模夹具开料清单
10类--夹具类清单

1047杠杆831009钻孔夹具设计:课设正文,三维设计,装配CAD,零件CAD
1048H2090型对开式二螺柱正滑动轴承座气动式镗孔夹具:课设正文,三维设计,装配图CAD,零件CAD,工艺卡,工序卡
1049H2090型对开式二螺柱正滑动轴承座手动式镗孔夹具:课设正文,三维设计,装配图CAD,零件CAD,工艺卡,工序卡
1015芯轴90°直角面铣削专用夹具
1016拨叉831002基准面铣削夹具设计:设计说明+三维夹具+装配图+零件图+工序卡+工艺卡
1017星轮镗内孔28专用夹具:部分设计说明书+三维文件+装配图+零件图+毛胚图
1018链轮座双工位镗孔夹具设计:设计说明+三维夹具+装配图+零件图+工艺卡
1019进气歧管钻孔专用夹具设计:设计说明+三维夹具+装配图+零件图+工艺卡
1011C6140主轴箱体镗左端平面孔夹具:说明书三维夹具+装配图+零件图CAD+工艺卡+工序卡
1012钻孔2-5.5扁司端钻模夹具:三维夹具+装配图+零件图+工序卡+工艺卡
1013支架钻孔专用夹具:设计说明书+三维夹具+装配图+零件图
1014星轮分度铣削专用夹具:说明书+三维夹具+装配图+零件图
1146--凸台座钻孔与铣削夹具设计三份
1147--外齿加工专用夹具设计(零件图,装配图,三维图)
1148--铣削连杆尺寸36侧面夹具图纸
开料
根据塑胶制品的整个产品上的具体要和功能来确定其外面质量和具体尺寸 属于哪一种:
外观质量要求较高,尺寸精度要求较低的塑胶制品,如玩具; 功能性塑胶制品,尺寸要求严格; 外观与尺寸都要求很严的塑胶制品,如照相机。 脱模斜度是否合理。 脱模斜度直接关系到塑胶制品的脱模和质量,即关系到注射过程中,注射是 否能顺利进行: 脱模斜度有足够; 斜度要与塑胶制品在成型的分模或分模面相适应;是否会影响外观和壁厚尺 寸的精度; 是否会影响塑胶制品某部位的强度。 二、设计程序 对塑料制品图及实体(实样)的分析和消化: A、制品的几何形状; B、尺寸、公差及设计基准; C、技术要求; D、塑料名称、牌号 E、表面要求 型腔数量和型腔排列: A、制品重量与注射机的注射量; B、制品的投影面积与注射机的锁模力; C、模具外形尺寸与注射机安装模具的有效面积,(或注射机拉杆内间距) D、制品精度、颜色; E、制品有无侧轴芯及其处理方法;
(20)当成品有凹(如花纹、侧壁上有孔等采用侧向抽芯即行位出模;
(21)当成品侧壁不允许有出模角时应采用侧向抽芯即行位出模;
行位分内侧抽芯和外侧抽芯,按前后模又可分为前模行位(行位在前模板内 滑动)和后模行位(行位在后模板内滑动)前模行位常用较杯形式,因结构简单。 当不能采用较杯开式时,必须设计特殊结构的模胚,即面板与A板间应有一次分 型;
③浇口的位置应保证塑料流入型腔时,对型腔中宽畅,厚壁部位,以便于塑 料顺利流入;
④浇口位置应开设在塑件截面最厚处; ⑤避免塑料在流下型腔时直冲型腔壁、型芯或嵌件,使塑料能尽快流入到型 腔各部位,并避免型芯或嵌件变形; ⑥尽量避免使制品产生熔接痕,或使其熔接痕产生在制品不重要部位; ⑦浇口位置及其塑料流入方向,应使塑料在流入型腔时,能沿着型腔平行的 方向均匀地流入,并有利于型腔内气体的排出; ⑧浇口应设置在制品上最易清除的部位,同时尽可能不影响产品外观。 五、 排气系统的设计 排气系统对确保制品成型质量起着至关重要的作用。 A、利用排气槽,排气槽一般设在型腔最后被充满的部位,排气槽的深度因 塑料不同而异,基本上是以塑料不产生飞边的所允许的最大间隙来确定,如ABS 0.04以泥灰0.02mm以下赛钢0.02以下。 B、利用型芯镶件推杆等的配合间隙或专用排气塞排气; C、有时为了防止制品在顶出时造成真空变形,必设气销; D、有时为了防止制品与模个的真空吸附,而设计防真空吸附元件。 六、冷却系统的设计
模具明细清单
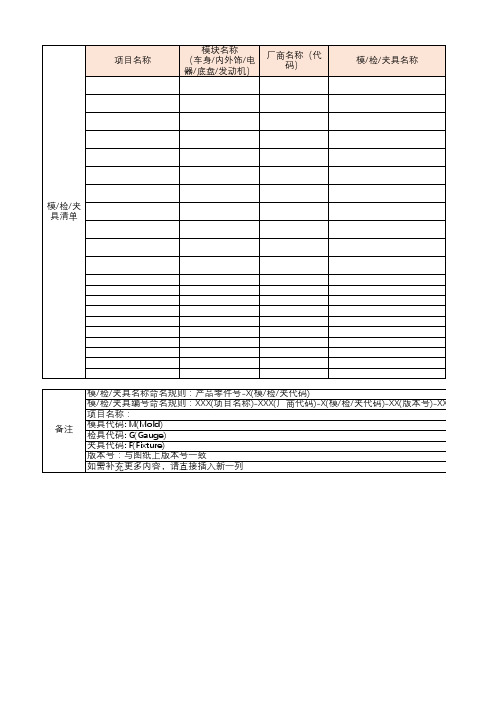
模块名称 (车身/内外饰/电 器/底盘/发动机)
厂商名称(代 码)
模/检/夹具名称
模/检/夹 具清单
备注
模/检/夹具名称命名规则:产品零件号-X(模/检/夹代码) 模/检/夹具编号命名规则:XXX(项目名称)-XXX(厂商代码)-X(模/检/夹代码)-XX(版本号)-XXX(流水号) 项目名称: 模具代码: M(Mold) 检具代码: G(Gauge) 夹具代码: F(Fixture) 版本号:与图纸上版本号一致 如需补充更多内容,请直接插入新一列
模/检/夹具编号
模检夹具属性 (冲压/注塑/压铸等)
模/检/夹数量
穴/模
版本号)-XXX(流水号)
模具寿命 金额(元) 资产归属 模具签收人
照片பைடு நூலகம்
22材料清单(BOM)

第二十章 材料清单(BOM).材料清单概览注塑模向导包含一个带目录排序信息的全相关的材料清单(BOM)。
部件列表功能在制图(Drafting)模块中。
1.制图部件列表部件列表可以直接在模具装配的顶层装配文件(top)中编辑。
要编辑部件列表区域的布局,打开顶层模具装配文件并进入制图模块。
部件列表布局会显示在图纸SH1中。
部件列表布局可以通过双击任意区域名称或角上的加号来编辑。
模具装配中的所有编辑都会列举在模架部件列表中。
其数据取自可用部件中定义的部件列表数据。
但是,模架如标准(非可交换的)模架的列表,只列举出模架,而并不列举出默认安装在模架中的标准件。
2.BOM记录编辑追加用户自定义组件到BOM中BOM模块可以增加建模或输入的组件到部件列表中。
在BOM的记录编辑对话框中,选择一个绘图区中的组件追加到列表中。
如果追加已经在BOM列表中列出,该项目将会高亮,并准备在BOM中编辑。
如果追加并不在BOM列表中,系统会提示你将它追加到列表中。
点击加入BOM 列表按钮并在关键字段值对话框中输入值。
如果不存在关键字段值,则选定的追加将会追加到BOM列表当中。
BOM的记录编辑对话框可用列表和编辑记录信息。
它包含下列区域和按钮:区域/按钮 描述列表窗口 部件列表信息显示在列表窗口中。
第一行和最后一行记录区域名称代表每一列。
当选择一个记录时,详细的记录信息会显示在文本区域,相应的组件会在NX的绘图区中显示。
当你在NX的绘图区中选择一个标准组件时,相应的记录也会高亮。
如果选择的组件不在当前列表窗口的记录当中,会有一个信息框提示你将它添加到列表窗口中。
在每个记录中的相邻的值域中间,有一个竖直的间隔(|)。
区域的值会以适当的宽度来显示。
如果太宽,后面的字符将会以省略号(...)来代替。
如果区域名称长度超过132个字符,某些区域的名称将会切掉以符合列表窗口。
文本区域 这些区域显示记录的详细信息。
通过点击OK或应用,可以编辑除No.,QTY(数量)和部件名称之外的显示区域。
塑料模具清单表格

电镀银色(
1
ABS
黑色细磨砂
6
连接件
MAINBODY_LAMP
ABS
银色细磨砂
7
电镀件
模具总价
1
铝合金
共三套
拉伸铝型材
8
拉伸铝
RADIATION
铝合金
原色
注塑件
9
螺丝盖
GEL_HEAD-C
2
ABS
银色细磨砂
10
摩擦件
SHAFT_BRACKET
1
POM
原色
11
触控面板
NAME:台灯
序号 中文名 3D档名 图片 数量 技术要求 材料 压铸件 颜色
1
底座
TCASE_LAMP
1
ABS
银色细磨砂
2
左遮盖板
SCREW_CAP
1
ABS
银色细磨砂
模具材料清单

第 2 页,共 10 页
数量 1+1件 1+1件 4件 4件 4件 4件 1件 2件 1件 1件 1件 2件 3件 1件 1件 2件 1件 1件 2件 1件 2件 1件 5件 4件 2件 1件 1件 1件 1件 4件 1件 1件 1件 1件 1件 1件 1件 5件 1件 3件 3件 3件 1件 1件 1件 6件 1件 1件
名称 上行程杆A 左行程杆B 右行程杆B 上行程杆B 行程碰块 右、上接头固定板 左接头固定板 左油缸固定板 右油缸固定板 上油缸固定板
左油缸 右油缸 上油缸 薄型油缸 行程开关 左压条定位销 右压条定位销 上压条定位销 薄型油缸连接头定 JET-CO位OL销ING运水
接头 分流锥顶杆
流道顶杆
排气道顶杆
NO 材料名称
SKD61 SKD61
T10 T10 T10A 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# T10A T10A 45# 45# 45# 45# 45# 45# 45# 45# 45#排气块来自杆溢块顶杆产品顶杆
产品顶杆
吊环 定内模螺丝
规格 Ø20X430 Ø13X195 Ø13X210 Ø13X260 Ø32X20 190X80X15 162X70X15 159X266X40 187X331X50 208X331X50 HOB-FA-∅63*150 HOB-FA-∅100*150 HOB-FA-∅100*200 CHDKGB∅50*30-Z73 欧姆龙 Ø8X120 Ø12X145 Ø8X128 Ø6X24 27mm六角料X52 φ10×391 φ10×391 φ8×373 φ8×361 φ8×373 φ8×371 φ6×371 φ8×361 φ8×362 φ8×371 φ8×374 φ8×367 φ8×355 φ8×369 φ6×368 φ6×373 φ10×382 φ8×372 φ8×369 φ8×361 φ8×367 φ8×370 φ8×370 φ6×367 φ6×369 φ5×367
模具配件清单

50-LC280 50-LC280 50-LC280 50-LC280
404S1-3190 404S1-3190 404S1-3190 404S1-3190
优德 赔付 优德 赔付 浦韦斯 东北 东北 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 优德 优德 优德 优德
404S2-3190 404S2-3190 404S2-3190 404S2-3190 404S2-3190 404S2-3190 404S2-2191 404T-3/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013/11/15 2013-11-25
九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械 九源机械
404S1-3203 404S2-3203 404S1-3203 404S2-3203 404S2-3203 404S2-3203 404S1-2216 404S2-2216 404S1-2216 404S2-2216 404S2-2216 404S1-2191 404S2-2191 404S1-2191 404S2-2191 404S2-2191 404S2-2191 404S1-2203 404S2-2203 404S1-2203 404S2-2203 404S1-3190 404S2-3190 404S1-3190 404S2-3190
JW EM 模具零件清单

熱處理
加工 备注
要求
MISUMI
MISUMI
设计 QIAO.Z
核准
物控
仓库 机加工领料
单冲
13.06.18
预到 日期
模板 名稱
料號
數 量
SWF黄色弹簧
48
SWM红色弹簧
8
CSR卸料定位销
8
CSR卸料定位销
8
LP顶料销
18
LP顶料销
48
LP顶料销
8
MSW粗牙基米螺 MSW细丝牙基米螺
丝
18 16
CBS低头螺丝
4
MSB等高螺丝
1
MSTP定位销
8
MSTP定位销26源自MSTP定位销2MSTP定位销
M8*8L M12*10L M10*20L ∮8*16L-M6 ∮12*80L ∮10*70L ∮8*60L ∮8*30L ∮10*40L ∮10*80L ∮10*60L ∮6*40L ∮16*80L M16*110L M10*70L M8*20L M10*60L M20*85L M10*30L M10*45L M6*20L M8*30L M8*50L M12*120L
图纸编号 JW-2794-2
实到日期
ABC
材質
重量KG
标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件 标准件
30
MSTP定位销
22
MSTP定位销
4
MSTP定位销
16
MSTP定位销
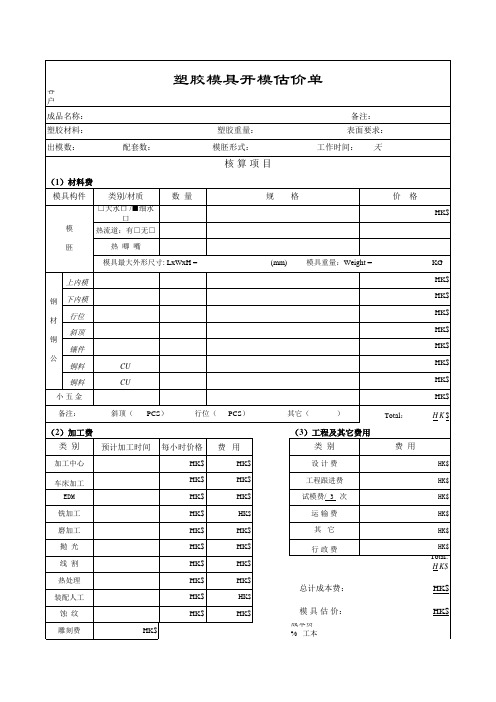
模具开模单
费 用
HK$ HK$ HK$
HK 次 运输费 其 它 行政费
费 用
HK$ HK$ HK$ HK$ HK$ HK$ Total: H K$
HK$ HK$ HK$ HK$
HK$
总计成本费: 模 具 估 价:
成本费 % 工本费 % 毛利润费
HK$ HK$
%
HK$
改模费 制表/日期:
HK$
Total:
HK$
核算/日期:______________
______________批准: _____________________
天
核算项目
(1)材料费 模具构件 类别/材质
□大水口 /■细水口 模 胚 热流道:有□无□ 热 唧 嘴 模具最大外形尺寸: LxWxH = (mm) 模具重量:Weight = KG HK$ HK$ HK$ HK$ HK$ CU CU HK$ HK$ HK$ 斜顶( PCS) 行位( PCS) 其它( ) Total: HK$
数 量
规
格
价
格
HK$
上内模
钢 材 铜 公
下内模 行位 斜顶 镶件 铜料 铜料
小五金 备注:
(2)加工费 类 别
加工中心 车床加工 EDM 铣加工 磨加工 抛 光 线 割 热处理 装配人工 蚀 纹 雕刻费 HK$
(3)工程及其它费用 预计加工时间 每小时价格
HK$ HK$ HK$ HK$ HK$ HK$ HK$ HK$ HK$ HK$
有无热唧嘴上内模下内模行位斜顶镶件铜料cu铜料cu预计加工时间每小时价格费用hkhkhkhkhkhkhkhkhkhkhkhkhkhkhkhkhkhkhkhkhk成本费工本费毛利润费磨加工其它雕刻费热处理装配人工蚀纹1材料费备注
模具钢材清单
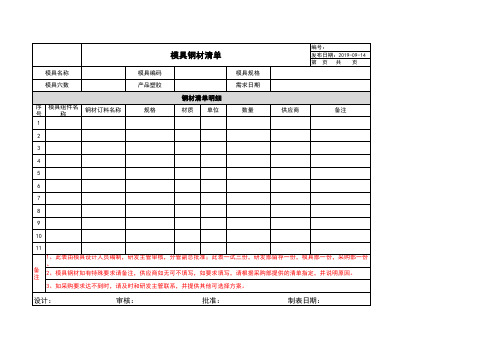
模具钢材清单
模具编码
模具规格
编号: 发布日期:2019-09-14 第页 共 页
模具穴数
产品塑胶
需求日期
序 号
模具组件名 称
钢材订料名称
1
规格
钢材清单明细
材质 单位
数量
供应商
备注
2
3
4
5
6
7
8
9
10
11
1、此表由模具设计人员编制,研发主管审核,分管副总批准;此表一试三份,研发部留存一份,模具部一份,采购殊要求请备注,供应商如无可不填写,如要求填写,请根据采购部提供的清单指定,并说明原因。
3、如采购要求达不到时,请及时和研发主管联系,并提供其他可选择方案。
设计:
审核:
批准:
制表日期: