基于PostProcessor构建海德汉ITNC530系统钻孔循环后置处理
海德汉iTNC 530-适用于铣、钻、膛和加工中心的多功能轮廓加工数控系统

– 用KinematicsOpt校准旋转轴
电子手轮定位
– 准确移动机床轴
... 如果发生故障?
– 海德汉数控系统的诊断
一览表
– 用户功能,附件,选装项,技术参数,数控系统比较
4 6 8 10
16
24 26 28 30
34
39 42
48 49 50 51 52 53 3
应用广泛 – 最佳的多功能数控系统
iTNC 530是多功能数控系统。它能最佳地 满足您的要求,无论是生产单件零件还是 批量生产,是简单零件还是复杂零件,也 无论是“定制”生产还是集中化生产,无 一例外。
iTNC 530非常灵活。您喜欢在机床上还是 在编程工作站上编程?用iTNC 530都同样 简单,它提供便捷的车间编程能力,就像 使用外部编程系统一样: 在机床上,您能用数控系统的对话式编程 功能编写传统铣、钻和镗加工程序。iTNC 530的smarT.NC或Klartext海德汉对话式编 程语言为您提供最佳的支持-还包括大量
几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工
海德汉_HEIDENHAIN_iTNC_530_编程操作手册1012

1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
HEIDENHAIN钻孔循环实践研究

HEIDENHAIN钻孔循环实践研究作者:王超宇,曹著明来源:《海峡科技与产业》 2017年第7期王超宇曹著明北京电子科技职业学院北京 100176摘要:近年来,海德汉(HEIDENHAIN)ITNC一直是公认的最适合钻、铣、螺纹、铿、加工的数控机床和加工中心的控制系统,简单的操作为人们提供了大量的便捷。
本文通过研究数控操作系统ITNC530 的钻孔循环程序,对该系统一系列循环程序的钻孔工作原理及执行过程进行了深入研究,进而实现在加工过程中提高工作效率,大大缩短工件的加工时间。
关键词:钻孔;循环指令;实践;研究0 引言近年来,多轴数控加工技术应用的范围越来越广、其加工精度高、质量好、易操作等优点正逐步替代传统加工方法。
做为一个优秀的数控机床操作系统,海德汉(HEIDENHAIN)公司成立开始就是以高精度技术为主导,为机床制造商提供高品质的操作系统。
iTNC 530是海德汉数控机床操作系统中新一代的轮廓加工系统,它能在加工过程中实现高精度与高效率。
众所周知,加工的好坏不仅要看成品的精度,基础工艺更为重要。
做为数控加工的基础——钻孔,这项工序可在电脑软件中编辑,也可亲手在机床操作面板上编辑,不过很明显,钻孔工艺较为简单,若要在电脑软件上编辑远不如直接在机床上编辑快。
本文主要介绍海德汉(HEIDENHAIN)iTNC 530操作系统钻孔编程的参数指令、循环、工艺等,从中分析出现的问题及原因,为加工过程提供便捷,减少不必要的操作时间,从而提高效率。
1 钻孔循环指令--CYCL DEF 200海德汉(HEIDENHAIN)iTNC530系统拥有非常全面的固定循环加工功能,可提供钻、铣、镗和攻丝等19种循环。
不同的循环指令其参数及意义也各不相同。
其中钻孔循环指令共有4种。
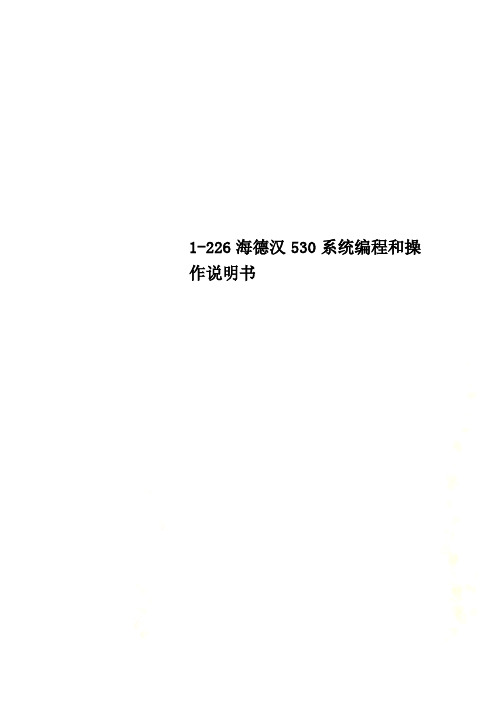
本文介绍如图1所示的钻孔循环指令(CYCL DEF 200DRLLING),包括其参数含义和应用研究。
1.1 钻孔循环刀路流程HEIDENHAIN数控系统中在执行CYCL DEF200钻孔循环时,首先刀具以最快进给速率F_MAX运行至参考平面;依照预设的进给率F钻削入第一个进刀深度;然后迅速返回至调整间隙(若设置在顶部暂停时间,则会停留),再次迅速移动至参考平面;接着刀具会按照预设的进给速率进行第二次钻削;重复此过程(次数随钻削总深度及切入深度变化)直至钻削入设定的深度为止;当钻削达到设定深度后,刀具迅速退回至安全高度。
1-226海德汉530系统编程和操作说明书
1-226海德汉530系统编程和操作说明书NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段TNC 型号软件和特性本手册说明了TNC按以下NC 软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xx iTNC530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量 攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域HEIDENHAIN iTNC 530I。
1-226海德汉530系统编程和操作说明书

NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段TNC 型号软件和特性本手册说明了TNC按以下NC软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xxiTNC 530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369 280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域HEIDENHAIN iTNC 530I。
海德汉ITNC530系统的Q参数循环的应用
海德汉I
TNC
5
3
0系统的 Q 参数循环的应用
曹旺萍 周丽
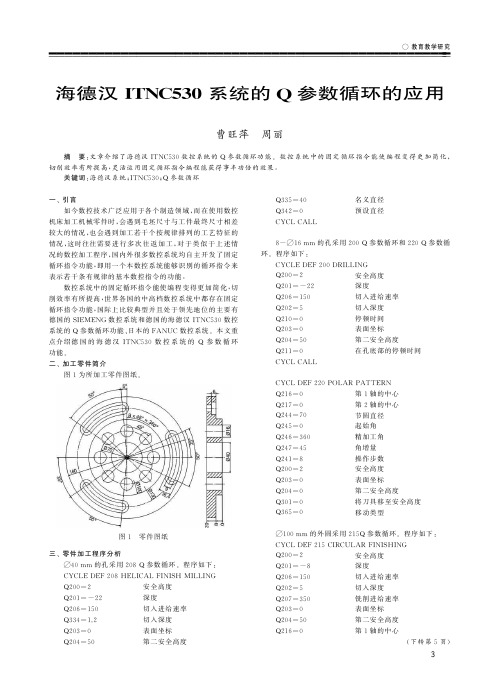
摘 要:文章介绍了海德汉 ITNC530 数控系统的 Q 参数循环功 能.数 控 系 统 中 的 固 定 循 环 指 令 能 使 编 程 变 得 更 加 简 化,
多学习那些跟机械制造专业相关的技能 与 技 术,提 高 自 身 的
力的不足与欠缺,并在下一步的发展中有 意 识 的 强 化 教 师 群
实践能力.而在实践内容课程设置方 面,高 职 院 校 也 不 能 过
体在这方面的能力与素质.
于盲目.而应该深入到机械企业中,明 确 企 业 内 部 各 个 岗 位
四、结论
分发挥新型实践教学的模式,提高学 生 的 学 习 效 果. 在 这 之
助教学方法来提高教学的最终效果. 这 样,高 职 院 校 机 械 制
中,高职院校应该引入多样化的实践 教 学,比 如 校 企 合 作、顶
造专业的整体教学体系就会慢慢发生改 变 和 改 革,最 终 显 著
岗实习、校内实践、社会实践等模式,补 全 当 前 实 践 教 学 的 不
切削效率有所提髙,灵活运用固定循环指令编程能获得事半功倍的效果.
关键词:海德汉系统;
ITNC530;
Q 参数循环
一、引言
如今数控技术广泛应用于各个制造 领 域,而 在 使 用 数 控
机床加工机械零件时,会遇到毛坯尺寸与 工 件 最 终 尺 寸 相 差
较大的情况,也会遇到加工若干个按规律 排 列 的 工 艺 特 征 的
高职院校机械制 造 专 业 的 教 学 改 革 应 该 认 清 自 身 在 教
整合,强化两者之 间 的 衔 接 性. 而 在 教 学 方 法 方 面,高 职 机
海德汉ITNC530系统的Q参数循环的应用

海德汉ITNC530系统的Q参数循环的应用作者:曹旺萍周丽来源:《科学与财富》2017年第16期摘要:文章介绍了海德汉ITNC530数控系统的Q参数循环功能。
数控系统中的固定循环指令能使编程变得更加简化,切削效率有所提髙,灵活运用固定循环指令编程能获得事半功倍的效果。
关键词:海德汉ITNC530; Q参数循环;引言如今数控技术广泛应用于各个制造领域,而在使用数控机床加工机械零件时,会遇到毛坯尺寸与工件最终尺寸相差较大的情况,也会遇到加工若干个按规律排列的工艺特征的情况,这时往往需要进行多次往返加工,对于类似于上述情况的数控加工程序,国内外很多数控系统均自主开发了固定循环指令功能,即用一个本数控系统能够识别的循环指令来表示若干条有规律的基本数控指令的功能。
数控系统中的固定循环指令能使编程变得更加简化,切削效率有所提髙,世界各国的中髙档数控系统中都存在固定循环指令功能,国际上比较典型并且处于领先地位的主要有德国的SIEMENG数控系统和德国的海德汉ITNC530数控系统的Q参数循环功能、日本的FANUC数控系统。
本文重点介绍德国的海德汉ITNC530数控系统的Q参数循环功能。
一、加工零件简介二、零件加工程序分析三、结语海德汉ITNC530数控系统的Q参数循环功能在编程中的灵活运用,编程能获得事半功倍的效果,而且程序结构层次分明,逻辑严谨,在可读性上较普通编程指令有了很大的改进。
参考文献[1] HEIDENHAIN_CHINESE_海德汉ITNC530系统操作说明书作者简介及联系方式:曹旺萍女本科实验师 1973.2 - 汉族籍贯:江苏南京研究方向:数控编程及加工周丽女本科技师1983.11- 汉族籍贯:江苏宜兴研究方向:工程材料研究。
基于UG_PostBuilder6_0的HeidenhainiTNC五轴机床专用后置的开发

CNC Seminar数控专栏·167·基于UG/Post Builder6.0的Heidenhain iTNC五轴机床专用后置的开发辜艳丹燕杰春(四川信息职业技术学院,四川广元628017)摘要:以UG/Post Builder6.0为工具,开发出了能直接生成Heidenhain iTNC530的能在MIKRON UPC800DUR0五轴加工中心上使用的NC代码的UG专用后置处理软件。
关键词:UG/Post Builder6.0五轴加工中心专用后置处理Development of Heidenhain iTNC5-axis Machine Tool SpecialPost-processing Based on UG/Post Builder6.0GU Yandan,YAN Jiechun(Sichuan Information Technology College,Guangyuan628017,CHN)1机床简介机床:MIKRON UPC800DUR0,双转台结构;数控系统:Heidenhain iTNC530;工作行程:X轴800mm、Y 轴650mm、Z轴500mm、A轴-100ʎ +120ʎ、C轴N ˑ360ʎ连续回转;主轴转速:100 42000r/min;快速进给:30000mm/min。
2基于UG/Post Builder6.0的专用后置处理的开发过程UG/Post Builder6.0是NX最新版本NX6内置后置处理工具,可以图形方式创建从二轴到五轴的后处理程序。
运用UG/Post Builder6.0,用户可指定NC编码所需参数及用于阐释内部NX机床刀路所需的机床运动参数。
运用UG/Post Builder6.0开发过程如下:(1)基本参数设置启动UG/Post Builder6.0后,选择“新建”命令,在弹出的“Create New Post Processor”对话框中输“Post Name”(后置处理名字)“UPC800”,选择“Millime-ters”、“Mill”和“Library”单选框,并选择机械结构为“5-Axis with Dual Rotary Tables”,选择控制器“heiden-hain_conversational”,然后进入用户编辑界面。
基于海德汉iNTC530系统的机床加工参数优化
现代制造技术与装备
2017 第 10 期 总第 251 期
基于海德汉 iNTC530 系统的机床加工参数优化
张 月 任仲伟 杨 林
(沈阳工业大学 机械工程学院,沈阳 110870)
摘 要 : 使用 TNCopt 软件与内置综合示波器, 以电流环的优化为例, 详细阐述海德汉 iNTC530 系统伺服优化, 以实现海德汉 iNTC530 系统的控制和加工参数更加稳定。 关键词:海德汉数控系统 TNCopt 综合示波器 参数优化
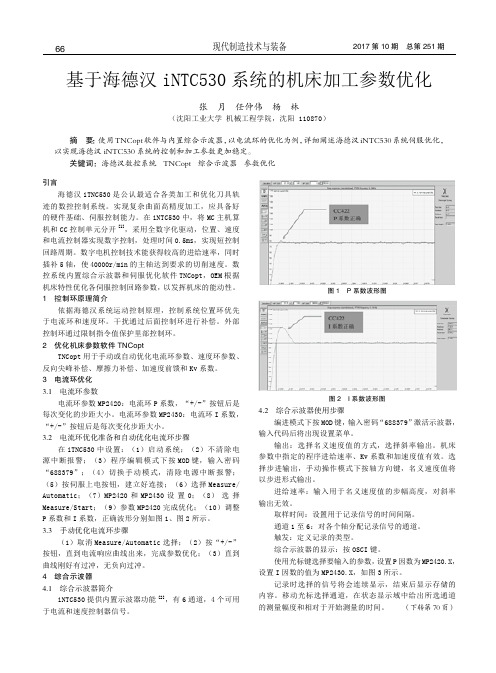
引言 螺旋桨表面轮廓材料去除揭示了曲面不同位置的精加 工材料去除情况。精加工前,可以通过测量手段得到不同 位置的材料去除深度。因此,研究螺旋桨表面轮廓材料的 去除与加工工艺参数之间的映射规律非常必要。通过研究 与分析该精加工过程, 可为其高质高效加工 (工艺参数选择、 路径规划、曲面型面精度、加工效率)提供理论依据。 1 单磨粒材料去除模型 在半球形磨粒抛磨过程中,磨粒在外载荷的作用下挤 压工件。当压强增加到一定程度时,接触区将发生弹塑性 变形。由于塑性变形的产生,材料将会随着磨粒的切削作 用而被去除。 本文基于压痕法测量布氏硬度的原理分析工件在接触 区发生的弹塑性变形过程,从而推导出单磨粒在接触区的 材料去除量。压痕法是通过计算作用在磨粒上的压力与接 触区 弹 塑 性 变 形 产 生 的 压 痕 面 积 的 比 值 而 得 到 布 氏硬度
[2]
图 1 P 系数波形图
图 2 I 系数波形图
4.2 综合示波器使用步骤 编进模式下按 MOD 键, 输入密码 “688379” 激活示波器, 输入代码后将出现设置菜单。 输出:选择名义速度值的方式,选择斜率输出。机床 参数中指定的程序进给速率、Kv 系数和加速度值有效。选 择步进输出,手动操作模式下按轴方向键,名义速度值将 以步进形式输出。 进给速率:输入用于名义速度值的步幅高度,对斜率 输出无效。 取样时间:设置用于记录信号的时间间隔。 通道 1 至 6:对各个轴分配记录信号的通道。 触发:定义记录的类型。 综合示波器的显示:按 OSCI 键。 使用光标键选择要输入的参数, 设置 P 因数为 MP2420.X, 设置 I 因数的值为 MP2430.X,如图 3 所示。 记录时选择的信号将会连续显示,结束后显示存储的 内容。移动光标选择通道,在状态显示域中给出所选通道 的测量幅度和相对于开始测量的时间。 (下转第 70 页)
海德汉_HEIDENHAIN_iTNC_530_编程操作手册1012
1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
应用UG后处理构造器定制海德汉iTNC530五轴加工中心后置程序

应用UG 后处理构造器定制 海德汉iTNC530五轴加工中心后置程序陆建军(江苏省盐城技师学院 数控技术系 江苏 盐城 224002)【摘要】本文针对德西数控MCV850-5(海德汉iTNC530系统)双转台式五轴联动加工中心机床,介绍了运用UG 软件中的后处理开发工具--后处理构造器(UG PostBuilder )定制五轴机床专用后处理一般步骤和方法。
【关键词】多轴加工;NX/后处理构造器;后置处理近几年,随着数控技术的迅猛发展, 特别是一些高、精、尖产品加工技术的需求,使五轴联动数控机床技术应用越来越普遍,对五轴机床人才需求量也在迅速增加。
为了紧跟社会与时代对人才培养的要求,盐城技师学院与南京德西数控新技术有限公司共同研发了德西数控MCV850-5双摆台式五轴联动加工中心机床。
五轴联动机床的编程离不开CAD/CAM 软件的应用,CAD/CAM 软件要能产生适合机床加工的程序,后置处理程序是个关键。
下面以德西数控MCV850-5机床为例说明五轴后置处理程序的定制过程。
一、 德西数控V850-5 post 定制的过程后置处理文件的获得一般由这样两种途径:一是由机床厂商提供或由软件厂商提供。
但由于种种原因,很多企业在购买机床或软件时,往往忽略了后置处理文件的购买。
单独购买后置处理文件,价格又比较昂贵,基于这样一些原因,部分企业在购买了机床后不能及时得到应用,甚至于造成设备的闲置。
二是由专业技术人员根据机床的结构特点和数控系统的控制原理,进行后处理文件的定制开发。
定制的一般方法是利用CAD/CAM 软件的通用后置处理模块,如:UG 软件的后处理构造器(UG Post Builder )模块,powermill 软件的PM POST 模块,cimatronE 软件的IMSpost 模块等,对数控机床的运动方式进行定义,通过对CAD/CAM 软件提供的机床标准控制系统进行修改,得到我们需要的后置处理程序。
HEIDENHAIN+ITNC+530循环的定义和调用
海德汉530系统中循环的定义和调用用过HEIDENHAIN ITNC 530系统的用户都知道,此系统里有很多固定循环,例如钻孔循环200 DRILING,再例如铣圆弧型腔循环252 CIRCULAR POCKET等等在编程时,定义固定循环有哪几种途径以及调用固定循环的几种方法。
就这个问简单地介绍一下。
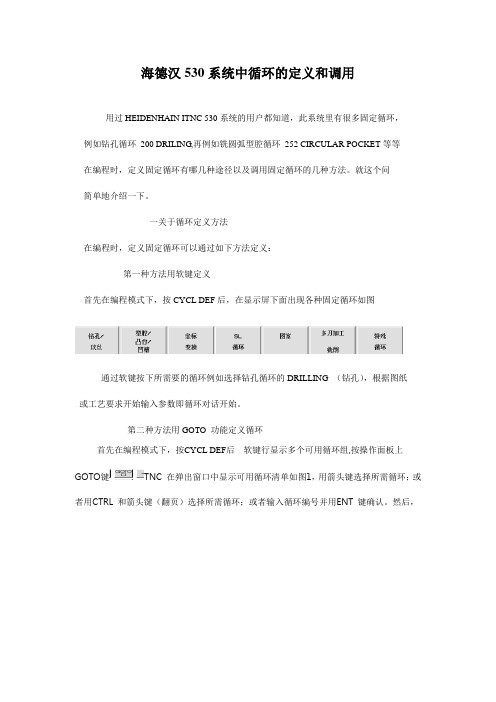
一关于循环定义方法在编程时,定义固定循环可以通过如下方法定义:第一种方法用软键定义首先在编程模式下,按CYCL DEF后,在显示屏下面出现各种固定循环如图通过软键按下所需要的循环例如选择钻孔循环的DRILLING (钻孔),根据图纸或工艺要求开始输入参数即循环对话开始。
第二种方法用GOTO 功能定义循环首先在编程模式下,按CYCL DEF后 软键行显示多个可用循环组,按操作面板上GOTO键TNC 在弹出窗口中显示可用循环清单如图1,用箭头键选择所需循环;或者用CTRL 和箭头键(翻页)选择所需循环;或者输入循环编号并用ENT 键确认。
然后,TNC 开始如上所述的循环对话。
图 1二关于循环的调用循环调用的前提条件:以下数据必须编程在循环调用前:用于图形显示的BLK FORM (毛坯形状)(仅用于图形测试)。
刀具调用。
主轴旋转方向(M 功能M3/M4)。
循环定义(CYCL•DEF)。
对有些循环,还必须遵守其它前提条件。
详见各循环说明。
用以下功能可调用所有其他循环。
(除圆弧阵列点循环220,直线阵列点循环221。
SL 循环14 轮廓几何特征SL 循环20 轮廓数据循环32 公差坐标变换循环循环9 停顿间全部探测循环外)( 一 ) 用CYCL CALL (循环调用)功能调用一个循环CYCL CALL (循环调用)功能将调用先前最后定义的固定循环一次。
循环起点位CYCL CALL (循环调用)程序段之前最后一个编程位置处。
要编程循环调用,按下CYCL CALL (循环调用)键,按下CYCL•CALL•M 软键输入一个循环调用,根据需要,输入辅助功能M (例如用M3 使主轴运转),或按下END 键结束对话。
海德汉TNC530

DR2+0.002
Z
DR20.004
X
11
五轴加工 – 刀尖导向
CAM通过后处理器生成5轴程序。 原则 上,这些程序中包括机床所具有的NC轴的 全部坐标值或表面法向矢量的NC程序段。 用5轴加工时(3个直线轴2个旋转轴*), 刀具可保持与工件表面垂直,也可以根据 需要,相对工件表面倾斜一定角度。
原有功能键具有更丰富功能 当然,iTNC 530系统还具有许多创新和提 升,但其基本的编程步骤依然保持不变。 开始使用新系统时,不需重新学习编程和 操作方法, 只需熟悉新功能。 因此,操作 人员的专业加工知识可以立即用在最新 TNC数控系统上。
内轮廓—
用TNC 145编写的程序...
1983: TNC 150
高速铣削 •• 程序段处理速度快 •• 控制环周期时间短 •• 平滑加加速(Jerk)的运动控制 •• 主轴转速高 •• 数据传输速度快
用倾斜主轴头和回转工作台的五轴加工 •• 在机床外编程时,iTNC 530自动考虑机 床几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工速度 快,轮廓尺寸准确
车间编程
– 用于复杂轮廓编程的简明功能键 – 不同寻常的轮廓编程方法 – 重复加工工序的可靠循环 – 用轮廓链循环的圆周面铣削
34
完善、简单又灵活
– smarT.NC—全新操作模式
39 42
畅通的数据交换能力
– – – – – 有哪些附件? iTNC 530支持DXF文件格式 脱机编程和iTNC优点 iTNC 530快速传输数据 运行Windows 7的iTNC 530 iTNC编程站
10
基于UG NX的海德汉iTNC 530系统的五轴后处理开发
2020.23科学技术创新显示各种异常情况,及时采取科学合理的应对策略,减少损失,提高生产的安全性。
3.4巷道顶板压力监测系统。
该系统主要是对井下巷道顶板的压力参数进行监测,包括井上与井下监测两种。
井下监控对象包括电缆、通讯分站、巷道压力分级等设备,不同的分机通过相应电缆把通讯分站连接,利用电话线把数据传至地面。
井下监控主要由相应的监控软件、接收机、电脑等组成,井下通讯分站和电脑数据通讯通过接收机完成。
针对顶板离线监测报警系统可以依靠人际对话窗口、网络平台的方式记性在线自动化检测,对顶板的离层数据进行实时处理,在地面根据需要来获取巷道动压掘进顶板的离层活动情况,通过柱状图或者是列表的方式显示。
4煤矿安全生产信息化建设现状现在国家经济采取的发展模式是市场经济调节为主,国家宏观调控为辅,这样就导致不同煤企之间技术水平和规模也不一样,表现出不平衡状态。
尽管国家不断加强对煤企的监督管理,责令许多不满足相关标准的企业进行整改,或者将许多煤矿关闭,现在处于运行状态的煤矿多数已经实现了信息化的安全生产,但在生产、监控、管理等环节均存在差距。
例如,部分煤企缺乏安全生产信息化意识,在应用以及投入上仍比较少,相关规范要求与操作标准还需要进一步提高,到现在仍然没有达到彻底的管控一体化。
现阶段因网络基础设施不完善,在该领域尚未构建起整体的信息传输平台,由此使得该领域严重缺乏安全生产技术,这样最显著的问题就是自动化技术和信息化技术脱节,所得信息真实与否得不到保证。
另外,因我国在传感器方面的发展速度较慢,这样就影响到信息化技术建设的进程,制约煤炭企业安全生产自动化的发展。
5煤炭安全生产信息化建设措施5.1信息数据共享的建设。
安全管理系统一般包括检测、控制与管理模块等部分。
国内很多煤企在实践中仍然不注重以上三部分,在管理过程中与上述联系不够紧密,由此使得系统没有达到预期的的效果。
因此,如果煤企有安全事故发生,起不到有效控制的目的,发挥不出各项数据资料的作用。
基于IMS POST五轴海德汉系统后处理的开发

基于IMS POST五轴海德汉系统后处理的开发孙耀恒;王科健【摘要】为发挥五轴数控加工高速、高效、高精的加工优势,本文以HEIDENHAIN数控系统为例,基于IMSPOST开发了五轴HEIDENHAIN系统专用后处理。
经实际验证,所生成的加工代码符合五轴数控加工要求。
本文对其他结构的五轴后处理开发开发提供了思路,有利于发挥CAM软件的特长,为五轴数控加工提供强有力的保障。
【期刊名称】《智能制造》【年(卷),期】2018(000)010【总页数】3页(P48-50)【关键词】五轴数控加工;数控系统;开发;POST;IMS;CAM软件;加工要求;加工代码【作者】孙耀恒;王科健【作者单位】[1]白银矿冶职业技术学院;[1]白银矿冶职业技术学院;【正文语种】中文【中图分类】TP306.3为发挥五轴数控加工高速、高效、高精的加工优势,本文以HEIDENHAIN数控系统为例,基于IMS POST开发了五轴HEIDENHAIN系统专用后处理。
经实际验证,所生成的加工代码符合五轴数控加工要求。
本文对其他结构的五轴后处理开发开发提供了思路,有利于发挥CAM软件的特长,为五轴数控加工提供强有力的保障。
一、引言五轴机床后处理严重的制约着五轴机床功能的发挥,近年来,五轴数控机床越来越普及,大部分的企业和学校都购置了五轴数控机床和CAD/CAM软件。
五轴机床的结构不同、数控系统不同所需的后处理文件也不同,数控多轴加工CAM软件之间发挥着各自的优势,如何实现CAM软件之间的优势互补,例如:A软件粗加工效率高,B软件精加工质量高,就用A软件五轴粗加工,用B软件五轴精加工,最终将A、B软件生成的刀位文件输入到IMS POST中处理成机床识读的代码。
二、专用后处理开发1.五轴机床结构及参数五轴机床的控制系统不同,识读的NC代码也不同,CAM软件生成的刀位文件控制系统无法识读,需将刀位文件转换为机床可识读的代码过程即为后处理。
首先控制系统是否具有RTCP功能,具有RTCP功能的五轴机床编程和操作简单。
基于UG的iTNC530正交五轴数控系统的后置处理
浙江师范大学本科毕业设计(论文)正文目录中文摘要英文摘要1 绪论1.1 五轴数控加工的现状(研究背景)1.2 五轴数控加工编程方法1.2.1 编程软件1.2.2 编程过程1.3 研究内容和研究方法1.3.1 研究内容1.3.2 研究方法1.4研究意义2 基于ITNC530五轴数控机床配置及指令系统2.1 五轴数控机床结构2.1.1 常用五轴数控机床介绍2.1.2 正交五轴数控机床的结构及基本操作2.2 海德汉ITNC530系统的指令系统2.2.1 程序段格式2.2.2 指令系统2.2.2 程序格式3 基于UG的ITNC530五轴数控机床后置处理文件的开发3.1 后置处理文件的作用3.2 后置处理文件的构成3.3 I TNC530五轴数控机床后置处理文件的开发4 仿真验证3.1 仿真软件介绍3.2 加工工件编程3.3 仿真结果5 结论基于UG的iTNC530正交五轴数控系统的后置处理齐泽龙(14442216)指导老师:张棉好(副教授)摘要:关键词:UG;五轴系统;后置处理一、绪论1.1 五轴数控加工的现状(研究背景)1.1.1 五轴数控技术的发展数控机床是装备制造的工作母机,数控机床的使用推动先进制造技术的发展,是实现先进制造技术的重要基础,也是高技术产业发展的依赖。
数控加工技术更是衡量一个企业、一个国家制造工业技术水平的重要标志。
随着CAD/CAM技术的发展,设计人员为了追求产品性能、外观,使得设计出来的几何模型越来越复杂,对制造技术的要求也变得越来越高。
五轴加工依靠其X、Y、Z三个坐标轴和绕X、Y、Z中的任意两个轴旋转的坐标,最终实现五轴的运动,因为有了两个转动轴,可以实现刀具与工件在行程内实现任意角度加工。
因此在制造复杂零件时相较于三轴、四轴加工具有显著的优势。
在航空、航天、军事、高精度仪器等行业有着举足轻重的地位。
五轴数控加工技术甚至是制造叶轮、叶片、船用螺旋桨、汽轮机转子、大型柴油机这些带有自由曲面的复杂形状、精度要求高且用数字表达式难以精确表达形状的几何模型的唯一加工手段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
|i|
r if
加工、铰 ?咖 工 、镗?咖工等特殊孔加工方式而言, 就显得较为浅显甚至无法完成加工[3]。因此需要结合 I T N C 5 3 0 系 统 所 拥 有 的 孔 加 工 循 环 指 令 ,基于 Postprocessor构建出较为合理的孔加工后置处理文 件〇
W » &
II
图
收稿曰期:2018-03-09 作者简介:康晓崇(1990-) ,男, 河北邢台人,大学本科,主要从事模具制造、多轴加工与高速切削研究c
海德汉ITN C 530系统中用于孔加工的循环指令 很丰 富 ,手工编程易出现错误。而利用Powerm m进 行 自 动 编 程 时 ,通 常 使 用 的 后 置 处 理 文 件 无法输出 钻 孔 循 环 指 令 ,只 能 在 进 行 后 处 理 时 ,将 后处理器 中 “钻孔循环输出”关 闭 ,如图1所 示 ,输出的程序 格式为有L、D R 十等代码组成的程序,如图2所 示 , 机床加工时运动动作为往复直线运动。这种后置处 理方法对于加工简单的浅孔是可行的,但对于深孔
说 明 :如果赋值Q 208为 零 ,则刀具退刀速率为
刀具钻削时的速率;
1.2钻孔循环C Y C L E 2 0 3 动作过程
(1) 刀具以快速进给速度(FMAX)移动到安全平面
(Q200);
(2)
刀具以一定的进给速率(Q 206)钻削至第1次进
刀深度(Q 202);
(3)
若 设 定 了 断 屑 ,刀具会以输入的退刀速率
0 BEGIN PGM 6BAS201 MM 1 B L K F O R M 0.1Z X + 0 Y + 0 Z -20 2 B L K F O R M 0.2X + 1 0 0 Y + 1 0 0 Z +0 3 TO O L CALL 7 Z S 1000 R 4 4 CYCL DEF 203 UNIVERSAL DRILLING
2 基于P o stp ro cesso r构建IT N C 3 0 系统孔加工 固定循环后置处理文件
通过上文所述,海德汉IT N C 530系统包含19种 ?匕加工循环,而自动编程软件Powerrnm提供了深孔 加 工 、钻 孔 加 工 、螺 纹 攻 丝 、镗孔等8种 ?L in工固定 循环功能[4-5],无法满足IT N C 530系统的需要。而有 些功能并不需要一定通过循环指令才能完成加工, 可以采用直线插补或是圆弧插补等功能来实现。故 没有必要对海德汉IT N C 530系统中的所有循环指令 均进行后置处理文件进行创建。本篇以CYCLE203为 范 例 ,说明构建后置处理文件的过程。 2.1Powermill编程软件孔加工策略参数设定与后置处 理软件参数对应关系[5]
5 0 《福建轻纺》
福 建 轻 纺 2018年 6月 第 6期
这 M^
1 海德汉IT N C 5 3 0 系统孔加工固定循环指令 C YC LE2 0 3 的编程特征[2]
在海德汉IT N C 530系统中,关于孔加工固定循 环指令有19种 ,包括钻孔、铰 孔 、镗孔、攻 丝 等 , 不 同 的 孔 加 工 循 环 指 令 ,加 工 动 作 也 不 同 。本文主 要以CYCLE203?L加工循环指令为例讲解,具体的指 令含义及钻孔动作如图3所 示 。
摘 要 :本文总结了海德汉ITNC530数控系统孔加工固定循环指令CYCLE203的动作过程、组成参数、参数含义,
并通过后置处理制作软件Postprocessor开发出了海德汉ITN C 530后置处理文件来适用于自动编程软件Powermill,
提高编程效率,并应用于实际钻孔加工,提高了加工效率。
关键词:Postprocessor软件;固定循环;后置处理
件表面的距离; Q 201— 表示加工深度:被加工孔的深度; Q 202— 表示切入深度:每次钻孔时刀具深入
图4
〈〈福 建 轻 纺 》 5 1
PH
康 晓 崇 ,郭 金 鹏 ,朱 昀 沁 :基 于 P o stp ro c e sso r构 建 海 德 汉 I T N C 5 3 0 系 统 钻 孔 循 环 后 置 处 理
(Q 208)退刀;若无设定断屑,刀具以FMAX速率返回
至 安 全 平 面 (Q 200 );
(4)
刀具会接着以设定的进给速率(Q 206)為1)次 ,直至钻削到孔的深
度;
1.3编程实例
图3
1 . 1 钻孔循环C Y C L E 2 0 3 参数含义[2] Q 200一一表示安全高度:编程参考平面距离工
d〇i:10.3969/j .issn.l 007-550X .2018.06.007
中图分类号:TG659 文献标识码:A
文章编号:1007-550X (2018) 06-0050-05
随着我国制造业的发展,数控加工向着多轴化 和 精 密 化 方 向 发 展 ,所 要 求 的 加 工 精 度 、表面质量 和加工效率也越来越高。要加工出高质量的零件、 异形体、模 具 等 ,必须有适于以上加工的特性且加 工效率高的高精密数控机床,并且需要相应的机床 系统与之配套,海 德 汉 IT N C 530系统提供了丰富的 编程指令和循环指令[1—2],可以满足以上需求。
PH
康 晓 崇 ,郭 金 鹏 ,朱 昀 沁 :基 于 P o stp ro c e sso r构 建 海 德 汉 I T N C 5 3 0 系 统 钻 孔 循 环 后 置 处 理
基于Postprocessor构建海德汉ITNC530系统钻孔循环后置处理
康晓崇、 郭金鹏2,朱 昀 沁 1 (1.集美工业学校,福建厦门361022;2.成都汽车职业技术学校,四 川 成 都 610107)
距离;
Q 203— 表示工件平面;
Q 204一一表示第2安全高度:加工到孔深后,刀
具退刀至工件上面的距离;
Q 206— 切入进给速率:刀具钻削时的运动速
度;
Q 208一一表示退刀速率:刀具完成钻削时刀具
抬刀的速度;
Q 210--- 表示在工件表面停留时间;
Q 211--- 表示在孔底部停留时间; Q 256— 表示断屑距离;