钢结构角焊缝余高标准
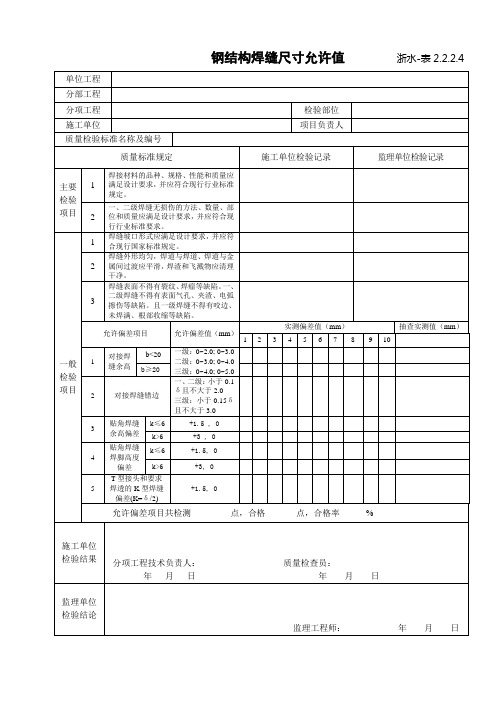
2.2.2.4钢结构焊缝尺寸允许值
单位工程
分部工程
分项工程
检验部位
施工单位
项目负责人
质量检验标准名称及编号
质量标准规定
施工单位检验记录
监理单位检验记录
主要
检验
项目
1
焊接材料的品种、规格、性能和质量应满足设计要求,并应符合现行行业标准规定。
2
一、二级焊缝无损伤的方法、数量、部位和质量应满足设计要求,并应符合现行行业标准要求。
一般
检验
项目
1
焊缝坡口形式应满足设计要求,并应符合现行国家标准规定。
2
焊缝外形均匀,焊道与焊道、焊道与金属间过渡应平滑,焊渣和飞溅物应清理干净。
3
焊缝表面不得有裂纹、焊瘤等缺陷。一、二级焊缝不得有表面气孔、夹渣、电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
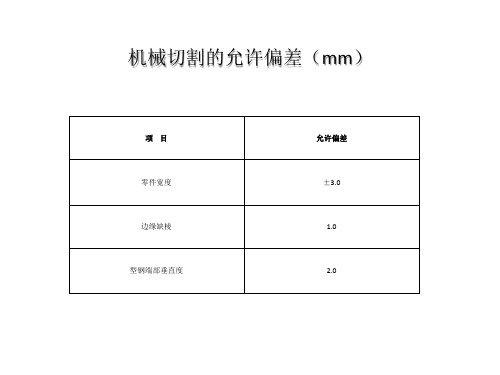
允许偏差项目
允许偏差值(mm)
+3 , 0
4
贴角焊缝焊脚高度偏差
k≤6
+1.5, 0
k>6
+3(K=δ/2)
+1.5, 0
允许偏差项目共检测点,合格点,合格率%
施工单位
检验结果
分项工程技术负责人:质量检查员:
年月日年月日
监理单位
检验结论
监理工程师:年月日
实测偏差值(mm)
抽查实测值(mm)
1
2
3
4
5
6
7
8
9
10
1
对接焊缝余高
b<20
一级:0~2.0;0~3.0
二级:0~3.0;0~4.0
三级:0~4.0; 0~5.0
焊接余高标准
焊接余高是指焊接后,焊缝表面高出母材的部分。
余高的存在可能会影响焊接接头的疲劳强度和应力集中程度,因此需要对其进行控制。
不同的焊接标准对于余高的要求可能会有所不同。
以下是一些常见的焊接标准中对于余高的要求:
1.AWS D1.1:钢结构焊接规范
2.对接焊缝:余高应在0.5mm 至3mm 之间。
3.角焊缝:余高应在1mm 至3mm 之间。
4.ASME BPVC:锅炉及压力容器规范
5.对接焊缝:余高应在0.5mm 至3mm 之间。
6.角焊缝:余高应在1mm 至3mm 之间。
7.ISO 5817:钢、镍、钛及其合金的熔化焊接接头——缺欠质量分级
8.对接焊缝:余高应在0mm 至3mm 之间。
9.角焊缝:余高应在0mm 至3mm 之间。
需要注意的是,这些标准中的要求仅为一般指导,实际应用中可能会根据具体情况进行调整。
此外,对于某些特殊的焊接接头,可能会有更严格的余高要求。
在进行焊接时,应根据相关标准和设计要求,合理控制焊接余高,以确保焊接接头的质量。
钢结构精度要求焊接工艺
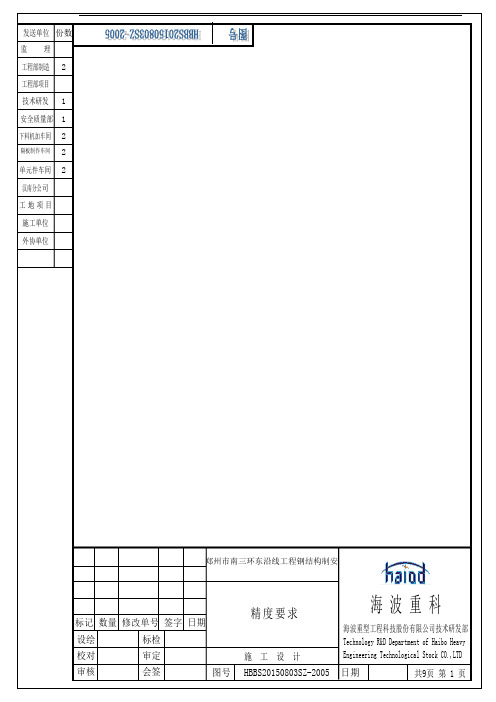
共9页 第 1 页精度要求份数 工程部制造监 理 发送单位 工程部项目技术研发安全质量部下料机加车间 隔板制作车间单元件车间汉南分公司施工单位 工地项目 2 1212 2 外协单位海波重型工程科技股份有限公司技术研发部Technology R&D Department of Haibo Heavy Engineering Technological Stock CO.,LTD海 波 重 科标记 数量 修改单号 签字 日期 HBBS20150803SZ-2005 郑州市南三环东沿线工程钢结构制安图号 施 工 设 计日期 会签 标检 审定审核 设绘 校对图号 H B B S 20150803S Z -2005一、下料允许偏差 单位:mm 序号 项目 允许偏差 备注 1 切割面垂直度≤0.05t ;且≤1.5 t 为板厚2塌角圆角半径R ≤1.03崩坑主要零件不允许 次要零件 1m 长度内允许 有一处≤1.0mm4 切割边缘缺口 主要零件 不允许 次要零件 ≤2mm5 切割面粗糙度 (割纹深度)主要零件 ≤25μm 次要零件≤50μm 6 坡口角度 ±2.5° 7 钝边±1.08 曲线边缘任意点偏离控制点 ±1.0 控制点一般指结构交叉点非控制点±2.09 直线度(直线边缘) ≤0.5/1000;且≤1.510长度主要零件 ±1.0 次要零件 ±2.0 11 宽度主要零件 ±1.0 次要零件 ±2.0 12 对角线主要零件 2 次要零件4二、零件矫正允许偏差 单位:mm 零件项目 简 图说 明 允许偏差 钢板平面度每米范围内f ≤1.0旁 弯全长 范围L ≤8000 f ≤2.0 L >8000f ≤3.0图号 H B B S 20150803S Z -2005三、人孔加强圈成型加工允许偏差 单位:mm 序号 项 目 允许偏差 备注1 线型对合样板≤2.0接刀处无明显折角2 挠度 ≤1.0/1000;且≤3.03 扭曲 ≤4.04 基准线偏移≤2.0四、U 肋成型加工允许偏差 单位:mm 序号 项 目 项 目允许偏差 备 注 1 开口宽B+3,-12 开口宽b ±1.53 肢高h1、h2 ±24 肢高差(h1-h2) 不大于25 直线度(旁弯、竖弯ff ≤L/1000或10,取较小值6 长度L ±1.57 扭曲 ≤3 端口三点共面,另一点与该面之差值8 对称度 ≤1 9 局部不平度 任意每米﹤1.510 端口垂直度 ≤1 11 顶面横向平直度≤1 12坡口钝边 ±0.513 角度+2图号 H B B S 20150803S Z -八、板单元件组装允许偏差 单位:mm 序号项 目允许偏差 备 注1纵肋(板肋、U 肋)组装对线底板横肋、腹板竖肋及端口处 ≤1 其它部位 ≤22结构组装间隙≤0.5除横肋、腹板竖肋及端口处,其它部位≤1.03 结构组装直线度b ≤2横肋、腹板竖肋处≤14结构组装垂直度c ≤2.0横肋处板式肋与板垂直度≤1.05对接接头错边d ≤1.0针对板单元接宽(e 为接缝理论间隙)6对接焊组装间隙偏差△= -2.0~4 7 加强结构组装垂直度 ≤2.0针对横隔板单元8 加强结构组装直线度≤2.0图号 H B B S 20150803S Z -九、板单元件矫正允许偏差 单位:mm 序号 项 目允许偏差 备 注 1板肋垂直度≤2.0横隔板处≤1.0 2a ≤2.0端部及隔板处a ≤1.03b ≤W2/500;且全长b ≤10W1为横肋间距4C <d/1255±2(中间),±1(两端) ±2≤2 ≤4/4m 范围≤5U 肋中心间距S 顶部横隔板间距S横向不平度f 纵向不平度 四角不平度6 板单元件长度 ±5 对矫正量较大的应检测,正常情况下只抽查。
焊缝外观质量验收标准及尺寸允许偏差
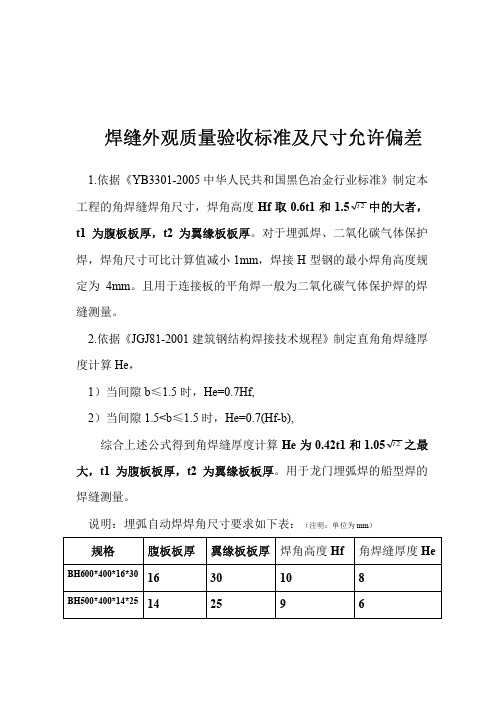
焊缝外观质 验收标准及尺 允许偏差1.依据 YB3301-2005中华人民共和 黑色冶金行业标准 制定本工程的角焊缝焊角尺 ,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚 于埋弧焊 二氧化碳气体保护焊,焊角尺 可比计算值 小1mm,焊接H型钢的最小焊角高度规定为4mm 且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测2.依据 JGJ81-2001建筑钢结构焊接技术规程 制定直角角焊缝厚度计算He,1 当间隙b 1.5时,He=0.7Hf,2 当间隙1.5<b 1.5时,He=0.7(Hf-b),综合 述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚 用于龙门埋弧焊的船型焊的焊缝测说明 埋弧自动焊焊角尺 要求如 表 注明 单 为mm规格腹板板厚翼缘板板厚焊角高度Hf 角焊缝厚度He BH600*400*16*30 16 30 10 8BH500*400*14*2514 25 9 6根据 GB50205-2001 钢结构工程施工质 验收规范制定以 表表A.0.1一级 二级 级焊缝外观质 标准 ㎜项目允许偏差缺陷类型一级二级 级未焊满 指 足设计要求 允许0.2+0.02t,且1.00.2+0.04t,且 2.0100.0焊缝内缺陷总长 25.0根部收缩 允许 0.2+0.02t,且1.00.2+0.04t,且 2.0长度 限咬边 允许 0.05t,且 0.5 连续长度 100.0,且焊缝两侧咬边总长10%焊缝全长0.1t,且 1.0,长度 限弧坑裂纹 允许 允许允许存在个别长度 5.0的弧坑裂纹电弧擦伤 允许 允许允许存在个别电弧擦伤接头 良 允许缺口深度0.05t,且0.5缺口深度0.1t,且 1.01000.0焊缝 应超过1处表面夹渣 允许 允许深 0.2t 长 0.2t,且 20.0 表面气孔 允许 允许50.0焊缝长度内允许直径 0.4t,且 3.0的气孔2个,孔距6倍孔径注 表内t为连接较薄的板厚外观质 为 二级标准接焊缝及完全熔透组合焊缝尺 允许偏差应符合表A.0.2的规定表A.0.2 接焊缝及完全熔透组合焊缝尺 允许偏差 ㎜部分焊透组合焊缝和角焊缝外形尺 允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺 允许偏差 ㎜。
焊缝外形尺寸标准
3、焊缝焊缝不直度
Ⅰ级质量要求
每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求
每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求
焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求
焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 未焊透 烧穿
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
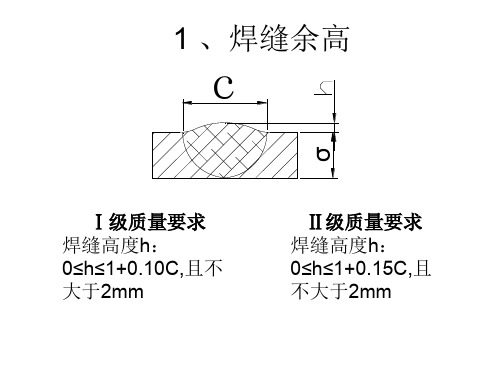
1 、焊缝余高
σ
Ⅰ级质量要求
焊缝高度h: 0≤h≤1+0.10C,且不 大于2mm
Ⅱ级质量要求
焊缝高度h: 0≤h≤1+0.15C,且 不大于2mm
2、咬边
σ
Ⅰ级质量要求
y≤0.05δ,且 y≤0.5mm,单个 长度不大于5mm, 其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其 总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。 2. 其他焊缝,在300mm
长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
钢结构偏差值
锥体高度
跨长
≤24mm >24mm
跨中 拱度
跨中 高度 设计要求起拱 设计未要求起拱
允许偏差
2.0
1.0 L1/1000,且不应大于5.0
±2.0 ±3.0 ±2.0 +3.0 -7.0 +5.0 -10.0 ±3.0 ±L/5000 ±10.0
支撑面顶板、支座锚栓位置的允许偏差(mm)
图例
柱底面到柱端与桁架连接的最上一 个安装孔距离ι
±ι/1500 ±15.0
柱底面到牛腿支承面距离ι1
±ι/1200 ±8.0
用钢尺 检查
牛腿面的翘曲△ 柱身弯曲矢高
2.0
H/1200,且不应大 于12.0
用拉线、直 角尺和钢尺
检查
柱身 扭曲
柱截面几何 尺寸
牛腿处 其他处 连接处
3.0 8.0 ±3.0
3.0
尺和钢尺检查
图例 铣平面
ι2
柱截面尺寸
连接处 非连接处
柱脚底板平面度
±3.0 ±4.0
5.0
用钢尺 检查
用直尺和塞尺 检查
铣平面
翼缘对腹板的 垂直度
连接处 其他处
柱脚螺栓孔对柱 轴线的距离a
箱型截面连接处对角线差
1.5 b/100,且不应大于
5.0 3.0
3.0
用直角 尺和钢 尺检查
用钢尺 检查
d≤120 d>120
铣平面距离中心距离
相邻两螺栓孔中心线夹角
两铣平面与螺栓孔轴垂直度
球毛坯直径
d≤120 d>120
允许偏差 1.5 2.5 0.2 0.3 ±0.2
±30’ 5
焊缝外观检验标准
焊缝外观检验标准1、目的指导焊工及焊接检验人员工作,确保焊接质量。
2、适用范围本标准适用于钢结构件焊缝外观质量检验(自检和专检)。
3、焊接部外观检查项目3.1 焊接缺陷:3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。
表面气孔指露在表面的气孔。
3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材之间未完全熔化结合的部分。
3.1.4未焊透:焊接时接头根部未完全熔透的现象。
3.1.5裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。
3.1.6未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。
3.1.7焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
3.1.8烧穿:焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷。
3.2焊缝形状缺陷:3.2.1焊缝成形差:熔焊时,液态焊缝金属冷凝后形成的焊缝外形叫焊缝成形,焊缝成形差是指焊缝外观上,焊缝高低、宽窄不一,焊缝波纹不整齐甚至没有等。
3.2.2焊脚尺寸:在角焊缝横截面中画出最大等腰三角形中,直角边的长度。
缺陷表现在焊脚尺寸小于设计要求和焊脚尺寸不等(单边)等。
3.2.3余高超差:余高高于要求或低于母材。
3.2.4错边:对接焊缝时两母材不在一平面上。
3.2.5漏焊:要求焊接的焊缝未焊接。
表现在整条焊缝未焊接、整条焊缝部分未焊接、未填满弧坑、焊缝未填满未焊完等。
3.2.6 漏装:结构件中某一个或一个以上的零件未组焊上去。
3.2.7飞溅。
3.2.8电弧擦伤。
3.3 复合缺陷:同一条焊缝或同一条焊缝同一处同时存在两种或两种以上的缺陷。
3.4 焊缝打磨。
焊缝打磨要求:打磨后焊缝符合本检验标准,焊缝圆滑过渡或焊缝与母材圆滑过渡,不允许破坏母材,其余参见《挖机结构件焊缝打磨规定》。
焊缝外观质量验收标准及尺寸允许偏差
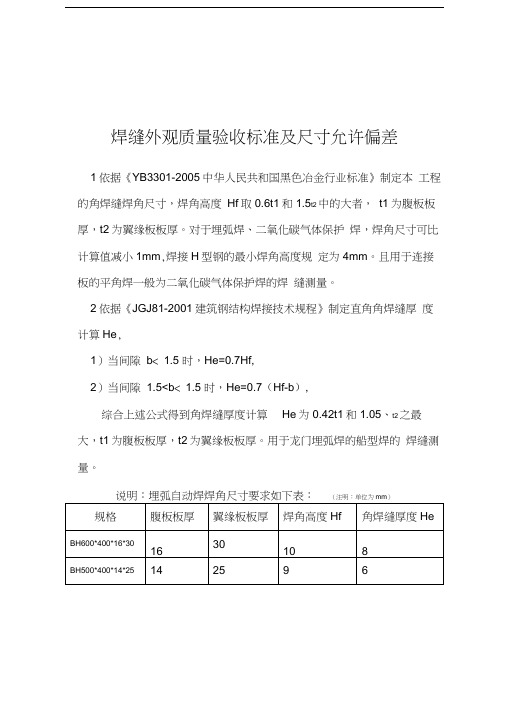
焊缝外观质量验收标准及尺寸允许偏差1依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.5t2中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b< 1.5 时,He=0.7Hf,
2)当间隙1.5<b< 1.5 时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.05、t2之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表 A.0.2的规定
表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表 A.0.3的规定
注:f> 的角焊缝其局部脚尺寸允许低于设计要求值,但总长度不得超过焊缝长度10% ;
2焊接H型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不
得低于设计值。