三菱plc梯形图程序的设计方法专题培训课件
plc梯形图程序设计基础PPT课件
程
控 生产工艺预先规定的顺序,在各个输
制 技
入信号的作用下,生产过程中的各个
术 与
执行机构自动有序动作。只有Q0.0启
应 动后,Q0.1方可启动,Q0.2必须在
用 Q0.1启动完成后才可以启动。
22
包头钢铁职业技术学院
4.3.3 单向顺序启\停控制电路
可
编
程 控
单向顺序停止控制
制
电路就是要求按一定顺
30 min,Q0.0置位成ON。
27
包头钢铁职业技术学院 可 编 程 控 制 技 术 与 应 用
28
包头钢铁职业技术学院
4.4 经验设计法及注意事项
可
编
程 控
应用程序设计过程中,应正确选择能反映生产过程的
制 变化参数作为控制参量进行控制;应正确处理各执行电器、
技
术 各编程元件之间的互相制约、互相配合的关系,即互锁关系。
可 编 程 控 制 技 术 与 应 用
20
包头钢铁职业技术学院
4.3.2 多输出自锁控制电路(置位、复位)
可
编 程
多输出自锁控制即多个负载自锁输出,有多种编程
控
方法,可用置位、复位指令或用第5章功能指令的传送指
制 技
令完成。
术
与
应
用
21
包头钢铁职业技术学院
4.3.3 单向顺序启\停控制电路
可
编
单向顺序启动控制电路是按照
对于控制电路又可分成3个组成部分:输入部逻辑部
分、输出部分。
10
包头钢铁职业技术学院
可
在PLC基本组成中也大致可分为3部分:输入部分、逻辑
编 部分、输出部分,这与继电器控制系统很相似。
plc梯形图程序设计基础PPT课件
概况三
点击此处输入相关文本内容 点击此处输入相关文本内容
2
包头钢铁职业技术学院
4.1 语言与结构
可
编 程
4.1.1 编程语言
控
制
技
S7-200 PLC有两种指令集:IEC 1131-3指令集
术 与
SIMATIC指令集。
应
IEC1131-3指令集:国际电工委员会(IEC)制定的PLC国
用 际标准1131-3 ProgrammingLanguage(编程语言)中推荐的
技 继电器”。梯形图中的软继电器不是物理继电器,每个软继
术
与 电器作为存储器中的1位。相应位为“1”态,表示该继电器线
应 用
圈“通电”;相反,相应位为“0”态,表示该继电器线圈
“断电”,故称之为“软继电器”。用软继电器就可以按继
电器控制系统的形式来设计梯形图。
14
包头钢铁职业技术学院
(2)梯形图中流过的是“能流”,它只能从左到右、自上
与 应
配合使用,互为补充。
用
7
包头钢铁职业技术学院
4.1.2 用户程序的结构
可
编
程
控
用户程序可分为3个程序分区:主程序、子程序(可选)和
制
技 中断程序(可选)。相互之间转换可以点击指令树中程序块
术 与 或点击程序编辑器下面的3个按钮来实现。
应
用
8
包头钢铁职业技术学院
主程序(OB1):是用户程序的主体,每一个项目有且仅
应 把所需的功能块图连接起来,用于实现系统的控制。功能块
用
图的表示格式有利于程序流的跟踪。
6
包头钢铁职业技术学院
3.语句表编程语言
三菱PLC培训PPT教学讲义

2024/1/3
JiangHuai Automobile Co.,Ltd
2、PLC的结构原理内部:
电源输入
输出单元
输出单元 连接编程设备和操作接口
Mitsubishi Programmable Logic Controller Date:
2024/1/3
JiangHuai Automobile Co.,Ltd
2024/1/3
JiangHuai Automobile Co.,Ltd
5、Mitsubishi PLC的硬件检查:
BATT.V LED ON续
利用编程设备监控 D8005
D8005中的数据表示 当前电池电压以0.1V 为单位.联系三菱服务 中心更进一步考虑可 能存在的问题
Mitsubishi Programmable Logic Controller Date:
PC的状态两 种可能
电源LED灯 仍不亮
电源LED灯 亮
PC内部保险熔断. 联系三菱维修中心 维修
Mitsubishi Programmable Logic Controller Date:
2024/1/3
24V DC公共电源 连接的负载过重, 另外提供24VDC 输入
JiangHuai Automobile Co.,Ltd
2024/1/3
JiangHuai Automobile Co.,Ltd
5、Mitsubishi PLC的硬件检查: PROG.E LED 闪烁
现象: PROG.E LED 灯闪
维修:检查 BATT.V LED 灯
再上电后 观察PC指 示灯状态
检查编程中存 在的问题
BATT.V 是否完好? 进行BATT.V 诊断。如果BATT.V LED指示已修复而PROG.E LED 等仍闪烁,检查编程中存在的问题
PLC原理及应用(三菱机型)PLC参考资料 第五.六.七.八讲 第4章 可编程控制器梯形图程序设计方法
第4章可编程控制器梯形图程序设计方法教学目的:1.、熟练掌握可编程序控制器梯形图2、熟练掌握可编程控制器继电-接触器控制与可编程控制转换3、掌握可编程控制器梯形图的经验设计法教学重点:掌握可编程控制器梯形图的经验设计法教学难点:用可编程控制器梯形图的经验设计法设计程序参考课时:讲课8课时实验2课时说明:适当地增加与现代工业自动化有关联的事例第一讲:可编程控制器由于其应用方便,可靠性高,在各个行业,各个领域大量地应用着不同类型的可编程控制器。
如何用可编程序控制器完成实际控制系统的应用设计,是每个从事电气自动化控制技术人员所面临的实际问题。
在此,我们根据现学PLC的有关知识和可编程序控制器的工作特点和以往的经验。
通过实例,提出PLC控制系统经验设计的基本原则和一般的设计步骤,以及实际应用时的注意事项。
一. 可编程控制器梯形图可编程控制器梯形图中的某些元件沿用了继电器这一名称,如输入继电器、输出继电器、内部辅助继电器等,但它们不是真实的物理继电器(即硬件继电器),而是在软件中使用的编程元件。
每一编程元件与可编程控制器存储器中元件映像寄存器的一个存储单元相对应。
该存储单元如果为“1”状态,则表示梯形图中对应编程元件的线圈“通电”,其对应的动合触电接通,动断触点断开,称这种状态是该编程元件的“1”状态,或该编程元件ON(接通)。
如果该存储单元为“O”状态,对应的编程元件的线圈和触点的状态与上述相反,称该编程元件为“O”状态,或该编程元件OFF(断开)。
梯形图两侧的垂直公共线称为公共母线(bus bar)。
在编制中应按自上而下,从左到右的方式编。
同时应注意如下几点:1、注意适当的编程顺序可减少程序步。
1) 串联触点多的电路应尽量放在上部,例图4-1。
图4-1 梯形图2) 并联触点多的电路应尽量靠近母线,例图4-2。
图4-2 梯形图3) 在垂直方向的线上不能有触点,否则形成不能编程电路,需经过重新安排,如图4-3为重新安排不能编程电路。
-梯形图程序的设计方法PPT课件

为使小车自动起动,将控制装、卸料延时 的定时器T0和T1的常开触点,分别与手动起动 右行和左行的X0、X1的常开触点并联,并用两 个限位开关对应的X4和X3的常开触点分别接通 装料、卸料电磁阀和相应的定时器。
例2 两处卸料小车自动控制的梯形图程序设计
控制要求 说明:小车仍然在限位开关X4处装料,但在X5和X3两处轮
流卸料。
两处卸料小车自动控制 程序设计
5.3 顺序控制设计法
1、经验设计法的问题
1)设计方法很难掌握,设计周期长 2)维修困难
逻辑关系复杂,可读性差,分析困难,维修和改进困难
2、顺序控制设计法
如果一个控制系统可以分解成几个独立的控制动作,且这些动作必须 严格按照一定的先后次序执行,叫顺序控制系统,也称为步进控制系统。
5)T2只通一个扫描周期
例1 送料小车自动控制的梯形图程序设计
控制要求:
说明:X4处装料,20s后装料结束,开始右行,碰到X3后停下卸 料,25s后左行,碰到X4后又停下装料,这样不停地循环工作。
按钮X0和X1分别用来起动小车右行和左行。
设计思路
以众所周知的电动机正反转控制的梯形图 为基础,设计出的小车控制梯形图。
● 输出 右行接触器线圈KM1,左行接触器线圈KM2,触点互锁
小车自动控制
● 右行 按下SB1,Y0为ON ● 延时 到右限位X4,延时10S ● 左行 定时10S到,Y1=ON ● 互锁 加上软硬件互锁
可以以电机正反转控制电路为基础设计,两个起保停电 路,一个定时器驱动电路,加上各种互锁实现。
● 按钮互锁 ● 限位开关互锁 ● 触点互锁 ● 硬件互锁
T0定时2s,2s到Y0=ON; T1定时3s,3s到T0断电,Y0=OFF
PLC梯形图讲解ppt课件

OTU指令使用说明
16
OSR指令是触发某事件发生一次的保持型 输入指令。当某事件的启动必须以梯级状态从 假到真的改变为依据时,可以使用OSR指令。 当OSR指令前的梯级条件从假到真转换时, OSR指令将为真一个扫描周期。一次扫描完成 后,即使前面的梯级条件仍为真,OSR指令也 变为假。只有它前面的梯级条件再次从假到真 转换时,OSR指令才能再次变为真
15
OTL指使用说明
当赋值给OUT指令的地址对应一个物理输出端时,如果该位是 清零状态(断开或禁止),则接到输出模块端子的输出设备不导通。 解锁存指令使控制器关断寻址位,然后,该位保持断开(与梯级条 件无关),直到被接通(一般被其它梯级的OTL指令接通) 当赋值给OTL指令的地址对应一个物理输出时,如果该位被置 位(导通或使能),则接到输出模块端子的输出设备被接通。当梯 级条件变为假(为真之后)时,该位保持置位且对应的输出设备保 持导通状态,直到被判断(一般被其它梯级的OUT指令关断)。
5
软 继 电 器
PLC梯形图中的某些编程元件沿用了继电 器这一名称,如输入继电器、输出继电器、内 部辅助继电器等,但是它们不是真实的物理继 电器,而是一些存储单元(软继电器),每一 软继电器与PLC存储器中映像寄存器的一个存 储单元相对应。该存储单元如果为“1”状态, 则表示梯形图中对应软继电器的线圈“通电”, 其常开触点接通,常闭触点断开,称这种状态 是该软继电器的“1”或“ON”状态。如果该存 储单元为“0”状态,对应软继电器的线圈和触 点的状态与上述的相反,称该软继电器为“0” 或“OFF”状态。使用中也常将这些“软继电器” 称为编程元件。
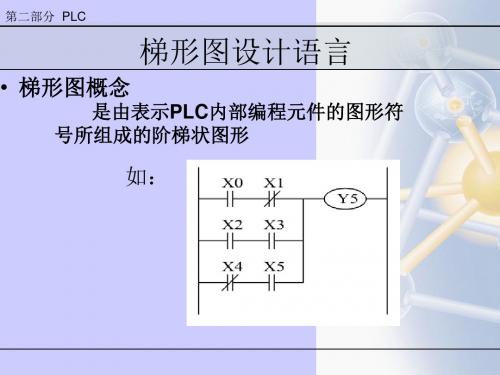
PLC梯形图
1
主要内容
梯形图编程中的四个基本概念 铸机梯形图常用指令
梯形图程序设计的技巧PPT幻灯片课件
Page 18 图5-44 电动机Y/△降压起动优化梯形图
三、经验法
经验法是用设计继电器电路图的方法 来设计比较简单的开关量控制系统的梯形 图。
Page 19
1.基本方法 经验法是在一些典型电路的基础上,
根据控制系统的具体要求,经过多次反复 地调试、修改和完善,最后才能得到一个 较为满意的结果。用经验法设计时,可以 参考一些基本电路的梯形图或以往的一些 编程经验。
“与/或”运算式 M0.0=( I0.1·I0.2)+( I0.3·I0.4)
梯形图
2.设计的步骤 (1)通过分析控制要求,明确控制任 务和控制内容; (2)确定PLC的软元件(输入信号、输 出信号、辅助继电器M和定时器T),画 出PLC的外部接线图; (3)将控制任务、要求转换为逻辑函 数(线圈)和逻辑变量(触点),分析 触点与线圈的逻辑关系,列出真值表;
控制的继电器电路图,试将该继电器电路 图转换为功能相同的PLC的外部接线图和 梯形图。
Page 4
图5-35 三相异步电动机正反转控制的继电器电路图
Page 5
解:(1)分析动作原理 (2)确定输入/输出信号 (3)画出PLC的外部接线图 (4)画对应的梯形图 (5)画优化梯形图
Page 6
Page 7
图5-36 电动机正反转的外部接线图
图5-37 电动机正反转的继电器电路图所对应的梯形图
Page 8
Page 9
优化后的程序
二、逻辑法
1.基本方法 用逻辑法设计梯形图,必须在逻辑函
数表达式与梯形图之间建立一种一一对应 关系,即梯形图中常开触点用原变量(元 件)表示,常闭触点用反变量(元件上加 一小横线)表示。
Page 2
三菱PLC梯形图编程方法05245
(断电延时程序)
第二部分 PLC
基本程序段
定时范围的扩展
X2
T0
T0 K600
X2 RST C0 X2
T0 C0 K60 Y0
C0 Y0
1 Hour
第二部分 PLC
基本程序段
5、二分频程序
第二部分 PLC
6、顺序控制程序1
第二部分 PLC
6、顺序控制程序2
第二部分 PLC
梯形图经验设计方法(步骤)
1、明白控制要求 2、确定I/O位置 3、 I/O地址分配(端口表) 4、设计、整理输入/输出信号间的逻辑关系 5、画外围连线图 6、编写梯形图程序 7、检查修改和完善程序
第二部分 PLC
梯形图设计
• 设计一个三相异步电动机正反转PLC控制系统
功能要求
接上电源时,电动机M不动作
当按下正转起动按钮SB2后,电机M正转; 当按下反转起动按钮SB3后,电机M反转;
反转接触器:KM2 Y002
第二部分 PLC
梯形图设计
第二部分 PLC
电动机的正反转控制
第二部分 PLC
四人抢答器
控制要求:
出题人出问题,答题人按动开关抢答,只有最早按
动的人有输出,除此没有。出题人按复位开关时, 引出下一个问题。
I/O点数
输入
输出
答题人A:X0
抢答指示:Y0
答题人B:X1
第二部分 PLC
梯形图基本画法
第二部分 PLC
基本程序段
1、自锁程序
(启—保—停程序)
2、互锁程序1
(线圈常闭触点构成)
第二部分 PLC
基本程序段
2、互锁程序2
(启动按钮常闭触点构成)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M200
梯 形
X1
X4 M200
图
M201
M200 主轴正转 M201 主轴反转
M200
X4
X6
M201
X10
Y4 主轴制动、 T0 K50
1HKK 2HKK
TA 正转启动 ZQA
ZFJ
ZZJ
ZFJ 反转启动
FQA
ZZJ
1ZPK
1JPK
GSK
ZZJ 主轴正转
主轴反转 ZFJ
主轴制动
ZDC
ZZJ
SJ
X0
T0 K90
X0
Y1 X0 T0 T1
T1 K70 Y1
Y1 T0的常开触点 T1的常开触点
Y1
9S
7S
四 、常闭触点输入信号的处理
PLC
X0
X0
X1 Y1
X1
Y1
COM
PLC
X0
X1
X0
X1 Y1
Y1
COM
5---2 梯形图的经验设计法
在一些典型电路的基础上,根据被控对象对控制系 统的具体要求,不断修改和完善梯形图,多次反复调试 和修改梯形图的设计方法。
(1)具有试探性和随意性
特 点 (2)最后的结果不是唯一的
(3)设计所用的时间和质量因设计者的经验而异
1 、设计实例一
送料小车在限位开关X4处装料,10S后结束 然后右行,碰到X3后停下来卸料,15S后左 行,碰到X4后,又停下来卸料,这样不停地 循环工作,直到按下停机按钮。
Y1左行
Y0 右行
X4
三菱plc梯形图程序 的设计方法
第五章 梯形图程序的设计方法
5---1 梯形图的基本电路 一、 起动、保持和停止电路(起保停)
X1
X2 Y1
X1
X2
Y1
Y1
Q FU
KM1 KH
M 3~
5---1 梯形图的基本电路
二、 三相异步电动机正反转控制电路
KH
SB3 SB1
KM2
KM1 SB2
KM2 KM1 KM1 KM2
SDJ
SDJ SJ SJ
2ZPK
反转点动
ZSA
ZFC
ZDC
正转点动 FSA
ZZJ
ZFJ ZZC
2DSC 1DSC
主轴正转 ZZC
主轴反转 ZFC
主轴低速 1DSC
主轴高速 2DSC
ZQA
正转起动
FQA
反转起动
ZSA
正转点动
FSA
反转点动
TA
主轴停止
速度继电器 速度变换
SDJ 1ZPK
主轴速度变换 2JPK
Y 梯形图
X控
顺序控制设计法
制
电
路
输Y 出 电 路
5---5 顺序控制设计中的功能表图绘制
一、 概述
功能表图 (Function Chart)
又叫做状态转移图或顺序功能图, 它是描述控制系统的控制过程、 功能和特性的一种图形。
M8002
M200
X0
M201
Y0
Y1 X1
M202
Y0
X2
M203
Y2
2ZPK
进给速度变换
接通高速
GSK
FX0S---30MR
X0 COM1
X1 COM2
X2
X3
X4
X5
Y0
2ZPK
X6
Y1
X7
Y2
Y3
X10
Y4
COM
2HKK RJ
1HKK
ZZC ZFC 主轴正转
ZFC ZZC 主轴反转
1DSC 2DSC 主轴低速
2DSC 1DSC 主轴高速
ZDC
主轴制动
X0
X4 M201
接线图 (3)确定时间继电器 中间继电器 定时器 (4)根据对应关系画出梯形图程序
1HKK 2HKK
继电 器控 制电 路图
TA 正转启动 ZQA
反转启动 FQA
1ZPK
TA
SDJ
ZFJ
ZZJ
ZFJ
ZZJ
1JPK
GSK 2JPK
ZZJ 主轴正转
ZFJ ZDC
主轴反转
主轴制动 ZZJ
SJ
ZFJ
1ZPK 1JPK ZZC ZFC
5---4 梯形图的顺序控制设计法
二、 顺序控制设计法的基本思想
STEP 步 转换
转换条件
有向线段
动作或命令
将系统的一个 工作周期划分 为若干个顺序
相连的阶段
使系统由前 级步进入下 一步的信号 称为转换条
件
每一步 所完成 的工作
5---4 梯形图的顺序控制设计法
二、 顺序控制设计法的基本思想
X
经验设计法
ZFJ
X4 X6 Y0 Y1 Y4 X2
X5 X5 Y4 X3
M202
M202 M202
M202
M200 X4
Y1
X7 M200
M201 X4
Y0
X5
T0
Y3
T0
Y2
Y0
主轴正转
Y1
主轴反转
Y2
主轴低速
Y3
主轴高速
5---4 梯形图的顺序控制设计法
一 、用经验设计法设计梯形图存在的问题
(1)设计方法很难掌握,设计周期长。 (2)装置交付使用后维修困难。
X0 T0 Y0 X1 T1 Y1 X4
X3
X5 M100
X5 M100
X1 X2 X3 Y1
Y0
右行
X0 X2 X4 Y0
Y1
左行
Y1 Y0 Y1 X3
Y2
装料
T0 K100
Y3
T1 K150 卸料
M100
5---3 根据继电器电路设计梯形图方法
步骤:
(1)了解被控设备的工艺工程和机械的动作情况 (2)确定PLC的输入信号和输出负载,画出外部
反转
Y1
三 、 定时器和计数器的应用程序
定时 范围 的扩展
X2 T0 T0 K600
X2
RST C0
T0
C0 K60
C0
Y0
X2
1h
Y0
三 、 定时器和计数器的应用程序
闪烁电路
X0 T1 T0 K20
X0
T0
T0
T1 K30
T1
Y0
Y0
2S 3S 2S 3S 2S
三 、 定时器和计数器的应用程序 接通/断开延时电路
二、 顺序功能图的基本结构
5 e
6 9 11
6 9 11
d 5
并行序列
5---5 顺序控制设计中的功能表图绘制
二、 顺序功能图的基本结构
a 2
g
子步
a 2.1
b 2.2
KM2
正转启动
5---1 梯形图的基本电路
反转启动二、 三相异步电动机正反转控制电路
KM2
停止
SB2 X0
Y0 SB3
X1
Y1 SB1
X2
KM1 KM2
KM1 FR
负载电源
COM COM1
5---1 梯形图的基本电路
二、 三相异步电动机正反转控制电路
X0
X2 X1 Y1 Y0
正转
Y0
X1
X2 X0 Y0 Y1
X3
X0
1 、设计实例一 T0
Y0
送料小车
X1
自动控制
系统的梯
T1
形图设计
Y1
X4
X3
X1 X2 X3 Y1
Y0
右行
X0 X2 X4 Y0
Y1
左行
Y2 T0 K100
装料
Y3 T1 K150
卸料
2、设计实例二
两处卸料的小车自动控制系统梯形图的设计
Y1左行
Y0 右行
X4
X5
X3
2 、设计实例二
两处卸 料小车 的自动 控制系 统梯形 图设计
X3
快进
举
工进
X1
X2
X1
X2 X3
M200 初始
初始
工
M201
快进
作
M202
时
M203
序
图
Y0
Y1
工进
快退
Y2
5---5 顺序控制设计中的功能表图绘制
二、 顺序功能图的基本结构
3 d
4 e
5
单序列
5
6 9 11
de
f
m
n
p
6 9 11
5
选择序列
5---5 顺序控制设计中的功能表图绘制