5BY-5.0V包衣机电路图
德国布鲁克郎定型机同步线路图
1#机架
2#机架
3#机架
4#机架
0V L12 COM4,COM5 设计 制图 校对 日期 2012.3.9
陈志波
比例 共总数页
14
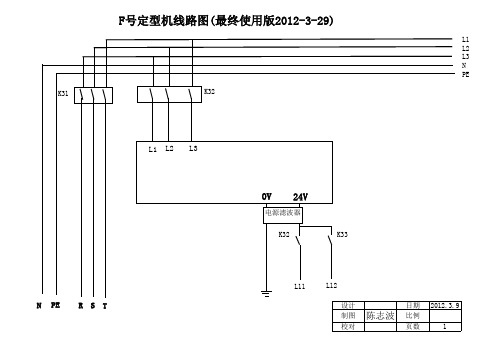
F号定型机线路图
L11
0V
电源滤波器
电源滤波器
电源滤波器
电源滤波器
24V A
0V B
24V A
0V B
24V A
0V B
24V A
0V B
X0
X1
X2
X3
X10
X11 开 机
风 机 马 达
风 机 马 达
追 边 自 动
剥 边 开 关
机 中 开 边
抽 风 马 达
设计 制图 校对
陈志波
日期 2012.3.9 比例 共总数页 18
F号定型机线路图
L11
0V
FX2N-4DA1
FX2N-4DA2
FX0N-3A3
I+ VI- I+
VI- I+ VI- I+
VI-
I+ VI-
I+ VI- I+
F号定型机线路图
L1 L11 0V N PE K17 K18 L1
N PE
电源滤波器
C
D
A
B
N FX3 48MR FX3U-48MR
L
24V
0V
24V
VCC 0V
GND
IN+
INV+ 3CH1 COM1
VO+ PWSA00T-P 24V 0V PWS6600T-P VO24V 0V
设计 制图 校对
X12 停 机
X13 急 停
ZhongLian方料成型机电路图
SB34 X54 布料室急救按扭 SQ39 X124 顶门开限位
X174 配料输送带反转启动
X5 报警扫描输入6
SQ1 X55 布料小车上限1
SQ40 X125 顶门关限位
X175
SB1 X6 布料端门控制盒急停 SQ2 X56 布料小车下限1
CJ5 X126 3#小搅拌电子称量程 X176
SB2 X7 布料小车前进
921 922 923 924 925
927 930 931 932 933 934 935 936 937 940 941 9133 9134 9135 9136 9137 9140 9141 9145 9146
N1 L4
KM6 KM7 KM8 KM9A KM9B
KM11 KM12 KM13 KM14 KM10 KM16A KM16B KM17A KM17B KM18A KM18B KM19 KM20 KM21 KM22 KM23 KM24 KM25 KM26 KM27
SQ3 X57 布料小车上限2
CJ6 X127 4#小搅拌电子称量程 X177
SB3 X10 布料小车后退
SQ4 X60 布料小车下限2
SB35 X130 1#小搅拌开/停
SB4 X11 布料小车上升
SQ5 X61 布料小车原位
SB36 X131 2#小搅拌开/停
SB5 X12 布料小车下降
SQ6 X62 布料小车下料位后 SB37 X132 3#小搅拌开/停
KM10 Y33 主搅拌波箱冷却 YV32 Y103 脚仔开启
B61 Y153 4#小搅拌运行
KM16A Y34 花色转角带正转 YV33 Y104 脚仔复位
YV56 Y154 4#小搅拌下料门开
打包机图纸已翻译版
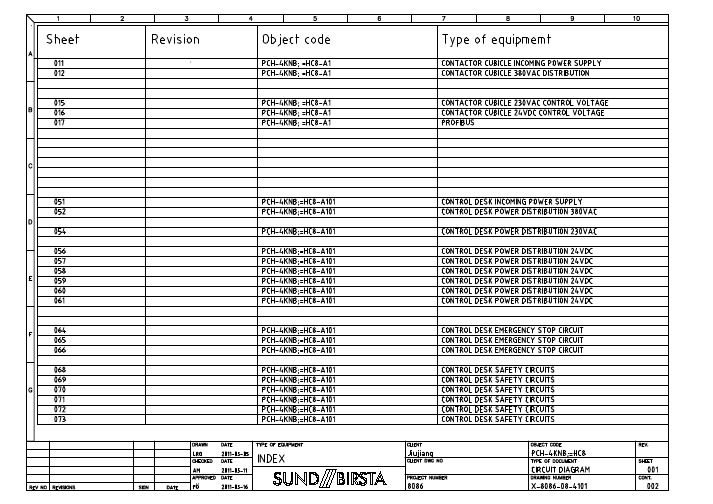
总进线柜
光纤通讯模块A101操作台
上站:
下站:A112-HY 液压油箱分站
操作台
从外部UPS来的230v电源
电压等级选择必须拨到恰当位置!!
PLC,触屏,通讯接口等的24v供电
24v输出部分的供电
操作台此设备我厂未用
安全停车接触器
安全停车接触器
安全停车接触器
安全停车接触器
安全停车时,用于外部输出模块的供电被这几个接触器切断,所有外部输出模块失去电源!!
光纤总线终端
触屏plc317控制柜上的
触屏扩展外接端口用于监控
插鼠标等外用设备以及提供220v电源
终端供电模块
终端供电模块
8通道数字量输出模块,0.5A容量
操作台该部分为台面的18位旋钮,只使用
其中5点,根据这5点的输入状态
在程序中形成BCD编码,用于动作
选择
启动定制功能
扭结功能BCD码组合选择(同上)操作台
启动选择的扭结功能
该部分我厂设备未用
该部分我厂设备未安装。
药物制剂设备_6包衣设备2015

高效包衣机工作原理: 高效包衣机工作时,被包衣的片芯在包衣主机的 包衣滚筒内作连续复杂的轨迹运动。在这个过程 中,由可编程控制器为核心控制,按输入的工序 顺序和工艺参数,使包衣介质经过蠕动泵和有气 喷枪(或滴管)自动地喷洒(或滴流)在片芯表 面,热风柜按设定的程序和温度向片床供给10万 级洁净的热风对药片进行干燥,热风穿过片芯从 底部筛孔,由排风柜把废气排出,使片芯表面快 速形成坚固、细密、光滑圆整的表面薄膜。
2、特点:
包衣过程是在主机内完全密闭的空间进行,无
粉尘飞散,符合GMP要求; 简化了包衣工艺,药片干燥速度快,包衣过程 自动化,包衣时间缩短,生产效率高,不仅能 完成薄膜包衣,还能包糖衣; 包衣生产自动控制,操作方便; 包衣锅还设有系统故障自诊断功能,可确保包 衣生产的安全。
离心式包衣造粒机
无气喷雾包衣 空气喷雾包衣
茡荠式包衣机(普通包衣锅)
图18-24 高压无气喷雾包衣设备及管道安装示意图 1―包衣锅;2―喷头;3―湿空气收集罩;4―程序控制箱;5―贮气罐;6―煤气加热装置; 7―自动风门;8―高压无气泵;9―带夹套的贮液箱;10―稳压过滤器;11―热交换器; 12―加热器;13―空气过滤器
模块六 口服固体制剂 生产设备
高效包衣机
——包衣机
茡荠式上适宜材料的衣层,使药物与外
界隔离的操作。 包衣的种类:
糖衣、薄膜衣、肠溶衣
国内常用的包衣方法
滚转包衣法 流化床包衣法 压制包衣法
包衣的目的:
掩盖药物的不良气味
普通包衣锅又称为荸荠包衣锅, 可用于包糖衣、薄膜衣和肠溶衣。
组成: 1. 包衣锅 2. 动力系统 3. 加热系统 4. 排风系统
茡荠式包衣机(普通包衣锅)
种子加工原理与技术
贮运应用大包装,销售用小包装; 农作物、林果作物用大包装,蔬菜、花卉等用小包装。
2.包装材料的性能要求
耐用性——贮、运、销过程中不易破损,抗拉,抗搬。 防潮性——在相对湿度较高的贮藏环境中,包装材料应 防止种子进一步吸湿,以保证种子贮藏安全。 适用性——包装应低成本,安全、美观。
2011-10-28 16
②恒速干燥阶段 图中BC段。 特点:外部汽化控制阶段。介质温度与种表温度的温差为恒 值;干燥速度恒为最大值。 该阶段时间长短取决于干燥介质温度、流速、干燥面积等。 ③降速干燥阶段 图CDE阶段。 特点:干燥速度下降(直至0),种温上升(直至介质温 度)。第一(C) 、第二临界点(D)先后出现,该阶段属于内 部汽化控制阶段。
依据气流对种子和杂质产生的阻力不同进行分离。 处在气流中的物体(种子)都要受到气流的阻力(F), > F——下落 种子或杂质的重量 < F——被带走 = F——悬浮
此时的气流速度,称临界风速。 空气动力学分离: 即利用种子批中不同组分的
5XD-10.0(8.0)风筛式清选机 小麦、玉米;奥凯种子机械有限公司
种子包衣和丸化的作用(复合型):
(1)有效防控苗期病虫害 (2)促进幼苗生长 (3)减少环境污染 (4)省种省药,降低成本 (5)利于种子质量标准化,防止假劣种子
种子包衣机 (5BY—2.0/5.0V/8.0V/10.0V)
2.种子带(seed tapes)
用纸或其它材料制成窄带,种子随机排列成簇状或单行, 并固定于其上。
1.根据种子尺寸特性分离——筛选机
根据种子长、宽、厚的不同,利用不同形状 和规格的筛孔,可将种子分离分级: 按种子长度分离——用窝眼筒筛 按种子宽度分离——用圆孔筛 按种子厚度分离——用长孔筛
包衣机2

包衣机2目录安全操作规程 (1)一、型号、名称及特点 (2)二、用途及主要技术指标 (2)三、结构 (3)四、工作原理 (6)五、使用与调整 (6)六、保养与存放 (9)七、主要参数表 (9)八、常见故障及排除方法 (10)安全操作规程!1、严格按操作规程进行,动力线为四芯电缆线,机体保持良好接地,防止触电事故。
2、作业时严禁打开输送搅龙,严禁打开雾化混合室观察门,严禁运行中排除故障。
3、药液螺杆泵严禁空转与反转,供药系统管路严禁有任何异物阻塞(例如冬季管路内结冰或物料进入管路等)。
4、药液回流管严禁插入药液里面,以防止药液起沫溢出药液箱。
5、停机或中途断电时,一定要切断电源,防止机器突然起动,造成事故。
1.6、操作人员必须戴上口罩、橡胶手套等防护工具才能进行包衣加工作业,以防药物中毒。
作业后要清洗干净方可用食。
7、保养清洗后的残液一定要安全处理,勿使人畜中毒。
12一、 型号、名称及特点5BA -5.0种子包衣机采用新型离心式圆盘雾化器、齿杆式螺旋混合系统。
使该机加工种类广泛,药液雾化效果好。
药种比调节范围大,包衣合格率高,工作性能稳定,操作使用方便。
5BA -5.0种子包衣机二、用途及主要技术指标5BA -5.0种子包衣机是种子进行药液处理的重要机械。
该机用于经过清选后的小麦、玉米、水稻、大豆等粮食作物种子,也适用于油菜、西瓜、黄瓜等蔬菜种子,以及其它各类粒状作物种子。
适合农村、农场以及各级种子公司和种子加工部门使用。
主要技术指标如下:1、生产率:3-5t/h (以小麦计)2、包衣合格率:≥93%3、药种配比范围: 1:20-1:120范围内可调4、破碎率:<0.1%5、噪声:<75dB6、总功率:2.45kw7、总重量:260kg8、主要尺寸:长×宽×高=2625×678×2412mm三、结构(图1所示)图1包衣机结构图A、喂料系统B、物料计量系统C、雾化系统 D螺旋搅拌器 E药液计量系统 F供液器 G螺杆泵1、斗门2、称重斗3、离心雾化器4、雾化室5、搅拌齿6、药勺7、锥形分布器 8、计量缸体 9、出液管 10、回流管 11、进药管1、供液系统(图2所示)供液系统主要包括螺杆泵、供液器和计量缸体及药液流管等部件组成。
圣蒂斯SDS8000电气原理图
KM2
X1-6 DX1-6 D1-6
GM2
X2-2 DX2-2 D3-7
CM
X2-3 DX2-3 D3-8 X2-1 DX2-1 D3-6
BZ
X4-12 DX4-12 D8-10 D8-11
24V+
BL
24V+
JN
24V+
X4-7 DX4-7
24V- CAN4L
CAN4H
24V+
C
DX1-7 D1-7
DX2-4 D4-7
A 2AP
直驶
DX1-14 DX1-13 DX1-15
D4-6 DX2-7 X2-7
SK1
J1.2 X1
开门到位
B
SG1
J1.3 X2
关门到位
AP1
J1.4 X3
光幕
MZ
CZ
J1.6 X5
超载
QZ
J1.7 X6
轻载
SJ
J1.8 X7
司机
VIP
J1.9 X8
贵宾
1CM
J1.1 COM1
4KW
*1
5KW
6KW
*1
EAR UPS KCZ
*2 *3
KMZ
KQZ
SQU
SQP
D7-4 AD1-11
SQD
D7-5 AD1-7 A1-7
B2-2
B2-3
B2-4
B2-6
B2-5
B2-7
A1-11
24VB
S1W
S2W
S3W
S4W
S5W
S6W
PS
PZ
PX
DBZ
PTC EAR UPS
莫铁厂布袋除尘电气原理图及控制接线图

包衣方法与设备

回主目录
返回
上一内容
下一内容
回主目录
返回
• 3、包衣液的雾化喷入方法 • 流化床包衣机的核心是包衣液的雾化喷入方法,一般有顶 部、侧面切向和底部3种安装位置,如图18-33所示。喷头 通常是压力式喷嘴。随着喷头安装位置的不同,流化床结 构也有较大差异。 • (1)顶部喷头 • (2)侧面切向喷头 • (3)底部喷头
上一内容
下一内容
回主目录
返回
(二)无气喷雾包衣机
图18-24 高压无气喷雾包衣设备及管道安装示意图 1―包衣锅;2―喷头;3―湿空气收集罩;4―程序控制箱;5―贮气罐;6―煤气加热装置; 7―自动风门;8―高压无气泵;9―带夹套的贮液箱;10―稳压过滤器;11―热交换器; 12―加热器;13―空气过滤器
上一内容
下一内容
回主目录
返回
(三)高效包衣机
1、工作原理 • 利用喷雾法加入包衣料液,同时吹入热风穿过片芯间隙,从 而使片芯表面湿液充分挥发,使包衣材料均匀包覆于片芯表 面。 2、结构组成 (1)主要组成部分
• 包衣锅、定量喷雾系统、送风供热系统、排风系统、程序控 制系统
上一内容
下一内容
上一内容 下一内容 回主目录
返回
4、特点及应用
使用气流或机械力同时作用使流化床内的物料呈现 沸腾或强制规则运动状,将辅料或母液均匀喷入使 之团聚成粒或层积放大,可达到制粒或包衣的效果 ,可在一台设备内完成,性价比高。
上一内容
下一内容
回主目录
返回
10.4.3 压制包衣设备
• 压制法包衣亦称干法包衣,是用包衣材料将片芯包裹 后在压片机上直接压制成型。该法可包糖衣、肠溶衣 或药物衣,适用于对湿热敏感药物的包衣,也适用于 长效多层片的制备或有配伍禁忌药物的包衣。 • 常用的压制包衣机是将两台旋转式压片机用单传动轴 配成套,以特制的传动器将压成的片芯送至另一台压 片机上进行包衣。 • 一步干法包衣压片过程包括3个主要步骤:(1)压制第 一外包衣层(1st-outer layer);(2)压制核心片; (3)压制整个包衣片,包括第二外包衣层(2nd-outer layer)。
日星定型机电气原理图
日星定型机电气原理图(MVR 巡环风扇NFBCT(2P)10AMV3 40WRTT控制风扇临时电源STT MSE SE1 NFBE(2P5A)SE2 FU2(5A)EL1 同意FU3(5A)EL217。
5KW 右1烘房R1210000F11TO:SH。
NO A/1F12ICOM500Ω RPMR3FBS3VR11/12/13VR14/15/16 速度设定5KΩ VR1METERR3F VRC1/C2/C3VRC1RC SCVRCIRVRC3/VRC2TO:PG。
NO 6A/7G R S T210001F21TO:SH。
NO A/1F22ICOM500ΩR3FVR21/22/23 VR24/25/26 速度设定5KΩ VR2VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG3SC/RCSH。
NO A/2U6/V6/W6R31M67。
5KW 右3烘房R3210002F31TO:SH。
NO A/1F32ICOM500ΩR3FVR31/32/33VR34/35/36 速度设定5KΩ VR3VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG410003F41TO:SH。
NO A/2F42ICOM500ΩR3FVR41/42/43VR44/45/46 速度设定5KΩ VR4VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG5U9/V9/W9 M97。
5KMEOCR10 10004/ICOMSC/RCSH。
NO A/2U10/V10/W10R51M107。
5KW 右5烘房R5210004F51TO:SH。
NO A/2F52ICOM500ΩR3FVR51/52/53VR54/55/56 速度设定5KΩ VR5VRC3/VRC2RC SCTO:PG。
NO 6A/4R S TG610005F61TO:SH。
NO A/2F62ICOM500ΩR3FVR61/62/63VR64/65/66 速度设定5KΩ VR6VRC3/VRC2RC SCTO:PG。
包衣机说明书

B G B-C高效包衣机使用说明书浙江小伦制药机械有限公司中国制药装备行业协会成员单位高效包衣机使用说明书BGB-C系列共21页第1页一亚目录1、设备的用途及特点 (2)2、设备的性能 (4)3、工作原理 (5)4、结构 (6)5、设备的润滑 (12)6、设备的安装 (12)7、设备的操作 (17)8、包衣操作简要说明 (19)9、设备的维护、保养、维修 (21)本说明书所述内容与插图等是为了更详细直观地阐述包衣机的操作步骤和方法。
由于技术和工艺的不断更新,内容若有改动,恕不另行通知!望谅解。
高效包衣机使用说明书BGB-C系列共21页第2页1设备的用途及特点1.1用途BGB-C型高效包衣机是BGB-B型的改进型,是用于中西药片、药丸以及糖果等进行糖衣,水相薄膜、有机薄膜包衣的专用设备。
该设备是按照制药工业“GMP”要求制造的;其全部外壳、包衣滚筒(包衣锅)、热风机、喷洒装置以及所有与药品接触的部件全部采用不锈钢材料制造。
整个工艺操作过程由微处理机可编程序系统控制,亦可用手动操作控制。
控制系统具备多种应用程序、运行状态选择,转速和温度闭环控制,包衣机锅内负压和热风供风量开路控制,控制参数显示齐全并具备工作状况记录打印功能。
全部包衣操作是在密闭状态下进行,无粉尘飞扬和喷洒液飞溅,是一种优质高效、可靠、洁净、节能、操作方便符合SOP操作的新型包衣设备。
1.2特点:BGB-C型机是在BGB-B型机基础上改进而成,其核心技术是在B型机的基础上增加了多项量化指标控制。
①设计了包衣锅内的负压显示与控制在包衣机的上箱体内增设负压检测点,并在操作柜上装置美国DWYER公司生产的2300-3kPa型压差表,操作工可根据工艺规定(例负压值为10Pa)操作触摸屏,控制排风机转速达到控制锅内负压的目的。
②设计了供热风风速的显示与控制在供热风的管路中增设风速检测点,并在操作柜上装置美国DWYER公司生产的2001A V型风速表,操作工可根据工艺规定的风速值(8m/s)操作触摸屏控制热风机的转速达到控制供风量的要求。
海尔变频空调电路原理及图纸

海尔牌变频空调器早期在市场上主要有:KFR-20Gw/(BP)、KFR-28GW/A(BP)、KFR-32Gw/(BP)、KFR-36GW/(BP)、KFR-40Gw/(BP)、KFR-50Lw/(BP)和带有负离子发生器的健康型空调器KFR-25Gw/BP×2(F)、KFR-50LW/(BPF)等。
他们的变频控制原理基本相同,本文主要以KFR-50LW(BP)金元帅柜机王为例,分析控制电路的工作原理,以抛砖引玉。
图1是室内机控制电路原理图,图2是室外机控制电路原理图,两个原理图均是作者依据实物绘制,仅供参考。
一、室内机控制电路原理室内机控制电路采用变频空调专用芯片47C862AN-Gc5l。
该芯片内部除了写入空调器专用程序外,还包含有CPU微处理器、程序存贮器、数据存贮器、输入输出接口和定时计数器电路等电路,可对输入的信号进行运算和比较,根据运算和比较的结果,对室外机、风机、定时、制冷制热、抽湿等工作状态进行控制。
1.ICI(47C862AN-GC51)主要引脚功能(1)35、64脚为供电端,典型的工作电压为+5V。
(2)芯片的32、33、34、39、48、60为接地端。
(3)31脚是蜂鸣器接口。
CPU每接到一次用户指令,31脚便输出一个高电平,蜂鸣器鸣响一次,以告知用户CPU已接到该项指令。
若整机已处于关机状态,遥接器再输出关机指令,蜂鸣器也不响。
(4)36、37、38是温度采集口,其中36、37脚为室内机热交换器温度输入口,38脚为室内温度输入口。
(5)复位电路由20脚和ICl03、R101、D101、C103、C109构成,低电平有效。
空调器每次上电后,复位电路产生一个低电压,使CPU程序复位。
当机器正常工作时,复位端为高电平。
(6)62脚为开关控制端开关控制口(多功能口),低电平有效。
应急运转时,按住电源开关,使该脚连续3秒以上持续高电平,蜂鸣器连响两下,机器即可进入应急运转状态。
基于PLC的种子包衣机自动控制系统设计与实现_胡良龙
第23卷第8期2007年8月农业工程学报T r ansactions of the CSA E V ol.23 N o.8A ug. 2007基于PLC 的种子包衣机自动控制系统设计与实现胡良龙,胡志超※,高刚华,计福来,王海鸥,田立佳(农业部南京农业机械化研究所,南京210014)摘 要:为提高种子包衣质量,满足现代农业生产用种需求,研发了5BY -5型新一代种子包衣设备,并设计了以PL C 为控制核心,液晶触摸屏为人机交流窗口,集编程、变频、液流监测、传感器等技术为一体的自动化控制系统。
介绍了设备的主要结构、工作原理、控制系统硬件选型及抗干扰措施。
采用Pr o T o ol/P ro CS 编制人机交流软件,在Step 7-M icr o/WIN 环境下采用梯形图方法编制系统监控软件,实现包衣作业的部件保护、精确计量、自动控制和人性化操作。
检测结果表明,包衣合格率为99.2%,均匀性变异系数为0.6%,证明该设备能有效提高包衣质量。
关键词:P L C ;种子包衣机;自动控制;触摸屏;变频器;抗干扰中图分类号:T P273.5;T Q 460.5 文献标识码:A 文章编号:1002-6819(2007)8-0140-05胡良龙,胡志超,高刚华,等.基于P LC 的种子包衣机自动控制系统设计与实现[J ].农业工程学报,2007,23(8):140-144.Hu L ianglo ng ,Hu Zhichao ,G ao Ga ng hua ,et al.Desig n and rea lization of aut omatic contr olling system for seed co ater based on P L C[J].T ransactio ns o f the CSA E,2007,23(8):140-144.(in Chinese w it h Eng lish abstr act)收稿日期:2006-08-07 修订日期:2007-03-06基金项目:国家“十五”科技攻关项目(2004BA524B04)作者简介:胡良龙(1973-):男,安徽池州贵池人,工程师,主要从事机电一体化技术及农产品加工技术装备研究。
包衣 原理 技术 流程 手册

包衣技术手册目录1.包衣机及工作原理 (1)2.薄膜包衣、特点薄膜包衣的特点优点 (1)3.薄膜包衣粉的组成、种类、及其鉴别方法 (5)4.薄膜包衣效果与素片质量的关系 (6)5.影响包衣的几个技术参数 (7)6.影响薄膜包衣质量的因素 (8)7.溶浆的一些要点 (9)8.包衣过程中出现的一些情况综述 (10)9.特殊条件下的特殊包衣操作 (14)10.固体车间薄膜包衣片增重统计 (16)11.固体车间各包衣产品包衣操作要点与参数设置 (17)1 包衣机及工作原理基本原理: 片芯在洁净、密闭、旋转的滚筒内不停地作复杂轨迹运动,由计算机控制,按优化的工艺参数自动喷洒包衣敷料,同时在可控制的负压状态下供给设定的热风,热风通过片芯层底部排出,使喷洒在片芯表面的包衣介质得到快速、均匀的干燥,从而在片芯表面快速形成一层坚固、致密、平整、光滑的表面薄膜。
它的滚筒圆周全部打孔,孔径一般为直径2.5~3毫米,热风是从包衣滚筒右上方导入,从左下方片芯层底部排出废气,喷枪装在包衣滚筒内,在包衣工作的同时边喷雾、边送热风、边排风,在整个工作状态排风量大于进风量,锅体内形成一种负压状态。
高效包衣机热风机带有三级过滤,排风机带有除尘装置,整个包衣过程从送风、雾化、排风都处于全密闭状态,符合GMP 要求,达到高效节能的效果。
排风柜排风管道 进风管道主机热风柜2 薄膜包衣、特点薄膜包衣的特点优点在片心表面通过喷雾的方法均匀地喷上一层比较稳定的高分子聚合物衣料,形成数微米厚的塑性薄膜层,使之达到一定的预期效果,这一工艺过程称为薄膜包衣。
薄膜包衣是一种新型的包衣技术,自30年代以来就陆续出现了有关薄膜包衣的工艺性探索,但由于刚起步受薄膜材料、包衣工艺和设备等条件尚不能适应生产要求,实际应用受到一定的限制。
到50年代,美国雅培药厂(Abbott Lab)首先生产出新型的薄膜片剂,并用“Filmtab”商标取得专利。
经过近40年的研究发展,生产设备和工艺的不断改进和完善,高分子薄膜材料的相继问世,使薄膜包衣技术得到了迅速发展,国外基本上以薄膜包衣取代了糖衣。
全自动打包机 自动打包机 原理图注意事项
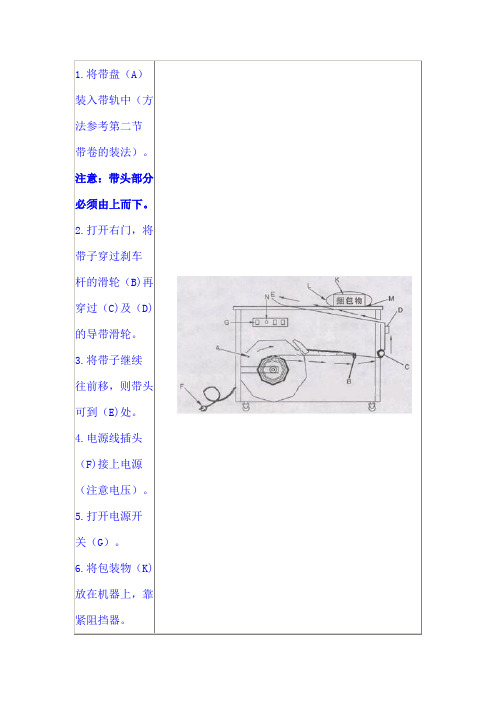
装好带盘外片,将带盘把手锁紧。
杆滑轮,再穿过导出带长度调整:一公尺,顺时针方长度愈长,反之则温度的调整:在可明显看到,顺时高,温度太高或太低,粘合效果都不与可调式导带和可调式插(图与在一起,法,将固定螺丝松后移,先取出中刀C:打滑片及周围D:所有齿轮(6)每次加油时,不要加太多,以免微开关浸油而故障。
《二》故障排除状况一:卡带处理,当带子卡在滚轮中间,或有异物塞住无法取出时,请参考(图10)处理方法如下:1.折下1部分的六角螺帽的垫圈。
2.松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以须将螺丝转上些。
3.取下连接轴心,将上轮机拿起,取出卡住物。
4.依以上3-2-1方式装配复原。
5.注意1螺帽及2螺帽与L型曲板保持0.3-0.5mm的间隙。
状况二:不自动出带,遇此情形时,首先检查“出带长度调整”是否在0处,然后再看穿带过程是否正确,如果不行,则参考(图12),LS5如在归零状态下,接点未能碰触凸轮,则往内调些即可,另外送带滚轮附近卡住异物,亦会造成此一情况。
状况三:捆紧后不切带,有很多情况会造成此一情形,略述如下:1.松紧调整得太紧,请参考(图7)及(图8)以及第二节所说的紧度调整方法调整。
2.打滑片或打滑皮带有油,皆位于松紧调整附近,必须拆下擦掉油。
3.皮带太紧,将皮带传动座往下调些,或将马达往后调些即可。
4.改用较薄的带子或退带滚轮间隙太大,参考送退带滚轮的调整方法调好。
(P6)状况四:粘合效果欠佳:1.温度太高或不够,有时较特殊的带子,粘性较差,温度必须很准确才可以。
2.使用电压不够,有很多工厂的电压,往往不足,如果再便用延长线或电缆线,造成压降,使原先调整的温度变低,甚至于马达捆紧时烧掉,所以尽量避免用电缆线,如果一定要用延长线,则须接较粗而不要太长的电线。
3.中刀下方的635轴承破掉,如此则有加温而完全无法粘合。
4.电热怪手(摆杆)上的长拉弹簧疲乏,如此则无法将怪手拉至定位,导致粘合一半,甚至更少。