尺寸链计算及公差分析(简体)
尺寸链计算及公差分析

尺寸链计算及公差分析
在尺寸链的建立中,首先需要确定整个产品装配过程中涉及到的零部件,并给每个零部件标明一个唯一的编号。
然后,根据设计要求,确定零
部件之间的尺寸限制关系,即零部件的上下游关系。
这些尺寸限制关系可
以用箭头表示,箭头的方向指向上游关系。
最后,根据尺寸限制关系,建
立整个产品的尺寸链。
在尺寸链的计算中,首先需要确定一个基准零件,即整个产品中的一
个参照零部件。
然后,根据基准零件,逐级计算其他零部件的尺寸,并将
结果填入尺寸链的箭头上。
计算的方法根据零部件之间的关系而定,例如,对于基准零件上下游有一个长度尺寸限制关系的情况,可以采用简单的加、减法来计算下游零件的尺寸。
公差分析的方法有很多种,其中最常用的方法是“最小公约数法”。
该方法的步骤如下:
1.根据尺寸链计算结果,确定每个零部件的上下公差。
2.根据装配要求和功能需求,分析哪个关键尺寸对产品性能影响最大。
3.找出影响关键尺寸的所有零部件,并选择其中公差最大的零部件作
为关键尺寸的控制零件。
4.根据控制零件的公差和功能要求,逐级计算其他零部件的公差。
5.根据计算结果,确定每个零部件的公差范围。
除了“最小公约数法”外,还有其他的公差分析方法,如模态分析法、半经验法等。
不同的方法适用于不同的工程情况,选择合适的方法可以提
高分析的准确性。
综上所述,尺寸链计算及公差分析是一种工程设计中常用的方法,它能够帮助设计工程师确定零部件之间的尺寸关系和公差范围,确保产品在装配过程中满足设计要求。
这对于产品的质量控制和工艺优化非常重要。
尺寸链计算及公差分析(简体)分解PPT共68页

尺寸链计算及公差分析(简体)分解
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
子 走。— —莎士 比
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
公差分析和尺寸链计算
基准设计基准(在零件图上用以确定其它点、线、面位置的基准)工艺基准定位基准(在加工中用作定位的基准)测量基准(零件测量时所采用的基准,称为测量基准)装配基准(装配时用以确定零件在机器中位置的基准)基准分类和作用形位公差形位公差形状公差(单一要素,无基准)形状或位置公差(单一或关联要素,有或无基准)位置公差(关联要素,有基准)定向跳动定位平面度直线度圆度圆柱度线轮廓度面轮廓度垂直度角度平行度圆跳动全跳动位置度同心度对称度尺寸链的建立1. 形成封闭尺寸环2. 定义装配基准3. 设定GAP (即使干涉也可以假设)尺寸建立尺寸链草图的必要条件:a.各零件有详细的零件图纸。
b.各项目有详细的尺寸和公差,or定义公差表。
c.一个符合实际装配过程的装配图。
U ChannelPEG APEG CPEG BPEG BPEG CU Channel59.51 ±.3211.77±.569.29 ±.3714.24 ±0.29PEG APEG B PEG C如果要使用静态公差分析法RSS 分析所有尺寸组成能够装配,势必会有一个GAP ,Step1: 将所有尺寸组成偏向一边,形成gap ,一般情况下一个尺寸链只有一个gapRemark ,即使知道尺寸链会干涉,也请假设会有一个GAP ,如何确定GAP 是否干涉?U ChannelPEG APEG CPEG BPEG BPEG CGAPStep 2: 建立尺寸链,定义增环(+),减环(-)方向Start hereFinish here U ChannelPEG APEG CPEG BPEG BPEG CGAP(+)(-)Step 3: 将所有尺寸按减环方向开始列,注意尺寸链的连续性,不能断裂Step 4: 将所有尺寸公差平方和开根,得到所有尺寸累计公差和。
( 为简化计算,将极限偏差,修改为对称公差)如上计算结果,RSS 0.93> GAP nom 0.68, 因此结果是干涉的。
尺寸链计算及公差分析
尺寸链计算及公差分析一、尺寸链计算1.确定基准尺寸:首先需要确定产品的基准尺寸,这是其他尺寸的参考值。
2.确定功能尺寸:根据产品的功能要求,确定与之相关的尺寸。
例如,一个机械零件的功能要求是与其他组件配合,那么相关的尺寸即为功能尺寸。
3.确定辅助尺寸:辅助尺寸是与功能尺寸无关的尺寸,通常用于产品的加工和装配。
例如,孔的直径和深度就是辅助尺寸。
4.确定公差:在确定各个尺寸之后,需要为它们设置公差。
公差是指允许的尺寸变化范围,它的大小取决于产品的制造工艺和功能要求。
5.进行尺寸链计算:根据产品的功能和制造要求,依次计算各个尺寸的数值。
计算时需要考虑公差的影响,确保产品在允许的范围内可以正常工作。
二、公差分析公差分析是确定产品尺寸的变化范围,即各个尺寸的上下限。
公差分析可以帮助工程师评估产品的质量,确定工艺参数,并优化产品设计。
1.确定公差类型:公差分为基本公差和几何公差两种类型。
基本公差是根据工艺要求和产品功能确定的,例如直径公差、平行度公差等;几何公差是根据产品的形状和配合要求确定的,例如圆度公差、轴线位置公差等。
2.进行公差叠加:公差叠加是将各个尺寸的公差叠加在一起,得到产品整体的公差。
这可以通过数学模型或专业软件进行计算。
3.进行公差分析:在确定产品整体的公差后,可以进行公差分析。
公差分析可以通过模拟或实验的方式进行,用于评估产品在实际使用中尺寸变化的影响。
4.优化设计:通过公差分析可以了解产品尺寸变化的情况,如果发现一些尺寸变化太大,可能会导致产品的功能受到影响,需要对设计进行优化。
优化设计可以包括调整公差、改变加工工艺等。
总结起来,尺寸链计算及公差分析是确定产品尺寸和形状的重要方法,它可以帮助工程师评估产品的质量和性能,指导产品的制造和装配。
在实际应用中,需要充分考虑产品的功能要求、制造工艺和使用环境等因素,合理确定尺寸链和公差,以确保产品的质量和性能达到要求。
尺寸链计算及公差分析 简体共68页文档
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
尺寸链计算及公差分析 简体
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
尺寸链计算及公差分析简体
i 1
i 1 m
m
n
A0min = Ai min - Ai max
i 1
i 1 m
尺寸链计算及公差分析简体
(四) 尺寸链的计算
2. 极值法解封闭环
封闭环的偏差
上偏差:
m
n
ES(A0) = ES ( Ai) - ES ( Ai)
i 1
i 1 m
下偏差:
m
n
EI(A0) = EI ( A i) - EI ( Ai)
i 1
i 1 m
封闭环的公差
m
n
T(A0) = T ( A i) + T ( A i)
i 1
i1 m
= ES(A0) - EI(A0)
尺寸链计算及公差分析简体
(四) 尺寸链的计算
2. 极值法解封闭环
尺寸链的竖式解:(适用于尺寸链中组成环数目较多的情形)
组成环 增环
基本尺寸 A1
上偏差
ΔS A1 A1
尺寸链计算及公差分析
尺寸链计算及公差分析简体
目录
一. 工艺过程简介 二. 尺寸链讲解 三. 形位公差讲解 四. 尺寸链及形位公差的应用
尺寸链计算及公差分析简体
一.工艺过程
(一)基本概念 工艺就是制造产品的方法. 凡是改变生产对象的形状﹑尺寸﹑
相对位置和性质等,使其成为成品或半成 品的过程称为工艺过程.
零件尺寸链
图(一)
装配简图 尺寸链简图 图(二)
电镀工艺简图 尺寸链简图 图(三)
尺寸链计算及公差分析简体
平面尺寸链 图 (四)
(二)尺寸链的解读
“环”定义: 组成尺寸链的各个尺寸. 环的组成: 1.封闭环---最终被间接保证精度的那个环. 2.组成环----除了封闭环外之其它环
尺寸链公差计算
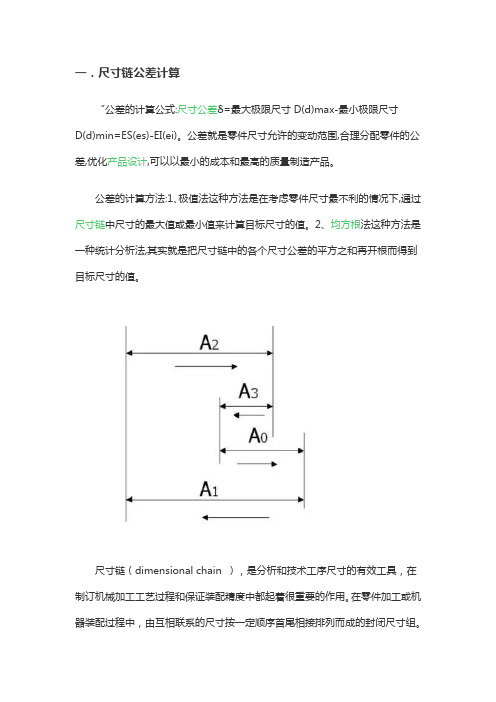
一.尺寸链公差计算
“公差的计算公式:尺寸公差δ=最大极限尺寸D(d)max-最小极限尺寸
D(d)min=ES(es)-EI(ei)。
公差就是零件尺寸允许的变动范围,合理分配零件的公差,优化产品设计,可以以最小的成本和最高的质量制造产品。
公差的计算方法:1、极值法这种方法是在考虑零件尺寸最不利的情况下,通过尺寸链中尺寸的最大值或最小值来计算目标尺寸的值。
2、均方根法这种方法是一种统计分析法,其实就是把尺寸链中的各个尺寸公差的平方之和再开根而得到目标尺寸的值。
尺寸链(dimensional chain ),是分析和技术工序尺寸的有效工具,在制订机械加工工艺过程和保证装配精度中都起着很重要的作用。
在零件加工或机器装配过程中,由互相联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组。
组成尺寸链的各个尺寸称为尺寸链的环。
其中,在装配或加工过程最终被间接保证精度的尺寸称为封闭环,其余尺寸称为组成环。
组成环可根据其对封闭环的影响性质分为增环和减环。
若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环,那些本身增大而封闭环减小的尺寸则称为减环。
尺寸链计算及公差分析简体

尺寸链计算及公差分析简体尺寸链计算及公差分析是指在产品设计和制造过程中,根据产品的尺寸要求和公差要求,进行尺寸链计算和公差分析的过程。
通过尺寸链计算和公差分析,可以保证产品的尺寸和公差要求的合理性,从而提高产品的质量和性能。
1.确定产品的功能要求:在进行尺寸链计算之前,首先需要明确产品的功能要求,包括产品的使用环境、载荷条件等。
这些功能要求将直接影响产品的尺寸和公差要求。
2.确定尺寸分配方案:根据产品的功能要求,确定各个部件的尺寸分配方案。
尺寸分配方案是指在整个产品装配结构中,确定各个部件尺寸的大小关系和变化范围。
3.进行尺寸链计算:根据产品的尺寸分配方案,进行尺寸链计算。
尺寸链计算是根据产品的装配关系,通过数学模型和计算方法,确定产品各个尺寸的相对大小和变化范围。
4.优化尺寸链计算结果:在进行尺寸链计算之后,需要对计算结果进行验证和优化。
如果计算结果不符合要求,需要进行调整,直到满足产品的功能要求和设计目标为止。
公差分析是指根据产品的尺寸要求和功能要求,进行公差分配和公差传递的过程。
公差分析是保证产品质量的重要措施,它通过对产品的公差进行分析和控制,保证产品的尺寸和公差要求的合理性。
公差分析一般包括以下几个步骤:1.确定公差要求:在进行公差分析之前,首先需要明确产品的公差要求,包括尺寸公差、形位公差等。
这些公差要求是产品设计的基础,决定了产品的质量和性能。
2.进行公差分配:根据产品的尺寸要求和功能要求,进行公差分配。
公差分配是确定产品各个部件的公差大小和公差类型的过程。
3.进行公差传递:在进行公差传递时,需要考虑产品的装配关系和公差传递路径。
公差传递是指产品各个部件的公差通过装配关系,传递到最终装配尺寸上的过程。
4.进行公差分析和控制:在进行公差分析之后,需要对公差进行分析和控制。
公差分析是通过数学模型和计算方法,对产品的公差进行分析和预测。
公差控制是通过制定合理的公差规范和工艺要求,保证产品的公差要求的合理性和可控性。
尺寸链计算及公差分析报告
(4) (7)
(9)
(一) 基本概念
2.公差带的大小
公差带的大小指公差标注中公差值的大小, 指允许实际要素变动的全量。公差值前是否加ψ 由公带的类型决定。
需加ψ的情况: 同轴度和任意方向上的轴线 直线度、平行度、垂直度、倾斜度和位置度。
需加Sψ的情况: 空间点任意方向的位置度 控制。
如下情况只可能为宽度值:圆度、圆柱度、 轮廓度、平面度、对称度、跳动等
13.零形位公差
被测要素采用最大(小)实体要求时使用。
(二) 形位公差的符号及标注
形位公差代号
公差框格在图样上一般水平放置,也可竖 直放置。由左至右依次填写公差项目符号、公 差值及有关符号、基准字母及有关符号。根据 实际需要,可有单一基准、公共基准、双基准、 三基准四种。其中基准顺序与字母本身无关系, 由实际生产工艺确定。
首尾相接形成封闭的尺寸组.(如 右图)
尺寸链的特征:
1.封闭性---尺寸链中各尺寸必 须首尾相接构成封闭形式.
2.关联性---尺寸链中间接保证 的尺寸的大小和变化,受到直接获得 的尺寸的精度所支配.
(二)尺寸链的解读
尺寸链的分类: 1、按功能要求分: 1)、零件尺寸链---由几个设计 尺寸所形成的尺寸链。如图(1) 2)、装配尺寸链:由不同零件的设计 尺寸所形成的尺寸链。如图(2) 3)、工艺尺寸链:同一个零件的几 个 工艺尺寸所形成的尺寸链。如图(3)
(二)工艺过程的组成
所谓之工作行程指: 加工工具在工件 上一次所完成的工步部分.(如折沿边料过 程中的一个来回)
如果工艺过程中只有一道工序,工序 中又只有一步工步,工步由一个工作行程 组成,那么它们实际是相当.
(三)工艺过程文件化
将工艺过程的操作方法等按一定的 格式用文件的形式规定下来,便成了工艺 规程,即所说的SOP.
尺寸链计算及公差分析

(三) 尺寸鏈圖的制作步驟 1.確定封閉環---依實際工藝過程,找出間 接保証的尺寸. 2.以封閉環開始,按“最少組成環環數” 的原則,畫出實際組成環. 3.按各尺寸首尾相接的原則,順著一個方 向在各尺寸線終端箭頭.凡是箭頭方向與 封閉環箭頭相同的尺寸就是減環,反之增 環.
2.體外作用尺寸(Dfe、dfe)
在被測要素的給定長度上,與實際內表面 體外接觸的最大理想面或與實際外表面體外接 觸的最小理想面的直徑或寬度。
3.體內作用尺寸(Dfi、dfi)
在被測要素的給定長度上,與實際內表面 體內接觸的最大理想面或與實際外表面體內接 觸的最小理想面的直徑或寬度。
(一) 基本概念 形位公差所涉及的主要術語及定義 4.最大實體狀態(MMC) 和最小實體狀態(LMC)
定 位 向 置 定 公 位 差 跳 動
平行度 垂直度 傾斜度 同軸度 對稱度 位置度 圓跳動 全跳動
相 包容原則 E 關 符 理論正 20 確尺寸 號
基准目標
A1
(一) 基本概念 形位公差帶
形位公差標注是圖樣中對幾何要素的形狀、位置 提出精度要求時作出的表示。用以限制實際要素變動 的區域就是形位公差帶,具有形狀、大小、方向和位 置四要素。
被測要素的實際輪廓應遵守其最大(小) 實體實效邊界,當其實際尺寸偏離最大實體尺 寸時,允許形位誤差值超出在最大(小)實體 狀態下給出的公差值的一種要求。
12.可逆要求(RR)
中心要素的形位誤差值小於給定的形位公 差值時,允許在滿足功能要求的前提下擴大尺 寸公差。
i 1
i 1 m
m
n
尺寸链计算方法 公差计算
尺寸链计算一.基本概念尺寸链是一组构成封闭尺寸的组合。
尺寸链中的各个尺寸称为环。
零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。
组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。
反之为减环。
补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。
传递系数ξ:表示各组成环对封闭环影响大小的系数。
增环ξ为正值,减环ξ为负值。
通常直线尺寸链的传递系数取+1或-1.尺寸链的主要特征:①.尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。
二.尺寸链的分类1.按应用范围分工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链。
装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链。
2. 按构成尺寸链各环的空间位置分线性尺寸链:各环位于平行线上平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列。
空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算。
3.按尺寸链的形式分a)长度尺寸链和角度尺寸链b)装配尺寸链装、零件尺寸链和工艺尺寸链c)基本尺寸链与派生尺寸链基本尺寸链指全部组成环皆直接影响封闭环的尺寸链派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链三. 基本尺寸的计算把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。
是设计中尺寸链计算时首先应该进行的工作。
目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误。
特别是测绘设计的产品。
由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算四.解尺寸链的主要方法根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。
为了提高零件的装配精度,与其有关各零件表面形成的尺寸链环数必须最少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
m
n
T ( Ai) T ( Ai) ≦T ( A0)
i 1
i 1 m
(四) 尺寸链的计算
2. 极值法解封闭环 公差分配一般原则:
c. 按具体情况分配.这与设计经验 相关,实质上就是从工艺观点考虑.
(四) 尺寸链的计算
3. 概率法解尺寸链
正态分布情况下的概率法:
根据概率论,可得组成环Ai与封闭环A0三者的均方根误差关系
(四) 尺寸链的计算
2. 极值法解封闭环
封闭环的基本尺寸
m
n
A0=
A-i Ai
i 1
i 1 m
A0---封闭环的基本尺寸,m为增环数,n-m 为减环数
封闭环的极限尺寸
m
n
A0max = Ai max Ai min
-
i 1
i1 m
m
n
A0min = Ai min Ai max
T ( Ai)
i 1
n
+ T ( Ai)
i 1 m
= ES(A0) - EI(A0)
(四) 尺寸链的计算
2. 极值法解封闭环
尺寸链的竖式解:(适用于尺寸链中组成环数目较多的情形)
组成环 增环
基本尺寸 A1
上偏差
ΔS A1 A1
下偏差 ΔX
……
……
……
……
减环
Am -Am+1
ΔS Am -ΔX Am+1
ΔX Am -ΔS Am+1
……
……
……
……
-An
封闭环
AΣ
-ΔX An ΔS AΣ
-ΔS An ΔX AΣ
(四) 尺寸链的计算
2. 极值法解封闭环
公差分配一般原则: a. 按等公差值的原则分配封闭环 的公差(计算上方便,工艺上不合理)
T(Ai)= T ( A0) n
b. 按等公差级的原则分配封闭环 的公差(按基本尺寸大小来分配公差,工艺上较合理)
式
σ(A0)
n
σ(
2
Ai)
i 1
因为对于正态分布,其偶然误差即尺寸分散带ω与均方根偏差
σ间的关系可取ω=6σ,从而各组成环的尺寸分散带为ω(Ai)=6σ(Ai),
封闭环的尺寸分散带为ω(A0)=6σ(A0). 当取T(Ai)=ω(Ai)和
首尾相接形成封闭的尺寸组.(如 右图)
尺寸链的特征:
1.封闭性---尺寸链中各尺寸 必须首尾相接构成封闭形式.
2.关联性---尺寸链中间接保 证的尺寸的大小和变化,受到直接 获得的尺寸的精度所支配.
(二)尺寸链的解读
尺寸链的分类: 1、按功能要求分: 1)、零件尺寸链---由几个设计 尺寸所形成的尺寸链。如图(1) 2)、装配尺寸链:由不同零件的设计 尺寸所形成的尺寸链。如图(2) 3)、工艺尺寸链:同一个零件的几 个 工艺尺寸所形成的尺寸链。如图(3)
1.增环---当其余组成环不变,封闭环 因其增大而增大的环.
2.减环---当其余组成环不变,封闭环 因其增大反而减小的环.
(三) 尺寸链图的制作步骤
1.确定封闭环---依实际工艺过程,找出间 接保证的尺寸. 2.以封闭环开始,按“最少组成环环数” 的原则,画出实际组成环. 3.按各尺寸首尾相接的原则,顺着一个方 向在各尺寸线终端箭头.凡是箭头方向与 封闭环箭头相同图 尺寸链简图 图(二)
电镀工艺简图 尺寸链简图 图(三)
平面尺寸链 图 (四)
(二)尺寸链的解读
“环”定义: 组成尺寸链的各个尺寸. 环的组成: 1.封闭环---最终被间接保证精度的那个 环. 2.组成环----除了封闭环外之其它环
(二)尺寸链的解读
组成环可以其对封闭环的影响性质 分成两类:
(二)工艺过程的组成
为方便分析机机加工的情况和制订 工艺过程,将工艺过程分成若干工序,工序 双分成若干工步,工步分成若干工作行程. 其细分依实际需求而定.
(二)工艺过程的组成
所谓之工序指: 相同的工作人员在 相同的工作地点对同一工件所完成的那 一部分工艺过程.(如装配联机机作业)
所谓之工步指: 相同加工工具对同 一工件在相同加工条件下所连续完成的 那一部分工序.(如联机机作业中的折沿边 料作业)
-
i 1
i 1 m
(四) 尺寸链的计算
2. 极值法解封闭环
封闭环的偏差
上偏差:
m
n
ES(A0) =
ES ( Ai) - ES ( Ai)
i 1
i 1 m
下偏差:
m
n
EI(A0) =
EI ( Ai) - EI ( Ai)
i 1
i 1 m
封闭环的公差
m
T(A0) =
二.尺寸链分析
(一) 缘何要作尺寸链分析
加工工艺过程中, 治工具及工件的 实际定位位置必然会与理想定位位置有 一定的差异,同时加工尺寸亦会存在差异. 需允许一定的误差存在,如何确定其误差 符合需求,则需引入尺寸链及公差的概念, 并进行分析计算.
(二) 尺寸链的解读
尺寸链的定义: 互相联系的尺寸按一定顺序
(二)工艺过程的组成
所谓之工作行程指: 加工工具在工 件上一次所完成的工步部分.(如折沿边料 过程中的一个来回)
如果工艺过程中只有一道工序,工序 中又只有一步工步,工步由一个工作行程 组成,那么它们实际是相当.
(三)工艺过程文件化
将工艺过程的操作方法等按一定的 格式用文件的形式规定下来,便成了工艺 规程,即所说的SOP.
(二)尺寸链的解读
尺寸链的分类: 2、按尺寸链各环的相互位置分: 1)、直线尺寸链:是全部组成环平行于封 闭环的尺寸链,如图(1),(2),(3) 2)、平面尺寸链:全部组成环位于一个或 几个平行平面内,但某些组成环不平行于 封闭环的尺寸链,如图(四)所示,两孔之 间的尺寸构成了一平面尺寸链
零件简图
尺寸链计算及公差分析
目录
一. 工艺过程简介 二. 尺寸链讲解 三. 形位公差讲解 四. 尺寸链及形位公差的应用
一.工艺过程
(一)基本概念 工艺就是制造产品的方法.
凡是改变生产对象的形状﹑尺寸﹑ 相对位置和性质等,使其成为成品或半成 品的过程称为工艺过程.
而机械制造工艺过程是指零件的机 械加工工艺过程和成品的装配工艺过程.
(三) 尺寸链图的制作步骤
应注意事项: 1. 工艺尺寸链的构成,取决于工艺方
案和具体的加工方法. 2.正确封闭环的选取是解尺寸链的关
键. 3. 一个尺寸链只能解一个封闭环.
(四) 尺寸链的计算
1. 计算工艺尺寸链的方法 a. 极值法---一般生产中应用 b. 概率法---应用于生产批量大的
自动化及半自动化生产方面,或 尺寸链的环数较多的场合.