海德汉调试报告
(2020年整理)海德汉调试报告.pptx

;MP332 Number of counting pulses in the distance from MP331
MP 332.0 MP 332.1 MP 332.2
;Input: 1 to 16 777 215
: 2048.00000
;X 轴减速比 1:1,每螺距电机编码器脉冲数
: 2048.00000
MP110 位置编码器的接口。如果半闭环该参数设为 0,全闭环则在对应轴设定模 块接口的编号
MP 110.0 MP 110.1 MP 110.2 MP 110.3 MP 110.4
:0 :0 :0 : 201 : 202
A 轴圆光栅接口 C 轴圆光栅接口
MP112 速度编码器的接口 MP 112.0 : 15 ;A 轴电机速度编码器接口;对应 CC6106 模块 X15 接口 MP 112.1 : 16 ;C 轴电机速度编码器接口;对应 CC6106 模块 X16 接口 MP 112.2 : 17 ;X 轴电机速度编码器接口;对应 CC6106 模块 X17 接口 MP 112.3 : 18 ;Y 轴电机速度编码器接口;对应 CC6106 模块 X18 接口 MP 112.4 : 19 ;Z 轴电机速度编码器接口;对应 CC6106 模块 X19 接口 MP 112.5 : 20 ;主轴电机速度编码器接口;对应 CC6106 模块 X20 接口
MP120PWM 接口 例 SKW-1060A-5X 机床: MP 120.0 : 53 ;X 轴伺服模块 X111 与 CC6106 模块 PWM 接口 X53 连接 MP 120.1 : 54 ;Y 轴伺服模块 X112 与 CC6106 模块 PWM 接口 X54 连接 MP 120.2 : 55 ;Z 轴伺服模块 X111 与 CC6106 模块 PWM 接口 X55 连接 MP 120.3 : 51 ;A 轴伺服模块 X111 与 CC6106 模块 PWM 接口 X51 连接 MP 120.4 : 52 ;C 轴伺服模块 X112 与 CC6106 模块 PWM 接口 X52 连接 注:(1)根据参数 MP100 轴名称定义,MP120.0 对应 X 轴
机床调试报告

机床调试报告
报告编号:XXX-001
报告日期:2021年8月10日
报告人:XXX
标准:
GB 18401-2010《国家纺织品基本安全技术规范》
GB 19056-2012《机械安全安全距离测量和评定》
1. 目的
本报告的目的是对机床进行调试,确保其满足GB 18401-2010《国家纺织品基本安全技术规范》和GB 19056-2012《机械安全安全距离测量和评定》的要求,保障工作人员的安全与健康。
2. 调试内容
2.1 机床运行状态测试
我们首先对机床的运行状态进行了测试,测试结果表明机床的
运行状态良好,能够正常运行。
2.2 安全距离测试
根据GB 19056-2012《机械安全安全距离测量和评定》的要求,我们对机床的安全距离进行了测试。
测试结果表明机床的安全距
离全部符合标准要求。
2.3 安全标示检查
我们对机床上的所有安全标示进行了检查,结果表明所有标示
完好无损、清晰可见。
3. 结论
机床经过本次调试,运行状态正常,符合GB 18401-2010《国家纺织品基本安全技术规范》和GB 19056-2012《机械安全安全距离测量和评定》的要求,能够满足纺织品制造的需要,工作人员操作时安全可靠。
4. 建议
为进一步保障工作人员的安全,我们建议每半年对机床进行一次检查和维护,确保其一直处于良好的运行状态。
报告人签名:
日期:2021年8月10日。
海德汉系统数控机床调试
机床安装调试1、机床的机、电装完工后,在通电前需进行安全检查。
上强电前将所有自动保护开关断开,检查所有管线的连接情况。
如果油管没有接好要将润滑,液压电机等断开。
将NC系统的电源断开(24VDC):拔下在NC板上的三个插头(24VDC)、显示面板上的一个插头(24VDC)。
以免因电压不正常损坏主板和电子器件。
2、机床总电源上电后的电压检查。
总电源通电后,首先,分别检查三相电源电压是否是正常值,有无缺相;然后,逐级检查空开的电压(分断、合闸)是否正常;检查24VDC电源是否正常,断路器合闸前后的电压电否正常。
以上项目检查完成后,断开机床总电源。
断开所有交流回路的断路器(空开),在断电的状态下插好NC系统的四个电源插头。
准备机床和系统的通电工作。
3、机床和系统的通电电源检查完成后,可以进行机床和系统的通电。
NC系统上电后TNC I530进行数据更新和安装机床备份数据,数据通讯接口用Ethernet,进入TCP/IP设置界面设置IP地址:192.168.71.222,子网:255.255.255.0,进入NET设置的密码为:NET123。
升级后的新版本为:340 490-003,升级后要删除旧的文件。
传输软件为HDH的TNCremo.4、机床系统数据传输系统更新后,传输机床控制所需的文件和数据。
在TNC 530硬盘下有\NC、\PLC等子目录,根据文件属性将数据文件传输到相应的目录。
数据文件主要有,报警文件—Language;铣头补偿控制文件—KINEMAT(RTCP);公司商标文件—Logo;PLC程序文件—960320011M.SRC;机床参数MP文件—MPLIST.SYS,MPNAME.MP;M功能定义文件—MGROUPS.SYS;数据设置信息文件—OEM.SYS(该文件要根据数据文件的安装路径、名称进行更改设置);。
待整理5、机床参数MP定义PLC功能的NC参数:控制中用到的状态字。
MP4310.0 (W976)MP4310.1 (W978)MP4310.2 (W980)MP4310.3 (W982)MP4310.4 (W984)MP4310.5 (W986)MP4310.6 (W988)定义语言参数:MP7230.0;0—ENGLISH;温度控制参数:MP4210.8;700改为0用于调试时用。
海德汉调试报告
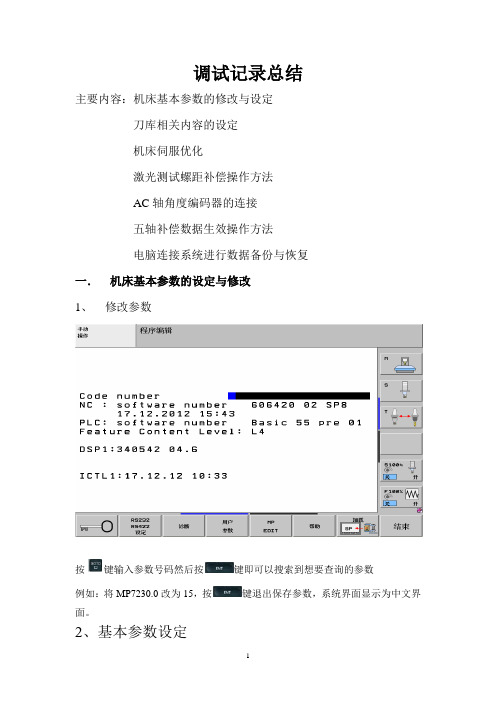
调试记录总结主要内容:机床基本参数的修改与设定刀库相关内容的设定机床伺服优化激光测试螺距补偿操作方法AC轴角度编码器的连接五轴补偿数据生效操作方法电脑连接系统进行数据备份与恢复一.机床基本参数的设定与修改1、修改参数按键输入参数号码然后按键即可以搜索到想要查询的参数例如:将MP7230.0改为15,按键退出保存参数,系统界面显示为中文界面。
2、基本参数设定从右边开始字符0-13代表轴1-14,对应某一位设置为“0”可以取消屏蔽某一轴。
MP 10 : %000000000000011111MP100轴名称的定义MP 100.0 : -------------CAZYX;Traverse range 1MP 100.1 : -------------CAZYX;Traverse range 2MP 100.2 : -------------CAZYX;Traverse range 3MP110位置编码器的接口。
如果半闭环该参数设为0,全闭环则在对应轴设定模块接口的编号MP 110.0 : 0MP 110.1 : 0MP 110.2 : 0MP 110.3 : 201 A轴圆光栅接口MP 110.4 : 202 C轴圆光栅接口MP112速度编码器的接口MP 112.0 : 15 ;A轴电机速度编码器接口;对应CC6106 模块X15接口MP 112.1 : 16 ;C轴电机速度编码器接口;对应CC6106 模块X16接口MP 112.2 : 17 ;X轴电机速度编码器接口;对应CC6106 模块X17接口MP 112.3 : 18 ;Y轴电机速度编码器接口;对应CC6106 模块X18接口MP 112.4 : 19 ;Z轴电机速度编码器接口;对应CC6106 模块X19接口MP 112.5 : 20 ;主轴电机速度编码器接口;对应CC6106 模块X20接口MP120PWM接口例SKW-1060A-5X机床:MP 120.0 : 53 ;X轴伺服模块X111与CC6106 模块PWM接口X53连接MP 120.1 : 54 ;Y轴伺服模块X112与CC6106 模块PWM接口X54连接MP 120.2 : 55 ;Z轴伺服模块X111与CC6106 模块PWM接口X55连接MP 120.3 : 51 ;A轴伺服模块X111与CC6106 模块PWM接口X51连接MP 120.4 : 52 ;C轴伺服模块X112与CC6106 模块PWM接口X52连接注:(1)根据参数MP100轴名称定义,MP 120.0 对应X轴MP 120.1 对应Y轴MP 120.2 对应Z轴MP 120.3 对应A轴MP 120.4 对应C轴(2)CC6106模块物理位置对应如下:X51—-X15---X201-X52—-X16---X202-X53—-X17---X203-X54—-X18---X204-X55—-X19---X205-X56—-X20---X206-(3)根据上述关系,配合出轴模块接口的物理、逻辑关系(4)根据伺服模块排列顺序与PWM电缆接插方便,首先定义PWM接口,然后对应出下列关系:X51—-X15---X201-----A轴X52—-X16---X202-----C轴X53—-X17---X203-----X轴X54—-X18---X204-----Y轴X55—-X19---X205-----Z轴X56—-X20---X206-----主轴电机每转的直线距离/旋转角度例:TOM1060 XYZ三轴传动比为1:1,丝杠螺距10mm,A、C轴传动比1:180的设定1054.0 101054.1101054.2101054.3 21054.4 2MP 331.0 : 10.00000 ;X轴为直线轴螺距10mm,MP 331.1 : 10.00000 ;Y轴为直线轴螺距10mm,MP 331.2 : 10.00000 ;Y轴为直线轴螺距10mm,MP 331.3 : 360.00000 ;A轴为旋转轴3600 ,MP 331.4 : 360.00000 ;C轴为旋转轴3600;MP332 Number of counting pulses in the distance from MP331;Input: 1 to 16 777 215MP 332.0 : 2048.00000 ;X轴减速比1:1,每螺距电机编码器脉冲数MP 332.1 : 2048.00000 ;Y轴减速比1:1, 每螺距电机编码器脉冲数MP 332.2 : 2048.00000 ;Z轴减速比1:1, 每螺距电机编码器脉冲数MP 332.3 : 3.0E+05 ;A轴减速比1:180,转台每圈电机编码器脉冲数MP 332.4 : 3.0E+05; ;C轴减速比1:180,转台每圈电机编码器脉冲数;MP1054 Linear distance of one motor revolution(电机一圈轴走的直线距离或度数)MP 1054.0 : 10MP 1054.1 : 10MP 1054.2 : 10MP 1054.3 : 2 ;A轴电机一圈走2度MP 1054.4 : 2 ;C轴电机一圈走2度MP910设定各轴正方向的软限位MP 910.0 – 910.4: XYZAC轴的正向软限位MP920负方向软限位MP 920.0—920.4 : XYZAC轴的负向软限位MP960机床零点的设定本机床XYZ轴伺服电机为绝对式编码器需要在参数MP1350参考点类型中进行设定,均设为5将轴移动到想要的机械零点位置,根据系统界面显示的机械位置数值,将此数值直接输入至该参数,设定后当前机械坐标变为03、定位和控制快速运动速度的设定MP 1010.0 : 15000 ;X轴MP 1010.1 : 15000 ;Y轴MP 1010.2 : 15000 ;Z轴MP 1010.3 : 1000 ;A轴MP 1010.4 : 1800 ;C轴手动进给速度的设定MP 1020.0 : 5000 ;X轴MP 1020.1 : 5000 ;Y轴MP 1020.2 : 5000 ;Z轴MP 1020.3 : 1000 ;A轴MP 1020.4 : 1800 ;C轴加速度和手动模式下最大允许加加速的设定MP1060 MP1087 根据机床运动的实际振动情况来调整设定MP 1060.0 : 2.5 MP1087.0: 1MP 1060.1 : 2.5 MP1087.1: 1MP 1060.2 : 0.8 MP1087.2: 0.5MP 1060.3 : 0.5 MP1087.3: 1MP 1060.4 : 2 MP1087.4: 1回参考点方向的设定MP 1320 : %0000000000000000001001(参数设定值0和1改变回零方向)回参考点时速度的设定[mm/min]MP 1330.0 : 10000MP 1330.1 : 10000MP 1330.2 : 10000MP 1330.3 : 1000MP 1330.4 : 1800回参考点顺序的设定MP1340.0:2MP1340.1:3MP1340.2: 1MP1340.3: 4MP1340.4: 5参考点类型的设定MP1350 根据海德汉调试手册规定绝对式编码器的该参数设定为5,增量式的设定为2MP 1350.0 : 5MP 1350.1 : 5MP 1350.2 : 5MP 1350.3 : 5MP 1350.4 : 5驱动模块型号的设定MP 2100.0 : HEIDENHAIN-UM121BD; XMP 2100.1 : HEIDENHAIN-UM121BD; YMP 2100.2 : HEIDENHAIN-UM122D; ZMP 2100.3 : HEIDENHAIN-UM121D; AMP 2100.4 : HEIDENHAIN-UM121D; C注:该参数中设定的型号可以通过硬件来自动引导完成。
海德汉参数设置

海德汉系统参数设置注:海德汉系统中各轴参数号码一致,搜索时只需在参数号码前加上前缀PX、PY、PZ、PS_1就可,所以本资料基本以X轴为例进行介绍,其他各轴以此类推。
本资料重点介绍参数设置,具体的操作步骤略。
1、进入不同页面密码:参数设置:95148网络设置:NET123PLC设置:807667系统识别:SIK2、显示设置A:主轴显示(静止时也显示角度)System>DisplaySettings>CfgDisplayData>spindleDislay(100007)>during closed loop and m5B:语言显示System>DisplaySettings>CfgDisplaylanguage>nclanguage(101301)>chinese>plcdialoglanguage(101302)>chinese>plcerrorlanguage(101303)>chinese>helplanguage(101304)>chinese3、机床模式System>CfgMachineSimul>simMode(100201)> FullOperation4、屏蔽轴在调试、维护机床时,如果某轴的电机未连接,这时需要将此轴屏蔽,以免误动作。
System>axes>physicalaxis>cfgaxis>axismode(x.300105)>notactive>Testmode(x.300106)>false(任意一个都可以)5、驱动及电机选型Axes>parametersets>px>cfgpowerstage(px.401201)>ampname>heidenhain-uec111(根据具体的驱动型号配置)>cfgservomotor(px.401301)>qsy130e-ecodyn(根据具体的电机型号配置)6、回参考点设置Axes>parametersets>px>cfgreferencing>refType(px.400401):是返回参考点的方式,直线进给轴选用Switch,changing Dir,即遇到回零挡块后反向寻找参考点;主轴选用without switch + on the fly>refPosition(零偏)(px.400403):参考点在机床坐标系中的位置;>refSwitchActive:参考点挡块生效时的电平值;>refFeedHigh:返回参考点挡块的速度;>refFeedLow:反向时寻找参考点时的速度;>refDirection:返回参考点挡块的方向。
海德汉 光栅尺调试 中文.
Mounting Instructions LB 302LB 382Multi-Section11/2008安装说明多段光栅尺2Page4 Components 6 Items Supplied8 Mounting ProcedureMounting10 Changing the Cable Outlet11 Reference Mark Position LB 302/LB 382 12 Dimensions 14 Mounting Tolerances15 Mounting the Housing Sections 19 Inserting the Bearing Strips 20 Mounting the Scale Tape21 Inserting and securing the Scale Tape 24 Inserting the Sealing Lips26 Securing the Sealing Lips (End Section E2 27 Installing the Scanning Unit28 Securing the Sealing Lips (End Section E1 29 Final Steps30 Tensioning the Scale Tape 32 Linear Error Compensation 34 Protective MeasuresMechanical Data 35 LB 302/LB 302C 35 LB 382/LB 382C Electrical Connection 36 LB 302/LB 302C 38 LB 382/LB 382C Electrical Data37 LB 302/LB 302C 39 LB 382/LB 382CContents目录页4 组件6 自带零件 8 安装步骤安装10 改变电缆引线方向11 参考点位置LB302/LB 38212 尺寸14 安装公差15安装光栅尺外壳 19 穿入导轨钢带 20 安装钢带光栅尺21 插入和固定钢带光栅尺 24 穿入密封条26 固定密封条(端头E2 27 安装读数头28 固定密封条(端头E129 最后步骤30 张紧钢带光栅尺 32 线性误差补偿 34 防护措施机械数据 35 LB 302/LB 302C 35 LB 382/LB 382C 电气连接36 LB 302/LB 302C 38 LB 382/LB 382C 电气参数37 LB 302/LB 302C 39 LB 382/LB 382C3Note: Mounting and commissioning is to be conducted by a specialist in electrical equipment and precision mechanics under compliance with local safety regulations.Do not engage or disengage any connections while under power.The drive must not be put into operation during installation.Dimensions in mmWarnings提示注意: 安装和调试任务只能由电气和精密机械专业技术人员并在符合当地安全法规要求的条件下进行。
海德汉调试报告.pptx

;Y 轴减速比 1:1, 每螺距电机编码器脉冲数
: 2048.00000 ;Z 轴减速比 1:1, 每螺距电机编码器脉冲数
MP 332.3 MP 332.4
: 3.686400000E+05 ;A 轴减速比 1:180,转台每圈电机编码器脉 冲数
: 3.686400000E+05; ;C 轴减速比 1:180,转台每圈电机编码器 脉冲数
书山有 路
调试记录总结
主要内容:机床基本参数的修改与设定 刀库相关内容的设定 机床伺服优化
激光测试螺距补偿操作方法 AC 轴角度编码器的连接 五轴补偿数据生效操作方法 电脑连接系统进行数据备份与恢复 一. 机床基本参数的设定与修改 1、 修改参数
按 键输入参数号码然后按 例如:将 MP7230.0 改为 15,按 面。
2
书山有路
(4)根据伺服模块排列顺序与 PWM 电缆接插方便,首先定义 PWM 接口, 然后对应出下列关系:
X51—-X15---X201-----A 轴 X52—-X16---X202-----C 轴 X53—-X17---X203-----X 轴 X54—-X18---X204-----Y 轴 X55—-X19---X205-----Z 轴 X56—-X20---X206-----主轴 电机每转的直线距离/旋转角度 例:TOM1060 XYZ 三轴传动比为 1:1,丝杠螺距 10mm,A、C 轴传动比 1:180
;MP332 Number of counting pulses in the distance from MP331
MP 332.0 MP 332.1 MP 332.2
;Input: 1 to 16 777 215
: 2048.00000
PowerMILL后处理PMPOST调试-海德汉篇
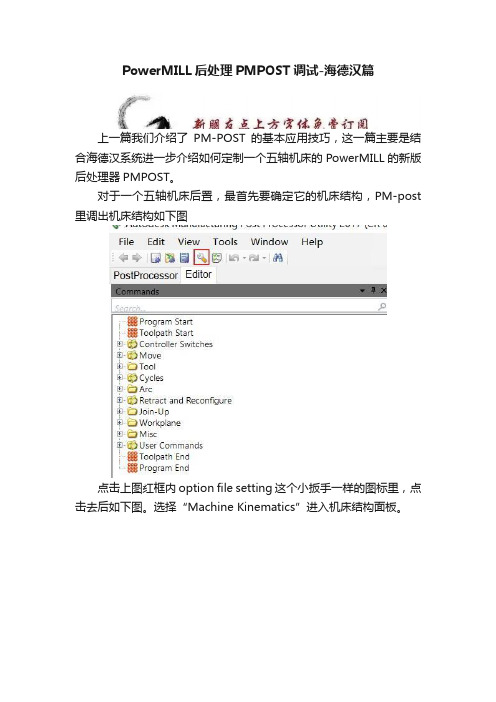
PowerMILL后处理PMPOST调试-海德汉篇上一篇我们介绍了PM-POST的基本应用技巧,这一篇主要是结合海德汉系统进一步介绍如何定制一个五轴机床的PowerMILL的新版后处理器PMPOST。
对于一个五轴机床后置,最首先要确定它的机床结构,PM-post 里调出机床结构如下图点击上图红框内option file setting这个小扳手一样的图标里,点击去后如下图。
选择“Machine Kinematics”进入机床结构面板。
在这里我们可以看到当前机床的运动学状态,主要分为以下几种,3-Axis(三轴机床)4-Axis Head(头部旋转的四轴机床)4-Axis Table(工作台旋转的四轴机床)5-Axis Head Head(两个轴都是头部旋转的五轴机床)5-Axis Table Head (一个工作台一个头部旋转的五轴机床)5-Axis Table Table(两个轴都是工作台旋转的五轴机床)如果是比较特殊的机床结构,可以选择最下面的 External MTD 通过导入一个机床仿真模型的方式来定义整个机床结构,下图是一个六轴落地镗铣加工中心的机床结构及预览图(点击setting旁边的preview)C轴对应的旋转矢量(IJK)一般为:0 0 1或者0 0 -1B轴对应的旋转矢量(IJK)一般为:0 1 0 或者0 -1 0A轴对应的旋转矢量(IJK)一般为:1 0 0 或者-1 0 0部分倾斜旋转轴的机床,需要获得机床的具体倾斜角度,将其转换为对应I J K值,一部分机床手册上会有相应的倾斜旋转轴的I J K值。
机床结构确定好后,关闭option file setting,进入编辑器里对每个具体的模块进行编辑。
一个简单的海德汉530的程序文件及注释如下:0 BEGIN PGM 003-3+2-B30-LINE__Base_H530_Joinup_WP MM 程序开始_______________________________________________________________________________10 ;Job Number : 003-3+2-B30-LINE11 ;Program Date : 09/03/17 at 14:58:4212 ;Programmed by : hfy13 ;PowerMILL Cb : 120303614 ;PMILL Project : 后处理测试15 ;PM-Post version : 6.9.4435.0 标注16 ;Option File : _Base_H530_Joinup_WP17 ;Output Workplane : POST18 ;19 ;-------------------------------------------------------------------20 ;Tool Number|Tool Name| Diameter|Tip Radius| Length| Toolpath Name21 ;-------------------------------------------------------------------22 ; 1| D10R0| 10.0| 0.0| 50.0|003-3+2-B30-LINE23 ;-------------------------------------------------------------------________________________________________________________________ _______________24 ;25 LBL 17026 CYCL DEF 7.0 DATUM SHIFT27 CYCL DEF 7.1 X0.00028 CYCL DEF 7.2 Y0.000 取消坐标系偏移并复位29 CYCL DEF 7.3 Z0.00030 PLANE RESET STAY31 LBL 032 ;________________________________________________________________ _______________33 BLK FORM 0.1 Z X-80.0 Y-80.0 Z-200.034 BLK FORM 0.2 X80.0 Y80.0 Z1.0 创建毛坯________________________________________________________________ _______________35 L M129 关闭M128(RTCP 模式)———————————————————————————————————————36 ; TOOL TYPE : TOOL TYPE:ENDMILL37 ; TOOL ID :D10R0 (刀具信息标注)38 ; TOOL DIA : TOOL DIA.:10.0 LENGTH =50.0———————————————————————————————————————39 L M0140 TOOL CALL 1 Z S1500 DL+0.0 DR+0.0 (调1号刀,DL 长度补偿 DR半径补偿)________________________________________________________________ _______________41 Q1=500 ; PLUNGE FEEDRATE42 Q2=1000 ; CUTTING FEEDRATE43 Q3=3000 ; RAPID SKIM FEEDRATE (定义切削及快动进给)44 Q4=20000 ; RAPID FEEDRATE45 Q5=500 ; GUN DRILL RETRACT FEEDRATE46 L M0347 ;=========48 ;TOOLPATH : 003-3+2-B30-LINE49 ;WORKPLANE : 绕Y30°50 ;=========51 CYCL DEF 32.0 TOLERANCE (定义加工公差)52 CYCL DEF 32.1 T0.153 L M0854 M12955 ;________________________________________________________________ _______________56 CALL LBL 17057 CYCL DEF 7.0 DATUM SHIFT58 CYCL DEF 7.1 X0.059 CYCL DEF 7.2 Y0.0 (定义坐标系转换)60 CYCL DEF 7.3 Z0.061 PLANE SPATIAL SPA0.0 SPB30.0 SPC0.0 TURN FMAX TABLE ROT________________________________________________________________ _______________62 ;*** First Move 3p2 ***63 L X-22.321 F MAX M13064 L Y40.0 F MAX M13065 L Z100.0 F MAX M13066 L X-22.321 Y40.0 FQ467 L Z100.068 L Z5.0 R0 FQ369 L Z-10.0 FQ1 (主程序部分)70 L Y-40.0 FQ271 L Z100.0 FQ372 L X12.321 Y40.073 L Z10.0 FQ174 L Y-40.0 FQ275 L Z100.0 FQ376 ; END OF TOOLPATH77 ;________________________________________________________________ _______________78 L M127 ;END SHORTEST PATH ROTARY AXIS (取消最旋转轴最短刀具路径移动)79 CALL LBL 17080 ;81 L M0982 CALL LBL 170 (摆正)83 L M140 MB FMAX (沿着刀具轴方向至行程极限)84 L Z-1 FMAX M91 (相对机床坐标到Z-1的位置))________________________________________________________________ ________________85 L B0.0 C0.0 FMAX M9486 L M0587 CYCL DEF 32.0 TOLERANCE (刀路公差取消)88 TOOL CALL 089 L M3090 ;91 END PGM 003-3+2-B30-LINE__Base_H530_Joinup_WP MM (程序结束)再根据机床样板程序进行对应的修改和调试即可。
海德汉调试手册.

NC 版本: 340 49x-04 PLC 版本:Basic 54 HEIDENHAIN简明调试手册iTNC 530目录1,调试准备 (1)1.1本手册中标识的含义 (1)1.2 各模块概述 ...................................................................................................... 2 1.2.1 主计算机,硬盘, SIK .......................................................................................... 2 1.2.2 CC 控制单元 ........................................................................................................... 3 1.2.3UV106 B电源模块 ................................................................................................. 4 1.2.4 显示单元和键盘 . .................................................................................................... 5 1.2.5手轮 . ......................................................................................................................... 7 1.2.6 PLC 模块 ................................................................................................................ 8 1.2.7驱动模块 . .. (9)2, 系统连接 ........................................................................................... 10 2.1 一般信息 ........................................................................................................ 10 2.1.1 安全措施 . .............................................................................................................. 10 2.2硬盘(HDR 和 SIK 的安装 . ....................................................................... 11 2.3使用环境 ......................................................................................................... 13 2.3.1温度和湿度 . ........................................................................................................... 13 2.3.2空调 . ....................................................................................................................... 13 2.3.3机械振动 . ............................................................................................................... 14 2.3.4污染 . ....................................................................................................................... 14 2.3 安装空间 ........................................................................................................ 15 2.3.1一般信息 . ............................................................................................................... 15 2.3.2 MC 42x(C, CC42x(B, UV, UM, UE2xxB 安装空间 ......................................... 16 2.3.3显示器 . ................................................................................................................... 16 2.3电气设计重要事项 ......................................................................................... 17 2.3.1供电 . ....................................................................................................................... 17 2.3.2电气柜设计基本要求 . ........................................................................................... 17 2.3.3接地 . ....................................................................................................................... 17 2.4 电缆连接总图 ................................................................................................ 18 2.5 iTNC530连接概览 ..................................................................................... 23 2.6 供电 .............................................................................................................. 26 2.6.1 iTNC 530供电 . ................................................................................................... 26 2.6.2 系统内置 PLC 供电 ........................................................................................... 27 2.6.3 PLC 51x 扩展模块供电 ..................................................................................... 28 2.6.4 Control-Is-Ready 信号供电 . ............................................................................... 28 2.6.5 显示单元(BF 150供电 .. (28)i2.8 手轮 (29)2.8.1 HR 4xx便携式手轮 (30)2.9 PLC 输入信号 (31)3.9.1 输入信号和地址 . .................................................................................................. 31 2.9.2 MC 42x(C内置 PLC 输入信号 ......................................................................... 32 2.9.3 扩展模块 PL 510的输入点 ................................................................................. 33 2.10 PLC 输出信号 ........................................................................................... 34 2.11 PLC输入输出模块 ...................................................................................... 37 2.11.1 PLB511/PLB512 ................................................................................................. 38 2.12机床操作面板 ............................................................................................... 40 2.13 键盘单元 ...................................................................................................... 41 2.14 显示单元 ...................................................................................................... 42 2.15 驱动和电机的连接 ...................................................................................... 43 2.15.1 UV(R 1x0(D 电源模块 ................................................................................. 43 2.15.2 UM1xx(B(D驱动模块 ................................................................................... 47 2.15.3 电机 . .................................................................................................................. 49 2.16基本回路 MC_CC422_UV1xx_CMx .......................................................... 51 2.17 系统通电 (52)2.17.1 第一次通电 . (52)3, PLC 调试 (53)3.1 PLC软件的安装 (53)3.2海德汉 PLC 介绍 ........................................................................................... 54 3.2.1 PLCdesignNT软件 . ............................................................................................... 54 3.2.2 PLC基本程序简介 ............................................................................................... 56 3.3 PLC命令 ........................................................................................................ 57 3.3.1操作符类型 . ........................................................................................................... 57 3.3.2操作数 . ................................................................................................................... 58 3.4用户 PLC 程序的调试 ................................................................................... 60 3.4.1iTNC530编程站 PLC 程序编制 .......................................................................... 60 3.4.2 PLC举例 ............................................................................................................... 65 3.4.3 机床 PLC 程序编制 ............................................................................................. 68 3.5 PLC报警文本 ................................................................................................ 71 3.5.1 PLC 报警信息表结构 ........................................................................................... 71 3.5.2 举例PLC 报警信息 ............................................................................................. 72 3.6 PLC状态诊断 (78)4,驱动器和 NC 调试 . (81)4.2 基本参数的设定 (84)4.2.1编码器和机床 . (85)4.2.2 定位和控制 . (85)4.2.3主轴参数 . (86)4.2.4显示和硬件 . (87)4.3 NC的调试 ...................................................................................................... 87 4.3.1坐标轴及其速度和加速度 . ................................................................................... 87 4.3.2光栅尺和传动比的设定 . ....................................................................................... 88 4.3.3零点的设置 . ........................................................................................................... 89 4.3.4软限位 . ................................................................................................................... 93 4.3.5反向间隙补偿 . ....................................................................................................... 93 4.3.6丝杠螺距非线性误差补偿 . ................................................................................... 93 4.3.7 主轴的调试 . .......................................................................................................... 99 4.4 伺服优化准备 .............................................................................................. 100 4.4.1 TNCopt软件 . ....................................................................................................... 100 4.4.2 控制环原理介绍 . ................................................................................................ 102 4.5电流环优化 ................................................................................................... 102 4.5.1电流环优化准备 . ................................................................................................. 103 4.5.2手动优化电流环步骤:. ..................................................................................... 103 4.6速度环优化 ................................................................................................... 105 4.6.1速度环的脉冲响应 . ............................................................................................. 106 4.6.2速度环的阶跃响应 . ............................................................................................. 107 4.7前馈控制系数的优化 ................................................................................... 108 4.8 Kv系数优化 . ................................................................................................ 109 4.9圆周测试 (110)5,网络连接 (113)5.1设置 iTNC530数控系统的 IP 地址 . (113)5.2 个人电脑固定 IP 的设置步骤 (114)6,数据备份和恢复 (117)6.1数据备份 (117)6.2数据恢复 (121)7,机床参数表 (125)7.1“机床参数编辑”操作模式 ........................................................................ 125 7.2输入和输出机床参数 ................................................................................... 127 7.2.1输入格式 . ............................................................................................................. 127 7.2.2 激活机床参数列表 . .. (128)iii7.2.3 修改输入值 . .................................................................................................. 129 7.3 机床参数列表 . (130)7.3.1 编码器和机床 . (130)7.3.2 定位 . (134)7.3.3 使用速度前馈控制 . (139)7.3.4 使用跟随误差 . (140)7.3.5 速度和电流综合控制 . (141)7.3.6 主轴 . (148)7.3.7 内置 PLC (151)7.3.8 配置数据接口 . (154)7.3.9 3-D测头 (156)7.3.10 用 TT 测量刀具 . (158)7.3.11 攻丝 . (161)7.3.12 显示器和其操作 . (162)7.3.13 颜色 . (168)7.3.14 加工和程序运行 . (170)7.3.15 硬件 . (175)7.3.16 第二主轴 . (181)8, NC-PLC 接口 (183)8.1 Marker . (183)8.2 字和双字 (188)9,安装尺寸 (191)11,调试准备iTNC530是适用于镗、铣、加工中心类数控系统。
海德汉系统机床调试q_xk
MP 1700 .. 1899 Operation with following error (lag)
MP 2000 .. 2999 Parameters for the PWM interface (DSP)
MP 3000 .. 3999 Spindle control (1st spindle)
*各轴电机编码器插在 MC422 接口号
MP112.0: 15; (X axis encoder interface for speed loop) X15
MP112.1: 16; (Y axis encoder interface for speed loop) X16
MP112.2: 17; (Z axis encoder interface for speed loop) X17
7. 进入不同功能页面密码: ; Edit machine parameters ............................ 95148 ; Edit/Test PLC program ............................... 807667 ; Offset compensation ................................. 75368 ; Unprotect PGM ....................................... 86357 ; Digital scope 4 channels ............................ 688379 ; Erase RAM, total (M0..M999, B0..B127) ............... 531210 ; Write system data FN17,31,32......................... 555343 ; Reset PLC counter ................................... 857282 ; Monitor network ..................................... NETMONI
海德汉光栅尺调试

光栅尺调试增加第二测量回路及增加光栅尺功能1.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
机床数据MD30200=2 2.N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 如果为带距离编码的光栅尺:3.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
4.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 MD34200 ENC_REFP_MODE=3 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ;光栅尺分辩率MD34310 ENC_MARKER_INC =0.04 ;两个零脉冲之间的差值MD 34300 ENC_REFP_DIST=80 :两个零脉冲之间的距离N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80 ;找参考点的最大距离MD34320 ENC_INVERS[1] ;=0 光栅尺与机床同方向=1 光栅尺与机床反方向MD34000 REFP_CAM_IS_ACTIVE =0 绝对光栅尺:5.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=4 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 型号来定N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 MD34200 ENC_REFP_MODE=0 MD34102 REF_SYNC-ENC=1 MD1030=18H 标定的步骤:和802D 一样如果是光栅回零的话,请参考以下以下方法:如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C 标志的都有此功能),回参考点就不需要回零开关,参数设定如下:1、34200=3 光栅尺使用类型2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C 为20mm)3、34060[1]=40 返回参考点最大移动距离=2 倍直线光栅尺标准参考点标志栅格间距4、34000=0 不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)5、34090=XXX 返回参考点偏移值6、34310[1]=0.020 光栅尺信号节距(LS486C 为0.020mm)希望对你有参考价值!。
海德汉调试手册.

NC 版本: 340 49x-04 PLC 版本:Basic 54 HEIDENHAIN简明调试手册iTNC 530目录1,调试准备 (1)1.1本手册中标识的含义 (1)1.2 各模块概述 ...................................................................................................... 2 1.2.1 主计算机,硬盘, SIK .......................................................................................... 2 1.2.2 CC 控制单元 ........................................................................................................... 3 1.2.3UV106 B电源模块 ................................................................................................. 4 1.2.4 显示单元和键盘 . .................................................................................................... 5 1.2.5手轮 . ......................................................................................................................... 7 1.2.6 PLC 模块 ................................................................................................................ 8 1.2.7驱动模块 . .. (9)2, 系统连接 ........................................................................................... 10 2.1 一般信息 ........................................................................................................ 10 2.1.1 安全措施 . .............................................................................................................. 10 2.2硬盘(HDR 和 SIK 的安装 . ....................................................................... 11 2.3使用环境 ......................................................................................................... 13 2.3.1温度和湿度 . ........................................................................................................... 13 2.3.2空调 . ....................................................................................................................... 13 2.3.3机械振动 . ............................................................................................................... 14 2.3.4污染 . ....................................................................................................................... 14 2.3 安装空间 ........................................................................................................ 15 2.3.1一般信息 . ............................................................................................................... 15 2.3.2 MC 42x(C, CC42x(B, UV, UM, UE2xxB 安装空间 ......................................... 16 2.3.3显示器 . ................................................................................................................... 16 2.3电气设计重要事项 ......................................................................................... 17 2.3.1供电 . ....................................................................................................................... 17 2.3.2电气柜设计基本要求 . ........................................................................................... 17 2.3.3接地 . ....................................................................................................................... 17 2.4 电缆连接总图 ................................................................................................ 18 2.5 iTNC530连接概览 ..................................................................................... 23 2.6 供电 .............................................................................................................. 26 2.6.1 iTNC 530供电 . ................................................................................................... 26 2.6.2 系统内置 PLC 供电 ........................................................................................... 27 2.6.3 PLC 51x 扩展模块供电 ..................................................................................... 28 2.6.4 Control-Is-Ready 信号供电 . ............................................................................... 28 2.6.5 显示单元(BF 150供电 .. (28)i2.8 手轮 (29)2.8.1 HR 4xx便携式手轮 (30)2.9 PLC 输入信号 (31)3.9.1 输入信号和地址 . .................................................................................................. 31 2.9.2 MC 42x(C内置 PLC 输入信号 ......................................................................... 32 2.9.3 扩展模块 PL 510的输入点 ................................................................................. 33 2.10 PLC 输出信号 ........................................................................................... 34 2.11 PLC输入输出模块 ...................................................................................... 37 2.11.1 PLB511/PLB512 ................................................................................................. 38 2.12机床操作面板 ............................................................................................... 40 2.13 键盘单元 ...................................................................................................... 41 2.14 显示单元 ...................................................................................................... 42 2.15 驱动和电机的连接 ...................................................................................... 43 2.15.1 UV(R 1x0(D 电源模块 ................................................................................. 43 2.15.2 UM1xx(B(D驱动模块 ................................................................................... 47 2.15.3 电机 . .................................................................................................................. 49 2.16基本回路 MC_CC422_UV1xx_CMx .......................................................... 51 2.17 系统通电 (52)2.17.1 第一次通电 . (52)3, PLC 调试 (53)3.1 PLC软件的安装 (53)3.2海德汉 PLC 介绍 ........................................................................................... 54 3.2.1 PLCdesignNT软件 . ............................................................................................... 54 3.2.2 PLC基本程序简介 ............................................................................................... 56 3.3 PLC命令 ........................................................................................................ 57 3.3.1操作符类型 . ........................................................................................................... 57 3.3.2操作数 . ................................................................................................................... 58 3.4用户 PLC 程序的调试 ................................................................................... 60 3.4.1iTNC530编程站 PLC 程序编制 .......................................................................... 60 3.4.2 PLC举例 ............................................................................................................... 65 3.4.3 机床 PLC 程序编制 ............................................................................................. 68 3.5 PLC报警文本 ................................................................................................ 71 3.5.1 PLC 报警信息表结构 ........................................................................................... 71 3.5.2 举例PLC 报警信息 ............................................................................................. 72 3.6 PLC状态诊断 (78)4,驱动器和 NC 调试 . (81)4.2 基本参数的设定 (84)4.2.1编码器和机床 . (85)4.2.2 定位和控制 . (85)4.2.3主轴参数 . (86)4.2.4显示和硬件 . (87)4.3 NC的调试 ...................................................................................................... 87 4.3.1坐标轴及其速度和加速度 . ................................................................................... 87 4.3.2光栅尺和传动比的设定 . ....................................................................................... 88 4.3.3零点的设置 . ........................................................................................................... 89 4.3.4软限位 . ................................................................................................................... 93 4.3.5反向间隙补偿 . ....................................................................................................... 93 4.3.6丝杠螺距非线性误差补偿 . ................................................................................... 93 4.3.7 主轴的调试 . .......................................................................................................... 99 4.4 伺服优化准备 .............................................................................................. 100 4.4.1 TNCopt软件 . ....................................................................................................... 100 4.4.2 控制环原理介绍 . ................................................................................................ 102 4.5电流环优化 ................................................................................................... 102 4.5.1电流环优化准备 . ................................................................................................. 103 4.5.2手动优化电流环步骤:. ..................................................................................... 103 4.6速度环优化 ................................................................................................... 105 4.6.1速度环的脉冲响应 . ............................................................................................. 106 4.6.2速度环的阶跃响应 . ............................................................................................. 107 4.7前馈控制系数的优化 ................................................................................... 108 4.8 Kv系数优化 . ................................................................................................ 109 4.9圆周测试 (110)5,网络连接 (113)5.1设置 iTNC530数控系统的 IP 地址 . (113)5.2 个人电脑固定 IP 的设置步骤 (114)6,数据备份和恢复 (117)6.1数据备份 (117)6.2数据恢复 (121)7,机床参数表 (125)7.1“机床参数编辑”操作模式 ........................................................................ 125 7.2输入和输出机床参数 ................................................................................... 127 7.2.1输入格式 . ............................................................................................................. 127 7.2.2 激活机床参数列表 . .. (128)iii7.2.3 修改输入值 . .................................................................................................. 129 7.3 机床参数列表 . (130)7.3.1 编码器和机床 . (130)7.3.2 定位 . (134)7.3.3 使用速度前馈控制 . (139)7.3.4 使用跟随误差 . (140)7.3.5 速度和电流综合控制 . (141)7.3.6 主轴 . (148)7.3.7 内置 PLC (151)7.3.8 配置数据接口 . (154)7.3.9 3-D测头 (156)7.3.10 用 TT 测量刀具 . (158)7.3.11 攻丝 . (161)7.3.12 显示器和其操作 . (162)7.3.13 颜色 . (168)7.3.14 加工和程序运行 . (170)7.3.15 硬件 . (175)7.3.16 第二主轴 . (181)8, NC-PLC 接口 (183)8.1 Marker . (183)8.2 字和双字 (188)9,安装尺寸 (191)11,调试准备iTNC530是适用于镗、铣、加工中心类数控系统。
海德汉系统数控机床调试

机床安装调试1、机床的机、电装完工后,在通电前需进行平安检查。
上强电前将所有自动保护开关断开,检查所有管线的连接情况。
如果油管没有接好要将润滑,液压电机等断开。
将NC系统的电源断开〔24VDC〕:拔下在NC板上的三个插头〔24VDC〕、显示面板上的一个插头〔24VDC〕。
以免因电压不正常损坏主板和电子器件。
2、机床总电源上电后的电压检查。
总电源通电后,首先,分别检查三相电源电压是否是正常值,有无缺相;然后,逐级检查空开的电压〔分断、合闸〕是否正常;检查24VDC电源是否正常,断路器合闸前后的电压电否正常。
以上工程检查完成后,断开机床总电源。
断开所有交流回路的断路器〔空开〕,在断电的状态下插好NC系统的四个电源插头。
准备机床和系统的通电工作。
3、机床和系统的通电电源检查完成后,可以进行机床和系统的通电。
NC系统上电后TNCI530进行数据更新和安装机床备份数据,数据通讯接口用Ethernet,进入TCP/IP设置界面设置IP地址:,子网:,进入NET设置的密码为:NET123。
升级后的新版本为:340490-003,升级后要删除旧的文件。
传输软件为HDH的TNCremo.4、机床系统数据传输系统更新后,传输机床控制所需的文件和数据。
在TNC530硬盘下有\NC、\PLC等子目录,根据文件属性将数据文件传输到相应的目录。
数据文件主要有,报警文件—Language;铣头补偿控制文件—KINEMAT〔RTCP〕;公司商标文件—Logo;PLC程序文件—;机床参数MP文件—,;M功能定义文件—;数据设置信息文件—〔该文件要根据数据文件的安装路径、名称进行更改设置〕;。
待整理5、机床参数MP定义PLC功能的NC参数:控制中用到的状态字。
(W976)(W978)(W980)(W982)1/22(W984)(W986)(W988)定义语言参数:;0—ENGLISH;温度控制参数:;700改为0用于调试时用。
700=70度温度;0为取消温度补偿。
海德汉系统数控机床调试资料

机床安装调试1、机床的机、电装完工后,在通电前需进行安全检查。
上强电前将所有自动保护开关断开,检查所有管线的连接情况。
如果油管没有接好要将润滑,液压电机等断开。
将NC系统的电源断开(24VDC):拔下在NC板上的三个插头(24VDC)、显示面板上的一个插头(24VDC)。
以免因电压不正常损坏主板和电子器件。
2、机床总电源上电后的电压检查。
总电源通电后,首先,分别检查三相电源电压是否是正常值,有无缺相;然后,逐级检查空开的电压(分断、合闸)是否正常;检查24VDC电源是否正常,断路器合闸前后的电压电否正常。
以上项目检查完成后,断开机床总电源。
断开所有交流回路的断路器(空开),在断电的状态下插好NC系统的四个电源插头。
准备机床和系统的通电工作。
3、机床和系统的通电电源检查完成后,可以进行机床和系统的通电。
NC系统上电后TNC I530进行数据更新和安装机床备份数据,数据通讯接口用Ethernet,进入TCP/IP设置界面设置IP地址:192.168.71.222,子网:255.255.255.0,进入NET设置的密码为:NET123。
升级后的新版本为:340 490-003,升级后要删除旧的文件。
传输软件为HDH的TNCremo.4、机床系统数据传输系统更新后,传输机床控制所需的文件和数据。
在TNC 530硬盘下有\NC、\PLC等子目录,根据文件属性将数据文件传输到相应的目录。
数据文件主要有,报警文件—Language;铣头补偿控制文件—KINEMAT(RTCP);公司商标文件—Logo;PLC程序文件—960320011M.SRC;机床参数MP文件—MPLIST.SYS,MPNAME.MP;M功能定义文件—MGROUPS.SYS;数据设置信息文件—OEM.SYS(该文件要根据数据文件的安装路径、名称进行更改设置);。
待整理5、机床参数MP定义PLC功能的NC参数:控制中用到的状态字。
MP4310.0 (W976)MP4310.1 (W978)MP4310.2 (W980)MP4310.3 (W982)MP4310.4 (W984)MP4310.5 (W986)MP4310.6 (W988)定义语言参数:MP7230.0;0—ENGLISH;温度控制参数:MP4210.8;700改为0用于调试时用。
海德汉系统机床调试q_xk
MP 4000 .. 4999 Integrated PLC
MP 5000 .. 5999 Serial interfaces
MP 6000 .. 6199 Touch probe
MP 6500 .. 6599 Tool touch probe for tool measurement
MP 7100 .. 7199 Tapping
1
; Set up network ...................................... NET123 ; DSP monitor ......................................... DSP123 ; Check log book....................................... LOGBOOK ; Select machine kinematic ............................ KINEMATIC ; Test emergency stop machine hardware ................ FAILTEST ; Display active options .............................. SIK
*扩展按键的定义
MP 410.3 : B ;IV 按键
MP 410.4 : C ;V 按键
*用于螺补的参数
MP710.x:
; 方向间隙
MP730.x:
; 用于激光干涉仪校坐标。非线性补偿使能
+非线性补偿值表,则螺补生效。
*Display mode for rotary axes and PLC auxiliary axes
海德汉调试报告
调试记录总结主要内容:机床基本参数的修改与设定刀库相关内容的设定机床伺服优化激光测试螺距补偿操作方法AC轴角度编码器的连接五轴补偿数据生效操作方法电脑连接系统进行数据备份与恢复一.机床基本参数的设定与修改1、修改参数按键输入参数号码然后按键即可以搜索到想要查询的参数例如:将MP7230.0改为15,按键退出保存参数,系统界面显示为中文界面。
2、基本参数设定从右边开始字符0-13代表轴1-14,对应某一位设置为“0”可以取消屏蔽某一轴。
MP 10 : %000000000000011111MP100轴名称的定义MP 100.0 : -------------CAZYX;Traverse range 1MP 100.1 : -------------CAZYX;Traverse range 2MP 100.2 : -------------CAZYX;Traverse range 3MP110位置编码器的接口。
如果半闭环该参数设为0,全闭环则在对应轴设定模块接口的编号MP 110.0 : 0MP 110.1 : 0MP 110.2 : 0MP 110.3 : 201 A轴圆光栅接口MP 110.4 : 202 C轴圆光栅接口MP112速度编码器的接口MP 112.0 : 15 ;A轴电机速度编码器接口;对应CC6106 模块X15接口MP 112.1 : 16 ;C轴电机速度编码器接口;对应CC6106 模块X16接口MP 112.2 : 17 ;X轴电机速度编码器接口;对应CC6106 模块X17接口MP 112.3 : 18 ;Y轴电机速度编码器接口;对应CC6106 模块X18接口MP 112.4 : 19 ;Z轴电机速度编码器接口;对应CC6106 模块X19接口MP 112.5 : 20 ;主轴电机速度编码器接口;对应CC6106 模块X20接口MP120PWM接口例SKW-1060A-5X机床:MP 120.0 : 53 ;X轴伺服模块X111与CC6106 模块PWM接口X53连接MP 120.1 : 54 ;Y轴伺服模块X112与CC6106 模块PWM接口X54连接MP 120.2 : 55 ;Z轴伺服模块X111与CC6106 模块PWM接口X55连接MP 120.3 : 51 ;A轴伺服模块X111与CC6106 模块PWM接口X51连接MP 120.4 : 52 ;C轴伺服模块X112与CC6106 模块PWM接口X52连接注:〔1〕根据参数MP100轴名称定义,对应X轴MP 120.1 对应Y轴MP 120.2 对应Z轴MP 120.3 对应A轴MP 120.4 对应C轴〔2〕CC6106模块物理位置对应如下:X51—-X15---X201-X52—-X16---X202-X53—-X17---X203-X54—-X18---X204-X55—-X19---X205-X56—-X20---X206-〔3〕根据上述关系,配合出轴模块接口的物理、逻辑关系〔4〕根据伺服模块排列顺序与PWM电缆接插方便,首先定义PWM接口,然后对应出以下关系:X51—-X15---X201-----A轴X52—-X16---X202-----C轴X53—-X17---X203-----X轴X54—-X18---X204-----Y轴X55—-X19---X205-----Z轴X56—-X20---X206-----主轴电机每转的直线距离/旋转角度例:TOM1060 XYZ三轴传动比为1:1,丝杠螺距10mm,A、C轴传动比1:180的设定1054.0 101054.1101054.2101054.3 21054.4 2MP 331.0 : 10.00000 ;X轴为直线轴螺距10mm,MP 331.1 : 10.00000 ;Y轴为直线轴螺距10mm,MP 331.2 : 10.00000 ;Y轴为直线轴螺距10mm,;A轴为旋转轴3600 ,;C轴为旋转轴3600;MP332 Number of counting pulses in the distance from MP331;Input: 1 to 16 777 215;X轴减速比1:1,每螺距电机编码器脉冲数;Y轴减速比1:1, 每螺距电机编码器脉冲数;Z轴减速比1:1, 每螺距电机编码器脉冲数MP 332.3 : 3.686400000E+05 ;A轴减速比1:180,转台每圈电机编码器脉冲数MP 332.4 : 3.686400000E+05; ;C轴减速比1:180,转台每圈电机编码器脉冲数;MP1054 Linear distance of one motor revolution〔电机一圈轴走的直线距离或度数〕MP 1054.0 : 10MP 1054.1 : 10MP 1054.2 : 10MP 1054.3 : 2 ;A轴电机一圈走2度MP 1054.4 : 2 ;C轴电机一圈走2度MP910设定各轴正方向的软限位MP 910.0 –: XYZAC轴的正向软限位MP920负方向软限位— : XYZAC轴的负向软限位MP960机床零点的设定本机床XYZ轴伺服电机为绝对式编码器需要在参数MP1350参考点类型中进行设定,均设为5将轴移动到想要的机械零点位置,根据系统界面显示的机械位置数值,将此数值直接输入至该参数,设定后当前机械坐标变为03、定位和控制快速运动速度的设定MP 1010.0 : 15000 ;X轴MP 1010.1 : 15000 ;Y轴MP 1010.2 : 15000 ;Z轴MP 1010.3 : 1000 ;A轴MP 1010.4 : 1800 ;C轴手动进给速度的设定MP 1020.0 : 5000 ;X轴MP 1020.1 : 5000 ;Y轴MP 1020.2 : 5000 ;Z轴MP 1020.3 : 1000 ;A轴MP 1020.4 : 1800 ;C轴加速度和手动模式下最大允许加加速的设定MP1060 MP1087 根据机床运动的实际振动情况来调整设定MP 1060.0 : 2.5 MP1087.0: 1MP 1060.1 : 2.5 MP1087.1: 1MP 1060.2 : 0.8 MP1087.2:MP 1060.3 : 0.5 MP1087.3: 1MP 1060.4 : 2 MP1087.4: 1回参考点方向的设定MP 1320 : %0000000000000000001001〔参数设定值0和1改变回零方向〕回参考点时速度的设定[mm/min]MP 1330.0 : 10000MP 1330.1 : 10000MP 1330.2 : 10000MP 1330.3 : 1000MP 1330.4 : 1800回参考点顺序的设定MP1340.0:2MP1340.1:3MP1340.2: 1MP1340.3: 4MP1340.4: 5参考点类型的设定MP1350 根据海德汉调试手册规定绝对式编码器的该参数设定为5,增量式的设定为2MP 1350.0 : 5MP 1350.1 : 5MP 1350.2 : 5MP 1350.3 : 5MP 1350.4 : 5驱动模块型号的设定MP 2100.0 : HEIDENHAIN-UM121BD; XMP 2100.1 : HEIDENHAIN-UM121BD; YMP 2100.2 : HEIDENHAIN-UM122D; ZMP 2100.3 : HEIDENHAIN-UM121D; AMP 2100.4 : HEIDENHAIN-UM121D; C注:该参数中设定的型号可以通过硬件来自动引导完成。
机床精度调试实训报告

一、前言机床是制造业的基础设备,其精度直接影响到产品的质量和生产效率。
为了提高自身对机床精度调试的实践能力,近期我参加了机床精度调试实训。
以下是实训过程中的心得体会及总结。
二、实训目的1. 理解机床精度的重要性及其对产品质量和生产效率的影响。
2. 掌握机床精度调试的基本原理和操作方法。
3. 学会使用相关检测工具,对机床进行精度检测和分析。
4. 提高实际操作技能,为今后从事相关工作奠定基础。
三、实训内容1. 机床精度基础知识首先,我们对机床精度基础知识进行了学习。
了解了机床精度的定义、分类、检测方法以及影响机床精度的因素等。
2. 机床精度检测在实训过程中,我们使用各种检测工具对机床的几何精度进行了检测。
具体包括:- 水平仪检测:使用水平仪检测机床床身、导轨等部件的水平度。
- 百分表检测:使用百分表检测机床的直线度、平行度等几何精度。
- 千分尺检测:使用千分尺检测机床的尺寸精度。
3. 机床精度分析根据检测结果,我们对机床的精度进行了分析。
分析了影响机床精度的因素,如机床结构、加工工艺、装配精度等。
4. 机床精度调整针对检测出的问题,我们进行了机床精度调整。
具体包括:- 床身调整:通过调整床身支撑、导轨等部件,使机床达到规定的水平度。
- 导轨调整:通过调整导轨间隙、导轨导向等,使机床的直线度、平行度等几何精度达到要求。
- 精度补偿:针对某些关键部件的误差,通过补偿方法提高机床的整体精度。
四、实训心得1. 理论联系实际:通过本次实训,我深刻体会到理论联系实际的重要性。
只有将所学知识运用到实际操作中,才能真正提高自己的实践能力。
2. 严谨细致:机床精度调试是一项细致严谨的工作,需要我们认真对待每一个环节。
任何一点疏忽都可能导致调试失败。
3. 团队协作:在实训过程中,我们互相学习、互相帮助,共同完成了各项任务。
团队协作精神在实训中得到了充分体现。
4. 创新意识:在调试过程中,我们积极思考,尝试采用新的方法解决问题,提高了调试效率。
英威腾CHV180变频器 同步电机(海德汉ECN1313编码器)调试说明

INVT ELEVATOR CONTROL TECHNOLOGY(WUXI)CO.,LTD CHV180变频器同步电机(海德汉ECN1313编码器)调试说明CHV180自学习需要设置的参数:功能码名称设定范围经验值P0.01运行指令通道0-2必须要设置为0,才能正常进行电机自学习P2.00电机类型选择0-11(同步电机)P2.01曳引机直径100-2000mm依据电机铭牌设置P2.02减速比 1.00-100.001(同步电机)P2.03曳引机悬挂比1-82(同步电机通常为2:1)P2.04电机额定功率0.4-900.00KW依据电机铭牌设置P2.05电机额定频率0.01Hz-P0.04依据电机铭牌设置P2.06电机额定转速1-3600依据电机铭牌设置P2.07电机额定电压0-460V依据电机铭牌设置P2.08电机额定电流0.1-1000.0A依据电机铭牌设置P4.00编码器类型选择0-23(海德汉ECN1313)P4.01编码器脉冲数1-655352048(同步电机)P4.02编码器方向0-10P5.07S6端子功能选择0-400同步电机静止自学习:1.设置以上参数完毕之后,将P0.08更改为2(静止参数自学习)。
按下“DATA/ENT”确认键后,人为吸合运行/输出接触器,再按下“RUN”运行键。
整个自学习过程大约持续0.5s。
2.记录下P4.03磁极初始位置参数,另外确保Pb.03(同步机静止辨识实际电流值)参数在80%-110%之间,若过大(超过110),则降低P4.10参数,若过小(低于80),则加大P4.10参数,再尝试重新进行电机自学习。
3.手动松闸使电机转动十几公分之后,再进行静止自学习,连续学习5次,如果每次学习的P4.03磁极位置偏差小于10度,则表明自学习正确;如果每次学习的磁极位置参数偏差都比较大,则可能是P4.02编码器方向设置错误,需要更改后,再重新做自学习。
自学习过程中报TE故障分析(同步电机):1.设置了使能信号,但自学习时没有和公共端短接。
距离码光栅尺的调试
BFMSH一距离隅光栅尺
距离码光栅尺的调试
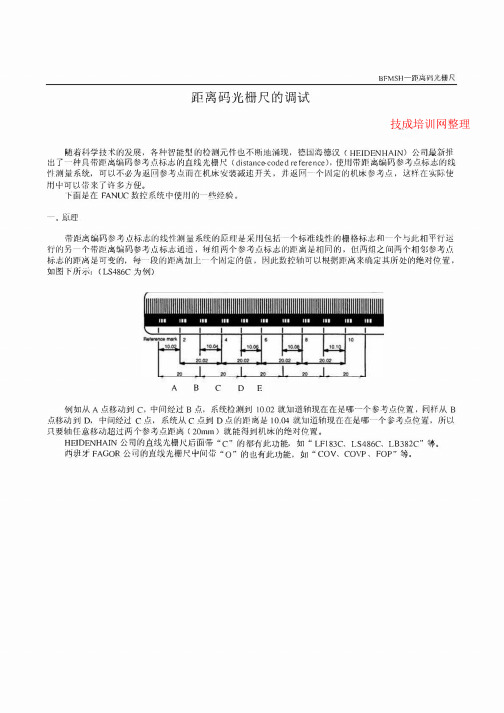
技成培训网整理随着科学技术的发展,各种智能型的检测元件也不晰地涌现,德国海德汉(HEIDEN H A IN)公司最新推出了一种具带距离编码参考点标志的直线光栅尺(di s tanc。
co d d re f ere n ce),使用带距离编码参考点标志的线性测量系统,可以不必为返回参考点而在机床安装减速开关,并返回一个固定的机床参考点,这样在实际使
用中可以带来了许多方便。
下面是在F的.rue数控系统中使用的一些经验。
一.原理
带距离编码参考点标志的线性测量系统的原理是采用包括-一个标准线性的栅格标志和一个与此相平行运
行的另一个带距离编码参考点标志通道,每组两个参考点标志的距离是相同的,但两组之间两个相守,�参考点
标志的距离是可变的,每一段的距离加上一个固定(内值,因此数控轴可以根据距离来确定其所处的绝对位置,
如图下所示:〈山486C为例〕
A B C D E
例如从A点移动到C,中问经过B点,系统检测到10.02就知道轴现在在是哪一个参考点位置,同样从B
点移动到D,中间经过C点,系统从C点到D点的距离是10.04就知道轴现在在是哪一个参考点位置,所以
只要轴任意移动超过两个参考点距离(20mm)就能得到机床的绝对位置。
HEIDENHA剧公司的直线光栅尺后面帘’“C”的都有此功能,如“LF183C、LS486C、LB382C”等。
西班牙FAG O R公司的直线光栅尺中间带“。
”的也有此功能,虫n“cov、COVP、FOP”等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
调试记载总结重要内容:机床根本参数的修正与设定刀库相干内容的设定机床伺服优化激光测试螺距补偿操作办法AC轴角度编码器的衔接五轴补偿数据生效操作办法电脑衔接体系进行数据备份与恢复一.机床根本参数的设定与修正1、修正参数按键输入参数号码然后按键即可以搜刮到想要查询的参数例如:将MP7230.0改为15,按键退出保存参数,体系界面显示为中文界面.2.根本参数设定从右边开端字符0-13代表轴1-14,对应某一位设置为“0”可以撤消屏障某一轴. MP 10 : %000000000000011111MP100轴名称的界说MP 100.0 : -------------CAZYX;Traverse range 1MP 100.1 : -------------CAZYX;Traverse range 2MP 100.2 : -------------CAZYX;Traverse range 3MP110地位编码器的接口.假如半闭环该参数设为0,全闭环则在对应轴设定模块接口的编号MP 110.0 : 0MP 110.1 : 0MP 110.2 : 0MP 110.3 : 201 A轴圆光栅接口MP 110.4 : 202 C轴圆光栅接口MP112速度编码器的接口MP 112.0 : 15;A轴电机速度编码器接口;对应CC6106 模块X15接口MP 112.1 : 16;C轴电机速度编码器接口;对应CC6106 模块X16接口MP 112.2 : 17;X轴电机速度编码器接口;对应CC6106 模块X17接口MP 112.3 : 18 ;Y轴电机速度编码器接口;对应CC6106 模块X18接口MP 112.4 : 19;Z轴电机速度编码器接口;对应CC6106 模块X19接口MP 112.5 : 20 ;主轴电机速度编码器接口;对应CC6106 模块X20接口MP120PWM接口例SKW-1060A-5X机床:MP 120.0 : 53;X轴伺服模块X111与CC6106 模块PWM接口X53衔接MP 120.1 : 54 ;Y轴伺服模块X112与CC6106 模块PWM接口X54衔接MP 120.2 : 55 ;Z轴伺服模块X111与CC6106 模块PWM接口X55衔接MP 120.3 : 51 ;A轴伺服模块X111与CC6106 模块PWM接口X51衔接MP 120.4 : 52 ;C轴伺服模块X112与CC6106 模块PWM接口X52衔接注:(1)依据参数MP100轴名称界说,MP 120.0对应X轴MP 120.1对应Y轴MP 120.2对应Z轴MP 120.3对应A轴MP 120.4对应C轴(2)CC6106模块物理地位对应如下:X51—-X15---X201-X52—-X16---X202-X53—-X17---X203-X54—-X18---X204-X55—-X19---X205-X56—-X20---X206-(3)依据上述关系,合营出轴模块接口的物理.逻辑关系(4)依据伺服模块分列次序与PWM电缆接插便利,起首界说PWM接口,然后对应出下列关系:X51—-X15---X201-----A轴X52—-X16---X202-----C轴X53—-X17---X203-----X轴X54—-X18---X204-----Y轴X55—-X19---X205-----Z轴X56—-X20---X206-----主轴电机每转的直线距离/扭转角度例:TOM1060 XYZ三轴传动比为1:1,丝杠螺距10mm,A.C轴传动比1:180的设定1054.0 101054.1101054.2101054.3 21054.4 2MP 331.0 : 10.00000 ;X轴为直线轴螺距10mm,MP 331.1 : 10.00000 ;Y轴为直线轴螺距10mm,MP 331.2 : 10.00000 ;Y轴为直线轴螺距10mm,MP 331.3 : 360.00000 ;A轴为扭转轴3600 ,MP 331.4 : 360.00000;C轴为扭转轴 3600;MP332 Number of counting pulses in the distance from MP331;Input: 1 to 16 777 215MP 332.0 : 2048.00000 ;X轴减速比1:1,每螺距电机编码器脉冲数MP 332.1 : 2048.00000 ;Y轴减速比1:1,每螺距电机编码器脉冲数MP 332.2 : 2048.00000;Z轴减速比1:1,每螺距电机编码器脉冲数MP 332.3 : 3.686400000E+05;A轴减速比1:180,转台每圈电机编码器脉冲数MP 332.4 : 3.686400000E+05;;C轴减速比1:180,转台每圈电机编码器脉冲数;MP1054 Linear distance of one motorrevolution(电机一圈轴走的直线距离或度数)MP 1054.0 : 10MP 1054.1 : 10MP 1054.2 : 10MP 1054.3 : 2 ;A轴电机一圈走2度MP 1054.4 : 2 ;C轴电机一圈走2度MP910设定各轴正偏向的软限位MP 910.0 – 910.4: XYZAC轴的正向软限位MP920负偏向软限位MP 920.0—920.4 : XYZAC轴的负向软限位MP960机床零点的设定本机床XYZ轴伺服电机为绝对式编码器须要在参数MP1350参考点类型中进行设定,均设为5将轴移动到想要的机械零点地位,依据体系界面显示的机械地位数值,将此数值直接输入至该参数,设定后当前机械坐标变为03.定位和掌握快速活动速度的设定MP 1010.0 : 15000;X轴MP 1010.1 : 15000;Y轴MP 1010.2 : 15000 ;Z轴MP 1010.3 : 1000 ;A轴MP 1010.4 : 1800 ;C轴手动进给速度的设定MP 1020.0 : 5000 ;X轴MP 1020.1 : 5000 ;Y轴MP 1020.2 : 5000 ;Z轴MP 1020.3 : 1000 ;A轴MP 1020.4 : 1800 ;C轴加快度和手动模式下最大许可加加快的设定MP1060 MP1087 依据机床活动的现实振动情形来调剂设定MP 1060.0 : 2.5 MP1087.0: 1MP 1060.1 : 2.5 MP1087.1: 1MP 1060.2 : 0.8 MP1087.2: 0.5MP 1060.3 : 0.5 MP1087.3: 1MP 1060.4 : 2 MP1087.4: 1回参考点偏向的设定MP 1320 : %0000000000000000001001(参数设定值0和1转变回零偏向)回参考点时速度的设定[mm/min]MP 1330.0 : 10000MP 1330.1 : 10000MP 1330.2 : 10000MP 1330.3 : 1000MP 1330.4 : 1800回参考点次序的设定MP1340.0:2MP1340.1:3MP1340.2: 1MP1340.3: 4MP1340.4: 5参考点类型的设定MP1350依据海德汉调试手册划定绝对式编码器的该参数设定为5,增量式的设定为2 MP 1350.0 : 5MP 1350.1 : 5MP 1350.2 : 5MP 1350.3 : 5MP 1350.4 : 5驱动模块型号的设定MP 2100.0 : HEIDENHAIN-UM121BD; XMP 2100.1 : HEIDENHAIN-UM121BD; YMP 2100.2 : HEIDENHAIN-UM122D; ZMP 2100.3 : HEIDENHAIN-UM121D; AMP 2100.4 : HEIDENHAIN-UM121D; C注:该参数中设定的型号可以经由过程硬件来主动引诱完成.电机型号的设定MP 2200.0 : QSY155D-EcoDyn-EnDat X轴MP 2200.1 : QSY155D-EcoDyn-EnDat Y轴MP 2200.2 : QSY155D-EcoDyn-EnDat Z轴MP 2200.3 : QSY155B-EcoDyn A轴MP 2200.4 : QSY155B-EcoDyn C轴注:在设定电机型号时,选到2200.*参数,消失下面画面:按软键,可以在以下画面选择相对应的伺服电机的型号用光标移动选择响应型号的电机.电机型号设定完成后需对参数MP2396(最大扭矩)MP2420(电流掌握器的比例系数)MP2430(电流掌握器的积分系数)进行设定,直接将参数值改为*,体系会进行主动引诱设定.4.主轴部分重要参数设定速度编码器输入接口与轴的对应关系MP112.5 X20主轴速度编码器接口MP113.0 20主轴PWM接口MP121.0 56主轴驱动型号MP2100MP 2100.11 : HEIDENHAIN-UM122D; Spindel 1 - Betriebsart 0 (Y-Mode) MP 2100.12 : HEIDENHAIN-UM122D; Spindel 1 - Betriebsart 1 (D-Mode) 主轴电机型号MP 2200.11 : QAN-200L-9000MP 2200.12 : QAN-200L-9000主轴输出类型MP3010: 6注:MP 3010=“0”指撤销屏障主轴主轴转速极性MP 3130 : 1 ;依据现实偏素来调剂设定主轴编码器计数偏向MP3140: 1主轴各档电机转速MP3210.0: 8 (1000/min)主轴电机最小速度MP3240.1: 0.01 (1000/min)主轴倍率调节规模MP3310 %0----150%MP3310.0 150 上限MP3310.1 50 下限主轴零点偏置:MP3430: 0(依据须要设定)主轴最大转速的设定MP3515.0:8000主轴定向转速设定MP3520.1: 1805.常用参数一览参数号参数意义MP10 开通.屏障伺服轴MP110 地位编码器接口MP112 速度编码器接口MP120 PWM接口MP210 编码器计数偏向MP331 旌旗灯号的距离MP332 旌旗灯号的个数MP709 反向间隙补偿时光常数MP710 反向间隙补偿MP910 正偏向行程限位MP920 负偏向行程限位MP960 机床零点的设定MP1010 快速移动速度MP1020 手动进给速度MP1054 电机转一圈的距离/角度MP1060 加快度MP1087 手动操作模式下最大许可加加快MP1320 回参考点偏向MP1330 回参考点时速度MP1331 退离参考点开关的速度MP1340 回参考点的次序MP1350 参考点类型MP2100 驱动模块型号MP2200 电机型号MP111 主轴外接编码器接口MP113 主轴电机编码器接口MP121 主轴PWM接口MP2100.12 主轴驱动型号MP2200.12 主轴电机型号MP2420 电流掌握器的比例系数MP2430 电流掌握器的积分系数MP2500 速度掌握器的比例系数MP2510 轴速掌握器的积分系数MP3010 主轴输出类型MP3120 许可转速为零MP3130 主轴转速极性MP3140 主轴地位编码器输出旌旗灯号的计数偏向MP3143 主轴地位编码器固定方法MP3210 主轴各档电机转速MP3240 主轴电机最低速度MP3310.0 主轴倍率调节规模上限MP3310.1 主轴倍率调节规模下限MP3430 主轴零点偏执MP3510 齿轮变级档位1至8的额定转数MP3515 齿轮变级档位1至8的额定转速MP3520.0 用M4011激活转速MP3520.1 主轴定向时的转速MP7230 说话设定,可单独对NC对话说话.PLC对话说话.PLC出错信息.关心文件的说话进行设定MP7289 主轴的地位显示步距MP7290 轴的地位显示步距二.刀库相干内容的设定1.刀库机械手换刀点.定位角度.当前刀套地位的设定在以下机床参数打开界面,按下屏幕右方的 MP数据TC 键在此列表中来设定Z轴换刀点的机械坐标(第68).主轴定位角度(第73).刀库当前刀套地位(第76)注:修正刀套当前地位后需进行激活操作,在输入暗码进入参数的界面,按下屏幕下方的关心按钮会消失以下画面将光标移至第20行,按下操作面板上的启动按钮即可.2.刀具表的分列如下图P 代表刀库刀套号码 T代表刀具号设定完成后按下屏幕下方的“停止”键,即生效.三.伺服优化应用海德汉TNCopt软件,可手动或主动优化电流环参数.速度环参数.摩擦力补偿.加快度前馈.KV系数.轮廓误差.准确的对电脑的IP地址设定后打开TNCopt软件衔接体系,进行伺服优化操作,具体操作步骤参照海德汉调试手册第100至112页.四.激光测试螺距补偿操作办法1.螺距补偿文件在文件治理PLC/CORRECT目次下树立各轴补偿文件,文件名称后缀名必须为.C OMPLC/CORRECT/CONFIG文件中12345列对应XYZAC轴的生效文件名称螺补文件的生效路径指定PLC/OEM.SYS第72行螺距补偿的文件路径地址设定2.螺距补偿数据的输入例:X轴行程800mm 采样点24.999mm按下屏幕右下方HEADLINE键,在屏幕上方DUTM中指定肇端点,设为0,DISTANC E指定采样距离点,设为24.999即可.数据补偿方法为绝对式补偿,X偏向为正行程,经由过程激光软件剖析出的数据对比每个点进行补偿,输入数据的时刻要取反值,即软件剖析出的正值按负值补,负值按正值输入.反向间隙在参数MP710.0中进行补偿,补偿单位mm.例:Y轴行程600 采样点24.999按下屏幕右下方HEADLINE键,在屏幕上方DUTM中指定肇端点,设为-599.976,DISTANCE指定采样距离点,设为24.999即可.数据补偿方法为绝对式补偿,因为Y偏向为负向行程,肇端点必须设定为-599.976,,激光软件剖析数据时也要设定负向行程,对比每个点进行补偿即可.反向间隙在参数MP710.0中进行补偿,补偿单位mm.五.AC轴角度编码器的衔接AC轴采用海德汉ECN225角度编码器需进行以下参数的设定A轴C轴(地位编码器的接口)MP110.3: 201 MP110.4:202()MP118.3: %1000MP118.4:%1000(编码器计数偏向)MP210.3: 1 MP210.4: 0(旌旗灯号的距离) MP331.3: 360MP331.4:360(旌旗灯号的个数)MP332.3: 1 MP332.4:1(参考点类型)MP1350.3: 5 MP1350.4:5六.五轴补偿数据生效操作办法在参数输入暗码界面输入暗码807667按下文件治理器找到PLC/KINEMAT_PS目次中的_21AC-SwivelingTable文件光标移至_21AC-SwivelingTable按下ENT键消失以下画面第7条设定C轴与主轴之间的扭转中间X偏向的机械坐标值X260.61第8条设定C轴与主轴之间的扭转中间Y偏向的机械坐标值Y-322.278第9条设定主轴端面至竖直轴中间的距离Z-642.75第12条设定反转展转工作大驾面至竖直轴中间的距离Z180.199以上4条准确设定后,检讨五轴补偿文件生效路径,在PLC目次下找到OEN.SYS文件按下ENT键进入消失以下画面光标所选中行,指定的补偿文件路径必须与现实补偿的文件一致生效路径设定完成后,按END键退出.此时必须对体系进行断电重启,补偿数据才能生效.体系重启后在此画面中输入暗码KINEMATIC按下ENT键后会消失下面画面选择第21项AC Swiveling Table文件,按下OK键.五轴补偿功效设定完成. 五轴补偿功效生效后在屏幕的右下方会消失3D ROT 画面七.电脑衔接体系进行数据备份与恢复1.电脑衔接体系在此画面输入暗码NET123后,消失收集设置装备摆设的设定画面按下屏幕左下方DEFINE NET对应的按键后消失下面画面按下ENT键设定体系的IP地址192.168.0.3,子网掩码255.255.255.0电脑侧的IP地址与体系设定不能一致,设定后体系重启,IP地址生效.2.数据备份和恢复应用海德汉TNCreomoNT 软件可以实现数控体系的全备份,包括机床参数.PLC 程序.NC程序.刀具数据等等.在备份数据之前,须要实现该软件与数控体系的衔接.TN CremoNT 衔接设置:点击菜单Extra / configuration / connection, 选择Ethernet connection(TCP/IP), 接着选择Setting,输入iTNC530 数控体系的IP 地址:192.168.0.3设置好IP地址后点击File Connect衔接成功后,体系内的所有文件会在软件内全体显示出来点击Extra/Backup/Restore再点击File/Scan file list/All control files 输入暗码807667体系内的所有文件显示出来点击RUN/Backup,指定保存地址名称保存. 数据恢复假如要批量调试或者误操作更改了某些体系文件,可以恢复备份文件. 点击File/Open file list选择备份文件,点击打开再点击Run Restore数据开端传送给体系。