LNG超低温阀门的设计及材料低温物性的研究
低温阀门结构

低温阀门结构
低温阀门结构是一种特殊设计的阀门,用于在低温工作环境中进行流体控制。
低温阀门主要应用于液化天然气(LNG)、液氮、液氧等冷冻介质的输送系统中,确保流体在极低温下的安全运输和流动。
低温阀门结构的设计考虑了以下几个主要因素:
1. 密封性能:由于低温工况下介质的特殊性质,阀门的密封性能要求更高。
因此,低温阀门通常采用双密封结构,例如双密封蝶阀或双密封球阀。
这种结构能够有效防止介质泄漏,确保系统的安全性。
2. 材料选择:在低温环境下,常规金属材料的性能可能会受到影响,导致强度下降。
因此,低温阀门通常采用特殊的材料,如不锈钢、镍合金、钛合金等,以确保阀门在低温下的稳定性和可靠性。
3. 保温措施:为了防止低温介质对阀门结构的冷冻和冻结,低温阀门通常采用保温措施。
例如,在阀门外壳上加装保温材料,或者在阀门内部设置保温套管,以减少热量的散失。
4. 冷却措施:在某些特殊情况下,低温阀门还需要冷却措施,以防止阀门过热。
例如,在阀门周围设置冷却装置,通过循环冷却介质来保持阀门的温度在正常范围内。
总的来说,低温阀门结构的设计旨在确保阀门在极端低温环境下的正常运行,并保证系统的安全性和可靠性。
随着液化天然气和其他低温介质的应用不断扩大,低温阀门的需求也在不断增加,因此对于低温阀门结构的研发和创新也变得越来越重要。
液化天然气船用超低温蝶阀的设计与研究

书山有路勤为径,学海无涯苦作舟液化天然气船用超低温蝶阀的设计与研究介绍了液化天然气船用超低温蝶阀的设计,材料选用,制造工艺和产品试验特殊要求。
1、概述随着全球液化天然气( LNG) 生产和贸易的日益增长,LNG 船舶作为海上运输的主要手段和工具,成为各国船舶建造的热点。
目前,我国LNG 船用超低温阀门基本上从国外进口。
自行设计和制造具有我国自主知识产权的LNG 船用超低温阀门显得极其重要。
2、类型不同种类的阀门,其在船舶管系与安装中所占有的空间、质量和性能有着明显的差异( 低碳奥氏体不锈钢的耐低温性、耐压性、耐腐蚀、耐磨损、焊接性、强度、冲击韧性、相对伸长率和组织稳定性等综合性能均优于其他材料。
常用的低温材料牌号有304、304L、316 和316L,其中316L 的稳定性最好,用于阀杆材料需作沉淀硬化处理,以提高材料强度和表面硬度。
所有零件材料必须进行低温处理,尽量降低阀门在超低温条件下尺寸发生变化,有效避免材料在超低温条件下形变,且以二次低温处理为佳,低温处理的时间在2 ~6h 为宜。
通常低温深冷处理的温度要低于阀门选用零件的材料相变温度,并应低于阀门在低温工作中的实际工作温度,以减少在使用过程中超低温对材料的变形而影响阀门的性能。
所选零件材料还需进行无损探伤( PT、UT、RT) ,保证阀门材料不存在缺陷,奥氏体钢固溶处理,材料还必须进行- 196℃低温韧性冲击试验,最小平均冲击值E = 41J。
5、结构设计船用超低温蝶阀( 蝶板与金属阀座( U 形圈) 靠机械力实现密封( 在蝶阀关闭状态下,安装在阀体内槽中的U 形圈可以浮动的随着椭圆形蝶板变形,椭圆形的蝶板挤入圆形的U 形圈,U 形圈与蝶板密封面圆周紧密接合,包在蝶板外圆周上,产生密封张力,达到密封效果。
在蝶阀开启瞬间,U。
超低温工况下的阀门密封性研究

超低温工况下的阀门密封性研究摘要:本论文研究了超低温工况下阀门的密封性能。
超低温环境对阀门密封性能提出了更高的要求,因为低温会导致材料收缩、硬化和变脆,从而增加了泄漏的风险。
本研究通过实验和数值模拟相结合的方法,对不同材料、结构和密封方式的阀门进行了测试和分析。
结果显示,在超低温环境下,采用特殊材料和密封结构可以显著提高阀门的密封性能。
此外,优化密封间隙和使用低温密封剂也可以有效减少泄漏。
本研究对超低温工况下阀门的密封性能提供了重要参考,有助于提高阀门在低温工况下的可靠性和安全性。
关键词:超低温;阀门密封性;数值模拟引言本论文旨在研究材料老化对物体性能的影响。
随着时间的推移,材料会受到环境因素和使用条件的影响,导致性能的逐渐下降。
了解材料老化的机理和特征对于延长材料寿命、提高产品可靠性至关重要。
本文将回顾老化过程中的不同机制,包括化学反应、疲劳损伤和热氧化等。
此外,还将介绍常见的老化测试方法和评估指标。
通过深入研究材料老化的影响,我们可以为设计更耐久、可靠的材料和产品提供指导和建议。
1.超低温工况下阀门密封性能的影响因素1.1超低温环境对材料性质的影响超低温环境对材料性质有着显著的影响。
低温会导致材料的收缩和变形,由于分子振动减小,材料的线膨胀系数降低,使得材料变得更加脆弱。
低温会导致材料的硬化,使得材料的强度和韧性降低,容易发生断裂和破损。
低温还会影响材料的导电性、导热性和摩擦性能,从而影响材料的功能和应用。
在超低温环境下,材料的抗拉强度、冲击韧性和耐蚀性都会受到较大挑战。
因此,在超低温工况下选择合适的材料非常重要,以确保材料的性能稳定性和可靠性。
1.2超低温环境对阀门结构的影响超低温环境对阀门结构有着重要的影响。
低温会导致阀门材料的收缩和变形,可能导致密封面间隙增大,从而增加泄漏的风险。
低温环境下材料的脆性增加,使得阀门零部件容易发生断裂和破损。
低温还会影响阀门的润滑性能,使得阀门操作不灵活或卡阻。
超低温球阀阀座和阀体间密封结构设计与低温计算

30 通用机械 2019年 第10期
石油/化工通用机械
GM in Petroleum & Chemical Industry
于阀体与阀座之间,此种结构包括支撑块、V形弹簧、 三组唇形密封圈和密封座。其中三组唇形密封圈分为 上密封圈、中密封圈和下密封圈,中密封圈尾部固定 于下密封圈开口,上密封圈尾部固定于中密封开口, 三组唇形密封圈收尾相接安装于密封座上,形成一个 整体。V形弹簧安装于上密封圈开口沟槽内,支撑块卡 在V形弹簧上,V形弹簧可以提供一个稳定的弹力给唇 形密封圈,在弹力作用下使其上下唇面紧压于金属表 面。这种密封结构安装于超低温球阀阀座与阀体径向 密封处,唇形密封组件开口朝向高压侧,使得压力可 以张紧密封唇口,同时补充了弹簧力,增加了唇口与 金属表面的接触压力。
由于工况条件特殊,属于超低温状态,因此超低 温球阀需经合格结构设计,并基于低温状态装配间隙 和螺栓紧固力矩计算,才能保证其具有良好的性能。
超低温球阀主要应用于液化天然气和空分行业的 装置上,输出的液态介质有:液化天然气、液氧、液 氢、液化乙烯、液氮以及液化石油气等。其中部分介 质不但易燃易爆,且容易发生气化,气化时体积急剧 膨胀,并促使压力急剧上升,如果阀门结构设计不合 理,则会造成中腔积压,从而导致承压边界失效,甚 至阀门开裂爆炸,造成严重伤亡事故。
关于超低温阀门结构优化的设计探讨
关于超低温阀门结构优化的设计探讨摘要:近些年来,随着我国社会科学技术的不断提升,在百姓生活中也已经广泛出现液化天然气使用的身影。
低温球阀具有结构紧凑、易于操作和维修等特点,据不完全统计,在液化天然气(LNG)接收站应用的各类阀门中,低温球阀的数量占比高达60%以上,应用极为广泛。
接收站超低温阀门的过流介质LNG具有分子量小、粘度低、浸透性强的特点,容易造成天然气泄露,具有易燃易爆的特性。
在LNG接收站高压泵出口与气化器之间的高压管路上,低温球阀内漏和外漏现象尤为突出。
本文主要对超低温阀门结构优化的方向进行探讨。
关键词:超低温阀门;结构优化;设计在近些年,我国液化天然气使用增长速度势头猛进,即使是在全球范围内,其增长速度也很快。
从性质来看,液化天然气具有易燃易爆易汽化的特点,无论是在运输还是在存储,又或者是控制过程,都有着严格的要求。
为了确保液化天然气的供给稳定,需要提高各个环节中设备的技术标准。
阀门是液化天然气输送系统中的主要控制设备,无论是倒流、截至还是调节、稳压,又或者是分流、防溢,都发挥着重要的作用。
1超低温阀门的材料选择分析随着我国科学技术水平的不断发展,对石油天然气能源的开发利用程度越来越深,液化天然气的产量不断增加,加上与煤碳等资源相比,液化天然气在清洁性方面表现出更突出的优势,液化天然气已经进入千家万户,成为生活必备能源之一。
阀门是液化天然气输送系统中的主要控制设备,无论是倒流、截至还是调节、稳压,又或者是分流、防溢,都发挥着重要的作用。
一般能够用来制作阀门的材料很多,钢、铜、铁等我们常见的物质都能用来生产阀门。
与常规的流体不一样,液化天然气温度非常低,相应的用来制作阀门的材料也需要能够在超低温环境下保持稳定的性能,并且要兼顾液化天然气所具有的特性,只有这样,液化天然气在管道中才能正常进行引导。
液化天然气的低温温度低至-165℃,阀门在工作过程所处的外部环境并不稳定,呈现出很大的温度变化,这意味着阀门元件会在温度变化中性能丧失稳定,对阀门的控制效果出现偏差。
低温阀的设计与试验

低温阀的设计与试验一、低温阀门的材料选用1、低温阀门的主体材料1)主体材料选用应考虑的因素从金相考虑,金属材料中除了具有面心立方晶格的奥氏体钢、铜、铝等以外,一般的钢材在低温状态下会出现低温脆性,从而降低阀门的强度和使用寿命。
表1规定了几类材料的最低使用温度。
表1铝在低温下不会出现低温脆性,但铝及铝合金的硬度不高,铝密封面的耐磨、耐擦伤性能差,所以仅在低压和小口径的低温阀门中使用。
2)阀体、阀盖、阀座、阀瓣(闸板)材料的选用温度高于-100℃时选用铁素体钢,温度低于-100℃选用奥氏体钢,低压及小口径阀门可选用铜和铝等材料。
3)阀杆及紧固件的材料选用温度高于-100℃时,阀杆和螺栓材料采用Ni、Cr-Mo等合金钢,经适当的热处理,以提高抗拉强度和防止螺纹咬伤等。
温度高于-100℃时,采用奥氏体不锈耐酸钢。
18-8耐酸钢硬度低,会造成阀杆与填料相互擦伤,至使填料处泄露。
所以阀杆表面必须镀硬铬(厚度0.04-0.06mm),或进行氮化和镀镍磷处理,以提高表面硬度。
为防止螺母与螺栓咬死,螺母一般采用Mo钢或Ni钢,同时在螺纹表面涂二硫化钼。
2、低温阀垫片、填料的选用随着温度降低,氟塑料收缩量很大,会使密封性能下降,容易引起泄露。
石棉填料无法避免渗透性泄露,橡胶对液化天然气有泡胀性,在低温下不可采用。
在低温阀门设计中,一方面由结构设计来保证使填料处于接近环境温度下工作。
另一方面在选择填料是要考虑填料的低温特性。
低温阀中一般采用浸渍聚四氟乙烯的石棉填料。
柔性石墨对气体、液体均不渗透,较低的紧固压力就可达到密封,它还有自润滑性。
柔性石墨的使用温度范围为-200-870℃。
低温阀门也可采用无填料的波纹管密封结构。
低温阀门用垫片必须在常温、低温及温度变化下具有可靠的密封性和复原性。
常采用聚四氟乙烯和耐酸钢带绕制的缠绕式垫片,优先选用柔性石墨和耐酸钢带绕制的缠绕式垫片(-200℃)。
二、低温阀门的特殊结构1)阀体应能充分承受温度变化而引起的膨胀、收缩,且阀座部位的结构不会因温度变化而产生永久变形。
低温阀门密封性能的研究与分析
低温阀门密封性能的研究与分析文章阐述了低温对于阀门的一些零件的干扰,以材料使用和结构设计等层次的内容来论述了应对方法和要关注的具体内容。
标签:阀门;低温阀门;密封性能1 低温对于密封性的干扰1.1 非金属密封副在常温下工作的球阀和蝶阀等一般均采用金属对非金属材料密封副。
因为此类材料本身的弹性非常的高,其获取密封需要的比压不是很大,所以它的密封性较好。
不过在低温的背景之中,因为它比金属材质的膨胀性要高,此时就导致它在低温的时候收缩性和金属等材质的有着较高的差异,进而使得密封比变弱,不能够实现密封的意义。
很多的非金属的物质在较低的气温之中会失去其自身的韧性,进而导致冷流等特征。
比如橡胶,当其气温比玻璃化的气温要低的话,其就不具有弹性了,此时就会变成玻璃态的,不具有密封特征了。
另外橡胶在LNG 介质中存在泡胀性,也无法用于LNG阀门。
因此目前在设计低温阀门时,一般温度低于-70℃时不再采用非金属密封副材料,或将非金属材料通过特殊工艺加工成金属与非金属复合结构型式。
1.2 金属密封副当处在低温模式之中的时候,金屬物质的强度以及硬度等增高了,它的塑性以及韧性等变弱,此时就会发生一定的冷脆问题,进而干扰到阀门的安全性。
为了避免这种问题发生,在设计的时候,如果其气温超过了-100℃采用铁素体不锈钢材料,而温度低于-100℃时,阀体、阀盖、阀杆、密封座等大多采用具有面心立方晶格的奥氏体不锈钢、铜及铜合金、铝及铝合金等。
不过因为铝等的硬度太低,密封面不具有抗摩擦性,因此很少使用。
通常使用奥氏体材料,它们不具有上述的冷脆温度,就算是在低温的状态之中还可以维持非常好的韧性。
不过,此类材料在使用的时候也面对着很多的不利现象。
由于此类物质一般在常温之中时处在一种不是很稳定的模式之中的,如果气温下降到一定的数值之下的话,材料中的奥氏体会转变成马氏体。
对于体心立方晶格的马氏体致密度低于面心立方晶格的奥氏体,且由于部分碳原子规则化排列占据体心立方点阵位置,使晶格沿C轴方向增长,从而体积发生变化引起内部应力的增加,使原本经研磨后达到密封要求的密封面产生翘曲变形,造成密封失效。
用于LNG的低温球阀的特性研究

2
2 4 3 2 4
4
6 4 6
一
、
前言
C F 3ห้องสมุดไป่ตู้
S C S 1 9 A 固溶 +深冷 一1 9 6 ~2 0 0
C F 3 M S C S 1 6 A 固溶 +深冷 — — 2 5 4 — — 4 5 5
近年来 ,由于能源 紧缺 , 液化 天然气( L NG ) 成为主 要能 源之一 。用于L N G 的球 阀因为使 用在超 低温的 环 境下 ,对阀门的结构 、材料选择 、制造及检验等均提 出
表1 烟中特殊阀门低温球阀主要零件材料
零件名称
一
3 . 密封面
在 低温 状 态 下 , 由于 非 金 属材 料 的 膨 胀 系 数较 大, 低温时 的收缩量 与金属密封件 、阀体等耦合件的收 缩量相差很 多 , 导致 密封性能大幅下降 。同时大多数非 金属材 料在超 低温 状态 下会发 生晚性转 变并 容 易导 致 冷流和 应 力松 弛 。低于 一 7 0 ℃的环境 就不再 采用非 金
S U S 3 1 6 L 自熔 合金 V # 6 5 9 O
填料 紧固怍
Gr a f 0 - 1 A 3 2 0
一
G r a f 0 i l
B8 M
G r a r 0 i l
AS TM A1 9 3一 B8 M
球体 与阀座 之 间在整个 启闭过 程 中始 终 紧密贴合 存在 着摩擦 ,且金属密封 副所 要求 的密封 力较大 ,未经表面 硬化 处理 的球体 与 阀座 之 间会 擦伤 ,影 响球 阀 的密封 性能 ,烟中特殊 阀门生产的低温球 阀选用超声速火焰喷 涂 ( H O F V )或者喷焊技 术在球体和 阀座密封表面喷涂 WC或 镍铬 合金 , 使表面硬度达 ̄ 1 J 6 8 ~7 2 H R C ,再进行
LNG阀门低温试验工艺技术研究

螺 栓应 该 按照 阀门厂 家规 定 的扭矩 值 进行 紧 固 。 3 . 4 低 温试 验装 备 安装
材 料准 备 :盲 法 兰 、DN1 5 管线 、管 件等 。
必要 的 设备 :干燥 氦气 瓶 、压力 表 、压力记 录 仪 、压 力释 放 阀 、液氮 槽 、温度 记录 仪 、气 体流 量
2 9 0
中
国
造
船
学 术 论 文
表 1 逐步增压推荐值 公称压力/ MP a
2 0 50
压力增值/ MP a
0 _ 3 5
0. 75 l
6 4
1 00
2
4 . 2 单 向阀低 温压 力试验 工艺 ( 1 )步骤 与上述4 . 1 中 ( 1 )相 同 。 ( 2 )步骤 与上述4 . 1 中 ( 2 )相 同 。 ( 3 )步骤 与上述 4 . 1 中 ( 3 )相 同 。 ( 4 )将 单 向阀掉换方 向,利 用试验 流体 的压 力关 闭单 向阀的 阀瓣 ,重 复三 次 。 ( 5 )将 阀门处于 反 向流 动工况 时 ,逐步升 高压 力 ,按表 1 增 压推 荐值逐 步升压 ,一直达 到温度 为一 1 9 6  ̄ C。
5 4卷
增刊 2
魏
彦,等 :L NG阀门低温试验工艺技术研究
2 8 9
3 . 3 压 力试验 前 的具 体条 件
在 低温 试 验前 ,应按照 A P I 5 9 8 完成 壳 体强 度 、壳体 泄漏 、 阀座 泄漏 的常温 下压 力试验 。
计等。
按照 图 l ,将 试压 设 备 、材 料 及 阀 门装配 完成 。
LNG超低温蝶阀的研制

2密封副 .
阀体上的 阀座依靠镶嵌 在阀体槽内的压环和螺钉 固 定于阀体上 ,蝶板主要 由蝶板本 体、压板以及密封件组
合而成 ,阀座与蝶板上的密封件构成密封副 。由于L NG 常压下 的温度为 一1 2 6 ℃,因此密封副 的设计采用 了金
图3 95 /TE 6 0H '逸散组合式 阀杆填料 I
…
G M一
生产 到消费的整个流程中 ,需要用到大量 的阀门 ,该类 阀门属 于超低 温 阀门之 一 。做 为近年 来发 展最 为迅 速
的 蝶阀来 说 ,在LNG的运 用中也越 发重 要起 来。而 国
内对L NG用超低 温蝶 阀仍然是 一空 白。为此 ,研制 开
\
.
发LNG用超 低温蝶 阀势 在必行 。该 系列 阀门主 要针 对
性 、可靠性 比普 通低温阀 门的要求 更高 , 且要求具有 并
行 必然导 致 密封 圈的磨 损 ,随 之而来 的是 阀门密封 性
21 0
1第 w.. 5 年5 n] 3 期、 n ’ v x
l i e[
黼
石 油 / I 通 用 机 械 化 G tl m ~ J l , MiP r— 一 ~, n eo u C , e h , 1
LG N 超低温蝶阀的研制
天工 阀 门 集 团有 限公 司 ( 江温 州 35 0 )候 晋 峰 n ̄ 来 浙 2 12 - I -
【 摘
要 】介 绍 了液化 天然 气 (N )接 阀主管线多采用对焊 NG
结构 设计 。对焊 结构 的L NG超低 温蝶 阀主要 包括 带检
L NG ̄ 况介质 ,公称压 力10 0 1 (l= .5 k ) , 2 5 ~6 0b 1 0 4 g b 4
超低温阀门的结构优化设计研究

《装备维修技术》2020年第18期—395—3.切削刀具准备及切削参数使用图1 图2不锈钢薄壁件削加工加工难度大,除了在加工工艺上要求高,在实际生产切削加工中也同样要求高,实际生产切削加工是最后一个,也是最关键的环节。
再好的加工工艺,如果没有匹配加工刀具及合理的切削参数做支撑,也无法达到最终的尺寸精度要求,具体如下表序号 刀具型号规格 加工阶段 切削速度 切削深度 主轴转速 加工部位 1 MWLNR2020K08C 粗加工 180mm/min 1.5mm 650r/min 外圆 2 MVJNR2020K16 精加工 150mm/min 0.4 mm 800r/min 外圆 3 S16N-STUPR11D 粗加工 150mm/min 1 mm 650r/min 内孔 4 S16N-STUPR11D 精加工 100mm/min 0.2 mm 500r/min 内孔 4. 零件精度检测(1)形位公差精度检测。
同轴度检测:同轴度的检测,通常使用三坐标来完成检测,常用的检测方法有,“公共轴线法”、“直线度法”、“求距离法”。
实际操作中“公共轴线法”、“直线度法”普遍被应用。
平行度检测:用千分尺测出平面高低值,把测量基准面放在平板上用百分表测量值,找出三个不在同一条直线上的分别测量两个面的距离。
用千分尺测出平面高低值是最简单的方法。
(2)尺寸精度检测 序号 量具名称及规格 测量精度 测量内容1 外径千分尺(50 mm~75mm) 0.01 mm 测量φ58、φ65外圆2 内径千分尺(50 mm~75mm) 0.01 mm 测量φ55内孔3 内径千分尺(25 mm~50mm) 0.01 mm 测量φ40内孔 4游标卡尺(0 mm~150mm)0.02 mm 测量长度三、不锈钢薄壁件切削加工容易出现的问题及改进措施1.形位公差超差:造成形位公差超出的原因有,其一是零件装夹方式不正确,在装夹是零件左端没贴紧切削加工专用软爪内端面(L13处有长度限位),其二是在装夹零件时削加工专用软爪上残留有切屑,影响装夹精度,造成不锈钢薄壁件加工后有误差,形位公差超差,达不到图纸要求。
超低温阀门技术在LNG装置的应用与研究

超低温阀门技术在LNG装置的应用与研究目录一、概述二、超低温阀门技术2.1材料的选择2.2深冷处理2.3结构设计2.4制造控制三、超低温下开关扭矩的研究四、瞬态模拟五、低温材料的研究六、试验要求一、概述液化天然气(LNG)是一种新兴的清洁、节能能源。
其主要成分是甲烷、少量乙炔、丙烷以及其他成分,沸点:-162.5℃,熔点:-182℃,着火点:650℃。
具有分子量小、粘度低、渗透性强、泄漏易于扩散等特性。
天然气液化技术已成为一项重大的先进技术,是国家“十二五”期间调整能源结构重点推广工作,并加快推进大型液化天然气的发展。
LNG工厂、接收站、运输、气化站等装置所使用的超低温阀门是LNG项目的关键设备。
LNG超低温阀门使用寿命长,安全可靠,一经安装在管路上就不能卸载,要求小故障能在线维修。
目前超低温阀门大部分依赖进口,国产化还存在一定技术课题需要攻关。
大连大高自八十年代就开始研制乙烯等项目用低温阀门,并替代进口产品,目前正承担国家LNG重大国产化项目超低温阀门的研制任务。
LNG超低温阀门研究课题:*解决低温(-196℃)条件下阀门的密封安全、可靠性;*填料等非金属材料的低温老化及寿命问题;*解决填料上冻、滴水盘安装最佳位置等问题;*解决低温条件下阀门开启力矩变化;*研究材料低温下的性能及变化量;*解决低温阀门低泄漏及低温检测问题二、超低温阀门技术2.1材料的选择随着LNG迅速发展,超低温阀的应用越来越广泛,其阀门使用特性与材料的选择和处理是保证阀门在低温状态下性能的关键。
在选择低温条件下使用材料时,应考虑到以下两个方面的要求:1)材料在超低温条件下要有足够的韧性,以防止脆性断裂。
2)超低温条件下的材料要有足够组织稳定性,以保证在低温条件下不会因相变导致变形继而影响阀门的密封性。
2.1.1奥氏体不锈钢在低温条件下,体心立方间隙杂质原子与位错和晶界相互作用的强度增加,阻碍位错运动、封锁滑移的作用加剧,使得对变形的适应能力减弱,表现出低温脆性,而面心立方结构不存在这些问题,表现出较好的低温塑韧性。
低温领域阀门的设计与研究

1国内外低温阀门标准国内外低温阀门标准有:《低温阀门技术条件》(GB/T 24925-2019)、《液化天然气阀门》(JB/T 12621-2016)、《低温阀门》(BS 6364-1998)、《工业阀门.低温应用隔离阀》(BS EN ISO 28921-2017)、《工业阀门.液化天然气用隔离阀.适用性验证及试验规范》(BS EN 12567-2000)、《低温阀门规范》(MESC SPE 77-200-2012)。
常用标准对比如表1所示。
2 低温阀门材料的分析2.1金属材料的选择低温状态下,许多金属和高分子材料,随着温度降低,出现硬度与强度增加,塑韧性下降,导致材料易断裂,易形变。
从微观分析,超低温使体心立方间隙杂质原子与位错和晶间相互作用增加,阻碍错位运动、封锁滑移的作用加剧,使得其对变形适应性减弱,表现为低温脆性。
而面心立方结构,低温条件下能保持较高的韧塑性。
奥氏体不锈钢就是面心立方体结构材料,具有代表性的有304/316L/316/316L/310/310L,在-200℃仍能保持良好的韧性,其中316L和310L低温结构稳定性尤为突出。
奥氏体不锈钢还有耐高温、抗氧化、耐腐蚀等特点。
2.2非金属材料的选择低温状态下,许多高分子材料会变为玻璃态,脆而硬。
PCTFE是三氟氯乙烯的一种聚合物,耐低温性好,可在-200℃下长期使用,化学稳定性仅次于聚四氟乙烯。
PCTFE分子结构中的C-Cl键,使PCTFE的硬度、刚性和耐蠕变性均有不错的表现,而且所有的非金属材料中,PCTFE具有最低的水—汽渗透率,不渗透任何气体,不助燃。
柔性石墨摩擦系数小,润滑性好,热膨胀系数小,压缩率大于40%,回弹率大于15%,且低温条件下无硬化脆变。
柔性石墨具有良好的化学稳定性,能耐酸、耐碱和耐有机溶剂的腐蚀,柔性石墨可作为低温阀门的密封填料和缠绕垫片密封的优选。
3低温阀门的结构设计分析3.1阀盖加高结构低温阀门的实际工况温度极低,需采用阀盖加高设计,使填料部位远离阀门内流动的介质,保证阀门填料部位温度不低于0℃,避免阀杆和阀盖以上的零部件冻结,确保密封的性能,延长密封件寿命。
超低温球阀的结构设计特点及应用

超低温球阀的结构设计特点及应用1.材质选择。
超低温球阀的材质选择至关重要,需要选择耐低温性能好的材质,常见的有不锈钢、镍合金等。
这些材料能够保持较低的强度和塑性温度,不易变脆,保证了球阀在低温环境下的可靠性能。
2.密封结构。
超低温球阀的密封结构设计需要考虑低温环境下材料的收缩和变形情况,采用特殊的密封材料和结构设计,确保了球阀的良好密封性能。
常见的密封结构包括金属密封结构、填料密封结构以及可靠的阀杆密封装置等。
3.抗冷凝设计。
超低温球阀在工作过程中,会因为介质的冷凝而导致结冰,进而影响阀门的开闭。
因此,超低温球阀的结构中通常会增加抗冷凝设计措施,如采用内加热装置、直通式设计、直通式排空装置等,防止冷凝水的产生。
4.耐振动设计。
由于工作介质的特殊性,超低温球阀通常用于液化天然气、液化石油气等场景,存在较大的振动和冲击负荷。
因此,超低温球阀的结构设计需要考虑到振动和冲击的因素,采用合适的结构和工艺措施,提高其耐振动性能。
1.液化天然气系统。
液化天然气的储存和输送过程中,通常需要使用超低温球阀进行流体的控制。
超低温球阀能够在极低温条件下保持良好的工作性能,保障了液化天然气系统的安全和稳定运行。
2.低温制冷系统。
低温制冷系统中,超低温球阀常用于冷冻液、液氮等介质的流体控制。
其特殊的结构和设计确保了球阀在低温环境下的可靠性和密封性能。
3.航空航天。
航空航天领域通常需要超低温球阀进行液体氢、液氮等低温液体的流体控制。
超低温球阀能够满足航空航天领域对阀门的高要求,确保系统的安全和稳定运行。
4.石油化工。
石油化工生产过程中,涉及到一些低温液体的流动控制,如液化石油气、甲烷等。
超低温球阀在石油化工行业的应用十分广泛,能够满足特殊的工作环境和介质要求。
总之,超低温球阀的结构设计特点主要包括材质选择、密封结构、抗冷凝设计和耐振动设计等,其应用领域广泛涉及液化天然气系统、低温制冷系统、航空航天和石油化工等行业。
该球阀的特殊设计和材料选择保证了其在极低温环境下的可靠性能和安全性能。
LNG应用的低温阀门!

LNG应⽤的低温阀门!来源:阀门与执⾏机构航运业的特⾊造船⼚⾮常简约。
因此,船上很少有空间。
操作员必须减⼩体积以使天然⽓罐尽可能⼩。
他们通过液化天然⽓(液化天然⽓,液化天然⽓)来做到这⼀点。
通过冷却⾄⼤约天然⽓变为液体。
-165°C。
在此温度下,主隔离阀仍必须⼯作。
什么影响阀门设计?温度对阀门的设计有重要影响。
例如,⽤户可能需要它⽤于中东地区等热门环境。
或者,它可能适⽤于像极地海洋这样的寒冷环境。
这两种环境都会影响阀门的密封性和耐⽤性。
这些阀门的组件包括阀体,阀盖,阀杆,阀杆密封件,球阀和阀座。
由于材料成分的不同,这些部件在不同的温度下膨胀和收缩。
低温应⽤选项选项1:操作员在寒冷的环境中使⽤阀门,如极地海域的⽯油钻井平台。
选项2:操作员使⽤阀门来管理温度远低于冰点的流体。
在⽓体⾼度易燃的情况下,如天然⽓或氧⽓,在发⽣⽕灾时,阀门也必须正确运⾏。
压⼒问题在冷冻剂的正常处理中存在压⼒的累积。
这是由于环境的热量增加和随后的蒸汽形成。
在设计阀门/管道系统时需要特别注意。
这允许压⼒累积。
温度问题剧烈的温度变化会影响⼯⼈和⼯⼚的安全。
由于不同的材料成分和它们经受冷冻剂的时间长度,低温阀的每个部件以不同的速率膨胀和收缩。
处理冷冻剂时的另⼀个⼤问题是来⾃周围环境的热量增加。
这些热量增加是制造商隔离阀门和管道的原因。
除了⾼温范围外,阀门还必须应对相当⼤的挑战。
对于液化氦,液化⽓体的温度降⾄-270°C。
功能问题相反,如果温度下降到绝对零度,阀门功能变得⾮常具有挑战性。
低温阀将管道与液态⽓体连接到环境中。
它在环境温度下这样做。
结果可能是管道与环境之间的温差⾼达300°C。
效率问题温差产⽣从暖区到冷区的热流。
它会损害阀门的正常功能。
它还会在极端情况下降低系统的效率。
如果冰在温暖的⼀端形成,这是特别令⼈关注的。
但在低温应⽤中,这种被动加热过程也是故意使⽤的。
该过程⽤于密封阀杆。
通常,阀杆⽤塑料密封。
LNG超低温球阀国产化设计与研制

LNG超低温球阀国产化设计与研制摘要:本文详细介绍了LNG低温阀门的工况特点和技术难点,主体零部件的设计研发与计算分析,常用零部件选材及结构改进优化设计以及试验时需要关注的注意事项。
关键词:LNG;低温球阀;结构设计;计算分析;性能试验引言近年来,我国大力推动清洁能源发展,至2020年我国天然气需求约3,250亿方,随着天然气需求量不断增大,促进了LNG产业迅速发展,同时对LNG低温产品的需求量也随之快速上升。
LNG低温阀门作为石油天然气领域中的关键设备,是低温工程系统中重要组成部件,其中球阀具有低流阻、密封可靠、开关迅速、结构紧凑等优点,被大量应用在LNG站场中,数量占比高达60%。
本文旨在阐述一种应用于-196℃、介质为液化天然气的固定式超低温球阀的设计研发。
1总体设计参数及难点问题1.1总体设计参数超低温球阀的口径及压力:NPS6,Class1500;适用温度:-196~150℃;适用介质:LNG液化天然气;密封性能:满足ISO 5208 A级(零泄漏)要求。
1.2工况特点及技术难点常压下液化天然气的沸点-160℃,因此在阀门行业中,一般将-196℃~-46℃工况下的阀门定义为低温阀门。
液化天然气的主要成分是甲烷,属于易燃易爆危险品,因此对于液化天然气用低温阀门性能要求非常高。
LNG球阀主要有以下几个方面技术难点:(1)由于LNG温度可达到-160℃,在超低温环境下,对金属材料变形及密封材料低温塑性要求严格,要求内件材料的变形不会造成卡阻、咬合和擦伤等现象,密封件材料不产生低温的脆性破坏且材料稳定。
(2)LNG气液膨胀比达到620:1,在升温或闪蒸时易发生气化,致使介质压力急剧增大,而LNG具有分子量小、粘度低、渗透性强等特点,容易造成天然气泄露,因此LNG阀门都具有易燃易爆等特点。
(3)阀座密封:阀座主体材料为金属,金属在超低温环境下会因为相变而产生变形,不同材料对温度的敏感性不同,金属组织变化、膨胀系数、变形量等均存在差异,并且由于变形量的不可控,对阀门密封性能带来了严重影响。
LNG船用超低温阀门设计初探

1 . 4 阀杆设计材料
一
般来讲 , L N G船用超低温阀门的阀杆材料多选择奥氏体
不锈钢, 然而, 奥氏体不锈钢也存在缺陷 , 其本身机械强度不足 ,
14阀杆设计材料一般来讲lng船用超低温阀门的阀杆材料多选择奥氏体不锈钢然而奥氏体不锈钢也存在缺陷其本身机械强度不足对高温的承受力不高加之难以利用热处理提高材料硬度当以奥氏不锈钢为材料的阀杆与填料处结合两者因材料强度问题而易磨损进而降低阀门的密闭性目
L N G 船用 超低 温 阀门设计初 探
张 晓剑
2 . 2 设计超低温阀门的密封结构 在超低温阀门进行密封结构设计时 , 设计人员应先对 阀门各 零件进行低温深冷处理 ,降低温度过低对阀门密封性 的影响, 并 在阀门密封结构设计时做到以下几点 。 首先 , 在对闸阀、 球阀等设
液化天然气船用超低温阀门工作环境为一 1 6 3 o C , 普通金属
伤的几率 , 保证 阀体的密封性 良好。
2 结构 设 计 2 . 1 设 计超 低 温 阀门 的长 径 部
者间不 协调 , 继 而降低阀 门密 闭性 。并且 , 大多金属材料在超低
温环境 中会发生脆变 , 提高金属硬度的同时 , 降低了金属本身韧
在L N G船用的超低温 阀门设计之 中, 为减少外界热量的传 入, 保证填料正常工作 , 防止填料 以及阀门上零部件因过冷而结 霜甚至冻结 , 设计人员一般采用加长阀盖结构。 在长径 阀盖设计 中, 主要包含有 阀盖颈部的长度尺寸与长径强度 的计算。 因阀盖
材料极易因温度过低而发生变化 , 强度与硬度增高的同时, 大幅 降低金属的可塑性 与韧性 , 影响了阀门的性能与安全。 为避免阀 门金属材质因韧性 降低而难以承受压力进而脆断现象 ,在超低
LNG用超低温阀门低温试验注意要点分析
试验、上密封试验、低压密封试验、高压密封试验等,试
实际上,对于尺寸小的阀门,以及密封比较好的阀门,
验介质常用水和空气。低温试验和常温试验时,阀体均不 泄漏量会比较小,可以通过观察气泡的每分钟气泡数量
得油漆。
确定泄漏率,但需要有严格的限制条件,在 GB/T 4213—
水和油脂等常见于生产过程和常温试验过程中,很容 2008《气动调节阀》的要求为 :用直径 6mm、壁厚 1mm
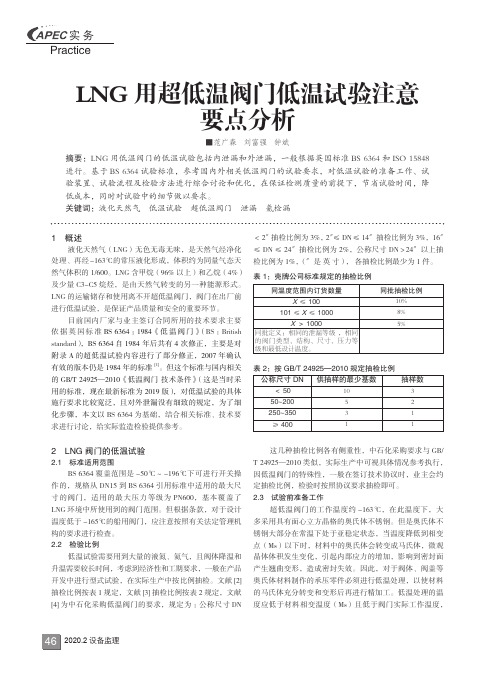
低温试验需要用到大量的液氮、氦气,且阀体降温和 升温需要较长时间,考虑到经济性和工期要求,一般在产品 开发中进行型式试验,在实际生产中按比例抽检。文献 [2] 抽检比例按表 1 规定,文献 [3] 抽检比例按表 2 规定,文献 [4] 为中石化采购低温阀门的要求,规定为 :公称尺寸 DN
这几种抽检比例各有侧重性,中石化采购要求与 GB/ T 24925—2010 类似,实际生产中可视具体情况参考执行, 因低温阀门的特殊性,一般在签订技术协议时,业主会约 定抽检比例,检验时按照协议要求抽检即可。 2.3 试验前准备工作
< 2〞抽检比例为 3%,2〞≤ DN≤ 14〞抽检比例为 3%,16〞 ≤ DN ≤ 24〞抽检比例为 2%,公称尺寸 DN>24〞以上抽 检比例为 1%,(〞是 英 寸), 各抽检比例最少为 1 件。
表 1:壳牌公司标准规定的抽检比例
同温度范围内订货数量 X ≤ 100
101 ≤ X ≤ 1000 X > 1000
实务 Practice
LNG 用超低温阀门低温试验注意 要点分析
■范广森 刘富强 钟斌
摘要:LNG 用低温阀门的低温试验包括内泄漏和外泄漏,一般根据英国标准 BS 6364 和 ISO 15848 进行。基于 BS 6364 试验标准,参考国内外相关低温阀门的试验要求,对低温试验的准备工作、试 验装置、试验流程及检验方法进行综合讨论和优化,在保证检测质量的前提下,节省试验时间,降 低成本,同时对试验中的细节做以要求。 关键词:液化天然气 低温试验 超低温阀门 泄漏 氦检漏
lng行业低温阀门设计要点

lng行业低温阀门设计要点低温阀门设计要点——听起来像是某个高大上的专业词汇,但其实啊,咱们今天聊的就是这个跟生活息息相关的小家伙——阀门!你可能不觉得它有啥了不起的,但它在很多重要领域,比如天然气、液化气、液氮这些低温行业中,扮演着举足轻重的角色,没它可不行哦。
说白了,低温阀门就是专门在冷得能把你冻成冰雕的环境下,依旧能牢牢掌控气体和液体流动的“超能战士”。
话说回来,这些东西得设计得合适才行,不然一旦出现问题,可就真的是“冰火两重天”了。
低温阀门的设计,最关键的一个点就是——耐低温。
说白了就是得让它在超低温的环境下照样能工作,别一开就“啪”地冻住了,动弹不得。
你想,低温下,材料的脆性可不是闹着玩的,尤其是像钢铁这种常见材料,一到低温环境下,脆性上升,强度下降,就像是你拿着冰棍猛敲墙壁,啪的一声就碎了。
这时候,如果阀门的材质选得不对,那可就是“门儿都没有”了。
大家可以想象下,像天然气这种液化后需要低温存储的气体,阀门坏了,那可真是祸从天降,直接影响到安全生产。
像有些行业,压力、温度波动大,阀门如果没能有效应对那低温,就可能出现漏气、失效甚至爆炸等风险。
所以啊,耐低温的材料就是决定低温阀门生死存亡的关键。
不单单是耐低温就够了哦,低温阀门的密封性能也得考虑进去。
想象一下,你正得意洋洋地烧着一锅热腾腾的火锅,突然锅盖一抬,哗啦一声热气腾腾的锅冒出来,肉片漂浮在空气里——那不是什么好事吧?同样的道理,低温阀门如果密封不好,气体或者液体就会从阀门的缝隙里泄漏出去,泄漏了可不行,泄漏的气体可能是有毒有害的,或者可燃,一旦发生火灾,后果不堪设想。
因此,密封性能一定要好,才能确保阀门在低温环境下依然不会发生泄漏,保持高效、安全的运作。
再有一个不可忽视的问题——阀门的动作灵活性。
你想,温度这么低,金属材料是不是容易变得僵硬,阀门的开关是不是就不那么顺畅了?没错,低温阀门的设计,不仅要考虑到阀体的强度和密封性,还要关注它的灵活性,尤其是开关的力学性能。
LNG超低温阀门新技术(威兰)

LNG超低温阀门新技术(威兰)Summary of presentation1.Brief introduction of VELAN2.Cryogenic range3.Cryogenic butterfly valves VELFLEX for LNG ships and terminals4.Cryogenic butterfly valves TORQSEAL for LNG liquefaction plants5.Cryogenic valves for extremely low temperatures: liquefied He,H26.Improvement of safety of cryogenic tests7.Conclusion1-Key Figures of VELAN groupFounded in 1949 by Mr.A.K.VELAN2000 employees worldwideTumover: 500 M$14 manufacturing sites: Canada,USA,France,P.R.of China,Germany,UK,Italy,Portugal,South KoreaSpecialized in High Performance valves for Power,Nuclear,Oil&gas,Mining,Navy and Special Applications1-VELAN-FranceLocated in Lyon-France, in a recent 20,000 m2 plantPlant extended in 2010 to double capacity250 employeesTumover: 80,000,000 法币Qualifications: ISO 9001, ISO 14001,OSHAS 18001,HAF604威兰中国工厂-威兰阀门(苏州)有限公司威兰和中国:“长期的合作”1972年A.K.VELAN先生和周恩来总理在北京1-VELAN-France main acticitiesVELAN S.A.S is one of the world’s leading suppliers of quality valves and services for:Nuclear ProjectsCryogenics Special applicationsMaintenance&Services2-Development of cryogenic valves40 years of continuous improvements:Velan developped first Cryogenic butterfly valves in 19742-Cryogenic rangeLNG(-160℃)Liquefaction plants(LNG trains)LNG carriersReceicing terminals&Regasification plantAEROSPACE FACILITIES(-252℃)Rocket luanch pads(LOx,LH)Rocket engines test benches(Lox,LH)Transonic Wind tunnelsRESEARCH LABS (Liquid Helium)(-270℃)Particle accelerators: CERN LHCSuper conducting MagnetsNuclear fusion: Tokamak,ITER3-Cryogenic butterfly valve rangeVELFLEX double offest metal seated butterfly valvesButt weld ends or Flanged endsClass 150Size from 6’’ to 48’’LNG,LO2,LH2TORQSEAL triple offest butterly valveFlanged ends or BWClass 150 to 900Size from 3’’ to 60’’LNG,LO2,LH23-VELFLEX double offest cryogenic butterfly valveANSI B16.34Class 150Down to -254℃(-425℉)BW or Flanged endsSize 6’’ up to 48’’Double Eccentric disc rotationMetal seatedFire Safe to API 607Low fugitive emission in acc.with ISO15848Safety integrity to IEC61508LRS,BV,KRS&SHELL Type ApprovedActuators: Manual,Hydraulic,Pneumatic(On/Off,ESD or Control),Electric(MOV)3-Double Eccentric Disc RotationProvides:Smooth operationLong lasting tightnessLow operating torqueEliminates:Friction Seat/DiscSeat WearSeat Deformation3-Flexible Metallic SeatSelf energizedHigh elastic restitutionInherent《fire safe》3-VELFLEX double offset cryogenic butterfly valveInherent《Fire Safe》functionHard resistance to abrasive particlesHigh level of internal tightness during thermal transient Bi-directional tightnessZero leakage to API 5983-Secured TighteningUnlosable screw typethe end of the tightening screw is not threadedthe screw cannot escape the tightening ringno risk to damage any mechanical equipment within the pipeLocking devicethe special elastic nut ensures a perfect locking of bolting in case of important level of vibration seat replacement remains a quick and simple operation with a maximum reliability of the locking3-Easy in-line maintenanceThe top inspection design allows easy and quick in-line maintenanceNo needs to disconnect the actuatorThe inspection window on the side gives free access to the intermals of the valveNo specific tools required这里有两张图4-TORQSEAL triple offest cryogenic butterfly valveANSI B16.34Class 150 to 900Flanged endsFace to Face: ISO shortSizes from 3’’ up to 80’’Down to -254℃(-425℉)Triple Offset disc rotationBi-directional flowMetal seatedFire Safe to API 607Low fugitive emission in acc.with ISO15848Safety integrity to IEC61508Actuators:Manual,Hydraulic,Pneumatic(On/Off,ESD or Control),Electric(MOV)4-Triple offset disc rotationProvides:Tight Shut-Off,“zero leakage”Bi-Directional flowLess maintenanceLonger life expectancyBetter operabilityEliminates:Friction Seat/SealRubbing,galling4-Seating conceptThe conical body seat is raised to prevent any solids build-up from interfering with the seal Extra rigid retaining ring with bolting designed in response to ASME stress calculations Hardfaced body seatTorque seating during closing(More torque more tightness)Uniform compression forces around the valve seat circumference for tight shut-off Self adjusting4-Provenm Cryogenic stem packing designViton’O’ ring for superior tightness(5*10-4mbar.l/s)Graphite ring for fire safe function to API607/ISO10497Low fugitive emissions to ISO 15848Internal blow-out protectionNo cavity to prevent build-up of solidsDrainage possibility(removable cover)4-TORQSEAL triple offset cryogenic butterfly valveInherent《Fire Safe》functionHard resistance to abrasive particlesHigh level tightness at cryogenic temperature and during temperature transient Bi-directional flowZera leakage to API 5984-comprehensive rangeSIZE 3’’-80’’Class 150 to 9004-LNG Valve ReferencesEND-USERSKOREA GAS CORPORA TION,POSCO(Korea)GAZ de France,SUEZ(France)REPSOL,ENAGAS(Spain)CONOCO PHILLIPS,SEMPRA ENERGY(USA)IRVIN(Canada)SONATRACH(Algeria)CNOOC(China)CHINESE PETROLEUM CORPORATION(Taiwan)BG,GRAIN NATIONAL GRID,SHELL Shipping(UK)ENGINEERING CoSAIPEM,SOFREGAZ(France)TRACTEBEL GAS(Germany/Belgium)BLACK & VEATCH,TECHNIP,KBR,CHEMTEX(USA)SNC-LAV ALIN(Canada)SAMSUNG,DAEWOO,DAELIM,HYUNDAI(Korea)CTCI(Taiwan)CB&I(UK)TECHNICAS REUNIDAS,FOSTER WHEELER,SENER(Spain)FLUOR(Spain)SHIPYARDSAKER YARD(France)KAWASAKI,MITSUI(Japan)HUDONG(China)IZAR(Spain)HANJIN HEAVY INDUSTRIES(Korea)5-Cryogenic Control valves very low temperatureMain applications:Particle Acceleratiors: Superconductivity applicationsCERN:Around 2500 valves for LHCAir Liquide,TIPC(China)LINDE,Oxford Instr,CEA,BOC IndiaFusion reactor TOKAMAK,ITERReactors:IPR,Tore SupraAEROSPACE:LH2,LO2Shar Centre IndiaLPSC,indiaArianespaceAerospatialeAir LiquideCNES2500 VELAN control valves in operation at LHC CERN lab for Liquefied Helium at temperature 1.4-1.9 Kelvin5-Liquefied Helium Control valvesHelium Service Control ValveDN 1/4 to 8’’, BWClass 150Angle,straight or Y pattern body type Down to 1.4 KBellows sealReduced heat in-leakGlass fiber/epoxy stemVacuum jacketed or cold box mounting Certified tests by CERN and Air Liquide5-Cryogenic Control valvesAcuator & AccessoriesPneumatic actuator – Spring typeAir failure openAir failure closedDouble actingSolenoid ValvesLimit SwitchesInductive detectorPosition indicatorElectro-pneumatic positionerAir Set with gaugeIP 54 standardOption IP 65 and Eexd,Eexi5-Quench safety relief valvesValve function:Protect against over-pressure the superfluid helium enclosures of superconducting magnet resulting from resistive transitions(Quench) as well as some of the cryogenic lines(QRL).CERN specification & Challenges:Superfluid helium,service Temperature:1.9 KSet pressure: 17 bar (full open pressure :20 bar)Remote control actuation(on/off function)Flow coefficient: Kv 30No risk of icing or jamming when operatingDownstream pressure do not affect the set pressureVery low heat inleakResistant to radiations5-Cryogenic Control valvesHelium refrigerator LHC CERNCryogenic control valves DN 6 to 150 mmRefrigeration:15000W at 4.5K and 10000W at 70KLiquefied Helium:600 L/HAbsorbed power:3960 kw5-Cryogenic Control valvesCEA Cadarache Tokamak Reactor Tore SupraCooling system at 4.5k(650w),1.75k(300w)6-Improvements of safety of cryogenic testsAll cryogenic valves are tested with pressurized Helium gasPrior to each gaseous test an hydro test is carried outButt weld end valves need special testing tools that must be safe and tested However High pressure gaseous test are dangerousVelan has implemented dedicated testing station for large cryogenic tests6-Security issues for tests of cryogenic valcesAll cryogenic valves are located in bunkers during testsWorkers are protected by a concrete wall(screen)Cryogenic test is monitored by videoTesting nitrogen tanks are buried in the floor(pool)Gaseous nitrogen vapors are removed by venting system around the pool Alarm installed to monitor the content of Oxygen in the testing workshop Access to testing area is restrictedWhat is different for GEN3 valvesCobalt free requirementsImprovement of tightness, bellows valvesLifetime is 60 yearsForged designOperating & Maintenance costs considered at design stageLow maintenance designProtection of valves against high stall torque from electric actuator Control valves qualified with fluid with particlesBuilt-in sensors for diagnosisCombined function valvesAll input data are certified by testMain valves qualified for the project。