双重冗余工业以太网在阳极焙烧系统中的应用
基于快速以太网的阳极焙烧车间信息化改造

( col f no t nadEetcl nier g C iaU i ri f nn n eho g, uhu2 10 , hn) Sho o If mao n l r a E gne n , hn nv syo Mii adT cnl y X zo 2 08 C ia r i ci i e t g o
I f r a ia i n Tr nso m a in o o e Ba i o k ho n o m tz to a f r to fAn d k ng W r s p
Ba e n Fa t Et r t s d o s he ne
S UN e , I n - i g Z W i L U Ni g n n , HAO — i L e — u , HOU De h a Yiwe , OU B n y e Z —u
整性 。 实际运行 表 明 , 改造 方案安 全 可靠 。 此
关键 词 : 阳极焙 烧 ; 快速 以太 网; / B S模 式 ; 息化 改造 信
中图分 类 号 :P 9 T 2
文献标 识码 0 2 0 0 1 0 10 8 9 2 1 ) 5— 1 8— 3
Absr c : o h xsi gde ce is o n o ma ia in o l cr ltc au n m l n no e ba i g wo k— t a t F rt e e itn f ince fi f r t t ft ee toy i l mi u p a ta d k n r i z o he s o a n o ma ia in ta so main p o r m a e n t a tEt r twa i e a n ft e ke e h- h p, n if r tz t r n f r to r g a b s d o hef s hene s gv n, nd o e o h y t c o n l ge s d s rb d i e al On t n n t e if r tz to r n f' a in i r v d t e mo io i oo i swa e c e n d ti. he o e ha d. h n omaiain ta s r to mp o e h n trng i m f n to ft a i g wo k h p if r ain n t r t h a i h r h p mo t rn ewo k wa u ci n o he b k n r s o n o m to ewo k,a t e s me tme t e wo ks o ni i g n t r s o c n ce o t e wo k h p if r a in ma a e n y tm, n h n e rt ft e pa ti fr to n g - o ne t d t h r s o n o m t n g me ts se a d t e i t g y o h ln n o mai n ma a e o i me ts se i te g h n d. r ci a p rto h wst a h sta so ai n p o r m s s f n e ib e n y tm s sr n t e e P a tc lo e a in s o h tt i r n fr to r g a i ae a d r la l . m Ke r : n de b ki ; a tEt e n t B/S mo e if r aiain ta so mai n y wo ds a o a ng f s h r e ; d ; no m tz to r n fr to
基于DH+网的阳极焙烧炉燃烧控制系统的应用

IIIlIl U IlI B H
I
I
厂一
l
l
I
I
l l I I 调 调 l 调 I l l 调 l 调
l l I
I l
厂等都先后采用了这种焙烧 炉 。陔温度控 制系统 控制精 度较
高, 同时缩短 了生产周 期 , 提高 了产量。而且 还延 长了焙烧 炉 的 使用寿命 , 既节能又达到 了环保 的要求 , 取ቤተ መጻሕፍቲ ባይዱ 了很好 的经 济效益
和 社 会 效 益 。 但是 , 目前 这 些 企 业 都 面 临 着 两 个 方 面 的 问 题 : 一 方 面 由于 产 品 的 升 级换 代 和 生 产 过 程 中 的 维 修 维 护 均 受 到 技 术 方 面 的 制 约 , 求 相 关 技 术 对 生 产 技 术 人 员 更 加 透 明 , 者 得 到 要 或
维普资讯
鲁 息技 术 与信 息他
基于 D H+网的 阳极 焙 烧 炉燃 烧控 制 系统 的应 用
Ap l ain o o u t n C nrlS s m fAn d a ig Ki ae n DH + New r p i t fC mb si o to y t o o eB kn l B sd o c o o e n t ok
I D +网 H
l
l
l
l l
P [C LI L P C C L P
P 向 LI ‘向 c
碌 J LJ .
图 1 阳极 焙烧 燃 烧 控 制 系统 网络 结 构 图
更加便捷 的售后服 务和技 术支持 ; 另一 方而 , 企业 的信息 化管理 不但要求管理 数据 的集成 , 而且需 要工 艺数据 的集 成, 即要 求生 产现场的数据集成 到相关 的数据库服 务器 中 , 这就要 求数据库服 务器能够和这些控制 系统实现 数据通 信。这 两个 方面都 要求 对
铝用阳极焙烧系统的自动控制
Hale Waihona Puke 第2 9卷第 6期 20 0 7年 l 2月
甘
肃
冶
金
Vo. 9 No 6 12 .
D c 2 0 e .. O 7
G ANS ME A U U T I RGY
文章编号 :624 6 (0 7 0 -090 17 - 1 2 0 )60 6 -3 4
区(P 5 、P 在预热区下游设置排烟架 E 6 、P4 ) P和测温 测压架 1 R 1 。排烟架分别对各条火道进行抽风, P 每 条火道出口放置风量调节 阀, 并用测温测压架进行 负压测量, 进行负压闭环控制 , 保证负压在设定范围 内的情况下, 调整 l 火道预热升温曲线。 P 焙烧炉温度 自动控制系统共分为 4 个闭环控制 系统 , 焙烧区火道温度闭环控制系统 3 , 口负压 个 出 闭环控制子系统 1 ( 个 该子系统负压设定值通过预 热区 1 P火道 温度进 行控 制 ) 。 ( 系统在焙烧 区设 了 3套燃烧架 H 1 H 2 1 ) R 、 R、 H 3 每套前后两排重油喷油燃烧器( R, 每条火道配置
定后 , 它就会适合控制对象的参数变化, 在一定温度
范围内对阳极焙烧过程中的温度工艺进行 自 适应控
制, 参数采用参数估计和误差参数估计相结合的联
(在冷却区上游设置冷却架 C , 3 ) R 将火道和焙烧 合参数估计 , 不但能快速跟踪升温曲线 , 还能较好地 过 的阳极温度降低, 以达到出炉状态 , 每个升温工艺
铝 用 阳极焙 烧 系统 的 自动控 制
陈 玮 杨 勇 洪艳 霞 , ,
(. 1 甘肃华鹭铝业责任公司 , 甘肃 白银 7 00 ; . 3 90 2 西北矿冶研究院 , 甘肃 白银 7 00 ) 3 90
铝用阳极焙烧干式超净控制系统设计

2020年36期众创空间科技创新与应用Technology Innovation and Application铝用阳极焙烧干式超净控制系统设计李宏桢(福建龙净环保股份有限公司,福建龙岩364000)1工艺流程简介铝用阳极主要原料为煅后石油焦和沥青。
原料经过特定比例混合成型,在敞开式焙烧炉按设定的升温曲线进行高温焙烧得到预焙阳极。
有时原料中也会加入残极。
经焙烧后的烟气中含有粉尘、焦油、氟化物、SO 2及NO X 等污染气体[1]。
焙烧烟气成分较为复杂,烟气中包含的污染物组分多、粘结性强,且存在易发生着火等特点。
其特殊的烟气特性使得焙烧烟气治理成为行业的难题。
福建龙净干法团队自主研发了基于循环化流化床的DSC-A50烟气循环流化床干式超净技术,并成功应用于山东某铝用阳极有限公司82kt/a 阳极生产线。
DSC-A50烟气循环流化床工艺无需设置电捕除尘器。
焙烧车间来的高温烟气通过烟道直接引至吸收塔。
高温烟气与吸收剂、脱硫灰在吸收塔进口段充分预混合,并完成吸收剂与HCL 、HF 的反应。
然后烟气经吸收塔文丘里管加速后进入循环流化床床体。
气固两相流机制极大强化了气固间的传质与传热,从而保证循环流化床的高脱硫率和脱硝率。
沥青烟在循环流化床高密度床中被吸收剂吸附、补集后从而被脱除。
净化后的烟气从吸收塔顶部侧向排出进入脱硫后布袋除尘器进行除尘。
除尘后的净烟气通过脱硫引风机排往烟囱。
工艺流程图如图1所示。
2控制系统主要配置本项目控制系统采用浙江中控JX-300XP 系统,软件版本为AdvanTro-Pro V2.7,设置一对冗余控制器,一台工程师站和两台操作员站,网络及电源系统冗余配置。
3控制系统程序设计AdvanTro-Pro 具有控制算法组态采用国际标准,实现图形组态与语言组态的结合,功能强大[2]。
本项目控制逻辑组态采用基于功能块图(FBD )的图形化设计,自定义功能块采用ST 语言编写和封装,便于移植与应用。
基于双机冗余的兰炭生产过程监控系统
摘要 : 对兰炭 生产 工艺流 程和安 全 生产 的特 点与要 求 , 针 开发 了基 于双机 冗余 的 兰炭 生产 过程监 控
系统. 系统采 用工控机 、L 仪表 和 以太 网 , 该 P C、 构成 IC + s . 0 L P 73 P C和智 能仪表 +工业 以太 网的 0
双机冗余监控 系统. 系统实现 了兰炭生产过程 中工艺参数的实时监控与优化控制, 高了生产过程 提
亟卜圆
鱼
I 焦油
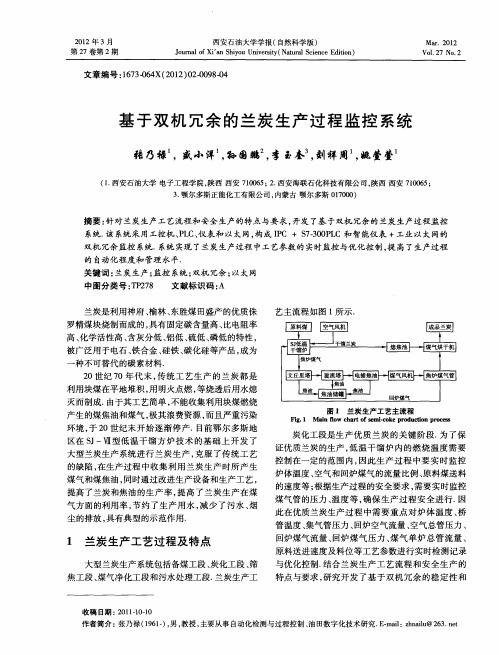
灭而制成. 由于其工艺简单 , 不能收集利用块煤燃烧 产生的煤焦油和煤气 , 极其浪费资源 , 而且严重污染
环境 , 2 纪末 开 始 逐 渐停 产 . 于 O世 目前 鄂 尔 多斯 地 区在 s 一Ⅶ 型低 温 干 馏 方 炉 技 术 的基 础 上 开 发 了 J 大型 兰炭生产 系统 进 行 兰 炭生 产 , 服 了传 统 工 艺 克
炭化 工段 是生 产 优 质 兰炭 的关 键 阶段 . 了保 为
证 优质 兰炭 的生产 , 温 干 馏 炉 内 的燃 烧 温 度 需要 低
控 制在 一定 的范 围 内 , 因此 生 产 过程 中要 实 时 监控
煤气 和煤焦 油 , 同时通 过改进 生产设 备 和生产 工艺 , 提高 了兰炭 和焦 油 的生 产 率 , 高 了 兰炭 生 产在 煤 提 气方 面 的利 用率 , 约 了 生产 用 水 , 少 了污 水 、 节 减 烟 尘 的排放 , 有典 型 的示范作 用 . 具
的缺 陷 , 生产过 程 中收集 利 用 兰炭 生 产 时所 产 生 在
图 1 兰炭 生产 工 艺 主 流 程
Fi . M a n fo c a t o e - o e p o u t n pr c s g1 i w h r fs mi c k r d c o o e s l i
阳极焙烧炉伊诺瓦燃烧控制系统理论与应用
个火焰 系统 ; 机组 、 K 编解 N M多功能天车 、 伊诺瓦燃烧 和控 制
系统、 烟气及净 化系统 、 油输送系统等。 重
1 伊 诺 瓦 阳 极 焙 烧 炉燃 烧 和控 制 系统 简 介
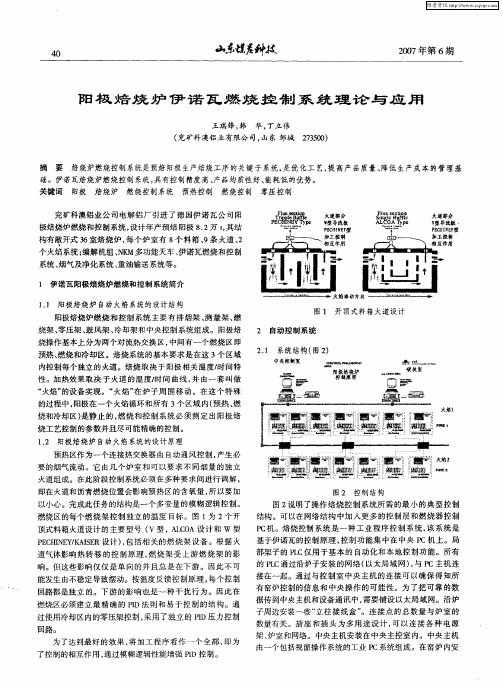
火焰移动方向
1 1 阳极焙烧炉 自动火 焰系统的设计结构 . 阳极焙烧炉燃烧 和控 制系统主 要有排 烟架 、 量架 、 测 燃 烧架 、 零压架 、 风架 、 鼓 冷却架和 中央控制系统组成。 阳极焙 烧操作基本上分为两个对流热交换区, 中间 有一个燃烧区即 预热 、 燃烧和冷 却区。焙烧系统的基本要求是 在这 3个区域 内控制每个独立的火道。焙烧取决 于阳极相关温度/ 问特 时 性。加热效果取 决于火 道 的温度/ 时间 曲线 , 由一 套 叫做 并 “ 火焰” 的设备实现。“ 火焰” 在炉 子周 围移动 。在这 个特 殊 的过程 中, 阳极在一个火焰循环和所有 3个 区域 内( 预热 、 燃 烧和冷却 区) 是静 止 的, 烧和控 制系统 必须测定 出阳极焙 燃
维普资讯
2 7 第6 1年 期 3 0
东 甜枝 谯晨
4 1
装 多余的操作系统 以便进行局 部监 控和燃烧过 程操作 。多
现低负压或温 度低 于点火 温度 , 燃烧 主机 ( 负压 ) 和 P 2 或/ I J 将直接关闭相关 火道 的 电磁 阀 ( 负压低 ) 此部分 相关火道 或 的电磁阀( 低温度 ) 。
要 的烟 气 流 动 。它 由几 个 炉 室 和 可 以 要 求 不 同 烟 量 的 独 立
火道组成。在此阶段控制 系统必须在多种要求 间进行 调解 , 即在火道和沥青燃烧位置会影响预热 区的含氧量 , 以要加 所 以小心 。完成此任务 的结构是一个多变量 的模糊逻辑控 制。
阳极焙烧炉燃烧控制系统节能技术开发

阳极焙烧炉燃烧控制系统节能技术开发
唐绮
四川华索自动化信息工程有限公司
针对焙烧工艺要求,公司开发并自主研制了一套适用阳极焙烧炉用新型燃烧器。
该新型燃烧器不仅比原来的小巧方便,而且设计科学合理,同时在喷火孔处配以烧嘴砖,密封性较好,燃烧器喷出火焰高度集中、火焰长度可调,使得燃烧效果也变得更加充分,火道内温度分布均匀、温差较小,减少竖装焙烧炉炉面的热量散失。
研制了圆筒式排烟架排烟架,并且在排烟架总管处安装红外CO检测系统,可实时统计烟气中CO的含量,为优化控制软件调控整个燃烧系统运行状况提供依据,以达到最大燃烧效率和有助于减少染物排放的目的。
将原来Profibus通讯网络改为工业以太网,该网呈星形结构,通讯速率高,连接方法简捷,可快速调试,适合焙烧控制系统应用。
当模块出现故障时,便于查找和诊断。
同时通过控制系统程序的研发升级,实现同一排燃烧架间隔供气功能、上下游供气功率的合理配置功能(根据实际需要,灵活可调),增加同一燃烧架在同一燃烧周期、不同时间段的供气功率的合理设置功能(根据实际需要,灵活可调)等功能。
工业预焙阳极焙烧炉智能控制方法及应用
( . uy n u n m— g e im D s n& R sac s t e uy n 5 0 4 hn ; 1 G ia gAl mi u Ma n s e i u g ee rhI t u ,G ia g5 0 0 ,C ia n it 2 C l g f l t c l n ie r g Guz o nv ri ,G i n 5 0 3 hn ) . ol e e r a E gn e n , ih uU i s y uy g5 0 0 ,C ia e oE ci i e t a
维普资讯
加 热 设 备
工业加热 第 3 5卷20 06年第 2期
工业预焙阳极焙烧炉智能控制方法及应用
沈 宁 ,罗世华 ,张希 周
( . 阳铝镁设计研究院,贵州 贵 阳 5 0 0 ;2 贵 州大学 电气工程学 院,贵州 贵 阳 5 00 ) 1贵 504 . 5 0 3
c r n h rc r t fh bet n v ro n ep eo n no cn iec fh t d n eai ,adapisoi rv e u et aat sco eojc a do ecmigt h n meo fn o s tnyo e e ya d rct n p l o et c e i t i h i s t sa v y e t mp h
阳极焙烧烟气治理技术分析及解决方案
铝用阳极的原料一般为煅后焦、沥青和残极,并 按照一定的比例混合、震动成型,在敞开式焙烧炉进 行高温焙烧,得到预焙阳极。在焙烧的过程中产生 的烟气为阳极焙烧烟气,根据不同现场的检测分析 结果,烟气中各种污染物的成分见表 1。
表 1 焙烧炉污染物排放浓度及国家标准
项目 粉尘
污染物原始浓度,mg/Nm3 200~780
Abstract:ThecharacteristicsofbakingfumeandtheproblemsofdifferentscrubbingtechnologybasedonElectrostaticPrecipitator(ESP)fordealingwith pitchfume,SO2,BaP,etc.havebeenanalyzed.AnintegratedmethodofRegenerativeThermalOxidizer(RTO)pluscirculatingfluidizedbedhasbeen proposed,whichcansolvetheproblem toscrubthevarietyofpollutionsfundamentally. Keywords:bakingfumescrubbing;pitchfume;SO2;ESP;RTO
无法去除烟气中苯并芘 粉尘排放难以控制 存在设备、管道、烟囱腐蚀等问题 焦油二次处理 废水的二次处理
冷却塔 +电捕沥 青烟器 +脱硫除氟
+湿法电收尘
冷却塔 +电捕沥青 烟器 +氧化铝干法
+湿法脱硫
去除烟气中的沥青烟、氟化物、SO2、粉尘 可以实现焙烧烟气的部分污染物的超低排 放 一般不会发生设备、管道着火等问题
冷却塔 +氧化铝 干法吸附
投资省、工艺流程短 可以去除烟气 中 沥 青 烟、苯 并 芘、氟 化 物 和 粉尘 无二次污染 设备无腐蚀
炭素阳极环式焙烧炉燃烧计算机控制及网络技术的应用
敞开 式 环 式 焙 烧 炉 是 焙 烧 炉 的 一 种 . 常 由 3 、 8 通 4 3
量和 产量 , 高 了焙烧 炉 的寿 命和利 用率 , 提 国内近几 年 引进 了 2 ~3套 法 国 S T R  ̄ 公 司全 套 技 术 设 E E AM 备 , 引进技 术设 备价格 昂贵 , 内炭 素 生产 广数百 但 国 家 , 大多数 无力 引进 。 绝 中国长 城 铝业 公 司是 我 国特大 型 铝工 业 企 业,
维普资讯
轻
金
属
20 0 2年第 1 期
炭 素 阳极 环式 焙烧 炉 燃 烧 计 算 机控 制 及 网络 技 术 的 应 用
郭 力
( 成都 华 索 自动化 信 . I程有 限公 司, 川 成都 6 0 4 ) 口 1 0 1
摘 要 : 目 前霉 卑的 碳 素 阳祝 环式 焙 烧 炉 , 均 ' 为 lO t 平 由耗 O k 一碳 块 左 右 . 阳极 碳 块的 加 热升 温 周期 为 26 1 h左 右 而
关 键 词 :焙 烧 炉 ;・ 机 控 制 ; 培技 术 . 用 '算 网 应 中 圉分 类 号 :TF 0 文 献 标识 码 :B 文 章 编号 : 10 15 (0 20 0 5 0 86l 0 2 7 2 2 0 )1 0 4 4
从炉子热平衡来看新型阳极焙烧炉的节能特点
从炉子热平衡来看新型阳极焙烧炉的节能特点曹广和,于国友(沈阳铝镁设计研究院,辽宁沈阳110001)摘要:用老式阳极焙烧炉的热平衡与新型阳极焙烧炉的热平衡对比的方法,详细的分析了新型焙烧炉的节能特点,对阳极焙烧炉的进一步研制开发有一定的指导意义。
关键词:阳极焙烧炉;热平衡;燃烧控制系统中图分类号:TF806.1 文献标识码:B 文章编号:10021752(2004)10006003改革开放以来,我国电解铝工业快速发展,自 八五以来,我国电解铝产量以年平均16%的速度增加,到2003年底,全国电解铝生产企业130多家,生产量540多万t。
本世纪以来,我国电解铝工业的技术进步和产业升级明显;短短三四年时间,我国电解铝工业的主体槽型由落后的自焙槽变为世界最先进的大型预焙槽。
电解铝厂年需预焙阳极200多万t。
1 焙烧的目的及能量消耗焙烧是炭素制品生产过程中主要的热处理工序之一。
焙烧是使压型后的生制品,在焙烧炉内于隔绝空气的条件下,按一定升温速度进行热处理的过程。
加热时间的长短,根据产品品种、规格及所采用的升温曲线不同,一般需7~22天。
最高焙烧温度为1000~1250!。
生制品在这一过程中,使粘结剂焦化,在骨料颗粒间形成焦炭网络,把所有不同尺寸的骨料颗粒牢固地连结在一起,使产品具有一定的固体形状,一定机械强度,耐热、耐腐蚀、导电、导热等性能的成品或半成品。
敞开式阳极焙烧炉是生产铝用预焙阳极的主要设备。
上个世纪70年代我国引入和开发了敞开式阳极焙烧炉技术,此技术广泛应用于贵州、青海、郑州、包头、平果等各大铝厂。
据统计资料显示此时的热耗一般为5.8~ 6.6GJ/t阳极。
上个世纪90年代国外的阳极焙烧技术向着炉箱大、自动化程度高、能耗低的方向发展。
此时世界先进的热耗指标约为2 5~ 3.5GJ/t阳极。
基于90年代后期沈阳铝镁设计研究院总结了以前的焙烧炉设计经验设计开发了出了新型的阳极焙烧炉。
从2002年1月开始已陆续在国内多家铝业公司应用,节能效果明显,据统计热耗一般为2 5GJ/t阳极。
山铝阳极焙烧系统应用实践
山铝阳极焙烧系统应用实践山东铝业股份有限公司(简称山铝)阳极焙烧系统是在原有阳极生产系统的基础上,增加阳极焙烧系统,与200kA和80kA预焙电解系列提供预焙阳极的配套项目。
该工程设计规模为年产43000t预焙阳极,于2003年9月投产。
山铝阳极焙烧系统借鉴法国SATERAM公司及瑞士R&D公司的燃烧装置及控制系统技术,结合国内预焙阳极焙烧的实际设计而成。
该阳极焙烧系统采用国内先进炉型,有34个炉室,分为2个火焰系统,每个炉室有6个料箱,7条加热火道。
阳极采用立装方式,阳极之间不加填充料,根据品种不同,每个炉室可装阳极120块和126块。
采用阳极编解组机对炭块进行编组和解组。
采用多功能天车装出炉;温度控制采用脉冲式燃烧装置及温度负压自动控制系统。
炉面设备以国产设备为主,采用200#重油作为燃料;其焙烧工艺制度(升温曲线)先进合理,焙烧周期可调整范围大:投产初期选用252h焙烧曲线(火焰移动周期36h)进行烘炉;投产后将焙烧曲线优化为168h(火焰移动周期28h)。
该系统投入运行后,阳极焙烧生产稳定,生产的预焙阳极理化指标均达到国家一级品要求,满足了电解需要。
山铝阳极焙烧系统解决了传统阳极焙烧炉存在的炉型不合理、能耗高、污染大、炉寿命短、自动化水平低、生产率低、预焙阳极产品质量不稳定等问题。
与传统阳极焙烧系统相比,新型阳极焙烧系统具有以下特点:(1)采用大料箱(5246mm×5370mm×703mm),料箱内阳极炭块填充率高达61%。
用先进控制算法,对每条火道加热带、预热带的升温曲线进行精确的温度控制,预热阶段火道之间的水平温差最大为18℃,加热阶段火道之间的水平温差仅为±2℃,各火道温度与目标温度误差为±1℃,可提高炭块的均质性。
采取P+T控制模式,实现对跨接烟道时各火道温度的控制,保证跨接炉室的炭块质量,解决了国内普遍存在的跨接炉室质量波动大的问题。
焙烧多功能天车控制网络升级
焙烧多功能天车控制网络升级摘要:阳极焙烧多功能天车是生产预焙阳极炭块的重要设备,在电控系统中采用PLC控制、现场总线控制网络、变频器等先进技术,实现了天车各种功能自动控制。
我公司使用的是CompactLogix控制系统1769-L35CR,此系列CPU采用的ControlNet控制,同轴电缆柔性差,极易损伤,经常造成整车网络故障,加之1769-L35CR系列更新换代,所以对焙烧多功能天车网络系统进行升级,整车电气系统实现了EtherNet/IP网络控制系统,驾驶室人机界面,便于操作、维修,故障率低,大大提升了焙烧多功能天车的综合性能。
关键词:多功能天车;ContrlNet;EtherNet/IP概述陕西有色榆林新材料有限责任公司阳极分公司有3个阳极焙烧车间,焙烧工序共有多功能天车6台(其中4台安装在两个54室焙烧炉厂房内,2台安装在一个36室焙烧炉厂房内),阳极焙烧多功能天车是阳极焙烧炉的专用操作设备。
在跨度为33.8米轨顶标高为12.98米的培烧工序天车轨道上运行,具有完成阳极熔烧炉运行行所要求的全部功能。
这些功能有:(1)利用其阳极夹具从培烧工序的北端生炭块编组机上抓取七块一组竖直排列的生阳极炭块(也可同时抓取两组)放在培烧炉室中进行生炭块装炉作业。
(2)利用其卸料管把料仓内颗粒状的填充焦填充到焙烧炉室内生阳极炭块周围。
(3)在出炉前利用其吸料管从焙烧炉室内吸出炭块周围的填充焦。
(4)利用其阳极夹具从焙烧炉炉室中取出七块组竖直排列的焙烧阳极炭块(也可同时抓取两个炉室的两组),并把这些炭块放在工序北端的解组机上,把竖直排列的阳极炭块分解,成横排炭块,熟炭块出炉作业。
(5)从焙烧炉南端填充料坑或解组料仓中的填充焦吸到天车料仓中。
(6)燃烧系统移炉时用10T电动葫芦吊运(燃烧架、鼓风架、热电偶架、排烟架、测温测压架、冷却架、炉墙机等)。
(7)吊运熔烧工序内各种维修材料和小型辅助设备。
(8)把除尘器收集的焦粉从灰中卸载到地面的料仓中。
浅谈阳极焙烧炉炉体的设计优化
浅谈阳极焙烧炉炉体的设计优化谢锋;邹理【摘要】阐述了阳极焙烧炉炉体的设计优化,探讨了提高阳极焙烧炉技术水平,降低能耗的方法和措施.【期刊名称】《有色金属设计》【年(卷),期】2010(037)004【总页数】4页(P53-56)【关键词】阳极焙烧炉;设计优化;节能【作者】谢锋;邹理【作者单位】贵阳铝镁设计研究院,贵州,贵阳,550004;贵阳铝镁设计研究院,贵州,贵阳,550004【正文语种】中文【中图分类】TF063为了提高阳极焙烧炉设计水平,降低阳极焙烧炉能耗,必须从内、外两个大的因素入手。
外因是燃烧方式选择、焙烧温度确定、火焰移动周期确定、控制系统设计等方面[1],但是要从根本上解决问题,达到预期目的,就必须从内因考虑,即从提高阳极焙烧炉炉体自身的设计,提高阳极焙烧炉技术水平,降低阳极焙烧炉能耗。
阳极焙烧炉加热炉室的数量由火焰移动周期的长短来决定。
火焰移动周期越短,则需要的加热炉室数就越少;火焰移动周期越长,则需要的加热炉室数就越多。
若火焰移动周期在24~32h之间,则采用3个炉室加热;若火焰移动周期在36~40h之间,则采用2个炉室加热。
火道墙是阳极焙烧炉的关键部分,燃料在火道内燃烧后,高温烟气通过火道侧壁向料箱中传送热量。
同时,料箱中产生的挥发份通过火道竖缝进入火道燃烧。
火道墙设计的重点是保证其温度的均匀和挥发份通道的畅通。
再者,火道墙又是焙烧炉最薄弱的环节,但其所用耐火材料量巨大,约占焙烧炉总耐火材料量的55%(按重量计),因此,如何才能延长火道墙的使用寿命,也是火道墙设计中的重点问题。
阳极焙烧炉火道的长度、高度、宽度尺寸是火道内温差最主要的决定因素之一。
火道结构如图1所示,高温烟气在负压的作用下,从火道的一端流向另一端。
由于高温烟气在流动过程中不停的向料箱传递热量,因此火道的前后、上下必然存在一定的温差。
这种温差的大小与火道的长度、高度尺寸成正比,跟火道的宽度成反比。
但火道宽度的加大相应的也要增大烟气量,增加废气带走的热量,因此火道的长度、高度、宽度尺寸设计应同时考虑这两方面的情况,取一个合理的数值。
铝用阳极焙烧烟气净化方法探讨

铝用阳极焙烧烟气净化方法探讨余宏伟;赵倩倩【摘要】随着国家环保标准对铝用阳极焙烧烟气排放限值的进一步降低,许多采用单一净化方法的电解铝企业将面临设备改造.本文提出电捕焦油器+干法、焚烧+干法的净化组合式烟气处理方案,并介绍了每种方案的工艺流程、主要设备、运行方式和应用情况.【期刊名称】《有色冶金节能》【年(卷),期】2015(031)005【总页数】4页(P39-42)【关键词】预焙阳极;沥青烟气;净化【作者】余宏伟;赵倩倩【作者单位】青海桥头铝电股份有限公司,青海西宁810100;青海桥头铝电股份有限公司,青海西宁810100【正文语种】中文【中图分类】TF821铝用阳极以沥青作为粘结剂,按照一定配方与煅后焦制成生制品,焙烧后用于铝电解生产。
在焙烧预热过程中,粘结剂沥青从生制品中析出生成挥发分进入焙烧炉火道进行燃烧。
由于沥青产生的主要挥发分氢、甲烷和焦油会在不同温度范围释放。
而焦油的析出温度低于其燃点温度,出现挥发分在焙烧炉火道中存在不完全燃烧现象[1]。
另一方面,沥青烟通常由气、液两相组成,液相粒径分布在0.1~1.0 μm,高温时比电阻大,低温时会冷凝。
再者,铝用阳极原料中含有电解质残极,主要成分为氟化物,故铝用阳极焙烧时会产生多种烟气污染环境。
在执行《工业炉窑大气污染物排放标准》(GB9078—1996)时,国内大多数企业采用的净化方法有电捕集法、氧化铝吸附净化法及碱吸收湿法等单一的净化方法。
但随着国家对环保要求的加强及排放限值的降低,单一的净化方法将不能满足环保要求,组合式的烟气处理方法势在必行。
(1)电捕集法。
利用电场产生的电力使尘粒从气流中分离的方法。
其对于粒径1~2 μm的尘粒捕集效率可达98%~99%[2]。
但对于液相粒径分布在0.1~1.0 μm的沥青烟,其除尘效率会大大降低,故该方法不能有效去除苯并芘,同时也不能去除以气态存在的氟化物。
(2)氧化铝吸附干法净化技术。
利用电解原料氧化铝作吸附剂,将沥青烟、氟化物吸附到固体颗粒物表面上,然后通过布袋除尘器实现气固分离,回收的物料全部返回电解槽使用。
工业网关及分布式技术在预焙阳极中的应用

工业网关及分布式技术在预焙阳极中的应用随着科技的飞速发展,工业领域正迎来一场前所未有的变革。
在这个变革的浪潮中,工业网关和分布式技术成为了推动工业智能化、自动化的重要力量。
特别是在预焙阳极这一关键材料的生产中,这两项技术的应用更是如虎添翼,为整个行业带来了翻天覆地的变化。
首先,让我们来了解一下工业网关。
在工业生产中,工业网关就像是一座连接不同设备、系统和网络的桥梁。
它能够将各种传感器、控制器等设备的数据进行收集、处理和传输,实现数据的实时监控和远程控制。
而预焙阳极作为铝电解生产中不可或缺的材料,其生产过程涉及到多个环节和设备的协同作业。
通过工业网关的应用,我们可以将这些设备的数据进行整合,形成一个统一的数据平台,从而实现对整个生产过程的精细化管理。
接下来,我们再来看看分布式技术在预焙阳极生产中的应用。
分布式技术是一种将计算任务分散到多个节点进行处理的技术。
在预焙阳极生产中,各个环节的设备都需要进行大量的数据处理和计算。
如果采用传统的集中式计算方式,不仅效率低下,而且容易出现单点故障。
而分布式技术则可以将这些计算任务分散到各个设备节点上进行并行处理,大大提高了计算效率和稳定性。
那么,工业网关和分布式技术在预焙阳极生产中究竟能带来哪些具体的好处呢?首先,它们可以提高生产效率。
通过实时监控和数据分析,我们可以及时发现生产过程中的问题和瓶颈,从而采取相应的措施进行调整和优化。
同时,分布式技术的引入也可以使各个设备节点更加高效地协同工作,进一步提高整体的生产效率。
其次,它们可以降低生产成本。
通过对生产过程的精细化管理,我们可以减少能源消耗、原材料浪费等不必要的开支。
此外,分布式技术的引入也可以减少对高性能计算设备的依赖,从而降低硬件成本。
最后,它们还可以提高产品质量。
通过对生产过程中的各种数据进行实时监控和分析,我们可以更好地掌握产品的质量状况,及时调整生产工艺和参数,确保产品的质量稳定可靠。
综上所述,工业网关和分布式技术在预焙阳极生产中的应用具有重要的意义。
提高阳极焙烧炉工作效率的途径

提高阳极焙烧炉工作效率的途径
В.А.Свердлин;С.Ф.Егоров;А.Н.Бабин;А.И.Грибанов;А.Н.Аминов;田国川
【期刊名称】《炭素技术》
【年(卷),期】1990()2
【摘要】<正> 国外是通过研制新结构焙烧炉和改进现有结构焙烧炉及焙烧工艺的方法来解决降低燃料消耗、提高焙烧炉生产能力、增大耐火材料寿命和降低基建投资等问题。
美国铝业公司建立了一种新式结构的焙烧炉。
在这种炉中废气和燃料一起燃烧。
阿鲁玛克斯公司所属铝厂(在北卡罗莱纳州)建造了这种炉子,炉中每4.【总页数】3页(P44-46)
【关键词】阳极;焙烧炉;工作效率
【作者】В.А.Свердлин;С.Ф.Егоров;А.Н.Бабин;А.И.Грибанов;А.Н.Аминов;田国川
【作者单位】
【正文语种】中文
【中图分类】TF806.1
【相关文献】
1.阳极焙烧炉节能的途径 [J], 邹理
2.提高阳极焙烧炉使用寿命的方法和途径 [J], 曹伯江
3.敞开式阳极焙烧炉扩容的途径 [J], 牟俊仪;李志敏
4.重油阳极焙烧炉节能减排的有效途径 [J], 杨晓君;王泽豪;王厚力
5.提高阳极焙烧炉使用寿命的途径 [J], 常广智;钟群标
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke r s a o eb k n y wo d : n d a ig;i d sra t e n t n u tileh r e ;M o b s TCP;rd n a ttc n l g d u/ e u d n e h o o y
随 着全 球 经 济 发展 和环 保 意识 的提 高 , 耗 电 对
中基础 环节 , 焙 阳极 生 产工 艺 、 产装 备 和制 品质 预 生 量, 直接 决定 着 电解 铝 的质 量 、 成本 和效 益 [. 1 ] 作 为 预焙 阳极 生 产 焙烧 工 序 中 的关 键 设 备 , 不 仅投 资 约 占 阳极 总 投 资 的 3 , O 而且 也 是 影 响 产 品 质量 、 耗和 环境 的重 要环 节. 能 随着科 学 技术 发 展焙 烧炉 建 造 的材 料 及技 术 日趋 成熟 , 国 目前 已完 全 我 能建造 性 能 良好 的焙烧 炉E . 2 J
刘微 容 ,刘 朝 荣
( 州 理 工 大 学 电气 工 程 与 信 息 工 程学 院 , 肃 兰 州 70 5 ) 兰 甘 3 0 0
摘 要 : 介 绍 了阳极炭 素焙 烧 系统 、 常见 的工 业 以太 网技 术及 以太 网冗余技 术的基 础 上 , 据 阳极 根 炭 素焙 烧控 制 系统 的 需要 构 建 了双重 冗余 工 业 以太 网 , 某铝 业公 司得 以成 功应 用. 在
维普资讯
第 l 9卷 第 2期 20 0 7年 6月
甘 肃 科 学 学 报
J u n lo n u S in e o r a fGa s ce c s
Vo . 9 1 1 No 2 .
J n 2 0 u.07
双 重 冗余 工 业 以太 网在 阳极 焙 烧 系统 中 的应 用
大[ . 国家 有 关 “ 新 型 工 业 化 道路 的方 向 , 3在 ] 走 以信 息化 带动 工业 化 , 以工 业 化促 进信 息化 , 强 自主创 增 新能 力 ” 的要求 下 , 行业 各企 业 积极 开展 阳极 炭素 铝
焙烧 技术 改造 工作 .
了 向大 型化 发 展 的条 件. 预 焙 阳极 生 产 是该 技 术 而
B k n y t m. A wo e h r e e u d n e wo k i u o wa d a c r i g t h p c f a i n o o e a ig S se t — t e n tr d n a tn t r s p t f r r c o d n o t e s e i c to fAn d i B k n y t m ,a d i h s b e p l d i n a u n m a u a t r r a ig S s e n t a e n a p i n a l mi u m n f c u e . e
关 键 词 : 阳 极 焙 烧 ; 业 以 太 网 ; o b s TC ; 余 技 术 工 M d u/ P 冗 ’
中图分 类号 : TP 9 . 1 T பைடு நூலகம் 6 2 3 3 1 , F 4 .
文献 标 识码 : A 文章编 号 :0 40 6 ( 0 7 0 —0 10 1 0 — 3 6 2 0 ) 20 6 —4
但是 , 目前 世 界 上 还没 有 成 熟 的焙 烧 炉 控 制 系
统, 最先 进 的技术 是 法 国 A. P公 司的 阳极 焙烧 控 制 系统. 国大 型 铝 厂 的 阳极 焙 烧 炉一 般 采 用 敞 开 式 我 焙 烧炉 , 基本 上 仍处 于 日轻 焙烧炉 的 技术 水平 上 , 能
The Ap i a i n o plc to f Two Et e ne d nda c — h r tRe u nt Te hno o y i h l g n t e Ano e Ba ng S s e d ki y t m
LI W e— o g,LI Ch o r g U ir n U a — on ( l g f eti n n o main lEn ie rn Col eo Elcrca d I f r to a g n e g,La z o iest f in ea d e i n h u Un v ri o Sce c n y
Te h oo y,L n h u 7 0 5 ,Ch n ) c n lg a z o 0 0 3 ia
Ab t a t sr c :
Te hn l i s f i dus ra e h r t n r du da t c no og r nt o c d n he c o og e o n t i l t e ne a d e n nt e h l y a e i r du e i t An de o
耗 高 , 产能 力 低 下 、 温 控 制精 度 偏 低 、 生 炉 烟气 排 量
及 环境 污染 极 大 的 铝行 业 提 出 了更 高 的要 求. 提 为 高铝 电解 的技术 指 标 、 降低能 耗 , 改善 铝 电解 烟气 中
氟对 环境 的污染 , 终达 到经 济效 益增 长 的 目的 , 最 应 运 产 生 了预 焙 阳极 电解 技术 , 技 术 使 电解槽 具 备 该
1 阳极炭 素 焙 烧 系统
1 1 阳极 炭素 焙烧 系统构 成及 其 功能 .
阳极 炭 素 焙烧 系统 主 要 由生 块编 组 系统 、 油 重 系统 、 窑炉 焙烧 系统 、 块解 组 系统 及烟气 净化 系 统 熟 构 成. 生块 编 组 系统 是 将 成 型车 间 制 造且 已压 制 成 型 的 阳极 生 炭块 通 过 链 式 输 送 机 、 式输 送 机 输送 辊 至 编组 站进 行编 组 , 编成 正反 ( 碗 ) 间的组 , 天 炭 相 供 车装 炉 ; 油 系统 是 将 油 库 或 油 车 中 重 油输 送 到 重 重