般都会下跌。
同时,由于对贷款的需求减少,利率在衰退时期一般也会下降。
诺基亚电动自行车 Electropak 技术数据说明书
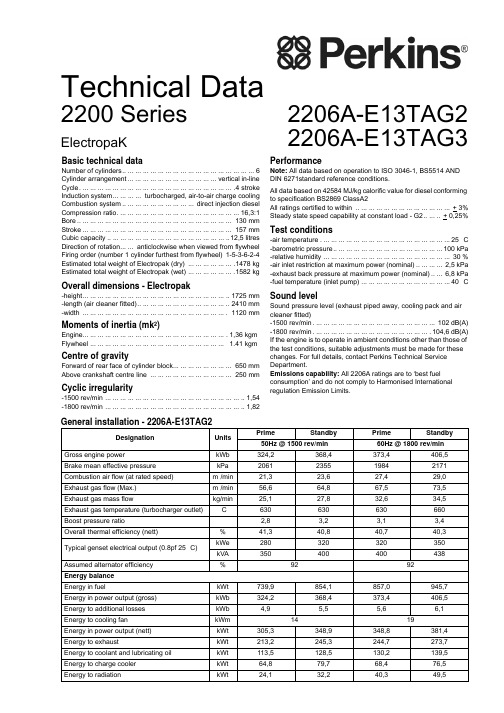
Technical DataBasic technical dataNumber of cylinders.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...6 Cylinder arrangement... ... ... ... ... ... ... ... ... ... ... ...vertical in-line Cycle. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .4 stroke Induction system... ... ... ... turbocharged, air-to-air charge cooling Combustion system.. ... ... ... ... ... ... ... ... ... direct injection diesel Compression ratio. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...16,3:1Bore.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 130 mm Stroke ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 157 mm Cubic capacity .. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..12,5 litres Direction of rotation... ... anticlockwise when viewed from flywheel Firing order (number 1 cylinder furthest from flywheel)1-5-3-6-2-4Estimated total weight of Electropak (dry) ... ... ... ... ... ... .1478 kg Estimated total weight of Electropak (wet) ... ... ... ... ... ... .1582 kgOverall dimensions - Electropak-height... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..1725 mm -length (air cleaner fitted).. ... ... ... ... ... ... ... ... ... ... ... ..2410 mm -width ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . 1120 mmMoments of inertia (mk²)Engine... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .1,36 kgm²Flywheel ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 1.41 kgm²Centre of gravityForward of rear face of cylinder block... ... ... ... ... ... ... ... 650 mm Above crankshaft centre line ... ... ... ... ... ... ... ... ... ... ... 250 mmCyclic irregularity-1500 rev/min ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..1,54-1800 rev/min ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..1,82PerformanceNote:All data based on operation to ISO 3046-1, BS5514 AND DIN 6271standard reference conditions.All data based on 42584 MJ/kg calorific value for diesel conforming to specification BS2869 ClassA2All ratings certified to within .. ... ... ... ... ... ... ... ... ... ... ... ... + 3%Steady state speed capability at constant load - G2.. ... .. + 0,25%Test conditions-air temperature . ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...25 °C -barometric pressure.. ... ... ... ... ... ... ... ... ... ... ... ... ... ...100 kPa -relative humidity ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 30 %-air inlet restriction at maximum power (nominal).. ... ... ... 2,5 kPa -exhaust back pressure at maximum power (nominal).. ... 6,8 kPa -fuel temperature (inlet pump) ... ... ... ... ... ... ... ... ... ... ... ...40 °CSound levelSound pressure level (exhaust piped away, cooling pack and air cleaner fitted)-1500 rev/min. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 102 dB(A)-1800 rev/min. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .104,6 dB(A)If the engine is to operate in ambient conditions other than those of the test conditions, suitable adjustments must be made for these changes. For full details, contact Perkins Technical Service Department.Emissions capability: All 2206A ratings are to ‘best fuel consumption’ and do not comply to Harmonised International regulation Emission Limits.General installation DesignationUnits Prime Standby Prime Standby 50Hz @ 1500 rev/min60Hz @ 1800 rev/minGross engine powerkWb 324,2368,4373,4406,5Brake mean effective pressure kPa 2061235519842171Combustion air flow (at rated speed)m³/min 21,323,627,429,0Exhaust gas flow (Max.)m³/min 56,664,867,573,5Exhaust gas mass flowkg/min 25,127,832,634,5Exhaust gas temperature (turbocharger outlet)°C630630630660Boost pressure ratio2,83,23,13,4Overall thermal efficiency (nett)%41,340,840,740,3Typical genset electrical output (0.8pf 25 °C)kWe 280320320350kVA 350400400438Assumed alternator efficiency %9292Energy balance Energy in fuelkWt 739,9854,1857,0945,7Energy in power output (gross)kWb 324,2368,4373,4406,5Energy to additional losses kWb 4,95,55,66,1Energy to cooling fan kWm 1419Energy in power output (nett)kWt 305,3348,9348,8381,4Energy to exhaustkWt 213,2245,3244,7273,7Energy to coolant and lubricating oil kWt 113,5128,5130,2139,5Energy to charge cooler kWt 64,879,768,476,5Energy to radiationkWt24,132,240,349,5 - 2206A-E13TAG22200 Series2206A-E13TAG2 2206A-E13TAG3ElectropaKGeneral installationDesignation Units Prime Standby Prime Standby50Hz @ 1500 rev/min60Hz @ 1800 rev/min Gross engine power kWb368,4412,5373,4406,5 Brake mean effective pressure kPa2344263719842171 Combustion air flow (at rated speed)m³/min24,326,427,429,0 Exhaust gas flow (Max.)m³/min64,672,567,573,5 Exhaust gas mass flow kg/min28,130,932,634,5 Exhaust gas temperature (turbocharger outlet)°C630630660660 Boost pressure ratio3,23,53,13,4 Overall thermal efficiency (nett)%41,440,940,740,3Typical genset electrical output (0.8pf 25 °C)kWe320360320350 kVA400450400438Assumed alternator efficiency%9292Energy balanceEnergy in fuel kWt842,6958,2857,0945,7 Energy in power output (gross)kWb368,4412,5373,4406,5 Energy to additional losses kWb5,56,25,66,1 Energy to cooling fan kWm1419Energy in power output (nett)kWt348,9392,3348,8381,4 Energy to exhaust kWt252,6290,4244,7273,7 Energy to coolant and lubricating oil kWt127,3139,9130,2139,5 Energy to charge cooler kWt60,375,568,476,5 Energy to radiation kWt34,039,840,349,6 - 2206A-E13TAG3Rating definitionsPrime powerVariable load. Unlimited hours usage with an average load factor of 70% of the published Prime Power rating over each 24 hour period.A 10% overload is available for 1 hour in every 12 hours of operationStandby powerVariable load. Limited to 500 hours annual usage up to 300 hours of which may be continuous running, No overload is permittedCooling systemRadiatorFace area . ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...1,238 m²Number of rows and materials . ... ... ... ... ... ... .1rows, aluminium Matrix density and material .. ... ... ... ..12 fins per inch, aluminium Width of matrix . ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . 1048 mm Height of matrix ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . 1100 mm Weight of radiator (dry). ... ... ... ... ... ... ... ... ... ... ... ... ... ..132 kg Pressure cap setting (min) ... ... ... ... ... ... ... ... ... ... ... ... ..70 kPa Charge coolerFace area.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...1,006 m²Number of rows and materials . ... ... ... ... ... ... .1rows, aluminium Matrix density and material .. ... ... ... ..12 fins per inch, aluminium Width of matrix . ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 915 mm Height of matrix ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . 1100 mm Coolant pumpSpeed @ 1500 rev/min. ... ... ... ... ... ... ... ... ... ... ... 2056 rev/min Speed @ 1800 rev/min. ... ... ... ... ... ... ... ... ... ... ... 2468 rev/min Drive method. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .Gear FanDiameter ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 927 mm Drive ratio.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...0,92:1 Number of blades.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .. 9 Material. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .composite Type.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . pusher Cooling fan air flow @ 1500 rev/min. ... ... ... ... ... ... ...654 m³/min Cooling fan air flow @ 1800 rev/min. ... ... ... ... ... ... ...788 m³/min CoolantTotal system capacity ... ... ... ... ... ... ... ... ... ... ... ... ... . 51,4 litres Max. top tank temperature ... ... ... ... ... ... ... ... ... ... ... ... ..104 °C Temperature rise across engine... ... ... ... ... ... ... ... ... ... ... 10 °C Max. pressure in engine cooling circuit. ... ... ... ... ... ... ... ..70 kPa Max. permissible external system resistance ... ... ... ... ... ..30 kPa Max. static pressure head on pump.. ... ... ... ... ... ... ... ... ..30 kPa Coolant flow (min) against 30 kPa rstriction@ 1500 rev/min. ... ... ... ... ... ... ... ... ... ... ... ... ... ... .5,3 litres/sec @ 1800 rev/min. ... ... ... ... ... ... ... ... ... ... ... ... ... ... .6,7 litres/sec Thermostat operation range.. ... ... ... ... ... ... ... ... ... ... 87 to 98°C For details of recommended coolant specifications, refer to the Operation and Maintenance Manual for this engine model Duct allowanceDuct allowance 2206A-E13TAG2 - standbyMaximum additional retsriction (duct allowance) to cooling airflow and resultant minimum airflowEngine speedrev/minAmbient clear-ance inhibitedcoolant °CDuctallowancePam³/min 150059200563180059200716Duct allowance 2206A-E13TAG3 - standbyMaximum additional retsriction (duct allowance) to cooling airflow and resultant minimum airflowEngine speedrev/minAmbient clear-ance inhibitedcoolant °CDuctallowancePam³/min 150055200563180059200716Electrical system-type... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .24 Volt negative earth Alternator type ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .22SI -alternator voltage.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..24V -alternator output ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..70A Starter motor type.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...39MT -starter motor voltage. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..24V -starter motor power... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .7,8 kW Number of teeth on flywheel.. ... ... ... ... ... ... ... ... ... ... ... ... ..113 Number of teeth on starter pinion.. ... ... ... ... ... ... ... ... ... ... (11)Minimum cranking speed... ... ... ... ... ... ... ... ... ... ... 106 rev/min Starter solenoid maximum-pull-in current @ 0°C ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 200A -hold-in current @ 0°C... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..25A Cold start recommendations-5°C to -10°Coil... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..SAE grade 15W40 Starter ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...42MT Battery ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 24 volts Max. breakaway current. ... ... ... ... ... ... ... ... ... ... ... ..1311 amps Cranking current ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 588 amps Starting aids (ECM controlled)... ... ... ... ... ... ... ... ... ... ... ... none Min. mean cranking speed. ... ... ... ... ... ... ... ... ... ... .106 rev/min -11°C to -25°Coil... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... SAE grade 5W40 Starter ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...42MT Battery ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 24 volts Max. breakaway current. ... ... ... ... ... ... ... ... ... ... ... ..1585 amps Cranking current ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 828 amps Starting aids (ECM controlled)... block heater 1,5kW (110V/240V) Min. mean cranking speed. ... ... ... ... ... ... ... ... ... ... .106 rev/min Notes:z Battery capacity is defined by the 20 hour ratez The oil specification should be for the minimum ambient temperature as the oil will not be warmed by the immersion heaterz Breakaway current is dependent on the battery capacity available. Cables should capable of handling transient current twice that of cranking current.Exhaust systemMaximum back pressure-1800 rev/min . ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .10,0 kPa Exhaust outlet, internal diameter. ... ... ... ... ... ... ... ... ... . 123 mm Fuel systemInjection system... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..MEUI Injector type. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..MEUI Governor type.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... electronic Governing conforms to ... ... ... ... ... ... ... ... .ISO 8528-5 Class G2 Injector pressure.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .207 MPa Fuel lift pump-lift pump type.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .gear driven -lift pump delivery @1500 rev/min... ... ... ... ... ... ... 480 litres/hour -lift pump delivery @1800 rev/min... ... ... ... ... ... ... 600 litres/hour -lift pump delivery pressure. ... ... ... ... ... ... ... ... ... ... ... ..621 kPa -max. suction head at pump inlet ... ... ... ... ... ... ... ... ... ... ... .3 m -max. static pressure head.. ... ... ... ... ... ... ... ... ... ... ... ... ... .4 m -max. fuel inlet temperature. ... ... ... ... ... ... ... ... ... ... ... ... ..55 °C -fuel filter spacing primary... ... ... ... ... ... ... ... ... ... ... .10 microns -fuel filter spacing secondary... ... ... ... ... ... ... ... ... ... ...2 microns Fuel specificationBS2869 Class A2 or BSEN590ASTM D975 Class 1D and class 2DNote:For further information on fuel specifications and restrictions, refer to the OMM, “Fluid Recommendations” for this engine model. Induction systemMaximum air intake restriction-clean filter... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...2,5 kPa -dirty filter. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...6,4 kPa -air filter type ... ... ... ... ... ... ... . paper element - 15 inch diameterLubrication systemMaximum total system oil capacity ... ... ... ... ... ... ... ... ... .40 litres Minimum oil capacity in sump... ... ... ... ... ... ... ... ... ... ..32,5 litres Maximum oil capacity in sump.. ... ... ... ... ... ... ... ... ... ... .38 litres Maximum engine operating angles -front up, front down, right side, left side ... ... ... ... ... ... ... ... ... 7 °Lubricating oil-oil flow @ 1500 rev/min... ... ... ... ... ... ... ... ... ... ... 140 litres/min -oil flow @ 1800 rev/min... ... ... ... ... ... ... ... ... ... ... 172 litres/min -oil pressure at bearings @ 1500 rev/min. ... ... ... ... ... ... 310 kPa -oil pressure at bearings @ 1800 rev/min. ... ... ... ... ... ... 358 kPa -oil pressure at bearings (min).. ... ... ... ... ... ... ... ... ... ... 270 kPa -oil temperature (continuous operation) ... ... ... ... ... ... ... ..113 °C -oil consumption at full load as a % of fuel consumption.. ...0.15% Oil filter screen spacing. ... ... ... ... ... ... ... ... ... ... ... ... 30 microns Oil consumption as % of fuel consumption... ... ... ... ... ... ... ... 0,1 Sump drain plug tapping... ... ... ... ... ... ... ... ... ... ... ... .1 1/8 UNF Lubricating oil specification... ... ... ... ... ... API-CH4 - SAE15W-40 Recommended SAE viscosityEngine Oil ViscosityEMA LRG-1API CH-4 Viscosity GradeAmbient Temperature Minimum MaximumSAE 0W20-40 °C10 °CSAE 0W30-40 °C30 °CSAE 0W40-40 °C40 °CSAE 5W30-30 °C30 °CSAE 5W40-30 °C40 °CSAE 10W30-20 °C40 °CSAE 15W40-10 °C50 °C MountingsMaximum static bending moment at rear face of block. ...1356 Nm Fuel consumption2206A-E13TAG2 - 1500 rev/minLoad g/kWhr l/hr Standby19580 110% Prime power19577 100% Prime power19671 75% of Prime power19854 50% of Prime power203372206A-E13TAG3 - 1500 rev/minLoad g/kWhr l/hr Standby19490 110% Prime power19689 100% Prime power19781 75% of Prime power19962 50% of Prime power202422206A-E13TAG2 - 1800 rev/minLoad g/kWhr l/hr Standby19387 110% Prime power19588 100% Prime power19681 75% of Prime power19962 50% of Prime power205432206A-E13TAG3 - 1800 rev/minLoad g/kWhr l/hr Standby19387 110% Prime power19588 100% Prime power19681 75% of Prime power19962 50% of Prime power20543All fuel consumption figures are based on Nett powerAll information in the document is substantially correct at the time of printing but may be subsequently altered by the company.Distributed by2200 Series2206A-E13TAG22206A-E13TAG3Load acceptance TAG2 (cold) Initial load application: When engine reaches rated speed(15 seconds maximum after engine starts to crank)DescriptorUnits 50 Hz 60Hz % of prime power %6680Load (nett)kWm 184,8256Transient frequency deviation%<10<10Frequency recoverySeconds55Second load application: When engine reaches rated speed(5 seconds after initial load application)DescriptorUnits 50 Hz 60Hz % of prime power %7385Load (nett)kWm 204,4272Transient frequency deviation%<10<10Frequency recoverySeconds55TAG3 (cold) Initial load application: When engine reaches rated speed(15 seconds maximum after engine starts to crank)DescriptorUnits 50 Hz 60Hz % of prime power %5880Load (nett)kWm 185,6256Transient frequency deviation%<10<10Frequency recoverySeconds55Second load application: When engine reaches rated speed(5 seconds after initial load application)DescriptorUnits 50 Hz 60Hz % of prime power %6585Load (nett)kWm 208272Transient frequency deviation%<10<10Frequency recoverySeconds55The information shown above complies with the requirements of classification 3 and 4 of ISO 8528-12 and G2 operating limits stated in ISO 8528-5The above figures were obtained under the following test conditions:-minimum engine block temperature.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . 45 °C -ambient temperature. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ..15 °C -governing mode ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... isochronous -alternator efficiency... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 92%-alternator inertia ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 6,9 kgm²-under frequency roll off (UFRO) point set to. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 1 Hz below rated -UFRO rate set to... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 2% voltage / 1% frequency LAM on/off.. ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...off All tests were conducted using an engine which was installed and serviced to Perkins Engines Company Limited recommendations.Note:The general arrangement drawings shown in this data sheet are for guidance only. For installation purposes, latest versions should be requested from the Applications Dept., Perkins Engines Stafford, ST16 3UB United Kingdom.P u b l i c a t i o n N o . T P D 1687E 2. O c t o b e r 2008 P e r k i n s E n g i n e s C o m p a n y L i m i t e dPerkins Engines Company LimitedPeterborough PE1 5NA United Kingdom Telephone +44 (0) 1733 583000Fax +44 (0) 1733 。
r语言风险差异rd的计算公式
r语言风险差异rd的计算公式全文共四篇示例,供读者参考第一篇示例:在金融领域,风险是一个非常重要的概念。
对于投资者来说,了解投资组合中不同资产之间的风险差异是至关重要的。
在R语言中,有很多函数和包可以帮助我们计算风险差异,其中最为常用的就是rd 函数。
rd函数用于计算不同资产之间的风险差异,即风险差异。
它是通过比较两个或多个资产的收益率来衡量不同资产之间的风险。
通常来说,风险差异越大,资产之间的相关性越小,风险越高。
在R语言中,我们可以使用rd函数来计算资产之间的风险差异。
其基本公式如下:rd = sqrt(w1^2 * sd1^2 + w2^2 * sd2^2 + 2 * w1 * w2 * cov(sd1, sd2))w1和w2分别为两个资产的权重,sd1和sd2分别为两个资产的标准差,cov(sd1, sd2)为两个资产的协方差。
通过这个公式,我们可以计算得到两个资产之间的风险差异。
在实际应用中,我们可以通过遍历不同的权重组合来寻找最小的风险差异,从而找到最优的投资组合。
除了rd函数外,R语言还提供了其他很多用于风险度量和投资组合优化的函数和包,比如quantmod、PerformanceAnalytics、PortfolioAnalytics等。
这些函数和包可以帮助投资者更好地管理风险、优化投资组合,并实现更好的投资回报。
第二篇示例:R语言是一种广泛应用于数据分析和统计建模的编程语言,它具有强大的功能和丰富的数据操作工具。
在金融市场中,风险差异(rd)是一个重要的指标,用来衡量不同资产或投资组合之间的风险差异程度。
在R语言中,计算风险差异的公式可以通过计算两个资产或投资组合之间的标准差来实现。
标准差是一种衡量随机变量离散程度的统计指标,它可以反映资产或投资组合在未来可能发生的波动性,从而帮助投资者评估投资风险。
假设我们有两个资产或投资组合A和B,它们的日收益率分别为r_A和r_B。
我们可以通过R语言中的var函数来计算它们的方差,然后取方差的开平方就可以得到标准差,即风险。
IEEE Std 1159-1995,IEEE Recommended Practice for Monitoring Electric Power Quality
IEEE Std 1159-1995 IEEE Recommended Practice for Monitoring Electric Power QualitySponsorIEEE Standards Coordinating Committee 22 onPower QualityApproved June 14, 1995IEEE Standards BoardAbstract: The monitoring of electric power quality of ac power systems, definitions of power quality terminology, impact of poor power quality on utility and customer equipment, and the measurement of electromagnetic phenomena are covered.Keywords: data interpretation, electric power quality, electromagnetic phenomena, monitoring, power quality definitionsIEEE Standards documents are developed within the Technical Committees of the IEEE Societies and the Standards Coordinating Committees of the IEEE Standards Board. Members of the committees serve voluntarily and without compensation. They are not necessarily members of the Institute. The standards developed within IEEE represent a consensus of the broad expertise on the subject within the Institute as well as those activities outside of IEEE that have expressed an interest in partici-pating in the development of the standard.Use of an IEEE Standard is wholly voluntary. The existence of an IEEE Standard does not imply that there are no other ways to produce, test, measure, purchase, mar-ket, or provide other goods and services related to the scope of the IEEE Standard. Furthermore, the viewpoint expressed at the time a standard is approved and issued is subject to change brought about through developments in the state of the art and com-ments received from users of the standard. Every IEEE Standard is subjected to review at least every Þve years for revision or reafÞrmation. When a document is more than Þve years old and has not been reafÞrmed, it is reasonable to conclude that its contents, although still of some value, do not wholly reßect the present state of the art. Users are cautioned to check to determine that they have the latest edition of any IEEE Standard.Comments for revision of IEEE Standards are welcome from any interested party, regardless of membership afÞliation with IEEE. Suggestions for changes in docu-ments should be in the form of a proposed change of text, together with appropriate supporting comments.Interpretations: Occasionally questions may arise regarding the meaning of portions of standards as they relate to speciÞc applications. When the need for interpretations is brought to the attention of IEEE, the Institute will initiate action to prepare appro-priate responses. Since IEEE Standards represent a consensus of all concerned inter-ests, it is important to ensure that any interpretation has also received the concurrence of a balance of interests. For this reason IEEE and the members of its technical com-mittees are not able to provide an instant response to interpretation requests except in those cases where the matter has previously received formal consideration.Comments on standards and requests for interpretations should be addressed to:Secretary, IEEE Standards Board445 Hoes LaneP.O. Box 1331Piscataway, NJ 08855-1331USAIntroduction(This introduction is not part of IEEE Std 1159-1995, IEEE Recommended Practice for Monitoring Electric Power Quality.)This recommended practice was developed out of an increasing awareness of the difÞculty in comparing results obtained by researchers using different instruments when seeking to characterize the quality of low-voltage power systems. One of the initial goals was to promote more uniformity in the basic algorithms and data reduction methods applied by different instrument manufacturers. This proved difÞcult and was not achieved, given the free market principles under which manufacturers design and market their products. However, consensus was achieved on the contents of this recommended practice, which provides guidance to users of monitoring instruments so that some degree of comparisons might be possible.An important Þrst step was to compile a list of power quality related deÞnitions to ensure that contributing parties would at least speak the same language, and to provide instrument manufacturers with a common base for identifying power quality phenomena. From that starting point, a review of the objectives of moni-toring provides the necessary perspective, leading to a better understanding of the means of monitoringÑthe instruments. The operating principles and the application techniques of the monitoring instruments are described, together with the concerns about interpretation of the monitoring results. Supporting information is provided in a bibliography, and informative annexes address calibration issues.The Working Group on Monitoring Electric Power Quality, which undertook the development of this recom-mended practice, had the following membership:J. Charles Smith, Chair Gil Hensley, SecretaryLarry Ray, Technical EditorMark Andresen Thomas Key John RobertsVladi Basch Jack King Anthony St. JohnRoger Bergeron David Kreiss Marek SamotyjJohn Burnett Fran•ois Martzloff Ron SmithJohn Dalton Alex McEachern Bill StuntzAndrew Dettloff Bill Moncrief John SullivanDave GrifÞth Allen Morinec David VannoyThomas Gruzs Ram Mukherji Marek WaclawlakErich Gunther Richard Nailen Daniel WardMark Kempker David Pileggi Steve WhisenantHarry RauworthIn addition to the working group members, the following people contributed their knowledge and experience to this document:Ed Cantwell Christy Herig Tejindar SinghJohn Curlett Allan Ludbrook Maurice TetreaultHarshad MehtaiiiThe following persons were on the balloting committee:James J. Burke David Kreiss Jacob A. RoizDavid A. Dini Michael Z. Lowenstein Marek SamotyjW. Mack Grady Fran•ois D. Martzloff Ralph M. ShowersDavid P. Hartmann Stephen McCluer J. C. SmithMichael Higgins A. McEachern Robert L. SmithThomas S. Key W. A. Moncrief Daniel J. WardJoseph L. KoepÞnger P. Richman Charles H. WilliamsJohn M. RobertsWhen the IEEE Standards Board approved this standard on June 14, 1995, it had the following membership:E. G. ÒAlÓ Kiener, Chair Donald C. Loughry,Vice ChairAndrew G. Salem,SecretaryGilles A. Baril Richard J. Holleman Marco W. MigliaroClyde R. Camp Jim Isaak Mary Lou PadgettJoseph A. Cannatelli Ben C. Johnson John W. PopeStephen L. Diamond Sonny Kasturi Arthur K. ReillyHarold E. Epstein Lorraine C. Kevra Gary S. RobinsonDonald C. Fleckenstein Ivor N. Knight Ingo RuschJay Forster*Joseph L. KoepÞnger*Chee Kiow TanDonald N. Heirman D. N. ÒJimÓ Logothetis Leonard L. TrippL. Bruce McClung*Member EmeritusAlso included are the following nonvoting IEEE Standards Board liaisons:Satish K. AggarwalRichard B. EngelmanRobert E. HebnerChester C. TaylorRochelle L. SternIEEE Standards Project EditorivContentsCLAUSE PAGE 1.Overview (1)1.1Scope (1)1.2Purpose (2)2.References (2)3.Definitions (2)3.1Terms used in this recommended practice (2)3.2Avoided terms (7)3.3Abbreviations and acronyms (8)4.Power quality phenomena (9)4.1Introduction (9)4.2Electromagnetic compatibility (9)4.3General classification of phenomena (9)4.4Detailed descriptions of phenomena (11)5.Monitoring objectives (24)5.1Introduction (24)5.2Need for monitoring power quality (25)5.3Equipment tolerances and effects of disturbances on equipment (25)5.4Equipment types (25)5.5Effect on equipment by phenomena type (26)6.Measurement instruments (29)6.1Introduction (29)6.2AC voltage measurements (29)6.3AC current measurements (30)6.4Voltage and current considerations (30)6.5Monitoring instruments (31)6.6Instrument power (34)7.Application techniques (35)7.1Safety (35)7.2Monitoring location (38)7.3Equipment connection (41)7.4Monitoring thresholds (43)7.5Monitoring period (46)8.Interpreting power monitoring results (47)8.1Introduction (47)8.2Interpreting data summaries (48)8.3Critical data extraction (49)8.4Interpreting critical events (51)8.5Verifying data interpretation (59)vANNEXES PAGE Annex A Calibration and self testing (informative) (60)A.1Introduction (60)A.2Calibration issues (61)Annex B Bibliography (informative) (63)B.1Definitions and general (63)B.2Susceptibility and symptomsÑvoltage disturbances and harmonics (65)B.3Solutions (65)B.4Existing power quality standards (67)viIEEE Recommended Practice for Monitoring Electric Power Quality1. Overview1.1 ScopeThis recommended practice encompasses the monitoring of electric power quality of single-phase and polyphase ac power systems. As such, it includes consistent descriptions of electromagnetic phenomena occurring on power systems. The document also presents deÞnitions of nominal conditions and of deviations from these nominal conditions, which may originate within the source of supply or load equipment, or from interactions between the source and the load.Brief, generic descriptions of load susceptibility to deviations from nominal conditions are presented to identify which deviations may be of interest. Also, this document presents recommendations for measure-ment techniques, application techniques, and interpretation of monitoring results so that comparable results from monitoring surveys performed with different instruments can be correlated.While there is no implied limitation on the voltage rating of the power system being monitored, signal inputs to the instruments are limited to 1000 Vac rms or less. The frequency ratings of the ac power systems being monitored are in the range of 45Ð450 Hz.Although it is recognized that the instruments may also be used for monitoring dc supply systems or data transmission systems, details of application to these special cases are under consideration and are not included in the scope. It is also recognized that the instruments may perform monitoring functions for envi-ronmental conditions (temperature, humidity, high frequency electromagnetic radiation); however, the scope of this document is limited to conducted electrical parameters derived from voltage or current measure-ments, or both.Finally, the deÞnitions are solely intended to characterize common electromagnetic phenomena to facilitate communication between various sectors of the power quality community. The deÞnitions of electromagnetic phenomena summarized in table 2 are not intended to represent performance standards or equipment toler-ances. Suppliers of electricity may utilize different thresholds for voltage supply, for example, than the ±10% that deÞnes conditions of overvoltage or undervoltage in table 2. Further, sensitive equipment may mal-function due to electromagnetic phenomena not outside the thresholds of the table 2 criteria.1IEEEStd 1159-1995IEEE RECOMMENDED PRACTICE FOR 1.2 PurposeThe purpose of this recommended practice is to direct users in the proper monitoring and data interpretation of electromagnetic phenomena that cause power quality problems. It deÞnes power quality phenomena in order to facilitate communication within the power quality community. This document also forms the con-sensus opinion about safe and acceptable methods for monitoring electric power systems and interpreting the results. It further offers a tutorial on power system disturbances and their common causes.2. ReferencesThis recommended practice shall be used in conjunction with the following publications. When the follow-ing standards are superseded by an approved revision, the revision shall apply.IEC 1000-2-1 (1990), Electromagnetic Compatibility (EMC)ÑPart 2 Environment. Section 1: Description of the environmentÑelectromagnetic environment for low-frequency conducted disturbances and signaling in public power supply systems.1IEC 50(161)(1990), International Electrotechnical V ocabularyÑChapter 161: Electromagnetic Compatibility. IEEE Std 100-1992, IEEE Standard Dictionary of Electrical and Electronic Terms (ANSI).2IEEE Std 1100-1992, IEEE Recommended Practice for Powering and Grounding Sensitive Electronic Equipment (Emerald Book) (ANSI).3. DeÞnitionsThe purpose of this clause is to present concise deÞnitions of words that convey the basic concepts of power quality monitoring. These terms are listed below and are expanded in clause 4. The power quality commu-nity is also pervaded by terms that have no scientiÞc deÞnition. A partial listing of these words is included in 3.2; use of these terms in the power quality community is discouraged. Abbreviations and acronyms that are employed throughout this recommended practice are listed in 3.3.3.1 Terms used in this recommended practiceThe primary sources for terms used are IEEE Std 100-19923 indicated by (a), and IEC 50 (161)(1990) indi-cated by (b). Secondary sources are IEEE Std 1100-1992 indicated by (c), IEC-1000-2-1 (1990) indicated by (d) and UIE -DWG-3-92-G [B16]4. Some referenced deÞnitions have been adapted and modiÞed in order to apply to the context of this recommended practice.3.1.1 accuracy: The freedom from error of a measurement. Generally expressed (perhaps erroneously) as percent inaccuracy. Instrument accuracy is expressed in terms of its uncertaintyÑthe degree of deviation from a known value. An instrument with an uncertainty of 0.1% is 99.9% accurate. At higher accuracy lev-els, uncertainty is typically expressed in parts per million (ppm) rather than as a percentage.1IEC publications are available from IEC Sales Department, Case Postale 131, 3, rue de VarembŽ, CH-1211, Gen•ve 20, Switzerland/ Suisse. IEC publications are also available in the United States from the Sales Department, American National Standards Institute, 11 West 42nd Street, 13th Floor, New York, NY 10036, USA.2IEEE publications are available from the Institute of Electrical and Electronics Engineers, 445 Hoes Lane, P.O. Box 1331, Piscataway, NJ 08855-1331, USA.3Information on references can be found in clause 2.4The numbers in brackets correspond to those bibliographical items listed in annex B.2IEEE MONITORING ELECTRIC POWER QUALITY Std 1159-1995 3.1.2 accuracy ratio: The ratio of an instrumentÕs tolerable error to the uncertainty of the standard used to calibrate it.3.1.3 calibration: Any process used to verify the integrity of a measurement. The process involves compar-ing a measuring instrument to a well defined standard of greater accuracy (a calibrator) to detect any varia-tions from specified performance parameters, and making any needed compensations. The results are then recorded and filed to establish the integrity of the calibrated instrument.3.1.4 common mode voltage: A voltage that appears between current-carrying conductors and ground.b The noise voltage that appears equally and in phase from each current-carrying conductor to ground.c3.1.5 commercial power: Electrical power furnished by the electric power utility company.c3.1.6 coupling: Circuit element or elements, or network, that may be considered common to the input mesh and the output mesh and through which energy may be transferred from one to the other.a3.1.7 current transformer (CT): An instrument transformer intended to have its primary winding con-nected in series with the conductor carrying the current to be measured or controlled.a3.1.8 dip: See: sag.3.1.9 dropout: A loss of equipment operation (discrete data signals) due to noise, sag, or interruption.c3.1.10 dropout voltage: The voltage at which a device fails to operate.c3.1.11 electromagnetic compatibility: The ability of a device, equipment, or system to function satisfacto-rily in its electromagnetic environment without introducing intolerable electromagnetic disturbances to any-thing in that environment.b3.1.12 electromagnetic disturbance: Any electromagnetic phenomena that may degrade the performance of a device, equipment, or system, or adversely affect living or inert matter.b3.1.13 electromagnetic environment: The totality of electromagnetic phenomena existing at a given location.b3.1.14 electromagnetic susceptibility: The inability of a device, equipment, or system to perform without degradation in the presence of an electromagnetic disturbance.NOTEÑSusceptibility is a lack of immunity.b3.1.15 equipment grounding conductor: The conductor used to connect the noncurrent-carrying parts of conduits, raceways, and equipment enclosures to the grounded conductor (neutral) and the grounding elec-trode at the service equipment (main panel) or secondary of a separately derived system (e.g., isolation transformer). See Section 100 in ANSI/NFPA 70-1993 [B2].3.1.16 failure mode: The effect by which failure is observed.a3.1.17 ßicker: Impression of unsteadiness of visual sensation induced by a light stimulus whose luminance or spectral distribution fluctuates with time.b3.1.18 frequency deviation: An increase or decrease in the power frequency. The duration of a frequency deviation can be from several cycles to several hours.c Syn.: power frequency variation.3.1.19 fundamental (component): The component of an order 1 (50 or 60 Hz) of the Fourier series of a periodic quantity.b3IEEEStd 1159-1995IEEE RECOMMENDED PRACTICE FOR 3.1.20 ground: A conducting connection, whether intentional or accidental, by which an electric circuit or piece of equipment is connected to the earth, or to some conducting body of relatively large extent that serves in place of the earth.NOTEÑ It is used for establishing and maintaining the potential of the earth (or of the conducting body) or approxi-mately that potential, on conductors connected to it, and for conducting ground currents to and from earth (or the con-ducting body).a3.1.21 ground loop: In a radial grounding system, an undesired conducting path between two conductive bodies that are already connected to a common (single-point) ground.3.1.22 harmonic (component): A component of order greater than one of the Fourier series of a periodic quantity.b3.1.23 harmonic content: The quantity obtained by subtracting the fundamental component from an alter-nating quantity.a3.1.24 immunity (to a disturbance): The ability of a device, equipment, or system to perform without deg-radation in the presence of an electromagnetic disturbance.b3.1.25 impulse: A pulse that, for a given application, approximates a unit pulse.b When used in relation to the monitoring of power quality, it is preferred to use the term impulsive transient in place of impulse.3.1.26 impulsive transient: A sudden nonpower frequency change in the steady-state condition of voltage or current that is unidirectional in polarity (primarily either positive or negative).3.1.27 instantaneous: A time range from 0.5Ð30 cycles of the power frequency when used to quantify the duration of a short duration variation as a modifier.3.1.28 interharmonic (component): A frequency component of a periodic quantity that is not an integer multiple of the frequency at which the supply system is designed to operate operating (e.g., 50 Hz or 60 Hz).3.1.29 interruption, momentary (power quality monitoring): A type of short duration variation. The complete loss of voltage (< 0.1 pu) on one or more phase conductors for a time period between 0.5 cycles and 3 s.3.1.30 interruption, sustained (electric power systems): Any interruption not classified as a momentary interruption.3.1.31 interruption, temporary (power quality monitoring):A type of short duration variation. The com-plete loss of voltage (< 0.1 pu) on one or more phase conductors for a time period between 3 s and 1 min.3.1.32 isolated ground: An insulated equipment grounding conductor run in the same conduit or raceway as the supply conductors. This conductor may be insulated from the metallic raceway and all ground points throughout its length. It originates at an isolated ground-type receptacle or equipment input terminal block and terminates at the point where neutral and ground are bonded at the power source. See Section 250-74, Exception #4 and Exception in Section 250-75 in ANSI/NFPA 70-1993 [B2].3.1.33 isolation: Separation of one section of a system from undesired influences of other sections.c3.1.34 long duration voltage variation:See: voltage variation, long duration.3.1.35 momentary (power quality monitoring): A time range at the power frequency from 30 cycles to 3 s when used to quantify the duration of a short duration variation as a modifier.4IEEE MONITORING ELECTRIC POWER QUALITY Std 1159-1995 3.1.36 momentary interruption:See: interruption, momentary.3.1.37 noise: Unwanted electrical signals which produce undesirable effects in the circuits of the control systems in which they occur.a (For this document, control systems is intended to include sensitive electronic equipment in total or in part.)3.1.38 nominal voltage (Vn): A nominal value assigned to a circuit or system for the purpose of conve-niently designating its voltage class (as 120/208208/120, 480/277, 600).d3.1.39 nonlinear load: Steady-state electrical load that draws current discontinuously or whose impedance varies throughout the cycle of the input ac voltage waveform.c3.1.40 normal mode voltage: A voltage that appears between or among active circuit conductors, but not between the grounding conductor and the active circuit conductors.3.1.41 notch: A switching (or other) disturbance of the normal power voltage waveform, lasting less than 0.5 cycles, which is initially of opposite polarity than the waveform and is thus subtracted from the normal waveform in terms of the peak value of the disturbance voltage. This includes complete loss of voltage for up to 0.5 cycles [B13].3.1.42 oscillatory transient: A sudden, nonpower frequency change in the steady-state condition of voltage or current that includes both positive or negative polarity value.3.1.43 overvoltage: When used to describe a specific type of long duration variation, refers to a measured voltage having a value greater than the nominal voltage for a period of time greater than 1 min. Typical val-ues are 1.1Ð1.2 pu.3.1.44 phase shift: The displacement in time of one waveform relative to another of the same frequency and harmonic content.c3.1.45 potential transformer (PT): An instrument transformer intended to have its primary winding con-nected in shunt with a power-supply circuit, the voltage of which is to be measured or controlled. Syn.: volt-age transformer.a3.1.46 power disturbance: Any deviation from the nominal value (or from some selected thresholds based on load tolerance) of the input ac power characteristics.c3.1.47 power quality: The concept of powering and grounding sensitive equipment in a manner that is suit-able to the operation of that equipment.cNOTEÑWithin the industry, alternate definitions or interpretations of power quality have been used, reflecting different points of view. Therefore, this definition might not be exclusive, pending development of a broader consensus.3.1.48 precision: Freedom from random error.3.1.49 pulse: An abrupt variation of short duration of a physical an electrical quantity followed by a rapid return to the initial value.3.1.50 random error: Error that is not repeatable, i.e., noise or sensitivity to changing environmental factors. NOTEÑFor most measurements, the random error is small compared to the instrument tolerance.3.1.51 sag: A decrease to between 0.1 and 0.9 pu in rms voltage or current at the power frequency for dura-tions of 0.5 cycle to 1 min. Typical values are 0.1 to 0.9 pu.b See: dip.IEEEStd 1159-1995IEEE RECOMMENDED PRACTICE FOR NOTEÑTo give a numerical value to a sag, the recommended usage is Òa sag to 20%,Ó which means that the line volt-age is reduced down to 20% of the normal value, not reduced by 20%. Using the preposition ÒofÓ (as in Òa sag of 20%,Óor implied by Òa 20% sagÓ) is deprecated.3.1.52 shield: A conductive sheath (usually metallic) normally applied to instrumentation cables, over the insulation of a conductor or conductors, for the purpose of providing means to reduce coupling between the conductors so shielded and other conductors that may be susceptible to, or that may be generating unwanted electrostatic or electromagnetic fields (noise).c3.1.53 shielding: The use of a conducting and/or ferromagnetic barrier between a potentially disturbing noise source and sensitive circuitry. Shields are used to protect cables (data and power) and electronic cir-cuits. They may be in the form of metal barriers, enclosures, or wrappings around source circuits and receiv-ing circuits.c3.1.54 short duration voltage variation:See: voltage variation, short duration.3.1.55 slew rate: Rate of change of ac voltage, expressed in volts per second a quantity such as volts, fre-quency, or temperature.a3.1.56 sustained: When used to quantify the duration of a voltage interruption, refers to the time frame asso-ciated with a long duration variation (i.e., greater than 1 min).3.1.57 swell: An increase in rms voltage or current at the power frequency for durations from 0.5 cycles to 1 min. Typical values are 1.1Ð1.8 pu.3.1.58 systematic error: The portion of error that is repeatable, i.e., zero error, gain or scale error, and lin-earity error.3.1.59 temporary interruption:See: interruption, temporary.3.1.60 tolerance: The allowable variation from a nominal value.3.1.61 total harmonic distortion disturbance level: The level of a given electromagnetic disturbance caused by the superposition of the emission of all pieces of equipment in a given system.b The ratio of the rms of the harmonic content to the rms value of the fundamental quantity, expressed as a percent of the fun-damental [B13].a Syn.: distortion factor.3.1.62 traceability: Ability to compare a calibration device to a standard of even higher accuracy. That stan-dard is compared to another, until eventually a comparison is made to a national standards laboratory. This process is referred to as a chain of traceability.3.1.63 transient: Pertaining to or designating a phenomenon or a quantity that varies between two consecu-tive steady states during a time interval that is short compared to the time scale of interest. A transient can be a unidirectional impulse of either polarity or a damped oscillatory wave with the first peak occurring in either polarity.b3.1.64 undervoltage: A measured voltage having a value less than the nominal voltage for a period of time greater than 1 min when used to describe a specific type of long duration variation, refers to. Typical values are 0.8Ð0.9 pu.3.1.65 voltage change: A variation of the rms or peak value of a voltage between two consecutive levels sustained for definite but unspecified durations.d3.1.66 voltage dip:See: sag.IEEE MONITORING ELECTRIC POWER QUALITY Std 1159-1995 3.1.67 voltage distortion: Any deviation from the nominal sine wave form of the ac line voltage.3.1.68 voltage ßuctuation: A series of voltage changes or a cyclical variation of the voltage envelope.d3.1.69 voltage imbalance (unbalance), polyphase systems: The maximum deviation among the three phases from the average three-phase voltage divided by the average three-phase voltage. The ratio of the neg-ative or zero sequence component to the positive sequence component, usually expressed as a percentage.a3.1.70 voltage interruption: Disappearance of the supply voltage on one or more phases. Usually qualified by an additional term indicating the duration of the interruption (e.g., momentary, temporary, or sustained).3.1.71 voltage regulation: The degree of control or stability of the rms voltage at the load. Often specified in relation to other parameters, such as input-voltage changes, load changes, or temperature changes.c3.1.72 voltage variation, long duration: A variation of the rms value of the voltage from nominal voltage for a time greater than 1 min. Usually further described using a modifier indicating the magnitude of a volt-age variation (e.g., undervoltage, overvoltage, or voltage interruption).3.1.73 voltage variation, short duration: A variation of the rms value of the voltage from nominal voltage for a time greater than 0.5 cycles of the power frequency but less than or equal to 1 minute. Usually further described using a modifier indicating the magnitude of a voltage variation (e.g. sag, swell, or interruption) and possibly a modifier indicating the duration of the variation (e.g., instantaneous, momentary, or temporary).3.1.74 waveform distortion: A steady-state deviation from an ideal sine wave of power frequency princi-pally characterized by the spectral content of the deviation [B13].3.2 Avoided termsThe following terms have a varied history of usage, and some may have speciÞc deÞnitions for other appli-cations. It is an objective of this recommended practice that the following ambiguous words not be used in relation to the measurement of power quality phenomena:blackout frequency shiftblink glitchbrownout (see 4.4.3.2)interruption (when not further qualiÞed)bump outage (see 4.4.3.3)clean ground power surgeclean power raw powercomputer grade ground raw utility powercounterpoise ground shared grounddedicated ground spikedirty ground subcycle outagesdirty power surge (see 4.4.1)wink。
CFA二级所得税的学习笔记分享

CFA二级所得税的学习笔记分享CFA二级所得税的学习笔记分享1、Income tax expense = Taxes payable +Deferred income tax expense, 这右边第二项正的就是deferred taxliability,负的就是deferred tax asset。
这个公式简单理解成所得税费用就包括实际交税(cashitem)和应该补交或可以抵扣的那部分税(non-cash item)。
这也表明,deferred taxasset/liability这两个科目的产生都是以difference will reverse in future years为前提的。
2、Deferredtax liability之所以产生,是因为今年实际交税少了,以后还是要补的,所以可简单理解成负债。
也就是说taxes payable< income tax expense, ie. Taxable income < pretax income. Deferredtax asset相反的产生过程,无需多讲。
但它有valuation allowance,也是一个备抵项目,但需要记住的是valuationallowance applies exclusively to deferred taxasset。
也是,出于谨慎性原则,对于资产才要备抵一下,负债从来不算这个的。
另外,涉及到备抵账户的,往往是管理层操纵业绩的一种手段,这种职业敏感性是要不断加强的。
比如allowance就会增加tax expense, 那相应净利润就会减少。
3、Deferred tax liability/asset的计算:列出两张表,分别based on tax return和financial reporting,然后两相比较,很容易得出。
4、Liabilitymethod和Deferred method的最大区别:the treatment of changes in tax rates. Thedeferred method is unaffected by changes in tax rates while theliability method adjusts deferred assets and liabilities to reflect thenew tax rates.5、Change in tax rates: 在Liabilitymethod方法之下,税率变动,账面上的deferredasset/ability也要revalue来反映今后它们reverse的当前价值。
名师深度解析ACCA考试F7
名师深度解析ACCA考试F7 Deferred tax(递延税⾦)IAS 12 Income tax 在ACCA F7考试当中属于必考章节,主要出现在选择题,single entity ⼤题中和现⾦流量表⾥。
Income tax内容⾥包括2部分:current tax 和deferred tax。
Deferred tax递延所得税属于⽐较难理解内容,所以做以下详细解释。
Deferred tax 在会计记账上采⽤了资产负债表债务法,就是在计算中通过⽐较资产负债表上列⽰的资产,负债按照会计准则规定确定的账⾯价值与按照税法规定确定的计税基础,对于两者之间的差异分别记录应纳税暂时性差异与可抵扣暂时性差异,确认相关的递延所得税负债与递延所得税资产,并在此基础上确定每⼀期会计期间利润表中的所得税费⽤。
会计账⾯价值(Carrying amount/value):账⾯价值是会计核算中账⾯记载的价值。
计税基础(Tax base): 通俗的说计税基础是指资产负债表⽇后,资产或负债在计算以后期间应纳税所得额时,根据税法规定还可以再抵扣或应纳税的剩余⾦额。
应纳税暂时性差异(Taxable temporary difference)资产账⾯价值>计税基础,负债账⾯价值<计税基础例如:⼀项固定资产采购⾦额为1000万,第⼀年末账⾯价值为800万,计税基础为700万,也就是说,会计计算当期折旧为200万费⽤,税法计算当期折旧为300万费⽤,最终导致会计利润⽐税法利润⼤,税法利润是企业的交税基础,但是站在会计的⾓度上看当期实际少交了100万元的利润的税,未来期间应交纳税⾦额增加,形成应纳税暂时性差异,做出调整确认相关的递延所得税负债。
可抵扣暂时性差异(Deductible temporary difference)资产账⾯价值<计税基础,负债账⾯价值>计税基础例如:⼀项固定资产采购⾦额为1000万,第⼀年末账⾯价值为700万,计税基础为800万,也就是说,会计计算当期折旧为300万费⽤,税法计算当期折旧为200万费⽤,最终导致会计利润⽐税法利润⼩,税法利润是企业的交税基础,但是站在会计的⾓度上看当期实际多交了100万元的利润的税,未来期间应纳所得税⾦额减少,形成可以抵扣暂时性差异,做出调整确认相关的递延所得税负债。
国际税收整理
课后习题整理一.Base for international tax: country taxation1.What is international tax? What does it mainly address?答:International tax means a series of tax issues resulting of different tax rules and conflicting jurisdictions made by countries, and solutions.The base of International tax is different countries’ taxation.二.International income taxation1.How does a country generally design its income taxation system?答:①territorial(属地): taxation only of in-country income,e.g. Hong Kong;②residency(属人): taxation of all income of residents and/or citizens;③exclusionary(例外): specific inclusion or exclusion of certain amounts, classes, or items of income in/from the base of taxation;④Hybrid(混合): e.g. USA , UK2.Why is it important to make clear source of income?答:①in a territorial system, source often determines whether or not the income is taxed; ②source of income is also important in residency systems that grant crs for taxes of other jurisdictions.三.Tax residence1.What is the main difference between a tax resident and a non-tax resident for tax liability purpose?答:①a tax resident: world-wide tax liability;②a non-tax resident: limited tax liability.2.Can you name some tests in determining whether a person is a resident?答:①For corporation:place-of-incorporation test , place-of-management test,residence-of-the shareholders test;②For individual:a fact-and-circumstances test/ domicile test ,number of days test, intention test.3.Take an example to prove how different countries apply differing tests to judge a person's residence?答:China: for individual: domicile test , number of days test(a full year);for corporation: place-of-incorporation testor place-of-management test.Ireland: for individual: number of days test(183 days) ,domicile testfor corporation: now :place-of-incorporation testpast :place-of-management test.四.Income source jurisdiction and rules1.What is source jurisdiction?答:It's an important form of state tax sovereignty. It determines that income from home country is subject to tax.2.How to determine the source of employment and personal services income?答:①According to the place of proving services. For independent services, it refers to the fixed place; For dependent services, it refers to the place where services are performed.②According to the payment place of service income.3.How to determine the source of location of business income? What is PE?答:①There are chiefly two test: one is the PE rule , the other is the place of transaction or trade or signing contracts rule.②PE means "permanent establishment", and it refers to a fixed place of business,such as an office, branch, factory or mine, which generally gives rise to income or value added tax liability in a particular jurisdiction, a dependent agent or an employee is also treated as a PE. And PE is an important basis to judge whether business income is taxable by a country.4.How to determine the source of investment income?答:①For dividend, test: residence country of the dividend payer;②For interest, test: generally: residence country of the interest payer;Some country: signing place of loan contract, or residence country of loaner.③For royalties, test: place of usage; residence country of royalty owner; residence country of royalty payer.④For rents, test: usage place of the property; signing place of renting contract; residence country of rent payer.五.International double taxation and relief1.What is International double taxation?答:Double taxation occurs when tax is paid more than once by two or more jurisdictions on the same taxable income or asset ,and it can be legal or economic. 国际重复征税是指两个或者两个以上的国家、地区,对同一或不同跨过纳税人的同一跨国征税对象征收相同或相似的所得税。
economic feasibility for the recycling of construction waste

Resources,Conservation and Recycling 54 (2010) 377–389Contents lists available at ScienceDirectResources,Conservation andRecyclingj o u r n a l h o m e p a g e :w w w.e l s e v i e r.c o m /l o c a t e /r e s c o n r ecEvaluation of the economic feasibility for the recycling of construction and demolition waste in China—The case of ChongqingW.Zhao a ,R.B.Leeftink b ,V.S.Rotter c ,∗aInstitute of Construction Management and Real Estate,Chongqing University,Shabei Street 83,400045,Chongqing,PR China bDecistor bv,Bilderdijkstraat 4,2013,EJ Haarlem,Netherlands cDepartment of Waste Management,Institute of Environmental Engineering,TU Berlin,Sekr.Z 2,Strasse des 17,Juni 135,10623,Berlin,Germanya r t i c l e i n f o Article history:Received 15January 2009Received in revised form 3September 2009Accepted 6September 2009Keywords:Construction and demolition waste recyclingEconomic feasibility Model Chinaa b s t r a c tIn the recycling chain of construction and demolition waste,it is impossible to guarantee a certain quality of recycled products and to recycle a large amount of materials in recycling centers without mechanical sorting facilities.This counts even more when the produced materials have a low economic value,as is the case with crushed and cleaned debris,also called aggregates.In order to assess if recycling can be done effectively,a feasibility study of the recycling of construction and demolition (C&D)waste is necessary.In the paper,the economic feasibility of recycling facilities for C&D waste in China’s Chongqing city was assessed.Investigations on the current situation of C&D waste recycling in Chongqing showed that there were a large quantity of waste and an enormous demand for recycled materials due to the busy ongoing construction activities,which generated a large market potential and also brought a challenge to the strengthening of the recycling sector.However,a full cost calculation and an investment analysis showed that,under current market conditions,operating C&D waste recycling centers in Chongqing might face high investment risks.Thus,the regulations and economic instruments like tax that can support the economic feasibility of recycling are discussed,and the recommendations for the choice of instruments are provided.© 2009 Elsevier B.V. All rights reserved.1.IntroductionConstruction and demolition (C&D)waste is one of the largest waste flows in the world.In China,urban C&D waste has reached 30–40%of the total urban waste generation because of the large-scale construction and demolition activities resulting from the accelerated urbanization and city rebuilding (Chui and Yang,2006).Typical emissions from landfilling C&D waste are chemicals leach-ing from wood,drywall and concrete, e.g.,chromated copper arsenate (CCA)-treated wood containing a lot of hazardous sub-stances such as chromium and lead is contributing to toxic impact on ground and surface water and soil (Symonds,1999).Further-more,hydrogen sulfide (H 2S)as a major odorous component from C&D landfills contributes to acidification (Reinhart et al.,2004).Additionally,non-recycled waste will result in the loss of construc-tion materials and the occupation of landfill space for final disposal.From a broad point of view,disposal of C&D waste is not only a simple environmental concern,but also has major influence on the conservation of resources for the whole society,since it avoids exca-vation of raw materials and provides substitution for materials like∗Corresponding author.Tel.:+4903031422619;fax:+4903031421720.E-mail address:vera.rotter@tu-berlin.de (V.S.Rotter).cement and plastics which requires a significant amount of raw material,energy and funding to produce.In China,the recycling lacks a central,stable and flexible inter-mediate between waste generation and landfill like recycling centers to transform the waste into recycled secondary construc-tion materials.Unorganised collection and subsequent sorting out by waste pickers is an obstacle to plant operators of construction materials.One key concern of an operator in a recycling center is to assure the secure quantitative and qualitative supply of recyclable waste materials.The objective of this paper is to evaluate the economic feasibility for the recycling of C&D waste.By further simplifying the structural model of a feasibility study of a complex project,the essential steps in pre-feasibility study of C&D waste recycling are identified with reference to Kohler (1997).a.Estimated generation of C&D waste.b.Market analysis of recycled materials.c.Estimated costs of recycling facilities.d.Analysis of investments (including payback period,internal rate of return and breakeven point).As a case study,these steps were applied to the situation in Chongqing.The C&D waste generation was estimated,the waste0921-3449/$–see front matter © 2009 Elsevier B.V. All rights reserved.doi:10.1016/j.resconrec.2009.09.003378W.Zhao et al./Resources,Conservation and Recycling54 (2010) 377–389composition was qualified and the potential demand in the mar-ket of main recycled materials(aggregates,brick,wood and metal) was analyzed.The economic feasibility of different recycling facil-ities was evaluated by cost estimation and investment analysis. Meanwhile,the estimated cost and revenue of a recycling center in Chongqing were compared with that in the Netherlands tofind out successful factors of recycling centers,since it had been proved by our interviews with managers that C&D recycling centers in the Netherlands could be profitable over the last25years of operation. Eventually,a set of recommendations were concluded for policy makers through addressing the related regulations and economic instruments like tax contributing to the success of such a recycling facility as well as recycling market strategy.2.Background2.1.Definition of C&D wasteIn general,although there is no uniform definition of C&D in the world,the waste is mainly classified based on the origin and the composition of C&D waste.In the United States,construction and demolition waste is a waste material that is“produced in the process of construction,ren-ovation,or demolition of structures.Structures include buildings of all types(both residential and non-residential)as well as roads and ponents of C&D debris typically include concrete, asphalt,wood,metals,gypsum wallboard,and roofing”(Franklin, 1998).In China,a National Guideline,Regulations for Construc-tion Waste Management in Cities defines C&D waste as:“The soil,material and others are discarded and generated by any kinds of construction activities,including the development,reha-bilitation,refurbishment of construction projects”(Ministry of Communications of the P.R.China,2005).These two definitions are both based on construction activities. However,the former is more complete and clearer than the latter, since structure and waste composition are described in the former.2.2.C&D waste composition and generationDolan et al.(1999)identified as factors influencing the amount of C&D waste produced:•The extent of growth and overall economic development that drives the level of construction,renovation,and demolition.•Periodic special projects,such as urban renewal,road construc-tion and bridge repair,and unplanned events,such as natural disasters.•Availability and cost of hauling and disposal options.•Local,State and Federal regulations concerning separation,reuse, and recycling of C&D waste.•Availability of recycling facilities and the extent of end-use mar-kets.C&D waste contains broken concrete(foundations,slabs, columns,floors,etc.),bricks,mortar,wood,metal and roofing materials(windproof,waterproof and insulating materials)as well as packaging materials(paper,cardboard,plasticfilm and other materials as buffer like wood and foam plastics).C&D wastes are categorized in a variety of ways,and different composition and characteristics of waste are described based on each category.There are three main factors that affect the characteristics of C&D waste (ICF,1995):•Structure type(e.g.,residential,commercial,or industrial build-ing,road,bridge).•Structure size(e.g.,low-rise,high-rise).•Activity being performed(e.g.,construction,renovation,repair, demolition).The direct methods for the determination of waste genera-tion and its composition is really weighing,measuring,sorting of the totalflow of waste or based on sampling and extrapolation (Brunner and Ernst,1986).Indirect analysis uses primary statistics on consumption,trade or other economic indicators or a descrip-tion of the stocks in order to estimate the generation rate.This approach was applied by Hsiao et al.(2002).2.3.Potential demand for recycled materialsThe demand for recycled material is determined by quality and price.The following application for secondary construction mate-rial can be identified.2.3.1.AggregatesNatural aggregates(NA),containing sand,gravel,crushed stone and quarried rock are used to prepare the foundation material for construction purposes(Poon et al.,2006).In China,there are exist-ing national standards forfine aggregates(GB/T14684,National Standard of Sand Utilization,General Administration of Quality Supervision,Inspection and Quarantine of the P.R.China,2001a) and coarse aggregates(GB/T14685,National Standard of Crushed Stone,General Administration of Quality Supervision,Inspection and Quarantine of the P.R.China,2001b).Nominal sizes of two kinds of aggregates ranging from less than2.36to37.5mm,comply with the grading of GB/T14684and GB/T14685,respectively.Tam and Tam(2006)described the following application for recycled aggregates(RA)sourced from the C&D waste recycling facility:foundation material for road construction,hardcore for foundation works,base/fill for drainage,aggregate for concrete manufacturing and general bulkfill.Recycled concrete aggregates (RCA)differ from natural aggregates,due to the fact that impurities like the cement-stone are still attached to the surface of the original natural aggregates even after the process of recycling.These highly porous cement-stone and other impurities contribute to a lower particle density and higher porosity,variation in the quality of the RCA and the higher water absorption(Paranavithana and Abbas, 2006).In China,RCA is simply shredded by a crusher and used as an additive for producing concrete by mixing with cement and water. Considering the impact of RCA on quality of concrete based on par-ticle density,porosity and absorption,Chen(2005),Poon and Chan (2007),Wu(2004),Zhang and Qi(2004)indicated that the substi-tute rate of NA is equal to or less than20%and RCA could only be applied in concrete equal to or less than C30(“C”is an abbreviation of concrete,30means the compressive strength on a concrete cube is30MPa)with reference to GB/T14684and GB/T14685.Accord-ing to GB50010(code for design of concrete structures,Ministry of Construction and Administration for Quality Supervision and Inspection and Quarantine of the P.R.China,2002),concrete equal to or more than C30could be applied in prestressed reinforced con-crete ly,applications of concrete equal to or less than C30are mainly limited to low-rise buildings and some pub-lic concrete structures such as park place.The application of RCA in Shanghai ecological building in China is mainly used in foun-dations and walls(Li,2009).In order to be more conservative,it is assumed that the RCA content is5%in concrete equal to or less than C30,same with the substitute rate of NA for reinforced con-crete work in Kuwait(Kartam et al.,2004).Report of China Cement Association showed that about78%of total concrete production is C30and less than C30concrete in China(Anhui DevelopmentW.Zhao et al./Resources,Conservation and Recycling54 (2010) 377–389379Table1The potential applications of recycled wood depend on their quality.Approach Quality A wood a B wood b C wood cUse for erosion control and groundcoverOrganic soil amendment(in agriculture)after compostingChipboard productionWood chips for animal beddingFertilizer amendment in composingEnergy recovery by means of incineration=feasible.a A-quality wood—clear wood.b B-quality wood—slightly contaminated,e.g.,with paints,glues and coatings.c C-quality wood—hazardous wood waste contaminated with heavy metals,fire retardants and wood preservatives.and Reform Commission,2007).The composition of concrete with cement:water:aggregate is1.2:0.8:8and60%of countrywide out-put of cement is used to make concrete(Shi and Xu,2006).RA and RCA are better as road foundation/basement than vir-gin material,for the strength caused by residual non-hydrated cement and the wide particle size distribution.To meet the strength requirement of base and foundation of roads,according to thefirst application of RAC in pavement in Shanghai,a RCA content of50% was used in order to be more conservative(Xiao,Wang,Sun,&Li, 2005).Meanwhile,RA is only used in II and below II class high-way(for II,III and IV class highway,design speeds are limited to below80,40and20km/h,respectively)with reference to JTG B01(National Standard of Road Grate,Ministry of Communications of the P.R.China,2003).In addition,blast furnacefly ash is only allowed up to a certain(low)percentage in aggregates to enforce the road foundation,because of the high content of heavy metals. Coal slag is to a certain extend used in Western Europe for the same in road foundation(Feuerborn,2005).2.3.2.BrickPresently,brick is the largest component of C&D waste due to the traditional building habits and old-line production technology. However,converting building fashion from traditional brick struc-ture to reinforced concrete or steel structure,results in a decrease of the brick demand.At the same time,a ban on using clay as a raw material of brick had been implemented from2003by China Coun-cil for the Promotion of International Trade,since excavation of clay damages agriculture land.The substitutable bricks supported by patented technologies on bricking and cavity block made from inert materials(concrete,brick,mortar)(State Intellectual Prop-erty Office of P.R.China),are gradually being applied in building industry.Broken bricks are mixed with adhesive and cement to produce blocks.Considering environmental protection and qual-ity of bricking from mixed C&D waste,it is assumed that bricking and cavity block are mainly used for non-residential structures and non-buildings(enclosure,ground tile and greening).Using broken Table2Unit operations for C&D waste treatment.Technique FunctionManual separation Separate recoverable materials,disturbingmaterialsCrushers Size reductionWind-sifting Separate light and heavy materials in solid wasteby means of density separationScreening Make a size separationShaking-table Separate light from heavy materials in solid waste Magnetic separation Remove ferrous metals from non-magneticmaterialsEddy current separation Recovery of non-ferrous metalsFlotation Use the buoyancy produced by the attached tinyair bubbles to the dispersed hydrophobic particlesand lift them to the surface of the chamber brick as substitute for raw material for brick production must be the third main recycling approach of crushed brick next to road foundation and constructionfill.2.3.3.WoodAlthough wood is not increasing in the waste stream,new technologies of recycling wood are being explored.For instance, Logistics Engineering College successfully developed“artificial wood bricks”(mixture of woodflour and cement)as pre-embedding device of electricity,water,gas supply(Lu,2006). Considering wood quality in terms of specific contaminants,there are several potential and normal applications for recycled wood in developed countries,such as those listed in Table1(Kartam et al., 2004;Rijpkema,1999).In China,clean and de-nailed timber and boards are efficiently recycled and reused by contractors to avoid disposal fee and extra purchase cost of construction materials(Chen,2005).Uncontam-inated wood is used for chipboard production and furniture at present.Moreover,Finite market like animal bedding is an obstacle to decrease further unit cost by enlarging output,according to the economy of scale.Waste wood can be used to increase the calorific value of municipal solid waste(MSW)for the waste incineration, which has under the high proportion of organic waste in China a calorific value below the self burning temperature resulting in the substitution of additional oil and coal for the combustion process. However,for painted and waterproof wood,the market potential is limited due to the limited number of waste incinerators with sufficientflue gas cleaning,in China(Ji,2003).2.3.4.MetalsThe market for recycled metals such as steel or aluminum is fast growing because of their high economical value.Steel con-sumption of construction industry has increased from14.56Mt (1991)to78.1Mt(2001)in China(You,2005).Increasing prices of metals encourage contractors to separate as much as possible reinforcement bars from crushed concrete on construction sites. Furthermore,metal industry also purchases deformed reinforce-ment bars from individuals scavenging at dumpsites.2.4.Technologies for recycling centersAt present,recycling technologies of C&D waste mainly come from mining industry based on mechanical mon separation techniques are described in Table2(Xing and Charles, 2006).The technology used at recycling plants is determined by the scale of investment,quality requirement for recycled materials, cost and revenue of recycled production.A recycling plant usually consists of crushers,screeners,magnetic separators,wind-sifting and manual separation as demonstrated in Fig.1.To attain higher quality of recycled production,recycling plant contains a second separation or more by means of combination of these technologies shown in Table2.380W.Zhao et al./Resources,Conservation and Recycling54 (2010) 377–389Fig.1.Flowsheet of a C&D waste recycling plant in the Netherlands (Jong and Kuilman,2008).2.5.Cost estimation and investment analysis of recycling facilities Dolan et al.(1999)and Duran et al.(2006)proposed a structural model of economic feasibility of recycling facilities and correspond-ing assumptions.Results of economic feasibility analyses for C&D waste recycling facilities in the Taiwan,USA,Hong Kong and India were quoted in some studies,but few details about the method-ology used and data collected were presented (Huang et al.,2002;MACREDO,2006;Tam and Tam,2006;TIFAC,2006).Duran et al.(2006)and Nunes,Mahler,Valle,and Neves (2007)discussed eco-nomic feasibility of future recycling facilities in Ireland and Brazil based on different scenarios such as capacity.Symonds (1999)showed detailed calculations and assumptions used to estimate the cost of C&D waste recycling center in the USA.Klang et al.(2003)although considered environmental and social aspects besides eco-nomic aspect to evaluate recycling feasibility in Sweden,data in economic aspect were not comprehensive.Additionally,there has been relatively little research about economic feasibility of C&D waste recycling in China.Cost estimation models are mathematical algorithms or para-metric equations used to estimate the costs of a product or project (Dean,1995).The results are typically necessary to obtain approval to proceed,and are factored into business plans,budgets,and other financial planning and tracking mechanisms.The total costs of a product or project are divided into fixed costs (including costs for maintenance,depreciation,insurance and financing)and variable costs (including costs for labour,energy,transportation,etc.).The definition of investment analysis is that a study of the likely return from a proposed investment with the objective of evaluating the amount an investor may pay for it,the investment’s suitabil-ity to that investor,or the feasibility of a proposed real estate development.There are various methods of investment analysis,including “cash on cash return”,“payback period”(PP),“internal rate of return”(IRR),and “net present value”(NPV).Each method provides some measures of the estimated return on an invest-ment based on various assumptions and investment horizons.For investors,there are two necessary preconditions of the investment:•Life time of main equipments exceeding PP (time required to recover an investment)of investment on disposal facilities.•Estimated profit from IRR (the discount rate for which the total present value of future cash flows equals the cost of the invest-ment)exceeding opportunity cost of capital investment with reference to interest of saving.To achieve economic feasibility of recycling,unit recycling cost (Rc )and acceptable unit profit (P )must be covered by main rev-enue from the gate fee to recycling per ton (Gf )and the revenue ofrecycled materials per ton (RCp ),as the following Eq.(1).Rc +P ≤Gf +RCp (1)3.MethodologyFor this study,the data collection is comprised of three activities.•The data about generation and composition of waste in Chongqing were collected from 66construction and demo-lition sites through questionnaires sent to contractors and visiting some of the municipalities and contractors and data from the Chongqing Statistical Yearbook (Statistical Yearbook is a large annual statistical publication compiled by Chongqing Municipal Bureau of Statistics ,which covers comprehensive data on Chongqing’s social and economic development per year.).The data about potential demand for C&D waste came from various literatures with priority being given to recent literature con-taining extensive bibliographies and the Chongqing Statistical Yearbook.•Data concerning the fixed costs,especially equipment costs and corresponding certifications of recycling facilities,were obtained from various literature references and interviews with managers in recycling centers in the Netherlands as reference,since there are no such C&D waste recycling centers in China at this moment and thus no reliable cost data available.•Data of operating costs like unit labour cost were identified with reference to corresponding prices in 2003by Chongqing Price Information Center (an authorized website for various price searches).Most of the data were collected between May and December 2007.3.1.Scope of the studyChongqing is a commercial and industrial center with average increase rate of the GDP of around 10%per year from 1978to 2006.Average growth rate of investment in construction activ-ities is about 25.4%from 1997to 2006.Chongqing municipality was established on March 14,1997.Covering an urban area of 631.35km 2,there were a total of 15districts and 13.11million urban inhabitants in Chongqing in 2006(Chongqing Municipal Bureau of Statistics,2007).Generally,the aspect of recycling C&D waste mainly depends on the following factors of a district:the scarce of natural aggregates resource,the industrialization level and the population density (Li,2008).Table 3shows that the higher population density in Chongqing and the Netherlands compared with China indicates boom of potential residential buildings demand in Chongqing and the Netherlands.The comparison of the ratio of industrial addedW.Zhao et al./Resources,Conservation and Recycling 54 (2010) 377–389381Table 3Similarities and differences between the Netherlands and Chongqing in regional factors influencing recycling C&D waste in 2006.FactorsChinaChongqingNetherlandsPopulation density (people/km 2)256a 390a 483b Natural aggregates resources•Sand•Sand•Sand•Gravel:sea and riverbeds •Gravel:riverbeds•Gravel:northsea and riverbeds •Rock/mining/mountains •Rock/mining/mountains •No rock/mining/mountains Industrialisation level (%)43c26.8d16.79bCurrent situation of recycling•Mixed collection e •Mixed collection f •Separation at source g•Manual separation•Manual separation•A healthy market for recycled products•High scrap value materials like steel recycled•High scrap value materials like steel recycled•Simple landfill (dumping)•Simple landfill (dumping)•Financial incentives,such as landfill tax introduced by the Environmental Taxes Act•Encouraging utilization of energy-saving,recycling and environmental technologies in construction materials•Quantitative limitation and quality control of quarry•The ban on landfilla Data source :Population density of the China,Chongqing and the Netherlands from National Statistic Agency of China (2007b).b Data source :Population density of the China,Chongqing and the Netherlands from Statistics Netherlands (2007).c Data source :Building industry level of the China,Chongqing and the Netherlands from National Statistic Agency of China (2007a).d Data source :Building industry level of the China,Chongqing and the Netherlands from Chongqing Municipal Bureau of Statistics (2007).e Data source :Current situation of recycling of the China from Zhao and Rotter (2008)and China Academy of Building Research (2005).f Data source :Current situation of recycling of the Chongqing from investigation on construction sites and Chongqing Construction Commission (2002).gData source :Current situation of recycling of the Netherlands from Ministry of Housing,Spatial Planning and Environment (2001).value to regional GDP,i.e.the regional industrialisation level (Lin et al.,2009),implies that although there is no greatpotential demand for non-residential buildings compared with nationwide,this demand is higher than the demand of the mature recycling market in the Netherlands.For the scarce of natural aggregates resource,although there are abundant natural aggregates resources in Chongqing and China compared with no rock in the Nether-lands,national and regional regulations have began to encourage recycling and limit amount of quarry.Considering the above three factors,it can be concluded that for Chongqing,a promising prospect for recycling of C&D waste can be achieved (Fig.2).C&D waste generation and potential demand of recycled mate-rials (aggregates,brick,wood and metal)were calculated based on the data collected in Chongqing.To evaluate the economic fea-sibility of recycling centers based on different scenarios (plant type,equipment and land),cost estimation (including fixed costs and variable costs)and investment analysis (IRR,PP and BP)Fig.2.Location of Chongqing city in China.were applied.Obstacles of economic feasibility were discussed by comparison of costs and revenues between Chongqing and the Netherlands.3.2.C&D waste composition and generation rateThere are no data available about the average composition and quantity of C&D waste in Chongqing,since the construc-tion companies until now are not obliged to record and report the qualitative and quantitative characteristics of the waste they generate.In the first approach,rough assumptions were attained through indirect analysis.The C&D waste composition was attained by calculating the arithmetic mean of data from 38construc-tion sites and 28demolition sites.All the sites covered different structures (brick–concrete structure means brick wall have the function of bearing load of residential building (Li and Wang,2005);as frame structure reinforced concrete or steel are used as load-bearing beams for high-rise residential and commercial buildings;wall structure is a frame structure with shear wall for anti-earthquake performance of a high-rise building)with a floor area of 1.42Mm 2(construction actives of 1.24Mm 2and demolition actives of 0.18Mm 2)and the sites are located in 7districts.Generation rate is estimated by project managers of construc-tion and demolition sites based on an estimation of the waste production activities by means of calculating the number of trucks to landfill.The basis to estimate generation of construction waste (Wc )and demolition waste (Wd ),respectively,is the specific gen-eration rate per activity as expressed in Eq.(2):Wc =Fb ×Dc Wd =Fd ×Dd(2)where Fb means the floor area of building from Chongqing Sta-tistical Yearbook;Dc means the generation rate of construction waste;Fd means the floor area of demolition from interviews with governors;Dd means the generation rate of demolition waste.3.3.Potential demand of recycled materialsConsidering competition of industry solid waste (coal slag and fly ash of coal-fired power plants)as road base and foundation,their amount should be deducted from the potential demand of recycled。
Maxi Heat 500IQ SERIAL NUMBER 14-000001 AND UP MH5

MH500 IQ Specs●Btu per burner- 515,000●CFM per burner- 3200●Fuel consumption per burner- 3.65 Gal/h●Recommended fuel consumption- K-1 Kerosene or No.1 Diesel●Operating power per burner- ~115 V, 1-PH, 60Hz 24 A (MAX 82 A)●Weight per burner- 357 lbs●Nozzles per burner- 2 GPH 60` Delavan Type A & 1 GPH 60` Delavan Type W ●Operating fuel pressure- 145 PSI/ 1000 kpa/ 10 barOverviewThe IQ system is a design that allows for the simplicity and ease ofoperation. At start up the IQ system will calibrate for the ambient air temperature and elevation to determine the air to fuel ratio setting for theair band. There are no more calibrations needed after this point and the IQsystem will recalculate the airband adjustment as ambient temperaturechanges.Control Screen Flickering/ Turning off & On❏The screen is a 12 volt system and receives power from the transformer box next to the IQ controller. Check power at the two terminal wires (blk & white) going into the right side of the IQ control. Check all connections on the main PC board and fuses.❏Check the Voltage regulator in the control box below Image (A). Make sure all voltage is proper.❏Make sure the rocker switch on the heater outlet door is working (Picture below).The switch is a two pole switch that closes once the door is opened. Power is sent to the screen for illumination.❏❏❏If the problem persists and power at the converter box showing 12 volts to the screen, then replace the screen.Engine Does Not Run**M axi Heat 500IQ will not start ( The engine will crank over ,but not run) Isuzu GensetNote:I f the unit has a shocker valve, check the value and make sure the shocker is open.** ❏Ensure the unit has enough fuel.❏Go through and check all the connections and most importantly check the emergency shutdown connection to make sure the connection is secure.(IsuzuEngine Timer Module-921432/ Cat C1.5 T4F- 650302)❏If all connections are secure then check to see if the engine is getting fuel.❏Pull the return line on the fuel pump and turn the engine over to see if the fuel pump is working correctly. Loosen the injector line at the injector to see if there is further fuel flow.❏The unit is getting fuel and the Fuel pump is working, find the fuel solenoid on the engine. Check the fuel shut off solenoid to ensure plunger retracts (example “A”, solenoid plunger retracts from voltage on hold wire)❏If the pump works when an auxiliary power source is applied then trace through wiring for loss of voltage. Power is pulled from the engine starter and goesthrough the temp and oil pressure switches. Check schematic for further testing.❏Burner Cycles On & Off**Maxi Heat 500IQ has one burner that will begin to run and then shuts down for High Temp Fault. ( Message appears on the IQ screen).**❏Each burner or both cycling on and off indicates that there is a possibility of backpressure. Back pressure occurs when the flow of heat is restricted and notmoved which accumulates at the outlet or in the burner itself. Kinks in the ducting can cause this issue. Make sure the ducting is straight with limited bends and no elevated lifts or descending of the ducting.❏Check ducting for proper flow.❏Ensure the high limit sensor is working at the end of the outlet.❏Check the main blower fans connection and ensure it is turning on as needed.Faulty connections or loss of power can cause a stall in fan operation which inturn causes the heater to increase temperature.❏Make sure heat going into the area is ventilated so heat does not accumulate and raises temperature to increase output.Blower Fan Stops Circulating or gets a Red “X” over fan:**MH 500 IQ has a burner that will start up and the fan will not turn on. Fan not running will cause the unit to shut down.**❏When this fault occurs it is an indication the fan is losing power.❏Check all the circuits to the fan. Power comes from 120 plug in into the bottom of the IQ controller.❏Start with going to the IQ control box for the burner that is having the issue. Open the cover of the box and over to the side is a wrench icon, press it. After pressing the icon type the password 123 then press the Enter button. You can control the fan manually from this point.❏Note: If you turn the fan on manually and the fan doesn't run, then the motor for the fan could be faulty and need to be replaced (#107194) ❏If the fan runs while in manual mode then the fan is working and power going to fan is ok. The circuit into the IQ controller that controls the blower fan has a loose or faulty connection.❏Check the red terminal block at the bottom of the IQ controller (See examples below). 120 volts into the terminal block feeds the relay above it and into the fan circuit during the purge process.No Power To IQ Control**Maxi Heat 500IQ Controller does not turn on or has no power to the IQ box.**❏No power into the IQ controller will not activate the LCD screen for further operation. Make sure the door on the outlet (heat out of burner) side isopen. The micro switch in the corner of the door activates power to eachscreen. * Switch is a two pole switch, if one side fails then the other couldstill open and provide power to the other screen.*❏Check the relay in the transformer box next to the controller (Example “A”). Make sure connections are secure and the relay is functioningproperly.❏Check the heater element on top of the fuel water separator filter. If element shorts then it will draw too much amperage and not allow thescreen to power up.❏If the IQ controller has 12 volts on the two wire ( example “B” below) harnesses into the side of the controller. If the wire has 12 volts then thescreen needs to be replaced.❏Example “A”Example “B”❏Burner shuts off for “Burner Power Break” or will not turn on**Burner shuts off or always seeing “Burner Power Break “ fault on screen.**❏During the purge cycle at the initial start up the burner ignitor box receives all its power from the IQ controller. System is 120 volts and is used topower the burner and fuel system.❏“Power Break” refers to the break in power to the burner. Test for loss of voltage at the Ignitor box in the burner assembly. (See example “B”) ❏Terminal “N” & “L” are power in. If there is no voltage then check the IQ controller for power loss. Power into the controller red terminal blockdistributes voltage to the fan and burner.❏Check the red terminal block for power in and out (120 v). Make sure connections are secure.❏Check the 15 amp fuse on the left of the controller. (Example “C”). If it fails, replace it.❏Test for voltage into the power relay above the red terminal block. During purge power goes to relay and out into the thermal breaker. (Example“C”). If failed, replace it.Example “B”Reset Safety Thermostat fault:**Safety thermostat is a protection for the high limit. If the fan has failed or heater shut down incorrectly it creates trapped heat which trips the thermostat.**❏Look for the black cap on the heat exchanger below the main blower fan.(Example “A”)❏Remove the cap and you will expose a red button. This button isconnected to the safety thermostat and has to be reset. Push and hold forfive seconds.❏If the thermostat continues to trip then give it 5 to 10 minutes for the heat to dissipate.❏If the problem persists then replace the safety thermostat.❏Burner starts to smoke and build black smoke out of exhaust stack:** Black smoke is an indication the unit is not getting enough air, bad fuel or carbon build up in the chamber.**❏Make sure air setting is on a specified number that the IQ controller recommends at the time of start up. D O NOT adjust air setting duringoperation unless the IQ controller specifies. (Any change of ambienttemperature and elevation requires smaller or higher amounts of airmixture.)❏Check for any debris or material covering or blocking the air damper.Clean and clear.❏Check fuel pressure and maintain 140-145 PSI at the pump.❏Ensure fuel nozzle NO 1 & NO 2 are both clean and working correctly.Check the schematic for a list of wiring for each nozzle. IQ logic controlsboth nozzles to maintain temperature.❏Make sure the heat exchanger and burn chamber are clear of any soot build up. If there is a large amount of build up then take the burner apartand wash with hot water high pressure hose. Let the barrel air dry beforeusing.❏Make sure only NO 1 Diesel fuel is used. Any additives can cause more gel-like substances which will create fuel issues.Filters perengine option:MH 500IQ MCS W/ ISUZU T4F 3CE1BurnerFUEL FILTER (35MICRON) 107222 ****MH**\ 14-******EngineAIR FILTER 650290 ****MH**\ 14-****** OIL FILTER 22-000309 ****MH**\ 14-****** FUEL FILTER 22-000310 ****MH**\ 14-******FILTER KIT (ALLFILTERS) 108461 ****MH**\ 14-******MH 500IQ MCS W/ CAT 1.5 NA T4FFUEL FILTER (35MICRON ) 107222 ****MH**\ 14-******EngineAIR FILTER 102580 ****MH**\ 14-****** OIL FILTER 650304 ****MH**\ 14-****** FUEL FILTER 103155 ****MH**\ 14-******FILTER KIT (ALLFILTERS) 108464 ****MH**\ 14-******Oil Change Intervals:Caterpillar C1.5- Every 500 hoursIsuzu 3CE1- Every 500 hoursIsuzu T4F 3CE1 Parts:●Dipstick Tube EXT Assy- ( 100604 )●Starter-102465●AVR Board-103016●Stop Solenoid--22-000316●Stop Solenoid O Ring- 22-000329●Alternator Diode- 22-000324●Temp Switch- 22-000325●Oil Pressure Switch- 22-000326●Relay Assembly- 650423●Fuel Pump- 22-000317●Auto Shutdown Timer-921432●Filter Kit (Air Fuel & Oil)- 108959●Fuel Water Separator ( 35 Micron Fuel Filter)- 107222●Timer Module-921432Cat 1.5 T4F Parts:●Ignition Keys- 920474●Ignition/Cat- 920475●Hour Meter- 340014●Timer/Shutdown- 650302●Cat 1.5 Muffler-104867●Muffler Gasket- 650234● 3 way Fuel Gauge- 103205●Filter Kit (Air Fuel & Oil)- 108961●Fuel Water Separator ( 35 Micron Fuel Filter)- 107222●Timer Shutdown-650302*Check engine operators manual for specific recommended lubricants.*Additional warranty information & claim forms can be obtained on .*Please contact Allmand Tech line for additional help and troubleshooting @ (308)995-3431 / Parts (800) 562-1373.。
wy07关税和非关税壁垒课件

(3) 关税的福利净w损y--0失7关税(和与非关自税由壁垒贸易相比)
❖ 解:
❖ (1)无贸易时,根据Dc = Sc得,中国P=16000, Q=1680辆;美国P=8000,Q=1620辆。
❖ (2)自由贸易时,根据过度需求等于过度供给, 则P=12000, 贸易量Q=200辆。
税后,该国的生产从 OQ 1增长到 OQ 3
生产者剩余增加了,增加部分为梯形a,即为征收关税 后生产者的福利所得。
wy--07关税和非关税壁垒
小国情形
P
D
S
Pt
a
t
Pw
O Q1
Q3
Q4
Q2 Q
wy--07关税和非关税壁垒
课堂作业
请你用图形表明大国情形的生产效应
wy--07关税和非关税壁垒
(三)关税的消费效应
wy--07关税和非关税壁垒
小国情形
P
S
Pt
t
Pw
D
O
wy--07关税和非关税壁垒
Q
大国情形
P
S
Pt
Pw
t
PW'
D
O
wy--07关税和非关税壁垒
Q
(二)生产效应
国内市场价格上升后,国内进口替代部门的生产厂商 的生产增加,这就是征收关税带来的生产效应。
下面将以小国为例说明征收关税的生产效应。征收关
美国的福利效应:消费者需求量变为1560,因此,消费 者剩余变化量为-(1560+1620)*4000/2=-6360000;生 产者供给量变为1760,因此,生产者剩余变化量为 (1760+1620)*4000/2=6760000。净福利为400000.
负所得税问题(Negative

免中它没有得到任何好处。在负所得税制度下,它将有 资格得到一笔补偿,其数额取决于税率。
PPT文档演模板
负所得税问题(Negative
• 如果负所得税的税率与第一个等级的正收入的 税率是相同的,即14%,那么,这个家庭将有 资格得到140美元,留下了2140美元的税后收 入。如果负所得税的税率是50% (这是在我看 来似乎是可行的最高税率,而且我是为了便于 说明才使用这一税率的),那么,这个家庭将 有资格得到500美元,留下了2500美元的税后 收入。
• 我将这种帮助穷人的方法称之为“负所 得税”,目的是要强调它与现行的所得税 之间,在概念上与方法上的一致性。这种 方法的实质是想通过补贴穷人的收入来扩 展所得税,补贴的数额就是穷人未曾使用 的所得税减免份额。
PPT文档演模板
负所得税问题(Negative
• 按照目前的法律,一个四口之家有资格享受不低于 3000美元(如果这个家庭使用的是标准扣除额的话,则 刚好是3000美元)的税收减免。如果这样一个家庭的总 收入是3000美元的话,那么他们一分钱的税也没有交。 如果这个家庭的税前总收入是4000美元的话(而且使用 标准扣除额),那么,它有1000美元的、正的应纳税收 入。在目前适用于这一等级的14% 的税率之下,它一 年应交税140美元。留下了 3860美元的税后收入(见 表)。如果这样一个家庭的税前总收入是2000美元,那 么它将拥有1000美元未曾使用的税收减免,或者说,它 将拥有1000美元(3 000美元-2000美元)的、负的应
PPT文档演模板
负所得税问题(Negative
• 5.负所得计划将是这百宝囊中的另一没有 价值的东西。我一直极力主张要将负所得 税计划作为对那些现存计划的替代物。但 是,据说,在实际生活当中,负所得税计 划将仅仅是与其它计划罗列在一起,而不 是对其它计划的替代。这样一来,我刚才 用以反对家庭津贴的那些理由,也同样地 适用于负所得税计划。
Protocol for Laboratory Testing SCR Catalyst Samples
Protocol for Laboratory T esting SCR Catalyst SamplesT echnical ReportProtocol for Laboratory Testing SCR Catalyst Samples1012666Final Report, December 2006EPRI Project ManagerD. BroskeELECTRIC POWER RESEARCH INSTITUTE3420 Hillview Avenue, Palo Alto, California 94304-1338 • PO Box 10412, Palo Alto, California 94303-0813 • USA 800.313.3774 • 650.855.2121 • askepri@ • DISCLAIMER OF WARRANTIES AND LIMITATION OF LIABILITIESTHIS DOCUMENT WAS PREPARED BY THE ORGANIZATION(S) NAMED BELOW AS AN ACCOUNT OF WORK SPONSORED OR COSPONSORED BY THE ELECTRIC POWER RESEARCH INSTITUTE, INC. (EPRI). NEITHER EPRI, ANY MEMBER OF EPRI, ANY COSPONSOR, THE ORGANIZATION(S) BELOW, NOR ANY PERSON ACTING ON BEHALF OF ANY OF THEM:(A) MAKES ANY WARRANTY OR REPRESENTATION WHATSOEVER, EXPRESS OR IMPLIED, (I) WITH RESPECT TO THE USE OF ANY INFORMATION, APPARATUS, METHOD, PROCESS, OR SIMILAR ITEM DISCLOSED IN THIS DOCUMENT, INCLUDING MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE, OR (II) THAT SUCH USE DOES NOT INFRINGE ON OR INTERFERE WITH PRIVATELY OWNED RIGHTS, INCLUDING ANY PARTY'S INTELLECTUAL PROPERTY, OR (III) THAT THIS DOCUMENT IS SUITABLE TO ANY PARTICULAR USER'S CIRCUMSTANCE; OR(B) ASSUMES RESPONSIBILITY FOR ANY DAMAGES OR OTHER LIABILITY WHATSOEVER (INCLUDING ANY CONSEQUENTIAL DAMAGES, EVEN IF EPRI OR ANY EPRI REPRESENTATIVE HAS BEEN ADVISED OF THE POSSIBILITY OF SUCH DAMAGES) RESULTING FROM YOUR SELECTION OR USE OF THIS DOCUMENT OR ANY INFORMATION, APPARATUS, METHOD, PROCESS, OR SIMILAR ITEM DISCLOSED IN THIS DOCUMENT.ORGANIZATION(S) THAT PREPARED THIS DOCUMENTFossil Energy Research Corp.W. S. Hinton and AssociatesNOTEFor further information about EPRI, call the EPRI Customer Assistance Center at 800.313.3774 or e-mail askepri@.Electric Power Research Institute and EPRI are registered service marks of the Electric Power Research Institute, Inc.Copyright © 2006 Electric Power Research Institute, Inc. All rights reserved.CITATIONSThis report was prepared byFossil Energy Research Corp.23342-C South Pointe DriveLaguna Hills, CA 92653Principal InvestigatorsL. MuzioR. SmithJ. MuncyW. S. Hinton and Associates1612 Smugglers CoveGulf Breeze, FL 32563Principal InvestigatorW. S. HintonThis report describes research sponsored by the Electric Power Research Institute (EPRI).The report is a corporate document that should be cited in the literature in the following manner: Protocol for Laboratory Testing SCR Catalyst Samples. EPRI, Palo Alto, CA: 2006. 1012666.iiiPRODUCT DESCRIPTIONSelective catalytic reduction (SCR) is the preferred technology for controlling NOx emissionsfrom coal-fired power plants, particularly when high levels of reduction (80 to 90%) are required. The primary objective of the protocol developed in this project is to define recommended and uniform procedures that SCR system operators can specify when having catalyst performance tests conducted by catalyst vendors and independent testing laboratories. Results & FindingsThe report discusses individually and in depth the recommended protocols for each of the following catalyst test areas:•Catalyst activity: Used to assess the overall potential of SCR reactors for reducing NOx andas an input to catalyst management programs to plan catalyst additions and replacements.•SO2 to SO3oxidation: Used to monitor SO2oxidation and help assess the need for SO3mitigation measures or changes to existing SO3mitigation measures.•Hg oxidation: With upcoming regulations targeting mercury emissions, monitoring a catalyst’s mercury oxidation characteristics will be an vital component of a catalystmanagement plan.•Physical properties: Just as back-end temperature surface area measurements can help explain changes in catalyst activity, so can pore volume and pore size distribution. •Chemical composition: Bulk and surface chemical analyses of the catalyst also assist in diagnosing the cause of normal or abnormal changes in catalyst activity.Challenges & Objective(s)A viable catalyst management strategy depends on continually assessing the rate of catalyst deactivation and accurately estimating activity at any point in time during the life of the catalyst. Although users of SCR systems may depend on a dedicated catalyst vendor to provide this information, as SCR operators begin to purchase catalyst from other vendors who may use different catalyst testing methods, activity data may differ. In addition, data provided by catalyst regeneration vendors also may not be consistent with data from the original catalyst manufacturers. Accordingly, this project addressed the need to develop uniform catalyst testing procedures.vviApplications, Values & UsePotential inconsistencies in catalyst performance data from various sources highlight the need for a catalyst testing protocol that users can specify when contracting with catalyst vendors and laboratories to conduct catalyst performance tests.EPRI PerspectiveWith well over 100-GW of installed SCR capacity in the United States at the time of this writing, the need for a standardized SCR catalyst testing protocol, documented in this report, is ofparamount importance to the coal-fired power-producing industry. The catalyst testing protocol documented in this report is considered dynamic, and updates and revisions to this document will be made as additional findings are discovered.ApproachThe project team developed the catalyst testing protocol formulated in this project using input from industry workgroups in each of the five areas listed in Results & Findings. Workgroup participants came from catalyst vendors, independent catalyst testing laboratories, catalyst reconditioners, industry consultants, and SCR system operators. Additional information was drawn from the German VGB-R302H document (Guideline for the Testing of DeNO x Catalysts ) and its supplement, “Supplement to VGB-R302He 2nd Edition – Common Best Practices for Bench Scale Reactor Testing and Chemical Analysis of SCR DeNo x Catalyst.”KeywordsSCRNOxEnvironmental controlsABSTRACTWith the widespread use of selective catalytic reduction (SCR) throughout the U.S. fleet of coal-fired utility boilers to control NOx emissions, there has been a need to standardize protocols forcatalyst testing. This document recommends a uniform catalyst testing protocol that SCR system operators can follow when conducting catalyst performance tests. The protocol covers five tests:1) catalyst activity, 2) SO2 to SO3oxidation, 3) mercury oxidation, 4) chemical characterization,and 5) characterization of physical properties.viiACKNOWLEDGMENTSA number of organizations and individuals have helped with the development of this laboratory testing protocol of SCR catalyst. The pioneering work in developing SCR laboratory testing procedures was done in Europe by the VGB (1). A recent best practices document was prepared by Steag (2).We acknowledge the help and input from the following individuals and their organizations, in preparation of the current document:Jeff van Aaken (Argillon)Jared Cannon (Southern Company Services)Tom Davey (Consumers Energy)Chris DiFrancesco (Cormetech)Thorsten Dux (E.ON Engineering)Flemming Hansen (Haldor-Topsoe)Keith Harrison (Southern Company Services)Hans Hartenstein (Steag LLC)Juliana Kyle (Southern Company Services)Marilyn Martin (Steag LLC)Kolli Rao (New York Power Authority)Terry Smith (E.ON Engineering)ixxi CONTENTS1 INTRODUCTION AND SUMMARY........................................................................................1-1 Background...........................................................................................................................1-1 Objectives .............................................................................................................................1-2 Summary...............................................................................................................................1-2 Disclaimer..............................................................................................................................1-4 2 DEFINITIONS AND CONVENTIONS.....................................................................................2-13 CATALYST NO X ACTIVITY TESTING...................................................................................3-1Definition of Catalyst Activity.................................................................................................3-1 Measuring Catalyst Activity...................................................................................................3-3 Catalyst Activity Measuring Apparatus..................................................................................3-3 Test Conditions Effects on Catalyst Activity..........................................................................3-3 Selecting Micro or Bench Reactors.......................................................................................3-5 Sample Preparation...............................................................................................................3-5 Documenting Test Sample Dimensions................................................................................3-6 Test Conditions...................................................................................................................3-10 Flow Rate and Velocity...................................................................................................3-10 Temperature...................................................................................................................3-10 Background Gas Composition........................................................................................3-10 NH 3/NO x Ratio.................................................................................................................3-11Conditioning........................................................................................................................3-12 Number of Activity Tests.....................................................................................................3-13 Measurement Methods........................................................................................................3-14 Gas Flow ........................................................................................................................3-14 Temperature...................................................................................................................3-14 Gas Composition............................................................................................................3-14 Data Analysis and Reporting...............................................................................................3-15xii4 SO 2 TO SO 3 OXIDATION........................................................................................................4-1Measurement Issues.............................................................................................................4-1 Rate Equation...................................................................................................................4-1 Conditioning Times...........................................................................................................4-2 Effect of NO x and NH 3.......................................................................................................4-3Measuring SO 2 to SO 3 Oxidation......................................................................................4-3Test Reactor..........................................................................................................................4-3 Test Conditions.....................................................................................................................4-5 Flow Rate and Velocity.....................................................................................................4-5 Temperature.....................................................................................................................4-6 Background Gas Composition..........................................................................................4-6 NH 3/NO x Ratio...................................................................................................................4-6Conditioning..........................................................................................................................4-6 Number of Tests....................................................................................................................4-7 Measurement Methods..........................................................................................................4-7 Measurement of SO 2 to SO 3 Oxidation.............................................................................4-7Data Analysis and Reporting.................................................................................................4-9 5 Hg OXIDATION......................................................................................................................5-1 Background...........................................................................................................................5-1 Mercury Addition...................................................................................................................5-2 Selecting Micro or Bench Reactors.......................................................................................5-2 Test Conditions.....................................................................................................................5-3 Catalyst Volume, Flow Rate and Velocity.........................................................................5-3 Temperature.....................................................................................................................5-4 Background Gas Composition..........................................................................................5-4 Mercury.............................................................................................................................5-5 NH 3/NO x Ratio...................................................................................................................5-5Chlorine............................................................................................................................5-6 Conditioning and Stabilization...............................................................................................5-6 Measurement Methods..........................................................................................................5-7 Mercury Measurement......................................................................................................5-7 Quality Assurance/Quality Control....................................................................................5-8 Test Apparatus Baseline Characteristics..........................................................................5-8Number of Tests...............................................................................................................5-9 Data Analysis and Reporting.................................................................................................5-96 CHEMICAL PROPERTIES.....................................................................................................6-1Background...........................................................................................................................6-1 Catalyst Sampling.................................................................................................................6-1 Bulk Chemical Analysis.........................................................................................................6-2 Sample Preparation and Digestion...................................................................................6-3 Analytical Technique and Specific Analytes.....................................................................6-3 Surface Chemical Analysis....................................................................................................6-3 X-Ray Fluorescence Spectrometry...................................................................................6-3 Other Surface Analysis Techniques.................................................................................6-4 Specific Analytes and Reporting Convention........................................................................6-5 Reporting Requirements.......................................................................................................6-67 PHYSICAL PROPERTIES......................................................................................................7-1Background...........................................................................................................................7-1 Surface Area Analysis...........................................................................................................7-1 Pore Volume and Size Distribution........................................................................................7-2 Mercury Porosimetry........................................................................................................7-2 Gas Adsorption.................................................................................................................7-2 Mechanical Strength..............................................................................................................7-3 Abrasion Resistance.............................................................................................................7-3 Catalyst Geometry.................................................................................................................7-4 Summary...............................................................................................................................7-4 Reporting Requirements.......................................................................................................7-58 REFERENCES.......................................................................................................................8-1xiiixv LIST OF FIGURESFigure 3-1 Calculated Effect of Velocity on Measured Catalyst Activity, K................................3-5 Figure 3-2 Dimensions of Honeycomb Catalyst.........................................................................3-8 Figure 3-3 NO x Conversion and Activity as a Function of Conditioning Time..........................3-13Figure 3-4 Precision in Outlet NO x Measurement as a Function of Variation in K....................3-14Figure 4-1 Effect of SO 2 Concentration and Temperature on SO 2 to SO 3 Equilibration Time...................................................................................................................................4-2 Figure 4-2 Effect of NO x and NH 3 on SO 2 to SO 3 Oxidation.......................................................4-4Figure 4-3 Change in SO 2 or SO 3 Across a Catalyst Sample ....................................................4-4Figure 4-4 Controlled Condensation Sample Train....................................................................4-8 Figure 4-5 Controlled Condensation Condenser Configurations...............................................4-8xvii LIST OF TABLESTable 1-1 Protocol Workgroups.................................................................................................1-2 Table 1-2 Summary: Activity, SO 2 and Mercury Oxidation Protocol ..........................................1-3Table 1-3 Summary: Chemical and Physical Properties............................................................1-4 Table 2-1 Examples of Standard Conditions .............................................................................2-1 Table 3-1 Activity Test Conditions ...........................................................................................3-11 Table 3-2 Workgroup Input on Conditioning Times .................................................................3-12 Table 4-1 SO 2 to SO 3 Conditioning Times (Workgroup Input)....................................................4-3Table 4-2 SO 2 Oxidation Test Conditions ..................................................................................4-5Table 5-1 Mercury Oxidation Test Conditions............................................................................5-3 Table 5-2 Specific Mercury Addition Requirements...................................................................5-5 Table 5-3 Minimum Conditioning/Stabilization Period Guidelines for Continuous MercuryData....................................................................................................................................5-6 Table 5-4 Minimum Conditioning/Stabilization Period Guidelines for Non-ContinuousMercury Data......................................................................................................................5-6 Table 5-5 Mercury Analysis Instruments Commercially Offered................................................5-8 Table 6-1 Catalyst Sampling Guideline—Minimum Requirements............................................6-2 Table 6-2 Primary Bulk and Surface Chemical Analytes and Reporting Convention.................6-5 Table 6-3 Additional Discretionary Bulk and Surface Analytes..................................................6-6 Table 7-1 Common Physical Property Parameters and Test Methods......................................7-51INTRODUCTION AND SUMMARYBackgroundSelective catalytic reduction (SCR) has become the technology of choice for the control of NOx emissions from coal-fired power plants, particularly when high levels of reduction (80 to 90%)are required. A catalyst management strategy is needed to address the consequences of catalystdeactivation over time. This catalyst management strategy depends on an ongoing assessment ofthe rate of catalyst deactivation and an accurate estimate of activity at any point in time. Someusers of SCR systems may depend on a dedicated catalyst vendor to provide this activityinformation as an integral part of a catalyst supply contract. However as SCR operators begin topurchase catalyst from other vendors which may use different catalyst testing methods, theactivity data from one supplier might not agree with data from another. Additionally, the dataprovided by catalyst regeneration vendors may not be consistent with data from catalyst OEMvendors. The inconsistencies in catalyst performance data from various sources points to theneed for a catalyst testing protocol that users can specify when they contract with catalystvendors, or laboratories, to conduct catalyst performance tests.There are many aspects of catalyst testing for SCR applications; as such, the current protocolcovers the following area pertaining to catalyst testing:•Activity – Used to assess the overall potential of the SCR reactor for reducing NOx , and isalso used as an input to catalyst management programs to plan catalyst additions and/or replacements.•SO2 to SO3Oxidation – Used to monitor SO2oxidation, and aids in assessing the need forSO33mitigation programs.•Hg Oxidation – With upcoming regulations aimed at controlling mercury emissions, utilities will begin to look to the oxidation of mercury across the SCR catalyst with subsequentremoval in a downstream wet FGD system, for mercury control. Thus, monitoring themercury oxidation characteristics of the catalyst will also be an important part of a catalyst management plan.•Physical Properties – Such as BET surface area, pore volume and pore size distribution assist in the explanation in changes in catalyst activity.•Chemical Composition – Bulk and surface chemical analyses of the catalyst also assist in the diagnosis of the cause for normal or abnormal changes in catalyst activity.Introduction and SummaryThe catalyst testing protocol formulated in this project has been developed using input from industry workgroups in each of the areas listed above. The workgroup participants were drawn from catalyst vendors, independent catalyst testing laboratories, catalyst reconditioners, industry consultants, and operators of SCR systems. In addition, the German VGB-R302H document (Guideline for the Testing of DeNO x Catalysts) provided by the Technical Association of LargePower Plant Operators in Germany (1) and a supplement authored by Steag (2)“Supplement toVGB-R302He 2ndEdition – Common Best Practices for Bench Scale Reactor Testing andChemical Analysis of SCR DeNo x Catalyst” were drawn upon where appropriate. Table 1-1 lists the workgroups and organizations that participated in each group.This document is not considered a finalized protocol. It is considered dynamic as updates and revisions will be made as technology improves.Table 1-1Protocol WorkgroupsCatalyst ActivitySO 2 to SO 3Oxidation Mercury Oxidation Chemical and PhysicalPropertiesEPRI EPRI EPRI EPRI FERCo FERCoW.S. Hinton andAssoc. W.S. Hinton and Assoc.Southern Company Southern Company Southern Company Southern Company Steag LLC Steag LLC Steag LLC Steag LLC E.ON EngineeringE.ON EngineeringE.ON EngineeringE.ON EngineeringHaldor-Topsoe Haldor-Topsoe Haldor-Topsoe Haldor-Topsoe Cormetech Cormetech Cormetech Cormetech Consumers Energy ArgillonArgillon New York PowerAuthorityNew York Power AuthorityObjectivesThe primary objective of this protocol is to present recommended and uniform procedures that operators of SCR systems can specify when having catalyst performance tests conducted bycatalyst vendors and/or independent testing laboratories. The recommended protocols for each of the test areas outlined above will be discussed individually in the following sections.SummaryAn overall summary of the catalyst testing protocol for catalyst activity, SO 2 to SO 3 oxidation, and mercury oxidation is shown in Table 1-2. Note the protocol specifies that the tests beIntroduction and Summaryconducted on a bench-scale apparatus and that catalyst from each full-scale catalyst layer be tested separately. A summary covering the determination of physical and chemical properties of the catalyst is shown in Table 1-3.Table 1-2Summary: Activity, SO 2 and Mercury Oxidation ProtocolTest Parameter ActivitySO 2 Oxidation Hg OxidationApparatus Bench Scale ReactorSample Size Honeycomb/CorrugatedPlate150mm x150mm x Full Layer Length 150mm x150mm x Half Full Layer LengthTemperatureFull ScaleFlow Match Full Scale Linear VelocityO 2 Full Scale H 2O Full ScaleCO 2 As generated by combustion sourceSO 2 Full Scale NO x Full ScaleSO 3 None AddedFull Scale HCl 0 Full ScaleNH 3/NO x 1.0 00.9 and 0 Conditioning Time 12 hrs or Equilibrium 48 hrs orEquilibriumNH 3 off after Activity Test for 8 hrsNew: 48 hrs Used: 4 hrs Measurements ∆NO x ∆SO 3 or ∆SO 2∆Hg elementalNo. of Tests 4 3 3CalculationsK=-A v ln(1-∆NOx)%SO 2 OxidationK SO2= Q/m cat ln(1-∆SO 2)% Hg OxidationIntroduction and SummaryTable 1-3Summary: Chemical and Physical PropertiesChemical PropertiesBulk Analysis Atomic Absorption (AA) Inductively Coupled Plasma (ICP) Wet ChemicalSurface Analysis X-Ray Fluorescence (XRF) Electron MicroscopeSpecies of InterestAl2O3, As, CaO, Fe2O3, P2O5, K2O, MgO, MoO3,Na2O, SiO2, TiO2, V2O5, WO3Physical PropertiesParameter Preferred Test MethodSurface Area Single-Point BET using NitrogenPore Volume and Distribution Hg Porosimetry or Gas AdsorptionMechanical Strength Per Manufacturer RecommendationDelamination Resistance Per Manufacturer RecommendationAbrasion Resistance Per Manufacturer RecommendationGeometry DirectDimensionalMeasurement DisclaimerThe catalyst testing protocol documented in this report has been formulated based on input fromthe Workgroup participants as well as information contained in references 1 and 2. The protocolhas as yet not been experimentally validated. Experimental validation is expected as feedback isreceived from users of the protocol.。
IEEE 519-1992 谐波分析指南说明书

Harmonic Analysis and IEEE 1992 GuidelinesIntroductionIEEE 519-1992 provides guidelines for applying limits to the level of harmonic distortion that a utilitycustomer may inject into the power system. This is a concern, since Adjustable Frequency Drives (AFDs) can contribute significant harmonic distortion to a power system. The guidelines pertain to percentharmonic current and voltage distortion at the point of common coupling (PCC), which is defined as the point where the utility connects to multiple customers.Although many customers and system designers interpret the PCC to be at the AFD input or various locations within the 480V distribution, this is not consistent with the intent of IEEE guidelines. There are no limits recommended for individual loads, only for the overall system. Customers and system designers can choose the point of analysis (POA) where they desire, but it may add substantial filtering costs if the POA is downstream of the PCC.Current distortion drawn through an impedance (transformer, cable resistance) causes voltagedistortion.The distorted current will also cause additional heating of the input cables and the transformer. Excessive voltage distortion is a concern, since it may cause interference with other electronic equipment and additional motor heating.IEEE 519-1992 recommends different limits on Individual Harmonics (I h ) and Total Demand Distortion (TDD), depending on the I SC /I L ratio. I SC is the short circuit current at the PCC, and I L is the maximum demand load current (fundamental) at the PCC. More current distortion is allowed at higher I SC /I L ratios, since voltage distortion decreases as the ratio increases.The voltage distortion guidelines for IEEE-1992 (at 480V) remain the same as IEEE 519-1981:∙ 3% — Special systems (i.e. hospitals or universities) ∙ 5% — General systems∙ 10% —Dedicated systems (AFDs only)Application Note AP04014002EHarmonic Analysis and IEEE 1992 GuidelinesEffective July 20142 EATON CORPORATION The best way to estimate AFD harmonic contribution to an electrical system is to perform a harmonicanalysis based on known system characteristics. An individual AFD may meet the IEEE guidelines in one system and not meet the guidelines in another system depending on the pre-existing characteristics of the specific system.Some AFD vendors, upon seeing a specification requirement for IEEE 519-1992, will simply add a line reactor. This is the wrong approach, since some systems will not require a line reactor and others will not benefit sufficiently to meet the guidelines (or the specification).For a free computerized harmonic analysis of AFD contribution to system harmonics or for additional information, contact your local Eaton sales office. A one-line drawing of the electrical distribution system and specification criteria will be required. A harmonic analysis worksheet for required data is attached.Any additional harmonic mitigation equipment requirements will be determined during the analysis. If there are harmonic constraints during AFD operation on a standby generator, a separate analysis will be required for the generator, and assumptions on load-shedding strategies during generator operationshould be provided. Several data runs may be required to evaluate various harmonic mitigation methods. Resultant recommendations may include 1%, 3%, or 5% line reactors, phase-shifting transformers, filters, or CPX9000 Clean Power.Helpful Facts∙ Harmonics are supply system dependent. As the short circuit amps available (SCA) increase, %voltage distortion decreases, and % current distortion increases.∙ For each PCC or POA analysis required, provide SCA and IL (load current) values for that point. SCAs used must be without motor contribution to SCA.∙Current distortion percentages are dependent on overall system loading. As linear loads (non-harmonic loads such as AC motors on line power) increase, the percent current distortion decreases through dilution.∙ % current distortion is the same across a transformer. Voltage distortion percentage is lower on the primary than on the secondary, assuming the harmonic loads are on the secondary. ∙A harmonic analysis is only as accurate as the assumptions made for the analysis!Harmonic Analysis Data Worksheet(Use separate sheets if necessary. Provide a 1-line drawing or sketch.)lated voltage distortion and higher calculated current distortion on the transformer secondary.Distribution Transformer(s) Data:Generator Data:Describe load-shedding scheme for generator operation in “AFD Data” below.AFD Data:kVAImpedanceX/R Ratio#1#2kW kVAVoltsX"dI L (amps)#1#2AFD hpType (SVX9000,Clean Power, etc.)Quantity Operated on Line / GeneratorDesired, existing or specified line reactor or isolation transformer (none, 1% / 3% / 5%)//////Application Note AP04014002E Effective July 2014Harmonic Analysis and IEEE 1992 Guidelines3 EATON CORPORATION Application Note AP04014002E Harmonic Analysis and IEEE 1992 Guidelines Effective July 2014Additional HelpIn the US or Canada: please contact the Technical Resource Center at 1-877-ETN-CAREor 1-877-326-2273 option 2, option 6.All other supporting documentation is located on the Eaton web site at /DrivesEaton1000 Eaton BoulevardCleveland, OH 44122 USA© 2014 EatonAll Rights ReservedPrinted in USAPublication No.AP04014002EJuly 2014Eaton is a registered trademarkof Eaton Corporation.All other trademarks are propertyof their respective owners。
【安永税务】全球税收政策及争议快报——欧盟反避税指令 ...
【安永税务】全球税收政策及争议快报——欧盟反避税指令2019年1月开始实施2019-1-24在经历大量的计划和期待之后,欧盟反避税指令(ATAD)最终进入了实施的倒计时阶段。
在欧盟运营的企业需为该指令带来的变化做好准备,欧盟反避税指令的第一部分计划(ATAD I)中的大部分措施自2019年1月开始全面生效实施;而涉及到第三国的混合错配规则(ATAD II)则将于2020年1月1日起生效。
欧盟反避税指令的逐步实施,将给在欧盟境内经营业务的企业带来重大的新挑战,相关企业需审视自身运营情况以积极应对反避税指令带来的变化。
安永全球税收政策及争议中心一直在持续发布全球的《税收政策及争议概要资讯》(以下简称“《全球TPC资讯》”),为商界提供全球税收政策和争议领域较具重大影响的事件报道。
安永中国也会根据全球动态热点适时推出《全球TPC资讯》的中文概要。
本期《全球TPC资讯》简要介绍欧盟反避税指令(ATAD)的主要内容及其实施最新进展。
欧盟反避税指令的主要内容本资讯讨论欧盟反避税指令的两部分计划,即针对五个特定领域的适用于欧盟成员国的第一部分计划(ATAD I)以及涉及非欧盟成员国的第三国的混合错配安排的第二部分计划(ATAD II)。
ATAD I包含五项针对特定领域的具有法律约束力的反避税规则,也是各欧盟成员国必须实施的“最低标准”:包括一般反避税规则(General Anti-Abuse Rule, GAAR)、利息扣除限制规则(interest deductibility limitation) 、受控外国企业规则(Controlled Foreign Company, CFC)、“退出税”规则(exit tax)以及混合错配规则(hybrid mismatch),具体而言:►一般反避税规则:如果一项交易/安排的主要目的是为了获取税收利益以避开本来会适用的税收征收项目,同时在考虑了所有事实和情况之后认定该项交易/安排为“非真实”交易/安排的,将适用一般反避税规则。
英国开征数字税专为美巨头设计

英国开征数字税:专为美巨头设计
作者:
来源:《电脑报》2020年第13期
英国政府已经确认于2020年4月1日开征数字税,税基为英国用户的收入,税率为2%。
英国税务海关总署(HMRC)认为,到2025财年结束时,这项税收可能会带来高达5.15亿英镑(约合6.65亿美元)的额外年收入。
数字税指的是国家对一国境内的跨国公司通过境外子公司所销售的数字服务征税。
这种新税种与许多公司已经缴纳的企业所得税不同,被广泛称为数字税,有时也被称为“数字服务税”。
目前已有三十多个国家通过不同形式征收数字税。
英国的做法是对数字化企业的经营收入全额征税,类似于现行预提所得税的做法,使用这种方法的主要是欧盟国家,当然现在英国已经不算了。
这次英国的数字税起征点超级高,适用于全球销售额超过5亿英镑且至少有2500万英镑来自英国用户的企业,而且从英国获得的第一个2500万英镑收入免税。
可以說是专门为GAFA(谷歌、亚马逊、脸书、苹果)之类各种“爱尔兰三明治”(企业一种避税的魔术手法,因为其手法主要是在两家爱尔兰子公司和一家荷兰子公司之间腾挪,就像两片面包夹着一片奶酪的三明治)玩得飞起,但在英国不纳税的美国网络巨头们量身定做的,一般的中小型创业企业根本达不到起征点也就无所谓纳税了。
美国会计准则19号_精要翻译版
美国财务会计准则第19号石油天然气生产企业的财务会计与报告➢ 成本发生时的会计处理Accounting at the Time Costs Are Incurred :取得矿区财产—-资本化取得方式:购买、租赁等包括为取得矿区财产而发生的:租赁定金、期权费用、杂费、经纪人佣金、记录费、法律成本以及其他相关成本。
勘探区域包括:被授权可勘探的区域;经勘探被认为有勘探前景的特定区域:钻探勘探井、勘探型底层实验井(drilling exploratory wells and exploratory —type stratigraphic test wells).发生时间:取得矿区权益之前或之后。
成本类目包括:辅助设备及设施的折旧和相应作业成本,以及:特殊:某企业对另一方拥有的矿区权益进行勘探,作为交换:若发现探明储量,则企业有权获得一定矿区权益,勘探成本作为所获得权益的成本; 若未发现探明储量,勘探成本由另一方赔偿,该企业做“应收账款”处理。
开发-—资本化(不论成功与否)目的:为获得已探明处理,提供相关设备来提取、处理、收集和存储石油天然气的成本. 包括:辅助设备设施的折旧、相应作业成本及其他。
发生情形:a) 获得并准备钻井井位,包括为确定具体井位而勘察井位、清理现场、建排水系统、道路建设、供电线路等为达到开发探明储量所必须的;b) 钻探并装备开发井、实验井及服务井;c) 取得、建造、安装相关生产设施;d) 提供改进的采收系统。
生产概念:将石油天然气提取到地表并收集、处理、现场加工、现场储存,至油气产品到达费用化 a) “G&G ”costs ;b) 置留未开发矿区财产成本,如:延期租金delay rentals, 矿区财产从价税ad valorem taxes on the properties, 产权维护法律成本legal costs for title defense, and 土地及租赁记录维护成本the maintenance of land and lease records ;c) 干井贡献、井底贡献;发现探明储量,资本化未发现探明储量,扣除残值后的净值 费用化对外输出阀门为止的整个过程。
企业应对美国反补贴和反倾销调查的经验
请可以在周年月或半年月提出。
新出口商还可选择在年度复审时申请分别税率。选择申请分别税率的,只需回答并递 交前文所述的分别税率申请表。申请通过的,将获得复审中强制应诉企业的加权平均税率。
03.企业遭遇美国双反该怎么做
6、参与日落复审
反倾销税和反补贴税将在终裁公布后至少征收5年时间。终裁公布后的第5年会进行 日落复审,以确定如果取消反倾销或反补贴税,损害是否继续。如损害继续,则继续征收 5年反倾销税反补贴税;如损害不存在,则停止反倾销税和反补贴税征收,案件终止。
03.企业遭遇美国双反该怎么做
1、强力支持行业协会组织的抗辩活动,同时通过行业协会寻求政府的支持
倾销/补贴成立有三个条件:倾销/补贴、损害、因果关系。通常分为倾销/补贴抗辩和
损害抗辩两个部分。如果获得全行业无损害结果,即使获得再高的倾销/补贴税率,反倾销 /补贴调查也会终止。而这样的抗辩通常需要行业协会来牵头,行业内的企业出钱出力,聘
税有可能被征收5年,甚至更长的10年,15年等。因此,企业决定是否应诉需要看未来5
年,10年,甚至更长时间的美国市场对企业的重要性。
03.企业遭遇美国双反该怎么做
3、申请平均税率的注意事项
(1)首先确认应诉资格
①、倾销/补贴调查期内自己生产并直接或通过离岸贸易公司出口涉案产品到美国的
生产商;如果生产商仅先销售给中国国内贸易公司,通过国内贸易公司转售到美国,生产 商与贸易商之间是中国国内销售,由贸易公司进行出口报关,生产商没有资格应诉,也无 法获得单独税率或平均税率; ②、倾销/补贴调查期内从中国国内生产商采购涉案产品,并转售到美国的位于中国
企业应对美国 反补贴反倾销调查案的经验分享
01
美国双反税率的组成和种类
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Basic Journal Entries
Deferred Tax Schedule must: a. Estimate the origination and the reversal of differences between current GAAP Income and Taxable Income.
income)
Basic Journal Entries
If GAAP income is HIGHER than taxable income, the journal entry would be the following: (page Ch. 19-2)
Tax Expense Tax Payable $ (Expense based on GAAP income) $ (Amount payable based on taxable
Permanent Differences do NOT cause a deferral of taxes. You adjust these items out of the calculations so that they do not affect your tax calculations.
b. Come up with a total deferred taxes payable balance as of the end of this year.
Possible Differences in GAAP Income and Taxable Income
A. Permanent Differences (page Ch 19-3):
Tax payable comes off the current income tax return so its computation does not have to be estimated.
Basic Journal Entries
Therefore, the key issue for the journal entry becomes: How can the deferred taxes payable best be estimated? (page Ch. 19-2)
Interperiod Tax Allocation
The most important values to come out of the process are: (page Ch. 19-2) 1. Tax Expense, 2. Tax Payable (this year), 3. Deferred Tax Payable.
Ch. 19 - Reporting of Taxes On Financial Statements
Type of Incomes
To get the correct amount of Taxes on your financial statements you must reconcile the differences between: (page Ch 19-1)
Interperiod Tax Allocation
Deferred Tax Payable =
Amount of taxes on current GAAP Income that you have successfully deferred to future years for tax puHale Waihona Puke poses.income)
Deferred Taxes Payable
$
(Taxes on current GAAP Income to be paid in the future)
Basic Journal Entries
GAAP requires that the two payables in the entry be estimated and that the Tax Expense be a plug.
These occur when a revenue or expense affects one of the two incomes but never the other.
Possible Differences in GAAP Income and Taxable Income
A. Permanent Differences (page Ch 19-3):
Interperiod Tax Allocation
Interperiod Tax Allocation is the process of reconciling the differences between GAAP net income versus taxable income to determining the correct GAAP based tax amounts to report in the current year’s financial statements. (page Ch. 19-1)
GAAP Income VERSUS Taxable Income (per tax laws)
Type of Incomes
GAAP Income is primarily based on the ACCRUAL basis. Taxable Income (per tax laws) is primarily based on a CASH basis.
Basic Journal Entries
If GAAP income and taxable income were the same, the journal entry would be the following: (page Ch 19-2)
Tax Expense Tax Payable $ (Expense based on GAAP income) $ (Amount payable based on taxable