三板模的常用算法
模具系列13-模具模架结构
一〃细水口模(三板模)拉杆长度计算公式(见1OF4)1〃拉杆长=水口板+水口推板+A板+前模的水口(D)+(20~30)具体参数见附图;2〃A〃脱水口螺丝(结构紧凑,做在模胚里面,不能与螺丝、弹弓、内模等干涉);B〃脱水口板(工作量较大,做在模胚外面,不能与锁模块、运水喉咀、等干涉);C〃脱水口螺丝(四对)与脱水口板要符合注塑的要求:当用机械手时左右边距>100mm;人工入水口时,上下边距>100mm。
3〃水口模用于:A〃一模一腔:制品复杂或大而薄需多点入胶/制品中间不能入胶;B〃一模多腔:1出8以上产品很小不想剪水口/产品复杂必须点入胶等;C〃精渡要求高产品:齿轮等;D〃前模要抽芯。
二〃锁模块1〃防止移动、运输途中模具A、B板分开可能造成模具的损坏,必须做锁模块;2〃分大水口(二模板)与细水口(三模板)二种(见2OF4)。
三〃撑头1〃加强模具强度,尤其大型模具(防变形影响产品质量);2.主要放在:分型面有水口、大碰穿孔、模具中心轴(上、下方向),设计参数见(2OF4)四.垃圾钉1.防止顶针板运动时杂物掉进来以致顶针板不能完全复位造成顶针等高起(影响产质量,危害模具。
见图2OF4);2.置:回针底各1粒,大模大顶针底,其余按每隔100~150放一粒。
五.与先复位1.咭制:顶针板复位确认开关,和字唛同一边处于啤机非操作侧(见图2OF4);2.先复位机构:行位底有顶针等情况,不能和吊环等干涉。
六.大同黄弹弓1.压得越小寿命越长,建议不要cut断来用(影响寿命);2.藏深与压缩各参数请参照图2OF4。
AA 9910BCDE 10F 5786432157864321B C D E F1OF 4C B ED F 81096734512810967345122OF 481096734512810967345123OF 4D H 2L 1H 1H1+H2>Lx(0.5-0.6)200>L>100=L1+(15-20)100>(-12)LI .DO .DO.D I.D LC B ED F 81096734512C B E D 810967345F124OF 4Y HI<1/2xYD1D1=D+2MM。
三板模(拉带模具)结构与设计,搞懂这些真不难
三板模(拉带模具)结构与设计,搞懂这些真不难来源:掌⼯知随着电⼦产品智能化与⼩型化发展, 产品精密度越来越⾼, 三板模I/M⼯艺运⽤越来越普遍, ⽽传统的⼿⼯植⼊或ROBOT辅助植⼊效率不⾼, 拉带式I/M⼯艺越来越受欢迎, 本⽂主要对拉带式三板模(简称拉带模具)结构与设计规格做概述说明。
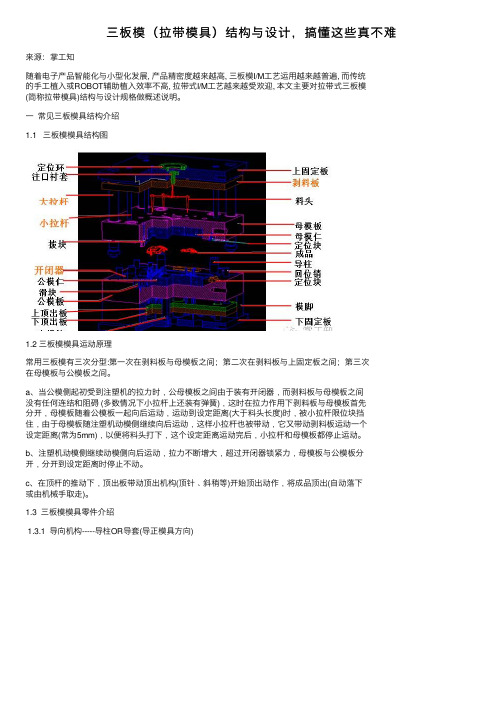
⼀常见三板模具结构介绍1.1 三板模模具结构图1.2 三板模模具运动原理常⽤三板模有三次分型:第⼀次在剥料板与母模板之间;第⼆次在剥料板与上固定板之间;第三次在母模板与公模板之间。
a、当公模侧起初受到注塑机的拉⼒时﹐公母模板之间由于装有开闭器﹐⽽剥料板与母模板之间没有任何连结和阻碍 (多数情况下⼩拉杆上还装有弹簧)﹐这时在拉⼒作⽤下剥料板与母模板⾸先分开﹐母模板随着公模板⼀起向后运动﹐运动到设定距离(⼤于料头长度)时﹐被⼩拉杆限位块挡住﹐由于母模板随注塑机动模侧继续向后运动﹐这样⼩拉杆也被带动﹐它⼜带动剥料板运动⼀个设定距离(常为5mm)﹐以便将料头打下﹐这个设定距离运动完后﹐⼩拉杆和母模板都停⽌运动。
b、注塑机动模侧继续动模侧向后运动﹐拉⼒不断增⼤﹐超过开闭器锁紧⼒﹐母模板与公模板分开﹐分开到设定距离时停⽌不动。
c、在顶杆的推动下﹐顶出板带动顶出机构(顶针﹑斜稍等)开始顶出动作﹐将成品顶出(⾃动落下或由机械⼿取⾛)。
1.3 三板模模具零件介绍1.3.1 导向机构-----导柱OR导套(导正模具⽅向)1.3.2 定位机构-----定位块OR定位柱(精确定位模具相对位置)1.3.3 注塑引流系统-----引料接头(将熔融塑料从机台导流⾄模腔)材质⼀般使⽤硬度较⾼的SKD61或HRC51~531.3.4 开闭器系统-----塑性开闭器&刚性开闭器&磁性开闭器(依顺序延迟开模)1.3.5 定距拉杆系统-----定距拉杆及拉板(限制开模距离)⼆拉带模具导⼊条件2.1 拉带I/M模具端⼦基本要求2.1.1 料带端⼦间Pitch应使产品之间有⾜够空间(a >1.5),以保证模仁强度(如图)2.1.2 料带Pitch孔设计可符合现有模座及拉带机构设计标准 (如图)A:料带Pitch孔Φ1.30 +/-0.02﹔ B:Pitch距 a=5.00﹔ C:料带宽度 c >3.502.1.2 料带端⼦有梳⼦&封胶位的位置 (如图)A:端⼦封胶尺⼨宽度保证+/-0.02公差管控﹔B:模具有梳⼦的位置﹐端⼦位置度0.062.2 拉带I/M产品的基本要求A.产品⾁厚,不⼩于0.25B.封胶占位符0.40。
第9章UG注塑模设计实例——典型三板模
第9章UG注塑模设计实例——典型三板模在注塑模设计中,三板模是常见的一种结构,其设计和制造相对比较复杂。
本章将通过一个实例,介绍三板模的设计流程和注意事项。
一、产品要求本实例中,我们以一个塑料盒子为例进行注塑模设计。
盒子的尺寸为100mm × 100mm × 50mm,材料为聚丙烯。
盒子的设计要求如下:1.盒子的四个侧面需要有亮面处理,底面为普通面。
2.盒子的四个侧面和底面需要有纹理处理。
3.盒子的顶部需要有开槽处理。
4.盒子需要有搭扣进行封闭。
二、模具设计流程1.确定模具的结构:三板模的结构由模架、模板、活动模板和模芯、模腔等组成。
根据盒子的要求,我们可以确定采用三板模的结构。
2. 设计模具构件:根据盒子的尺寸进行设计模具的构件,包括模腔、模芯、顶针等。
模腔和模芯的尺寸一般要比产品的尺寸大0.1-0.3mm,以便产品容易脱模。
3.设计模具的流道:根据产品的尺寸和材料的流动特性,设计合适的模具流道。
流道的设计要充分考虑材料的流动速度和温度,以避免产生短射和烧结等缺陷。
4.设计模具的冷却系统:冷却系统的设计对模具的寿命和产品质量有着重要的影响。
在设计模具的冷却系统时,要尽可能将冷却水排布均匀,以提高冷却效果。
5.设计模具的顶出装置:根据产品的需求,设计合适的顶出装置。
在设计顶出装置时,要考虑产品的尺寸和材料的特性,以确保产品的成品率。
6.模具的装配和调试:根据设计图纸进行模具的装配和调试。
在调试过程中,要注意模具的开合性能和脱模性能,以确保模具的正常运行。
三、注意事项1.三板模设计中,模板的尺寸要比产品的尺寸大一定的空隙,以保证产品的成品尺寸。
2.模板的亮面处理和纹理处理需要在模具的组装和调试过程中完成。
3.流道的设计要尽可能简单和直接,以减少材料的回流和温度的损失。
4.冷却系统的设计要充分考虑到材料的流动路径和尺寸,以提高冷却效率。
5.模具的顶出装置设计要合理,以确保产品的成品率。
三板模 三板模详解 三板模计算 细水口模具

三板模三板模详解三板模计算细水口模具下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算.因为三板模的流道是在一块专门的模板上,所以流道的取出就有一个专门的机构,不是象大水口那样和产品连接在一起的.下图L2是三板模具在脱出流道时的行程;S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度;L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模,L的长度是L1+L2+15~20mm,而不是图片上写的.网友的问题是为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出还要加上安全距离15-20mm;至于L2可加可不加;网友问题之二是为什么要加上行位铲机插入的高度.这是因为在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护行位和精确定位的作用.三板模的计算同时还可以参考三板模的基本知识.下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算.因为三板模的流道是在一块专门的模板上,所以流道的取出就有一个专门的机构,来源:模具技术大全网。
不是象大水口那样和产品连接在一起的.下图L2是三板模具在脱出流道时的行程;S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度;L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模,L的长度是L1+L2+15~20mm,而不是图片上写的.有人会问为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出还要加上安全距离15-20mm;至于L2可加可不加。
有人会问,是为什么要加上行位铲机插入的高度.这是因为在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护行位和精确定位的作用.1/ 1。
三板模设计 - 副本
好
襯套
材料: 法蘭用 H-13 STL 48~52HRC 襯套用 H-13 STL 48~52HRC
設計二:
此設計為配合注塑時可使用機械手。
可用標準唧咀改做
水口
7. 三板模的扣澆道設計:
7.1 水口鉤針;
7.2 環形倒扣.
水口鉤針
環形倒扣
水口鉤針位置
當產品排位比較小(或入水口正對法蘭), 水口鉤針沒位置做時,可用此設計.
三板模設計
1. 三板模結構
三板模又稱細水口模,有兩個分形 面,將模具分成三部份,比兩板模 多了澆口板,適用於製品的四周不 可有澆口痕的成品,這種模具採用 點澆口,所以又叫細水口模。這種 模具的結構比一般兩板模相對復雜, 需靠限位螺絲或拉板等機關控制開 模動作.
澆口板
2. 三板模的優點和缺點:
優點: 產品四周無澆口痕,在脫模時澆口
此山打螺絲的行程為流道總長的1.3~2倍
當流道在開模方向經過不 止一塊鋼料時,兩塊鋼料之 間要起級,單邊至少0.01”.
9. 三板模邊釘直徑大小的計算:
9.1 在三板模結構中,模板會有一段行程,而整個模板靠4支 導柱承托著的.所以如果導柱直徑太細的話,導柱會彎 曲, 如彎曲量超過自身與導套間的間隙,當合模時,會撞壞導 柱或模具. W x L3 公式: y = 3 E I 其中: y = 變形量(IN) 最大允許為0.0015” W = 模板重量(1b)=體積x 0.2841b / IN3 L = 浮板中心至固定板之距离(IN) E = 金屬彈性模數x 106 1b / IN2 I = 轉動慣量=0.049d4 d = 導柱直徑
5. DME扣雞
5. DME扣雞
客人指定才用
6. ALBA拉鉤
三阶魔方简化公式

三阶魔方简化公式三阶魔方是目前最经典的魔方之一,它由27个小立方体组成,每个小立方体可以独立旋转,共有6个面,每个面有9个小块。
为了还原魔方,人们发明了很多不同的公式和算法。
在解魔方的过程中,我们可以通过组合和简化这些公式,以提高解魔方的速度和效率。
下面我将为你介绍一些常用的简化公式。
首先,我们需要了解一些魔方的基本概念。
魔方的每个面都有一个中心块,其他小块可以分为四个角块和四个边块。
每个小块的位置和颜色是固定的,因此在还原魔方时,我们可以通过旋转面来移动小块,而不改变它们的位置和颜色。
简化公式一:十字公式在解魔方的过程中,我们的第一个目标是组成一个十字形状。
十字公式是一组旋转魔方的操作,使得四个边块的颜色与中心块相同,从而形成一个十字。
具体的公式如下:1.将一侧的边块与中心块的颜色对齐;2.将这个侧面旋转180°,让边块的颜色与底面中心块的颜色相同;3.保持底面不动,将魔方逆时针转动一面,然后再顺时针转动一面,以将边块的颜色与两侧的中心块颜色相同;4.将这个侧面旋转180°,让边块的颜色与顶面中心块的颜色相同。
简化公式二:顶层角块翻转公式经过十字公式的操作,我们将目标转移到了解决顶层角块的翻转问题。
通常情况下,顶层角块有两个是放置正确的,而另外两个是错位的。
具体的公式如下:1.将一个角块放到顶层的对应位置;2.执行公式RUR'U',将顶层角块翻转(即交换两个角块的位置);3.重复上述步骤,直到所有的顶层角块放置正确。
简化公式三:中层边块翻转公式经过顶层角块翻转公式的操作,我们将目标转移到了解决中层边块的翻转问题。
通常情况下,中层边块有两个是放置正确的,而另外两个是错位的。
具体的公式如下:1.执行公式URU'R'U'F'UF,将放置正确的中层边块翻转(即交换两个边块的位置);2.根据具体情况,重复上述步骤,直到所有的中层边块放置正确。
注塑模具三板模介绍
精品课件
(五)行程计算
小拉杆行程
行程﹕S=料头长度 (L) +20~35mm
注意事项: a.计算行程时﹐首先 应确定料头断开的地方. b.在剥料板与母范本 间可加弹簧, 来确实第一 次分模﹐弹簧行程取20 左右.
三板模
精品课件
L
成品
剥料板 母范本
公模仁
大拉杆行程计算
精品课件
三板模
5.拉料销设计
5.拉料梢的设计方法 5.1拉料梢的作用 A、将料头从母范本中脱离 B、在第一次开模时,拉料梢之倒勾形成 上固定板与剥料板分开的阻力 5.2设计要点 A、在进胶点上方,排布拉料销 B、对于料头长或有曲线变化时,每隔一 段距离在转弯处增加拉料梢 C. 剥料板前端需有5°的斜度 D. 拉料梢头部应埋在剥料板内
进行简单介绍
DC 和FC TYPE是我们最常用,最典型的三板模 它比我们最常用的两板
模SC TYPE 多一块剥料板,多二次分型(共三次分型),在母模板与公模板之间 装有开闭器(分塑料与机械两种),这种装置必须在外加拉力达到一定值时才 会使公母范本分开,以保证在三板模中公,母范本不首先分开. DC(FC) TYPE比EC(GC) TYPE 多一块剥料板 EC (GC)TYPE也是一种常用的小水口模座,当用母模滑块或母模斜稍时常用这 种结构的模座,这种结构与大水口很相似, 多一次上固定板与母模板的分型.
三板模
(一)﹑小水口模座介绍
小水口模座通常分为D,E型和F,G型: D,E 型(四支大拉杆和四支导柱)有﹕1)DA TYPE 2)DB TYPE 3)DC TYPE
4)DD TYPE 5)EA TYPE 6)EB TYPE 7)EC TYPE 8)ED TYPE F,G 型(四支大拉杆)有:1)FA TYPE 2)FC TYPE 3)GA TYPE 4)GC TYPE 其中较典型的有 DC(FC) TYPE,EC(GC) TYPE.下面我们对这两类模座结构
简单三板模设计
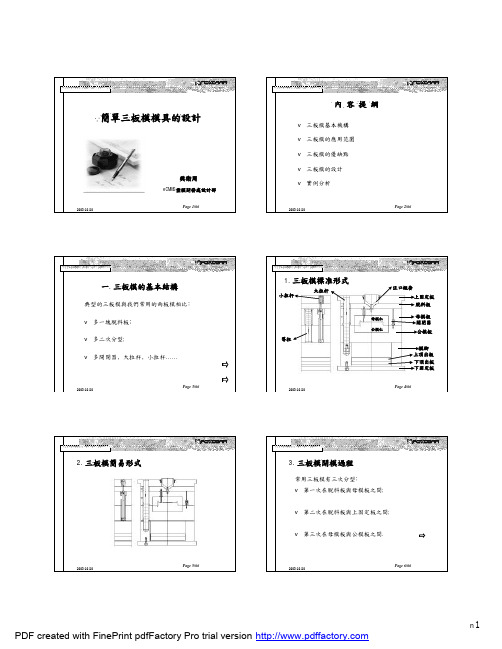
Page 26/66
7-2.小拉杆的設計要點﹕
v 直徑確定:
v 通常取四支,若模具較小時可取兩支, 注意是否影響料頭取出﹔
v 小拉杆行程S1=料頭總長(L)+20〜35mm 。
2003/10/20
Page 27/66
8.大拉杆設計
8-1.大拉杆的作用﹕ v 開模時支承母模板及脫料板重量﹔ v 開模,合模時起導向作用 。
2003/10/20
Page 12/66
n2 PDF created with FinePrint pdfFactory Pro trial version
1. 一模一穴且要求側澆口進料或點進澆的大中型成品
2003/10/20
橫流道 進澆處
Page 13/66
2003/10/20
Page 18/66
n3 PDF created with FinePrint pdfFactory Pro trial version
1.流道設計 流道截面形狀為梯形﹐較易加工, 和脫模﹐但廢料較多。
2003/10/20
Page 19/66
Y向側視圖
Page 51/66
注
模
口
具
中
中
心
心
線
線
2003/10/20
X向側視圖
Page 50/66
實體
2003/10/20
2D組立圖
Page 52/66
2003/10/20
公模側平面示意圖
Page 53/66
2003/10/20
母模側平面示意圖
Page 54/66
n9 PDF created with FinePrint pdfFactory Pro trial version
注塑模具三板模介绍
横流道 进浇处
三板模 2.一模多穴且求点浇口进料的成品(见首页) 3.一模一穴要求多点进料的成品,见范例组立图
Sectio view
Pla view hot half
三板模
(七)三板模的优缺点
1.浇口的位置可依成品形状找到最优处 2.浇口可以使用针点进浇来自动切断 3.流道面积大﹐制品废料多 4.模具分模行程大﹐而且不稳定﹐需用较大的成型机 5.成型过程中压力损失大 6.模具构造复杂﹐价格高﹐容易出故障。
开闭器 公模仁
滑块
公范本 上顶出板 下顶出板 支撑柱
三板模
(三)三板模机构
为保证开模顺 序﹐三板模还增加 了一些辅助机构﹐ 如开闭器﹐小拉 杆﹐导柱也常改为 导向兼承受悬臂力 的大拉杆。
三板模
1﹑小拉杆
作用﹕1.控制第一﹑二次开 模行程﹔ 2.推动剥料板
直 径﹕
数量选择﹕通常取四支﹐模具 太小时可以取二支。位置排布时 要注意是否影响料头取出。
1当公模侧起初受到注塑机的拉力时公母范本之间由于装有开闭器而剥料板与母范本之间没有任何连结和阻碍多数情况下小拉杆上还装有弹簧这时在拉力作用下剥料板与母范本首先分开母模板随着公模板一起向后运动运动到设定距离大于料头长度时被小拉杆限位块挡住由于母范本随注塑机动模侧继续向后运动这样小拉杆也被带动它又带动剥料板运动一个设定距离常为8mm以便将料头打下
图一
图二
大拉杆
三板模
3﹑开闭器
作用﹕将公模的开模力传递至母范本 3.1塑料式 适用范围﹕ a温度用于模温100度以下 b受力不太大 选用方法:
3.2钢制开闭器 优点﹕a可以耐高温 b可以受较的力
三板模
钢制开闭器
适用范围﹕
a.适用于高模温 之模具 b.所需拉力大的 较大模具
魔方三层公式
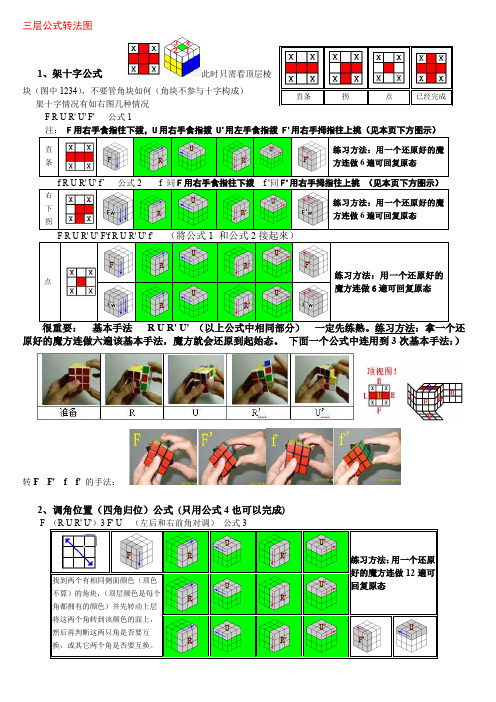
三层公式转法图1、架十字公式此时只需看顶层棱块(图中1234),不要管角块如何(角块不参与十字构成)架十字情况有如右图几种情况F R U R' U' F'公式1直条练习方法:用一个还原好的魔方连做右下拐练习方法:用一个还原好的魔方连做练习方法:用一个还原好的魔方连做(以上公式中相同部分)一定先练熟。
练习方法:拿一个还原好的魔方连做六遍该基本手法,魔方就会还原到起始态。
下面一个公式中连用到3次基本手法:)转FF'f f'的手法:2、调角位置(四角归位)公式(只用公式4也可以完成)F练习方法:好的魔方连做回复原态(顶层颜色是每个180练习方法:用一个还原好的魔方连做123、翻角(翻好顶面颜色)公式有十字的顶层情况有7种,当然除全部翻好之外:)2情况了。
3 4 5 6 7这个图其实是很有规律的...........,你看,如果你有........两个绿色....(顶面颜色)......不在顶面,那么最上面角(左后角)的绿色...................(顶..面颜色)....就冲着背面,如果........你四个绿色.....(顶面颜色)......都不在顶面,最上面角(左后角)...............侧面..的绿色...(顶面颜色)......就冲..着左面,然后用算法一..........,就这么简单:)........180练习方法:用一个还原好的魔方连做6180练习方法:用一个还原好的魔方连做6基本手法二RUR'U此手法也要练熟最一个U用右手中指拉,如右图4、调顶面棱公式已还原好的一面背向自己实际只需其中一个公式就行了F2 U M' U2 M U F2其中 F2 (第一次转动用右手食指拨两下,省去整体转动魔方)其中U2 (180度)可用右手食指连拉两下这里M与M'的转法,不要单独去转中层,而是利用相对转动:先转右边两层再把右层反向转回就可练习方法:原好的魔方连做可回复原态F2 U' M' U2 M U' F2练习方法:原好的魔方连做可回复原态第一式是三边顺时針交换第二式是三边逆时針交换, 其实此处的 N01 和 N02 很好记差別只在于 U 及 U'前二者即调棱公式,需连用同一个调棱公式两次就好。
注塑模具结构及设计(三板模)

LKM EAH型模架
24
LKM EBH型模架
25
LKM EBI型模架
26
合模
LKM EBI型模架
动,定模分开
顶出
27
第一次开模
LKM EDI型模架
28
LKM ECH型模架
29
LKM EDH型模架
30
简化型细 水口模架
LKM FAI型模架
31
合模
简化型细 水口模架
LKM FAI型模架
LKM GCI型模架
38
简化型细 水口模架
LKM GAH型模架
39
简化型细 水口模架
LKM GCH型模架
40
三板模应用举例
产品
点浇口不能用于表面有
质量要求的产品,也不
能用于太大的产品
模具构想图
41
流道 走向
42
定模部分
43
定模部分第一次开模 在最细处拉断料把
44
定模部分第二次开模 把料把从拉料销上脱出
13
LKM DCH型模架
14
LKM DBI型模架
15
合模
LKM DBI型模架
第二次开模
动定模分开
顶出
16
第一次开模
LKM DDI型模架
17
LKM DBH型模架
18
LKM DDH型模架
19
LKM EAI型模架
20
合模 动,定模分开
LKM EAI型模架
顶出
21
第一次开模
简易细水口
22
LKM ECI型模架
45
动,定模分开 取出料把,顶出产品
46
三板模相关的尼龙锁模器, 限位螺栓,弹簧等零件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三板模的常用算法
时间:2009-11-23 11:03来源:未知作者:admin 点击:187次
AA是主流道和分流道的总长(垂直距离)
BB为AA加上15~20MM,BB为面板和A板之间开的距离,也是流道向下掉的空间,所以再加上20的安全距离。
CC为BB加上15~20,CC主要保证A板不要脱离导柱。
如果有行位,还要加上斜导柱插入行位座到斜导柱的头部的垂直高度。
三板模/三板模详解/三板模计算/细水口模具
下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算.因为三板模的流道
是在一块专门的模板上,所以流道的取出就有一个专门的机构,不是象大水口那样和产品连接在一起的.下图
L2是三板模具在脱出流道时的行程;S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度;
L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模,L的长度是L1+L2+15~20mm,而不是图片上写的.网友的问题是为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间
的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出
还要加上安全距离15-20mm;至于L2可加可不加;网友问题之二是为什么要加上行位铲机插入的高度.这是因为
在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护
行位和精确定位的作用.三板模的计算同时还可以参考三板模的基本知识.。