乌东德水电站左岸780MPa级高强钢焊接工艺研究
水电厂高强度调质钢焊接技术研究

2 Q6 9 0 D 钢 板 特 性
由于T 型焊接接头形式 ,比较容易产生层状撕 裂, 所以首先要进行层状撕裂的敏感性分析。
1 概 述
秘鲁Q u i t a r a c s a 水 电站 水 轮发 电机 组 出力 为 Ⅳ | : 6 5 . 9 M W, 转 速为 : 7 2 0 r / m i n , 机组属 于中等 的出
ABS TRACT: T h e h i g h — s t r e n g t h s t e e l i s wi d e l y u s e d i n t h e h y d r o p o w e r i n d u s t r y ,a n d i t s s t r e n g t h i s i n c r e a s i n g l y h i g h .I n
1 2 4
2 1 5 / 一
1 1 2
t h e m a n u f a c t u i r n g o f t h e Q u i t a r a c s a u n i t e x p o a e d t o P e r u ,t h e
l § T I
同类 产品焊接技术提供参考 。 关键词 :高强度 调质钢 ; 焊接 参数 ; 退火 消应处理 P WH T ; 无
损检查
图 1 磁 极 端 板 焊 接 图
Fi g.1 we l di n g dr a wi ng of pol e s e nd pl at e s
I
l
I
, ,
I L J ’
Q 6 9 0 D h i g h s t r e n th g l o w a l l o y q u e n c h e d s t e e l w a s u s e d ,a n d
780MPa级高强钢对接接头焊接工艺指导书
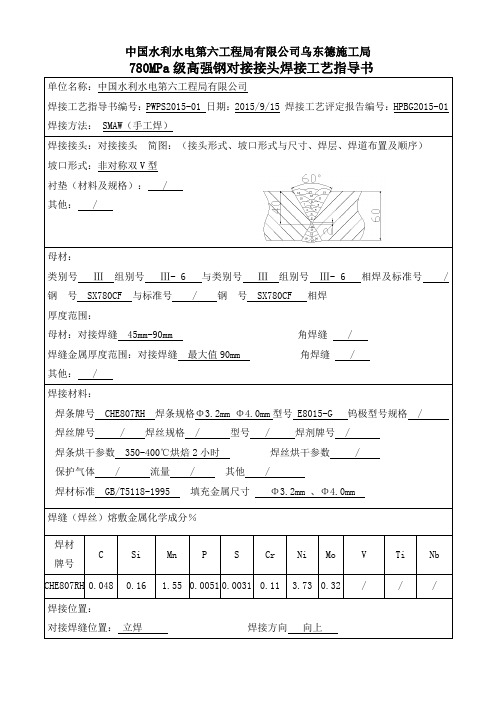
中国水利水电第六工程局有限公司乌东德施工局单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-01 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-01 焊接方法: SMAW(手工焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号CHE807RH 焊条规格Φ3.2mm Φ4.0mm型号 E8015-G 钨极型号规格 / 焊丝牌号 / 焊丝规格/ 型号 / 焊剂牌号 /焊条烘干参数350-400℃烘焙2小时焊丝烘干参数 /保护气体/ 流量/ 其他 /焊材标准GB/T5118-1995 填充金属尺寸Φ3.2mm 、Φ4.0mm焊缝(焊丝)熔敷金属化学成分%焊材C Si Mn P S Cr Ni Mo V Ti Nb牌号CHE807RH 0.048 0.16 1.55 0.0051 0.0031 0.11 3.73 0.32 / / /焊接位置:对接焊缝位置:立焊焊接方向向上编制日期审核日期批准日期780MPa级高强钢对接接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-02 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-02 焊接方法: GMAW(气体保护焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号 / 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号 CHW-80C1 焊丝规格Φ1.2mm 型号 ER76-G 焊剂牌号 /焊条烘干参数 / 焊丝烘干参数 /保护气体80%Ar+20%CO流量16-18L/min 其他 /2焊材标准GB/T8110-2008 填充金属尺寸Φ1.2mm焊缝(焊丝)熔敷金属化学成分%焊材C Si Mn P S Cr Ni Mo Cu Ti Nb牌号CHW-0.076 0.52 1.86 0.007 0.006 0.32 2.15 0.60 0.21 / /80C1焊接位置:编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢与Q345C低合金钢T型接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-03 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-03 焊接方法: GMAW(气体保护焊)焊接接头:T型接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:角焊缝衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅱ组别号Ⅱ- 1 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 Q345C 相焊厚度范围:母材:对接焊缝 / 角焊缝 5mm-72mm焊缝金属厚度范围:对接焊缝 / 角焊缝最大值72mm其他: /焊接材料:焊条牌号 / 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号 CHW-80C1 焊丝规格Φ1.2mm 型号 ER76-G 焊剂牌号 /焊条烘干参数 / 焊丝烘干参数 /流量16-18L/min 其他 /保护气体80%Ar+20%CO2焊材标准GB/T8110-2008 填充金属尺寸Φ1.2mm焊缝(焊丝)熔敷金属化学成分%焊材C Si Mn P S Cr Ni Mo Cu Ti Nb牌号CHW- 0.076 0.52 1.86 0.007 0.006 0.32 2.15 0.60 0.21 / // / / / / /其他检验:金相检验(宏观)编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢对接接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-04 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-04 焊接方法: SAW(埋弧焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号/ 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号CHW-S80 焊丝规格Φ4.0mm型号 F76A4-H08Mn2Ni2MoA 焊剂牌号 CHF606 焊条烘干参数/ 焊丝烘干参数 /保护气体/ 流量/ 其他 /焊材标准GB/T 12470-2003 填充金属尺寸Φ4.0mm焊缝(焊丝)熔敷金属化学成分%N/mm2N/mm2(°)缺口类型缺口位置试验温度℃≥760 ≥665 180 V 焊缝及热影响区-40其他检验编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢对接接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-05 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-05 焊接方法: GMAW(气体保护焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号 / 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号 BHG-4M 焊丝规格Φ1.2mm 型号 ER76-G 焊剂牌号 /焊条烘干参数 / 焊丝烘干参数 /流量16-18L/min 其他 /保护气体80%Ar+20%CO2焊材标准GB/T8110-2008 填充金属尺寸Φ1.2mm对焊接接头的基本要求:1 外观检验检验评定标准 DL/T5017-20072 无损检验检验方式 MT、UT、TOFD 检验评定标准JB/T6061、GB11345-2013、TGPS-J703 力学性能抗拉强度R mN/mm2屈服强度R eL(R p0.2)N/mm2弯曲角度(°)冲击试验缺口类型缺口位置试验温度℃≥760 ≥665 180 V 焊缝及热影响区-40其他检验编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢与Q345C低合金钢T型接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-06 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-06 焊接方法: GMAW(气体保护焊)焊接接头:T型接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:角焊缝衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅱ组别号Ⅱ- 1 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 Q345C 相焊厚度范围:母材:对接焊缝 / 角焊缝 5mm-72mm焊缝金属厚度范围:对接焊缝 / 角焊缝最大值72mm其他: /8 GMAW BHG-4M 1.2DC+150-160 24-26 11-15 80%Ar+20%CO216-18 15-239-11 GMAW BHG-4M 1.2DC+200-240 26-28 12-15 80%Ar+20%CO216-18 20-3512-14 GMAW BHG-4M 1.2DC+200-240 26-28 12-15 80%Ar+20%CO216-18 20-35对焊接接头的基本要求:1 外观检验检验评定标准 DL/T5017-20072 无损检验检验方式 MT 检验评定标准 JB/T60613 力学性能抗拉强度R mN/mm2屈服强度R eL(R p0.2)N/mm2弯曲角度(°)冲击试验缺口类型缺口位置试验温度℃/ / / / / /其他检验:金相检验(宏观)编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-07 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-07 焊接方法: SAW(埋弧焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /。
高强度水电用钢SX780CF执行标准 化学成分 力学性能

SX780CF执行标准---(山峡企标)
SX780CF钢板牌号级别800MPa
SX780CF钢板供货规格范围厚度(8-150)mm、宽度(1500-3600)mm、长度(3000-16000)mm
化学成分(熔炼分析)
800MPa级焊接实验
电力工业金属结构设备质量检验中心、舞钢公司分别对WSD690E钢的焊接性、冷加工性能进行了一系列实验研究,结果表明:
WSD690E钢具有较好的抗冷裂性能。
焊条电弧焊预热70以上,埋弧自动焊预热50以上、气体保护焊预热100以上既可防止冷裂纹产生。
在合理的热输入条件下,WSD690E钢的焊接接头力学性能满足相关标准要求。
WSD690E钢具有良好的抗层状撕裂性能。
WSD690E钢不需要预热可进行气割加工,对气割、气刨有较好的适应性。
WSD690E钢具有良好的焊接性能。
在20KJ/cm线能量下的手工焊焊接接头30KJ/cm线能量下的埋弧焊接接头,经过600±10,保温8小时的焊后热处理后,焊接接头的拉伸、冲击试验结果仍然良好。
埋弧焊线能量提高到50KJ/cm仍然可以得到良好的焊接接头性能。
四川交大工程检测咨询有限公司对中国水利水电第六工程局有限公司乌东德金属结构工程项目委托舞钢产60mm厚SX780CF钢板对接接头机械性能检测结果表明:舞钢生产SX780CF钢板焊后对接接头的拉伸、弯曲、冲击韧性完全满足标准要求,焊缝及热影响区韧性与标准要求相比有足够的富余量。
舞阳钢铁,舞阳钢铁厂,舞阳钢铁有限责任公司冯娜,舞阳钢铁销售部电话。
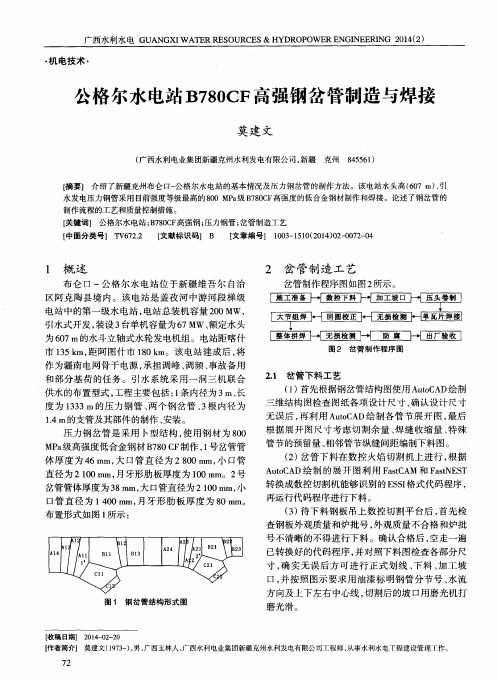
公格尔水电站B780CF高强钢岔管制造与焊接
样板 检 查 , 并 采用 小 进 辊量 , 反复卷制 , 再 将 瓦 片立
张钢板上都会套料切割 多个不同尺寸的管节 , 为防 止切割 完一个 管节后 由于割缝 的存在及热切割变
形使管节产生位移影响切割精度 , 必须把待切割钢 板底部和切割平台点焊固定在一起 。 ( 5 ) 钢板划线极 限偏差需符合表 1 规定。
广西水利水电 G U A N G X I WA T E R R E S O U R C E S&H Y D R O P O WE R E N G I N E E R I N G 2 0 1 4 ( 2 )
・
机 电技术 ・
公格 尔水 电站 B 7 8 0 C F高强钢 岔管制造 与焊接
图 1 钢 岔 管 结构 形 式 图
方 向及上下左右 中心线 , 切割后的坡 口用磨光机打 磨 光滑 。
[ 收稿 日期】 2 0 1 4 - 0 2 — 2 0
【 作者简介】 莫建文 ( 1 9 7 3 - ) , 男, 广西玉林人 , 广西水 利电业集 团新疆克 州水利发 电有 限公 司丁程 师 , 从事水利水 电T程建设管理T作 。
已转 换 好 的代 码 程序 , 并 对 照 下料 图检 查 各部 分 尺
口管直径为 1 4 0 0 m m, 月牙形肋板厚度 为 8 0 m m。
布置 形式 如 图 1 所示 :
一
寸, 确实无误 后方可进行 正式划线 、 下料 、 加工坡 口, 并按 照图示要求用油漆标明钢管 分节号 、 水流
莫建文
( 广西水利 电业集 团新疆克州水利发电有限公 司 , 新疆 克州 8 4 5 5 6 1 )
780MPa建筑用钢DL-T工艺研究
S的冷 却速 度 冷 却 到 室 温 , 录冷 却 过 程 中 的热 记
膨胀 曲线 , 结合 金 相观 察确定 奥 氏体 一铁 素体 、 奥 氏体 一 珠 光 体 、 氏 体 一 贝 氏 体 的 相 变 点 , 行 奥 进
d r c a l r i g t mp r t r n r a e t 6 0~ 7 0 . Yil a i e i e o s a t a h i c a l ie tl mel i n e e a u e i c e s d a 0 az 5℃ ed r t r man d c n t n s t e d r t l me— o e
we e s c e s u l e eo e n lb r t r t i c me lrzn — e e i g( r u c s f l d v l p d i o a o y wih d r tl y a e a l ii g t mp rn DL— a T)t c n l g .Th fe t f e h oo y ee f c o
基 金 项 目 : 家“ 6 ” 目( 0 7 国 83项 2 0 AAO Z O ) 十一 五 国 家科 技 支撑 计 划 项 目( O 6 AE 3 O ) 3 54 ; 2 0 B O A 8
作者简介 : 唐 帅 (9 1 ) 男( 1 8 一 , 汉族 ) 河 南 邓 州人 , 士 研 究生 。 , 博
阳钢 铁公 司供 国家体育 场“ 鸟巢 ” 中央 电视 台新 和
址 的 Q4 0 / 3 6 E Z 5建 筑 用 钢 , 服 强 度 级 别 达 到 屈 4 0 a 抗 拉 强 度 达 到 5 0 a 屈 强 比低 于 6 MP , 7 MP , 0 8 , 补 了国 内空 白[ ; 些 发 达 国家 已经在 . 3填 2 某
乌东德水电站引水隧洞钢衬段混凝土施工技术

图2
引水隧洞下平段示意
完成并与压力钢管连接段(凑合节)施工完成后浇筑。备仓施
工流程为:缝面处理→钢筋安装(配筋段)→预埋件安装→模板
安装→混凝土浇筑(同时布置监测设施,进行压力钢管抬动、变
形监测)。
钢衬段混凝土浇筑用 1 台泵机,泵管从钢衬顶部穿过封头
模板接引至仓内,通过两侧各 2~3 套溜筒下料,平铺法对称浇
单条管线质量为 1 123 t,属于超大型地下埋管,在无内支撑条
件下浇筑外包混凝土可供借鉴的类似工程经验少,确保外包混
凝土浇筑时钢衬抬动、变形在设计允许范围之内是难点之一。
(2)钢衬段混凝土浇筑质量控制。钢衬段仓位较长、空间
狭窄、不便操作,实际浇筑中常见质量问题:集中下料易造成骨
料分布不均且长距离赶料造成浮浆多;欠振、无序振捣直接影
段、上平段、上弯段、竖井段、下弯段和下平段等部分组成,单条
引水隧洞轴线长度 305.24~558.83 m。引水下平段全长 71.55
m,中心高程 803 m,同机组安装高程,其中钢衬段长 54.35 m、非
钢衬段长 17.2 m,距主厂房上游边墙 40 m 处设 15 m 渐变段,内
径由 13.5 m 渐变至 11.5 m 与机组蜗壳进口相接。
未及时排除可能造成混凝土浇筑不密实和低强。因此,浇筑过
衬外支撑纵横向尽量规则布置在一条线上,避免干扰钢筋安
程质量控制是重点。
装,造成钢筋截断、间排距不均等质量问题。
(3)施工空间狭窄,施工难度大。左岸地下电站引水隧洞
下平段压力钢管衬砌混凝土工程,衬砌前断面直径为 15.5~
13.5 m,衬砌后断面直径为 13.5~11.5 m,衬砌厚度 1.00~0.95
乌东德水电站超大型地下埋管内支撑优化设计及应用

乌东德水电站超大型地下埋管内支撑优化设计及应用焦雄1邓朝2(1.陕西省引汉济渭工程建设有限公司陕西西安710010;2.中国三峡建工(集团)有限公司四川成都610094)摘要:乌东德水电站引水压力钢管具有直径大、钢板厚、制作及安装质量要求高等特点。
为了保证其安装质量和施工安全,达到节省施工资源投入,加快施工进度的目的,采用有限元软件,对压力钢管管节不同吊点、外包混凝土浇筑进行变形分析,结果显示压力钢管优化内支撑的施工方案是可行的,该方案在乌东德水电站超大型地下埋管施工中得到了成功应用,是水利水电工程压力钢管安装技术的一次大胆创新,值得类似工程借鉴和参考。
关键词:乌东德水电站地下埋管内支撑优化设计应用中图分类号:TV672.2文献标识码:A文章编号:1674-098X(2021)07(c)-0028-05 Optimization Design and Application of Super Large Underground Buried Pipes Support in Wudongde Hydropower StationJIAO Xiong1DENG Zhao2(1.Hanjiang-to-Weihe River Valley Water Diversion Project Construction Co.,Ltd.,Xi'an,ShaanxiProvince,710010China;2.China Three Gorges Construction Engineering(Group)Co.,Ltd.,Chengdu,Sichuan Province,610094China)Abstract:The penstock pipe joints of Wudongde Hydropower Station has the characteristics of large diameter, thick steel plate and high requirements for manufacturing and installation quality.In order to ensure the installation quality and construction safety,achieve the purpose of saving construction resources and speeding up construction progress,the finite element software is used to analyze the deformation of penstock pipe joints at different lifting points and wrapped concrete pouring.The results show that the construction scheme of optimized internal support of penstock is feasible,the scheme has been successfully applied in the construction of super large underground buried pipe of Wudongde Hydropower Station,and it is a bold innovation in pressure pipe installation technology of water resources and hydropower engineering,worthy reference in similar engineerings.Key Words:Wudongde Hydropower Station;Underground buried pipes;Internal support;Optimization design;Application1概述乌东德水电站为地下电站,左右岸地下电站各安装6台850MW水轮机组。
800MPa级高强钢B780CF焊接工艺试验研究
800MPa级高强钢B780CF焊接工艺试验研究[摘要]B780CF是用于制作水电站压力钢管、钢岔管和蜗壳的国产高强度调质钢板。
为了保证焊接生产的顺利进行,针对焊接冷裂纹敏感性,对B780CF进行了一系列焊接试验研究,确定了该材料合理的焊接工艺方案。
【关键词】B780CF;HS-80A;冷裂纹;横向裂纹;焊接线能量1、概述近年来,我国在高水头水轮机组的制造方面取得了很大的进步,除了设计的优化、工艺创新以外,制造材料的应用也由原来500MPa强度级别钢板逐步升级为600MPa强度级别、800MPa强度级别的钢板。
我公司承制的某抽水蓄能电站4台份水轮机,单机容量为375MW,额定水头为447m。
钢岔管是引水系统的重要组成部分。
其设计压力为7.8Mpa,工地水压试验压力为9.8MPa。
钢岔管主管直径为φ5M,支管直径为φ3.5M。
钢岔管均采用B780CF钢板,管壁厚度为60mm,月牙肋厚度为120mm。
B780CF是上海宝山钢铁公司生产的800MPa级高强调质钢板,具有很高的抗拉强度和冲击韧性,适合于水电站压力钢管、钢岔管、蜗壳等承压部件。
但高强钢的合金体系比较复杂,碳当量较高,焊接性较差。
针对B780CF的焊接性问题,采用熔化极气体保护焊方法进行了一系列焊接试验。
2、焊接试验用材料2.1钢材B780CF化学成分和力学性能分别见表1和表2。
2.2焊接材料HS-80A的化学成分和熔敷金属力学性能分别见表3和表4。
2.3焊接保护气体:78%Ar+22%CO2。
3、焊接热影响区最高硬度试验焊接热影响区最高硬度试验是以热影响区最高硬度来相对地评价钢材冷裂倾向的试验方法。
焊接热影响区最高硬度比碳当量能更好的判断钢种的淬硬倾向和冷裂的敏感性,因为其不仅反映了钢种化学成分的影响,而且也反映了金属组织的作用[2]。
试验按照GB 4675.5-1984的规定进行,试板厚度20mm,2块试板分别按照室温和预热温度80℃进行焊接。
800MPa级高强钢焊接工艺的探讨
800MPa级高强钢焊接工艺的探讨【摘要】800MPa级高强钢近年来在工程机械行业里用的越来越多。
为了完成大型塔机吊臂的生产制作任务,对H80高强钢的材质及吊臂的工况做了简单介绍;分析了H80高强钢的焊接性,确定了焊接方法,并按“等强匹配”原则选择了焊接材料;根据工艺评定确定了焊接工艺参数及焊后热处理工艺。
指出现场焊接时控制热输入及焊道间温度是该焊接工艺的关键。
【关键词】H80/D80钢;焊接方法;焊接裂纹FZQ1380型附着自升式塔机是一种新型附着自升式塔机,最大额定起重量为63t,工作时允许最低温度为-20℃。
具有起升高度大,作业范围广,起重量大,抗风能力强,自重轻等特点,适用于单机容量为300~1000MW火力发电机组狭小施工场地中的锅炉安装及厂房吊装等施工作业。
起重臂(吊臂)是塔吊结构中最重要的承重部分,总重量子力学15.557t,根部中心到头部滑轮组中心距为59063.76m;该起重臂由根段落、7m段、3节12m段、前段和头部共7节组成。
按设计要求,起重臂主弦杆采用H80高强钢管,每节起重臂之间采用D80材质的锻件构成销轴连接。
H80/D80钢连接焊缝作为起重臂的连接点和受力集中点,其焊接质量是该起重臂制作中的关键。
1.H80/D80高强钢简介HITEN780高强钢的最低抗拉强度为780MPa ,依加工制作工艺不同为H80和D80两种产品,该钢种是在低碳锰钢的基础上通过加入适量的Cr、Ni、Mo、Cu等元素和V、Nb、Ti、B等微合金元素经热处理调质而成。
H80钢为起重臂主弦杆材质,规格为Φ127mm×11mm。
出厂前经热加工并调质处理,淬火后回火温度为660℃(进口管)。
D80钢为重臂接头锻件,供货状态为扩氢退火,加工后重新进行调质处理,回火温度为630-640℃。
国内800MPa以上级别高强钢的焊接工程量很少,只有少数几家重型机械厂从国外引进了低合金调质高强钢的焊接技术。
水电站压力钢管焊接工艺规程

水电站压力钢管焊接工艺规程第一篇:水电站压力钢管焊接工艺规程水电站压力钢管制作、安装工程焊接工艺规程编制:审批:1.焊前准备1.1坡口准备和焊接区的清理施焊前应认真检查坡口型式和尺寸是否满足工艺要求,焊接接头应符合工艺规定的装配间隙。
坡口表面及每侧应将水、铁锈、油污、积渣等清理干净,清理的范围:1)埋弧自动焊对接缝40~50mm2)其他焊接方法对接缝10~20mm3)角焊缝焊角K+10~20mm1.2 焊接材料的准备1)焊接材料应放置于通风、干燥且相对湿度不大于60%的专用库房内,由专人保管、烘焙、发放。
使用前进行外观检查,并严格按使用说明书规定烘干;2)焊丝使用前清除表面油污和锈斑;3)烘干后的焊条应保存在100~150℃的恒温箱内,随用随取,焊工应配备焊条保温箱。
CHE507/CHE506350℃烘焙1小时,随烘随用;2.焊件组装1)焊件对接要平齐,角焊缝连接的焊件应尽可能贴紧,除工艺特殊要求外一般不留间隙。
焊件组装局部间隙不超过5mm,累计长度不大于焊缝全长的15%时允许作堆焊处理,堆焊要求为:a)堆焊时严禁填充异物;b)堆焊后修磨平整达到规定尺寸并保持原坡口形状;c)根据堆焊长度和间隙大小,对堆焊部位的焊缝酌情进行探伤检验。
2)定位焊a)定位焊的质量要求及工艺措施应与正式焊缝相同;b)一、二类焊缝定位焊应由持有效合格证书的焊工承担;c)定位焊应有一定的强度,但其厚度一般不应超过正式焊缝的1/2,通常为4~6mm,长度为 60mm,间距为100~400mm为宜;d)定位焊的引弧、熄弧均应在坡口内进行,定位焊后的裂纹、气孔、夹渣等缺陷均应清除。
3.焊接形式及工艺规范参数见焊接工艺卡4.操作技术1)多层多道焊接宜连续施焊,焊道之间应均匀搭接,交接处不应形成凹槽、咬边或凸鼓等缺陷,层间接头应错开30mm以上,收弧时必须填满弧坑;2)手工电弧焊焊缝长度大于1000mm时宜采用分段退位焊法施焊,角焊缝转角处应连续绕角施焊,起落弧点距焊缝端部宜大于10mm;3)压力钢管焊接焊工布置和焊接顺序:安排4~6名焊工分段退步焊接,岔管焊接顺序:管节纵缝—管节环缝—月牙板对接焊缝—月牙板与管壳对接焊缝4)焊接完毕后,作业人员应进行焊缝外观检查,清理焊缝及其两侧的熔渣及飞溅,焊件表面被电弧,碳弧气刨及气割损伤处和焊疤应修磨平整。
乌东德水电站蜗壳800 MPa级高强钢焊缝的无损检测

64蔡正洪,殷学成,方芳.乌东德水电站蜗壳800 MPa级高强钢焊缝的无损检测文章编号:1006—2610 (2061) 06—0064—04乌东德水电站蜗壳72 MPa 级高强钢焊缝的无损检测蔡正洪,殷学成,方芳(中国长江三峡集团有限公司,湖北宜昌443 03)摘 要:金沙江乌东德水电站蜗壳是中国目前大型水电站首次采用802 MPa级高强度钢板制作,对焊接质量要求 高。
为保证蜗壳焊缝质量,三峡集团制定了严格的焊缝无损检测规定。
文章对无损检测要求、现场检测难点及改 进建议进行了总结,可为今后类似工程施工提供借鉴。
关键词:乌东德水电站;水电站蜗壳;焊接;无损检测中图分类号:TV223.0文献标志码:A DOI : 10. 3969/j. issn. 1006-2610.606).26.213Non-destructive Testing of 3 MPa Grade High-trength Steel Weldon the Spirad Case oO Wudongde Hydropoweu StationCAI Zhenghong , YIN Xuecheng , FANG Fang(Chine Three Gorges Group Co. , Lth. , Yichug,Hubci 23133,China)Abstrach : The WuPongde Hydropower Station on Jinsha River ic the first luge-scale hydropower station ic Chine abophng 800 MPa high-strength steel plates for the fabUcation of spi —1 case , which mquims high welding quality. N order to ensure the quhity of the weldingwelds , the Three Gorges Group has formulatee strict gon-destructive testing reeulations for the welds. The article summarizes the mqui —-ments of non-desWuctive testing, on-site testing challenges and supeestions for imp —vement, which provides a refereeca for the consWuc-hon of similar projects in the future.Key worUt : WuPongde Hydropower Station ; spiral case of hydropower station ; welding ; nondest —ctive testingo 前言乌东德水电站蜗壳是中国首次将806 MPa 级高 强度应用于 水轮发电机的成 ;例。
780MPa宽厚高强钢板电弧焊焊接方法
780MPa宽厚高强钢板电弧焊焊接方法摘要:乌东德水电站压力钢管采用780MPa高强钢,这是国产780MPa宽厚钢板首次大规模在我国水利水电行业应用。
780MPa高强钢焊接具有工艺水平复杂,焊接质量要求高等特点,本文总结乌东德水电站压力钢管焊接关键施工过程,能够对后续相关施工起到指导和借鉴作用。
关键词:780MPa高强钢电弧焊焊接方法前言乌东德水电站位于云南省禄劝县和四川省会东县交界的金沙江干流上,水库正常蓄水位975m,电站总装机容量10200MW。
引水发电系统布置于左右岸,各安装6台单机容量850MW的水轮发电机组。
压力钢管内径由13.5m经锥管段渐变到11.5m与蜗壳相接,属于超大型地下埋管。
压力钢管管壁采用780MPa级钢板,壁厚56mm-64mm,每节钢管由三块瓦片组成组成。
加劲环采用Q345C钢板制造。
单条引水压力钢管分20个制造和安装单元, 6条管线共120个制造和安装单元,工程总量6693.594t。
压力钢管分段、分节。
1、施工准备1.1 坡口制备(1)高强钢δ56环缝、纵缝焊接坡口示意图(4)坡口处理采用火焰切割方法加工坡口,切割后将坡口表面淬硬层、过热组织、熔渣、毛刺等用角磨机打磨,露出金属光泽。
2.2 定位焊2.2.1 定位焊预热预热方式一:采用陶瓷加热板预热① 在定位焊缝坡口两侧位置铺设陶瓷加热板进行预热。
② 焊缝定位焊时,应对定位焊缝周围宽150mm范围进行预热,预热温度应为120℃~150℃,采用红外测温仪测量;预热方式二:采用火焰预热① 定位焊缝坡口及其两侧位置采用烤枪火焰局部预热。
② 预热范围:沿焊缝中心线两侧,加热宽度150mm~200mm,加热长度200 mm~300mm,预热温度应为120℃~150℃,严禁烤伤母材表面。
③ 烤枪加热时,要求均匀移动,焊缝两边交替加热,采用红外测温仪实时监控温度。
2.2.2 定位焊要求① 定位焊缝焊接工艺和对焊工要求与正式焊缝相同,要求严格控制线能量。
浅谈百万机组水轮机埋件蜗壳780MPa材料焊接技术
浅谈百万机组水轮机埋件蜗壳780MPa材料焊接技术摘要:前期国内水电站水轮机埋件蜗壳基本采用的610MPA级别钢材制造,在水电站中采用国产780MPA级别97MM超厚钢材尚属首次,780MPA级别钢板为目前国内外最高级别水电用钢,此种板厚及高级别钢材实物应用于蜗壳在国内外也极为罕见,由此780MPA级别钢材的超厚板焊接技术将为国产780MPA级别超厚钢材今后大批量应用奠定基础,更好地为我国后续高水头机组的流道设计提供系统可借鉴的参考资料。
关键词:百万机组;蜗壳;超厚板;780MPa;焊接一、引言作为世界首台单机容量百万机组的白鹤滩水电站,其水轮机埋件蜗壳额定水头202m,瓦块最大卷板半径和最小卷板半径分为4300mm和1500mm,最大宽度为2500mm,最大板厚97mm,共34节管节,蜗壳为管节整节交货,单节最大运输尺寸为φ8744-2200mm。
蜗壳材料为SX780CF,材料要求低碳(≤0.09%)、低碳当量(≤0.52)、低焊接裂纹敏感型指数(≤0.25%),但同时又必须具备780MPa级的高强度和良好的低温冲击韧性,其高强度SX780CF材料在水电行业为首次应用,其焊接要求极高,并无前期经验可借鉴。
作为国家政治工程,其质量要求为精品工程,其焊接成功案例具有较大的推广价值。
二、焊接工艺(1)蜗壳母材为采用宝钢生产的SX780CF,焊材选用伯乐焊条TPhoenix11018。
钢板材料在使用前需取样送第三方检验,入厂需进行无损检测。
(2)焊工资格及焊接工艺评定:按ASME《锅炉和压力容器规程》的有关规定,和合同有关文件规定,采用宝钢钢板分别与伯乐、大西洋和西野高强钢焊材做了焊接工艺评定,经对各参数比较,采用宝钢与伯乐焊材焊接性能均优于其他两家焊材,其焊接线能量最高达到35KJ/cm。
焊前对焊工组织技术要求交底及现场实际操作培训,并经过理论考试和实际操作考试取证上岗,且中途更换焊工均需经过培训及考试上岗。
SUMITEN780钢焊接工艺试验

1.0-1.5
60±2.5˚
图 1 坡口角度及焊道分布图
表 5 水电工程局焊接工艺参数一览表
焊层道号
焊接 方法
焊条(丝)
型(牌)号
规格 (mm)
极性及电流范围
极性
电流 (A)
1
Ds
NITTETSU L-80M
φ3.2 直流反接 105~120
2~4
Ds
NITTETSU L-80M
φ4.0 直流反接 160~180
4.3 接头检验
4.3.1 力学性能检验
(1) 拉伸试验对比如表 7 所示。
水电工程局 特管委
(2) 冲击试验对比表如表 8。
表 7 拉伸试验对比表
试件编号
抗拉强度(MPa)
Z0507063
820
Z0511034
825
断裂情况 熔合线区域
母材
水电工程局 特管委
(3)弯曲试验对比表如表 9
表 8 冲击试验对比表
少量的贝氏体。组织见图 2-图 4:
图2
图 2 母材显微组织
图3
图 3 热影响区显微组织
4.3.3 机械性能试验
弯曲试验和拉伸试验见图 5 和图 6:
图4
图 4 焊缝金属显微组织
图 5 弯曲试验图
6 拉伸试验图
弯曲试验主要是为了测量接头各个区域的塑性变形能力和融合面的结合质量,由于试件厚度大于
20mm 所以只进行了 4 组侧弯试验,且均取得合格。
焊接速度 (cm/min)
6.5 9.3-11.0 12.2.14.6 13.8-15.1 18.0-20.0 13.8-15.1 18.5-24.3 13.9-17.1 20.2-23.0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词 : 乌东德水 电站; 压力钢管 ; 蜗 壳; 7 8 0 MP a 级高 强钢 ; 焊接热输入 ; 焊接工艺评定
中图分类号 : T ( } l 文献标识码 : B 文章编号 : 1 6 7 2 — 5 3 8 7 ( 2 0 1 7 ) S 2 — 0 0 0 1 — 0 4
住机遇研发了 7 8 0 M P a 级低焊接裂纹敏感性高强钢
钢种 。
缝采 用大 西洋 牌 C H E 8 0 7 R H焊 条 。
由于压力钢管和蜗壳是受动水压力 的机构 , 这 就要求钢材本身和焊接接头具有很高的抗拉强度 、
2 钢材 的性 能检 测
.
两家钢 厂生产 的低碳低 焊接裂纹S X 7 8 0 C F高
各安装 6 台单机容量 8 5 0 M W 的水轮发 电机组 。压 力 钢管管材采用舞 阳钢铁公 司产的 7 8 0 M P a 级钢 板, 壁厚 5 6 — 6 4 mm, 压力 钢 管 内径 由 1 3 . 5 m经 锥 管 段渐变到 1 1 . 5 m与蜗壳相接 ,水轮机 安装 高程 为
D O I : 1 0 . 1 3 5 9 9 / j . e n k i . 1 1 - 5 1 3 0 . 2 0 1 7 . S 2 . 0 0 1
1 概 述
随着国内外大型 、 超大型高水来自的水 电站兴起 , 压力钢管 、 蜗壳 的 H D值( 水头与直径的乘积 ) 增加 , 压力钢管和蜗壳结构向尺寸巨型化 、结构轻型化方
机 电建 设 有 限 公 司 乌 东 德 金 结 制 安 项 目部 对 社产 的 WE L — T E N 8 0 A钢和 日本住 友 S U M I T E N 7 8 0 S X 7 8 0 C F高强钢进行全面性能送检复验 。 2 . 1 两家钢厂生产的 S X 7 8 0 CF高强钢化学成分分析 钢。 该钢具有 良好力学性能 、 低含碳量及较低焊接裂 纹敏感性指数等 。 并且焊接性较好 , 无需焊后消应力 热处 理 等 。 乌东德水 电站水库正常蓄水位 9 7 5 I n ,电站总
度为6 8 mm、 最小厚度为 2 7 mm, 蜗 壳进 水 口最 大直 钢板制作 。为了改变 7 8 0 M P a 级高强钢钢板长期依 径 为 1 1 5 0 0 mm。 压力 钢管 纵缝 选用 昆 山 中冶 埋弧 赖进 口的局面,近几年来国内许多大型钢铁公司抓 焊丝 B H M - 4 M 和焊剂 X U N 1 2 3 , 钢管环缝和蜗壳焊
乌 东德水 电站左 岸 7 8 0 MP a级高强钢焊接 工艺研 究
加 富俊 , 贾 军 , 杨伦 国 , 黎锦森
( 1 . 中国葛洲坝集 团机 电建设有 限公 司, 四川 成都 6 1 0 0 9 1 ; 2 . 昆山中冶宝钢焊接材料有限公司 , 江苏 苏州 2 1 5 3 3 3 )
第4 0卷 增刊 2
2 0 1 7年 9月
水
电 站 机 电 技 术
Vo 1 . 4 0 N o . S 2
Se p . 201 7
Me c h a n i c a l &E l e c t r i c a l T e c h n i q u e o f Hy d r o p o we r S t mi o n
装机 容 量 1 0 2 0 0 MW。 引水 发 电系统 布 置于左 右 岸 ,
2 . 1 . 1宝钢 、舞钢产 S X 7 8 0 C F 钢质量证明书标注化
收稿 日期 : 2 0 1 7 - 0 7 - 2 1
作 者简介 : 加富俊 ( 1 9 7 2 一 ) , 男, 高级 技师 , 从事水 电站设备 焊接技术
摘
要: 乌东德水 电站地 下厂房左岸压力钢管 、 水轮机蜗 壳分别采用河 南舞 阳钢铁有 限公 司和上海 宝钢集 团公 司生
产的7 8 0 M P a级 S X 7 8 0 C F高强钢钢 板制造 。本文在对这两家钢厂产 的 S X 7 8 0 C F高强钢 钢板分析 的基础上 , 采用优 化的焊接 工艺和焊接材料选择 , 进行 了该 钢种 的焊接工 艺评定试验研 究。 通过实验证 明此 7 8 0 MP a 级国产高强钢采 用合适 的焊接工 艺和焊接材料焊接 ,其焊接性能具有焊接裂纹敏感 性较低及可焊性较好等特点 ,焊接接头 性能 良
良 好 的冲击韧性 , 为钢管、 蜗壳的安全可靠运行提供 保证 。舞 阳钢铁有 限公 司和宝钢集 团分 别研发 了 S X 7 8 0 C F高强钢钢板 , 可 以替代 日本新 日 铁株式会
强钢均为淬火 +回火态供货 ,常温金相组织为低碳
贝氏体【 ” 。 蜗壳 、 压力钢管钢板进厂后 , 由葛洲坝集团
8 0 3 . 0 m, 属于超大型地下埋管 。压力钢管单条管线 向发展 。 为了适应其发展趋势 , 水电站制造用钢开始 重 1 1 1 5 . 6 t 。左岸地下厂房水轮机蜗壳 由进水 口锥 更多的使用具有更高强度、 更 高韧性和低焊接裂纹 管段 、与座环碟形边焊接在一起的各管节以及蜗壳 等为特征的高强度钢板 。7 8 0 M P a 级钢用于大型水 进人门、 排水阀门、 测压管路等附件组成 , 共3 7 个管 电站 , 在 日本 等 国外 已有 不少 成功 的案 例 ; 三峡 集 团 节 。蜗 壳 为钢 板焊 接结 构 ,全 部 采 用宝 钢集 团 乌东德水 电站紧跟这种发展趋势 ,在国内大型水 电 站的压力钢管和水轮机蜗壳首次采用 7 8 0 M P a 高强 S X 7 8 0 C F 低碳调质高强钢板制造 , 蜗壳钢板最大厚
与管理 工作。
2
水 电 站 机 电 技 术