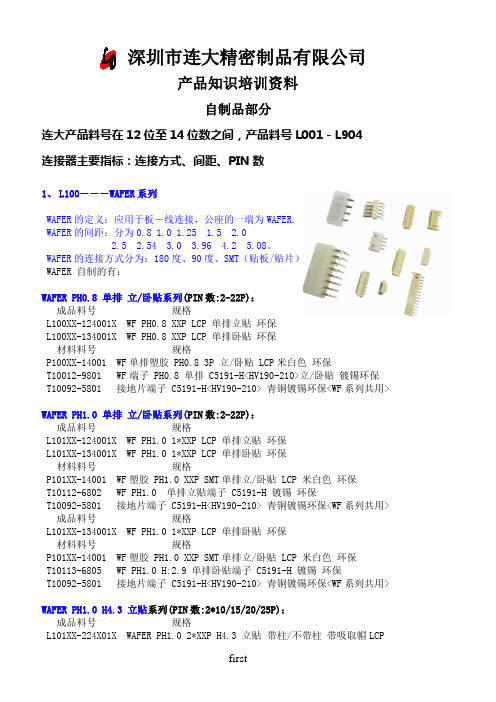
180度双排双塑排针规格图
排针系列
端接方式:焊接
电流:5 A
接触电阻:≤4 mΩ
绝缘电阻:>1 GΩ
测试电压:~1500 V
工作温度:-40 ℃~+125 ℃
湿度:75%,符合DIN40 040和MIL-C-21 097B标准
PCB板厚度:≤2.0 mm
双排装配尺寸
产品编号
芯数
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60
94
欧度PCB板连接器 排针系列
254/I排母,517系列
配合插针截面0.64×0.64 mm 双排,曲针,垂直插孔,间距2.54×2.54 mm
技术参数
绝缘体材料:PBT玻璃纤维增强型 插孔:铜合金 表面镀层:1.25µm Ni + 0.5µm Au,符合MIL-G45 204B Class 00*)标准 *) 接触部分镀在Ni基上镀Au,非接触部分在Ni基上 镀Sn。
水平安装
产品编号
517.220.003.001 517.220.003.002 517.220.003.003 517.220.003.004 517.220.003.005 517.220.003.006 517.220.003.007 517.220.003.008 517.220.003.009 517.220.003.010 517.220.003.011 517.220.003.012 517.220.003.013 517.220.003.014 517.220.003.015 517.220.003.016 517.220.003.017 517.220.003.018 517.220.003.019 517.220.003.020 517.220.003.021 517.220.003.022 517.220.003.023 517.220.003.024 517.220.003.025 517.220.003.026 517.220.003.027 517.220.003.028 517.220.003.029 517.220.003.030
器件选型手册接插件部分

元器件选型手册(接插件部分)浙江正泰仪器仪表有限责任公司目录前言 (2)一、普通单双排插针 (3)二、普通单双排插座 (4)三、其他插针插座 (5)3.1蜈蚣插座 (5)3.2圆孔插座 (5)3.3DIP芯片插座 (6)3.4弯针 (6)四、线对板连接器 (7)4.1单排针座连接器 (7)4.2简牛针座 (9)4.3牛角针座 (9)五、USB接口 (10)六、天线及连接线 (11)七、其他类型接插件 (12)7.1FPC连接器 (12)7.2凤凰端子 (13)7.3PS2插座 (13)7.4DF12系列连接器 (13)7.5RJ45模块化插孔 (14)7.6IC卡座 (14)7.7SIM卡座 (14)前言1.范围本手册对公司目前使用的接插件进行了分类,对接插件的描述进行了定义。
本手册仅用于公司产品设计选型时参考。
2.注意事项➢本手册中部分物料因在规定的字符条件下无法描述清楚,故采用出图纸的方式,使用时,可以在PLM系统上直接查看或者下载。
➢本手册中物料描述的尺寸均未标明公差,如实际使用时对尺寸要求很高,请联系厂家出具规格承认书,或者参考GB/T 1804-2000。
➢所有物料的SAP描述均不能超过40个字符(包括空格)。
一、普通单双排插针1.1SAP描述规范双排单塑插针2.54mm,2*14P,隔两排抽两排,针长16.5,深圳联颖①名称②脚间距③引脚数④(类型)⑤针尺寸⑥品牌①名称:单排单塑插针、双排单塑插针、单排双塑插针、双排双塑插针;②脚间距:一般为2.54mm或2mm;③引脚数:排数*单排引脚数;④(类型):如抽针,个别针加长等情况的说明,无特殊的可不写;⑤针尺寸:针长表示针两头之间的长度。
若PC=3mm默认不写,此时单塑插针,只需要写出针长;双塑插针,则需要写明针长和PA面长度;a1.2典型示例描述单排单塑插针2.54mm,1*17P,PC=5,针长11.5,尤提乐对照图描述双排单塑插针2.54mm,2*16P,针长18,尤提乐对照图描述单排双塑插针2.54mm,1*4P,针长15.5,PA=PC=3,深圳联颖对照图描述双排双塑插针2.54mm,2*15P,针长27,PA=9,尤提乐对照图a PC面为针插入PCB的一端,PA面为远离PCB的一端。
排针系列检验规范
0.46四方针 ±0.005
0.50四方针
+0.006 -0.005
0.64四方针
0.635四方针
+0.009 -0.005
对角线径
尺寸"B"
0.385±0.02 0.530±0.02 0.610±0.02 0.660±0.02 0.855±0.02 0.855±0.02
钉头顶部
尺寸"C"
0.15±0.05 0.25±0.05 0.27±0.10 0.30±0.10 0.40±0.10 0.40±0.10
制定日期 2011-10-22 版本 B/0 页次 5/7
f.SMT 产品的共面度检测参见下表.
PIN 数 共面度
2(1)*5P 以下
2(1)* 5~10P
2(1)*
2(1)*
2(1)*
11~15P 16~20P 21~25P
2.54PIN 距及以上 ≤0.10 ≤0.12 ≤0.15 ≤0.15 ≤0.20
≤0.10
≤0.10
≤0.12
≤0.12
1.27PIN 距及以下 ≤0.05
≤0.05
≤0.05
≤0.05
≤0.08
≤0.10
≤0.12
≤0.12
5)塑胶上的模穴号只能有一个,并且位置不能错误;
6)塑胶表面不能有很多毛边,并且射出的塑胶毛边不超过 0.05mm;
7)塑胶是否有混料、色差;
8)包装数量是否正确,标签内容是否与实物相符.
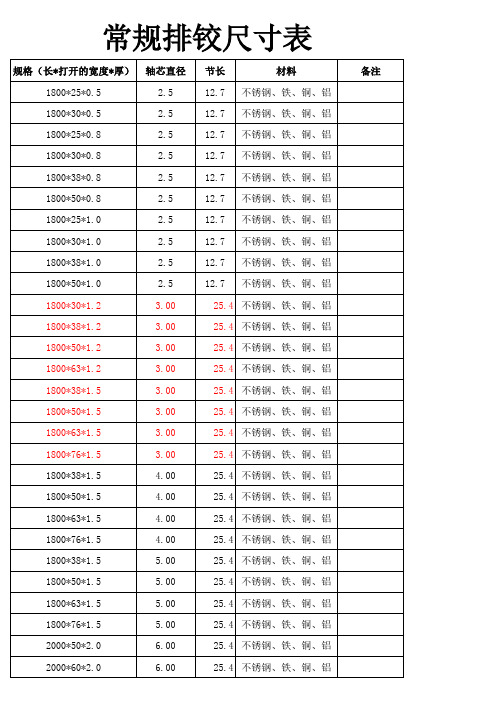
2)重点检验尺寸(如图三):
塑胶与锡脚共面度
1
2
3
1
2
3
塑胶与锡脚共面度 正脚位 正脚位
常规排铰产品尺寸表
9.00
25.4 不锈钢、铁、铜、铝
2000*76*2.0
9.00
25.4 不锈钢、铁、铜、铝
2000*100*2.0
9.00
25.4 不锈钢、铁、铜、铝
2438*60*3.0
6.00
38 不锈钢、铁、铜、铝
2438*76*3.0
6.00
38 不锈钢、铁、铜、铝
2438*100*3.0
6.00
38 不锈钢、铁、铜、铝
4.00
1800*63*1.5
4.00
1800*76*1.54.001800* Nhomakorabea8*1.5
5.00
1800*50*1.5
5.00
1800*63*1.5
5.00
1800*76*1.5
5.00
2000*50*2.0
6.00
2000*60*2.0
6.00
节长
材料
12.7 不锈钢、铁、铜、铝
12.7 不锈钢、铁、铜、铝
3、宽从0.6” 1" 1.2" 1.5" 2"2.3"至128mm
25.4 不锈钢、铁、铜、铝
25.4 不锈钢、铁、铜、铝
25.4 不锈钢、铁、铜、铝
25.4 不锈钢、铁、铜、铝
备注
2000*76*2.0
6.00
25.4 不锈钢、铁、铜、铝
2000*100*2.0
6.00
25.4 不锈钢、铁、铜、铝
2000*50*2.0
9.00
25.4 不锈钢、铁、铜、铝
2000*60*2.0
25.4 不锈钢、铁、铜、铝
25.4 不锈钢、铁、铜、铝
25.4 不锈钢、铁、铜、铝
排针与排母配插卡点尺寸取值标准
排针与排母配插卡点尺寸取值标准
说明:该取值标准鉴于常用料供应商创益、永迈的端子对双而取得标准值,标准度欠佳,仅供参考。
Y型类
2.54E型 2.54 D型 1.27D型(8.5)
创益0.42±0.03 创益0.42±0.03 永利0.35±0.02
永利0.48±0.03 永利0.48±0.03
方针直径:0.64 方针直径:0.64 方针直径:0.4
端子配插尺寸:0.48±0.03 端子配插尺寸:0.48±0.03 端子配插尺寸:0.35±0.02
1.27*4.6*180
创益
方针直径:0.4
端子配插尺寸.
U型类
2.54*7.1*180或2.54*8.5U型 2.0*4.3*180 2.0*2.0*90
创益:0.52+0.02 创益:0.4+0.02 创益:0.11±0.02
0.52-0.03 0.4-0.04
永迈:0.52±0.03 永利:0.4±0.03
方针直径:0.64 方针直径:0.5 方针尺寸:0.5
端子配插尺寸0.52±0.02 端子配插尺寸0.4±0.03 端子配插尺寸:0.41±0.02 1.27*4.3*90
创益0.3+0.02 另:端子与胶条配插尺寸:Y型端子的卡点尺寸大于胶条卡槽0.05-0.08;
0.3-0.03 U型端子杯口两侧直径应比胶条所应槽小0.01-0.02,端子卡点比对应胶
永利:0.28±0.02 槽大0.04-0.07
方针直径:0.4
端子配插尺寸;0.28±0.02。
AMP产品规范 108-1699 (AMP - DUAC 排针)

AMP – DUAC*排针1.范围1.1.内容此规范包括AMP-DUAC*排针的性能, 测试及质量要求. 此2-24 pin垂直排针的设计是为了供应电源及用插座连接器上端子的母头半插入在有已极化的塑胶排针上 1.14mm 方形柱杆上, 以防止排针半插入处有不正确的插入.1.2.质量在生产线上测试时, 应采用AMP109系列规范中规定的程序. 所有的检测应在使用相应的检测计划及产品图纸下进行.1.3.质量测试结果对受检测的生产线顺利的质量测试已于98年1月完成. 测试文件号为CTL8221-000-004A. 文件已归档并保存在ARL中.2.适用文件下列文件是目前规定的此规范的一部分. 除非另有规定, 适用文件的最新版本. 当此规范的要求与产品图纸相冲突时, 以产品图纸为准. 当此规范的要求与参考文件相冲突时, 以此规范为准.2.1.AMP文件A.109-1: 测试规范总要求.B.109系列: 表1中含有的测试规范.C.公司公告401-76: 与AMP测试规范及军事或商业文件相互参考.D.114-6067 : 适用规范(仅缆线卷适用)E.501-434: 质量测试报告3.要求3.1.设计及构造产品设计及构造及物理尺寸应符合适用的产品图纸.3.2.材料A.端子: 镍打底镀黄铜, 锡铅或双倍的金/锡铅.B.塑胶主体: 热塑性塑胶, UL94V-0 或UL94V-2.3.3.额定值A.电压: 600vac.B.电流: 参照表3可取得适用的电流量..C.温度: -55度至105度3.4.性能及测试描述产品设计必须符合表1中规定的电气性能, 机械性能及环境性能要求. 除非另有规定, 所有的测试都必须在AMP规范109-1中规定的周围环境条件下进行.3.5.测试要求及程序概述及再测试的要求.表13.6.产品质量及测试及再测试的顺序.(b): 数字是指测试进行的顺序.(c ): 不要测量不连续性. 根据AMP规范109-151在18度的水平下通电以100%加载.(d): 预先将样品转10圈.表24.质量保証条款4.1.质量测试A.选样样品应按照适用的指示来准备, 且应从现有的样品中随机取样. 每个测试群组由5个以上的样品组成. 除非测试程序另有规定, 测试群组1和2的样品是AMP-DUAC 排针与相应的AMP-DUAC插槽连接器(如, 106527系列插座塑胶及106528或106529系列端子)配对的样品. 测试群组1应在缆线尺寸最大时结束. 测试群组1和2的样品应安装在料号为60-469228-1的印刷电路板上. 测试群组3的样品不须配对也不须安装在电路板上.B.测试顺序质量检验应由表2中规定的测试样品来核实.4.2.质量再检验测试如果产品的或生产过程的变化严重影响了产品形状, 产品的安装或功能, 应再进行质量测试以确保产品质量, 测试应按开发/产品, 质量及可靠的工程决定且由全部或部分的原有测试顺序组成.4.3.合格产品符合表1中的要求即为产品合格. 由于测试设备, 装置或操作员的失误导致失败不能算是产品质量不合格. 若发现产品不合格, 应采取正确措施再次送样进行产品质量再测试. 再次送样进行测试时应确保所采取的措施是正确的.4.4.质量一致检验适用的AMP质量检验规划会规定应用的产品合格的质量水平. 尺寸及功能要求应与适用的产品图纸及本规范一致.注意: 为决定连接器导通率及缆线量规显示的可接受电流承载量, 可用上表中的乘法因素乘上基准电即为在图3A中显示的最大环境操作温度下单个电路上的电流承载量.。
排针排母产品知识培训资料
深圳市连大精密制品有限公司产品知识培训资料自制品部分连大产品料号在12位至14位数之间,产品料号L001-L904连接器主要指标:连接方式、间距、PIN数1、L100―――WAFER系列WAFER的定义:应用于板―线连接,公座的一端为WAFER.WAFER的间距:分为0.8 1.0 1.25 1.5 2.02.5 2.543.0 3.964.25.08。
WAFER的连接方式分为:180度、90度、SMT(贴板/贴片)WAFER 自制的有:WAFER PH0.8 单排立/卧贴系列(PIN数:2-22P):成品料号规格L100XX-124001X WF PH0.8 XXP LCP 单排立贴环保L100XX-134001X WF PH0.8 XXP LCP 单排卧贴环保材料料号规格P100XX-14001 WF单排塑胶 PH0.8 3P 立/卧贴 LCP米白色环保T10012-9801 WF端子 PH0.8 单排 C5191-H<HV190-210>立/卧贴镀锡环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 单排立/卧贴系列(PIN数:2-22P):成品料号规格L101XX-124001X WF PH1.0 1*XXP LCP 单排立贴环保L101XX-134001X WF PH1.0 1*XXP LCP 单排卧贴环保材料料号规格P101XX-14001 WF塑胶 PH1.0 XXP SMT单排立/卧贴 LCP 米白色环保T10112-6802 WF PH1.0 单排立贴端子 C5191-H 镀锡环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用> 成品料号规格L101XX-134001X WF PH1.0 1*XXP LCP 单排卧贴环保材料料号规格P101XX-14001 WF塑胶 PH1.0 XXP SMT单排立/卧贴 LCP 米白色环保T10113-6805 WF PH1.0 H:2.9 单排卧贴端子 C5191-H 镀锡环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 H4.3 立贴系列(PIN数:2*10/15/20/25P):成品料号规格L101XX-224X01X WAFER PH1.0 2*XXP H4.3 立贴带柱/不带柱带吸取帽LCPfirst材料料号规格P101XX-24201 WAFER塑胶 PH1.0 2*XXP 立贴带柱/不带柱 H:4.3 LCP 环保P10115-24120 WAFER 吸取帽 PH1.0 LCP 环保T10112-6101 WF PH:1.0 H:4.3 双排立贴端子 C5191-H 镀全金1U" 环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 H3.9 卧贴系列(PIN数:2*10/15/20/25P):成品料号规格L101XX-234002X WAFER PH1.0 2*XXP H3.9侧插卧贴LCP 环保材料料号规格P101XX-24301 WF塑胶 PH1.0 2*XXP 卧贴 H:3.9 LCP 环保T10113-6103 WF PH1.0 H3.9 双排卧贴端子A C5191-H 1U" 环保T10113-6104 WF PH1.0 H3.9 双排卧贴端子B C5191-H 1U" 环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 H5.4 卧贴系列(PIN数:2*10/15/20/25P):成品料号规格L101XX-234001X WF PH1.0 2*XXP H:5.4 卧贴 LCP 卷装环保材料料号规格P101XX-24302 WF塑胶 PH1.0 2*XXP 卧贴 H:5.4 LCP 环保T10113-6101 WF PH1.0 H:5.4 侧插卧贴端子A C5191-H 镀1U"全金环保T10113-6102 WF PH1.0 H:5.4 侧插卧贴端子B C5191-H 镀1U"全金环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER的规格:单排间距0.8---1.25的最小为2P,最大为20P双排间距0.8---1.25的最小为2*5P,最大2*25P,具体有2*5P、2*8P、2*10P、2*15P、2*20P、2*25P。
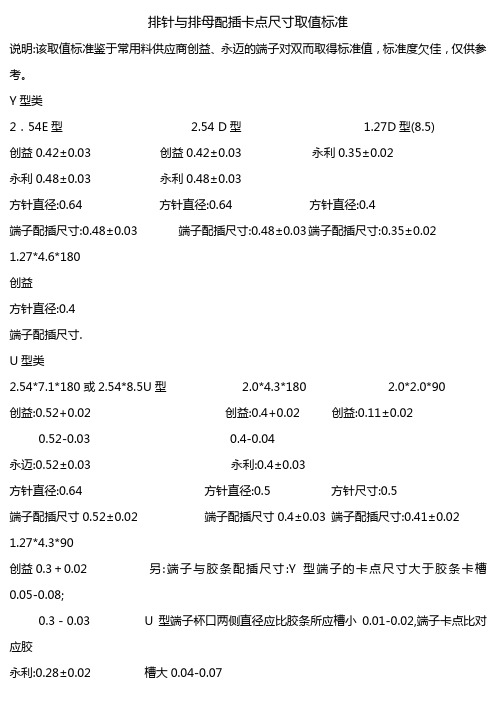
双色成型技术课件

原因分析
不属扭曲变形和翘曲变形
a 流道
强 度 小
b
PC材质热变形130度. Shot2硅胶在通过浇口进入模腔时的温度已超200度. a处在此种状况下,所能承受的力是极有限的.
三.双色成型实例
解决方案:
常规的解决办法应该是在模具上找出口.变动进胶口方向,减少a处受力.在a处加胶,来增加其强度. 但此模具因结构所致,客户不允许改变模具.因此仅能用成型参数来控制,从分析中得到结论,a处 不能够承受太大的力.所以只能用很慢的射出速度及很小的压力.但产品b处远离进胶口,容易产生 冷料结合现象.那唯一的办法就是增强原料的流动性. 验証结果: 提高原料温度,增强其流动性来满足b处冷料结合.根据试模结果,增高温度对a处没有造成影响.b 处冷料得到解决.
12 公模水路必须设计在两模具中间;
13 模具导柱需做防呆;
二:双色成型经验分享
经验分享---钳工
一、钳工在组立双色模最大的不同点,就是合模的顺序,步骤如下:
1
)第一射公模与第一射的母模合配,修母模。以防公模与第二射母模合模时有成型
面。
2 第一射公模与第二射的母模合配,修公模。
3 第二射公模与第二射的母模合配,修公模。
作用:通过其旋转来完成二次成型
成型问题点1:毛边
三.双色成型实例
毛边 加工效率低 速度慢
加工 难度大
第二色 软胶毛边
加工 人力多
一定要解决的大问题!
质量达不到 保証,不良率
高
原因分析
三.双色成型实例
第一色填充不满 模具的配合间隙大
毛边 射速过快 第二色过满 模温过高
三.双色成型实例
解决方案:
针对模温,我们常规的设计方法是公模侧低于母模侧5-10度. 我们现在使用两种材质分别成型在a.b两型腔内. 第一种材质pc成型手机产品一般设定在60度-90度间 第二种材质tpsiv硅胶一般设定常温或者冰水 所以使用三种温度控制,使其软胶型腔不受高温型腔的影响,使用低温控制毛边.
排针注塑生产工艺
排针注塑生产工艺排针注塑生产工艺是一种常用的注塑成型工艺,主要针对各种排针产品的生产。
下面将介绍一下排针注塑的生产工艺流程及其特点。
首先,排针注塑生产工艺的第一步是设计模具。
模具的设计需要考虑到排针的尺寸、形状以及注塑机的规格等因素,以确保模具能够准确地复制出排针的形状。
接下来,选择合适的注塑材料。
在排针注塑生产过程中,常用的注塑材料有聚乙烯(PE)、聚丙烯(PP)等。
选择合适的材料可以保证排针的强度和耐用性。
然后,进行注塑机的调试。
调试注塑机是为了确保注塑过程中的温度、压力等参数能够达到最佳状态。
合理的温度和压力能够保证产品的质量和尺寸的稳定性。
接下来是注塑生产过程。
将经过预热处理的注塑材料放入注塑机的料斗中,通过加热和融化,将材料转化为熔融状态。
然后,将熔融状态的材料注入到模具的腔中,等待材料冷却固化。
冷却固化后,打开模具,取出成型的排针产品。
最后,进行排针产品的后处理。
包括修边、切除多余的材料以及打磨等工序,以保证产品的外观和质量。
排针注塑生产工艺的特点如下:1. 生产效率高。
由于采用了注塑机自动化生产,大大提高了生产效率。
注塑机可以根据设定的参数自动进行操作,避免了传统工艺需要手工操作的缺陷。
2. 产品质量稳定。
注塑生产过程中可以控制温度、压力和时间等参数,确保产品的尺寸和质量稳定性。
3. 产品外观精美。
由于注塑生产过程中材料以液态的形式进入模具,可以保证产品的表面平整和光滑。
4. 生产成本低。
相比其他成型工艺,排针注塑生产工艺不需要额外的加工,减少了加工工序和成本。
5. 制造周期短。
注塑生产过程可以批量生产,缩短了制造周期,提高了产品的生产速度和效率。
总之,排针注塑生产工艺是一种高效、稳定、质量好且成本较低的注塑工艺。
它在排针产品制造领域有着广泛的应用,并且随着技术的进步,注塑工艺的优化和改进将为产品制造业带来更多的机会和潜力。
医用热封机-——双排打印招标参数

医用热封机一双排打印型号:JG-6103P2USB一、用途医用热风机用于热塑性塑料复合包装材料的灭菌袋进行封口的专用设备。
本设备符合《BSENISO11607:2006》和《YY/T0698-2009»中对热封机的要求。
二、产品参数交流电源:220V±10%50Hz最大电流:3.2A数字控温精度:W1%重量:16Kg大气压力:50KPa~106KPa封口速度:10÷0.5m/min封合线宽度:>12mm工作环境:10~40C打印方式:针式打印封口留边:(T35mm可调功率:50OW工作温度:6(Γ200°C可调保险丝:5A*2外形尺寸:620*260*22OmnI(长*宽*高)(不含导向板)存储温度:0C~55C湿度:≤90%(R.H)三、特点1.7寸彩色液晶触控屏,图形化操作界面,可通过自带的彩色触摸控制屏对设备使用参数和需打印的操作者、科室、物品名称和自定义等内容进行设置或更改,同时由封口机打印相应设置内容,内置时钟和参数可设置并具有自动储存9999条信息功能,设有USB口,可用U盘导出打印;2.电脑智能温度控制设计,工作温度60~220〃C任意设置,温控精度±1%;3.高速升温设计:室温升至180C只需40秒,高效节能,满足快节奏的工作需要;4.辅助降温设计:配有微电脑控制的降温机构,减少高温封口向低温封口切换的等待时间,可有效提高工作效率;5.安全性:实际温度超过设定温度土4C时,机器将会自动停止工作,有效保证封口的质量和设备的安全运行:6.封口速度10m∕min,采用光控技术实现封口和打印自动检测;封口宽度12mm,封口指标符合标准《YY/T0698.5-2009»的要求;封口留边(Γ35mιn可调;浮动式恒定压力压合结构设计,适应立体袋和不同厚度纸袋的封口需要;7.具有中英文、数字以及符合≪YY0466-2003医疗器械用于医疗器械标签、标记和提供信息的符号》的特殊字符打印功能,可满足卫生部要求的灭菌日期、失效日期、灭菌批次、等各种打印功能;8.失效日期可以根据设置的有效天数自动进行调整。