产能负荷表Book1
生产产能统计表格模板

生产产能统计表格模板引言生产产能是指企业在一定时间内所能达到的产品或服务的数量。
为了准确评估和控制生产产能,很多企业都会使用统计表格来记录和分析相关数据。
本文档为您提供了一个生产产能统计表格模板,旨在帮助您更好地管理和掌握生产产能。
表头日期产品A产能产品B产能产品C产能总产能2021-01-01 20 30 25 752021-01-02 25 35 20 802021-01-03 30 40 30 1002021-01-04 28 38 29 952021-01-05 23 33 27 83……………表格解读日期日期列记录了每一天的具体日期,以方便对产能数据进行时间段的分析和比较。
产品A产能、产品B产能、产品C产能这三列记录了每天对应产品的生产产能。
您可以根据实际的产品种类进行修改或添加,以适应您企业的具体情况。
总产能总产能列显示了每一天的全体产品的总产能,即产品A产能、产品B产能和产品C产能的总和。
数据分析通过这个统计表格模板,您可以进行多方面的数据分析,下面是几个常见的分析方法:1. 每日产能趋势分析根据日期列和总产能列,您可以绘制折线图或柱状图,以反映每天的总产能变化趋势。
通过分析趋势图,您可以判断生产产能的波动情况,以便调整生产计划和资源配置。
2. 产品产能对比分析通过产品A产能、产品B产能和产品C产能列的数据,您可以计算每种产品的产能比例,并绘制饼图或堆积柱状图,以比较不同产品的产能占比。
这有助于您评估产品的生产情况,优化产能分配,以满足市场需求。
3. 产能峰值分析通过总产能列的数据,您可以找出产能的峰值,即产能最高的一天。
这有助于您了解最高产能水平,为制定生产计划提供参考。
4. 产能变动原因分析如果多个因素可能影响产能,您可以在表格中添加其他列,例如人力投入、设备故障等。
通过对不同因素与产能的关系进行对比,您可以分析产能变动的原因,从而采取相应的措施进行调整和管理。
结论生产产能统计表格是企业管理和决策的重要工具,通过记录和分析产能数据,您可以更好地了解和掌握生产情况,为提高生产效率和产品质量提供参考依据。
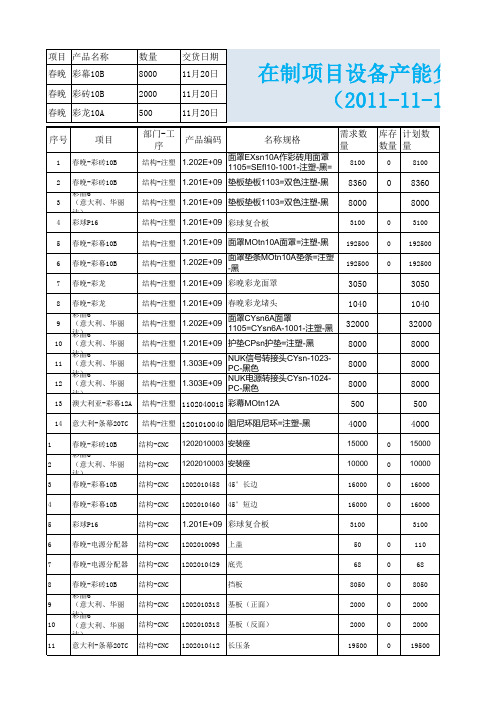
在制项目设备产能负荷分析表
台钻
3500
11/24
5.6
1650 pcs 精雕机1 1700 11/24
1
810 pcs 精雕机1 810
11/25
1
810 pcs 精雕机1 810
11/26
1
19500 pcs
冲床
3000
11/24
6.5
803 pcs 1-4#CNC 55
803 pcs 1-4#CNC 200 11月22日 7
结构-注塑
产品编码
1.202E+09
名称规格
面罩EXsn10A作彩砖用面罩 1105=SEfl10-1001-注塑-黑=
需求数 量
8100
结构-注塑 1.201E+09 垫板垫板1103=双色注塑-黑 8360
库存 计划数 数量 量
0
8100
0 8360
结构-注塑 1.201E+09 垫板垫板1103=双色注塑-黑 8000
11/23
除华丽达客户订
186
1814 pcs 1#2#3#CNC 168
11/18 10.8
11/28 单需求12月3日
除华丽结达束客户订
2000 pcs 精雕机12 400
11/29
5
12/4
单需求12月4日
结束
19500 pcs 精雕机2 3500 11/24 5.6
11/29
19500 pcs
1
9360 6790 pcs JUKI 1-2 720
11/17 9.5
200
1850 pcs JUKI 1-2 135
11/27 13.8
0
2500 pcs JUKI 1-2 300
产能负荷分析表案例

生产车间名称名称分析时段生产车间代号
代号
15天说明
合计产能时间
排程量累计工时250/天 3.5小时300/天 6.5小时
分析对策
核准:
审核:填表:
1台118小时8小时3.5小时负荷工时产能大于销售,销售部门应加大销售力度,增加订单数量
人力可加班时间
3.5小时负荷分析
订单号
73057
73002214天3.5小时
11.5小时/天3小时
产能分析
正常班
可稼动天数可稼动设备数
每班人数每日班次设备产能时间人力产能时间加班
可加班时间
100/小时
70/小时 3.5小时设备可加班时间标准工时 安凯1860雨刮器罗套 产能负荷分析表
机加一
所属制程
精车加工。
产能负荷分析管理程序(含表格)

产能负荷分析管理程序(ISO9001:2015)1.0、目的规划生产计划安排前对制造产能与生产负荷之间是否平衡的分析,使生产计划合理、可靠,并可作为事前之设备、人力申请的依据,特制定本制度。
2.0、适用范围生产部安排中日程生产计划(一般指月度生产计划)时适用,也可供生管部作为人力、设备分析的参考。
3.0、权责单位3.1、生管部负责本办法制定、修改、废止起草工作。
3.2、总经理负责本办法制定、修改、废止之核准。
4、定义4.1、为方便产能预估计算,由生管部将生产车间依功能别区分,一般以生产线别为单位,作为产能负荷的管制单位,并予编号区别。
4.2、凡为必须连续作业之相连的不同设备,应将其整体视为一个生产车间。
4.3、凡为工作性质相同,且规格类似或相同之各不同个别设备,其生产批作业可以互相替换,应视为同一个(生产车间)4.4、凡为工作性质相同之班组(人员)视为同一生产车间,不另依熟练度或更细工序再划分为不同的生产车间。
5.0、产能与负荷分析管制表5.1、生管部将各生产车间每一时段(一般为月度或周次)的产能与负荷分别算成相同之可比单位,如时间或产量(一般用时间来衡量)填入同一张表单,以比较分析制造能力与生产任务之间可否平衡。
此表即称为产能与负荷分析管制表,一般应包括下列内容:5.1.1、生产车间之名称、编号。
5.1.2、分析评估期间(一般为一个月或一周)。
5.1.3、产能状况,含正常上班及加班,一般包括可稼动天数、可出勤人数、可稼动设备、每日班次、产能系数及产能时间等项目。
5.1.4、负荷状况,含生产批号、生产产品、生产预定量、标准工时、负荷工时等项目。
5.1.5、分析结论及对策。
6.0、产能预估分析6.1、月份产能预估分析6.1.1、每月25日前,生管部依各生产车间别分别填定产能状况。
6.1.2、正常产能,指该月依公司规定正常上班的总时间内的产能状况,依次填入可稼动天数、可出勤人数、可稼动设备数、每日班次。
负荷计算表(完美版)
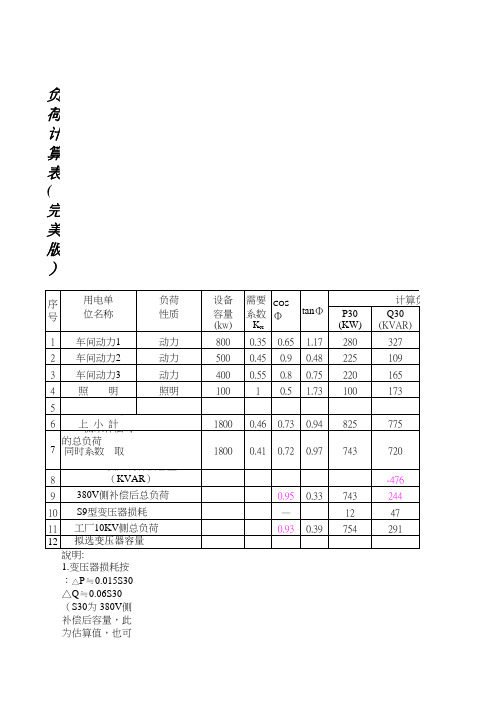
负荷计算表(完美版)
1.变压器损耗按:△P≒0.015S30 △Q≒0.06S30(S30为 380V侧补偿后容量,此为估算值,也可
直接输入所选变压器之容量)
2. 车间动力.照明之需要系数及功率因数请按实际选择
3. 380V侧功率因素按补偿至0.95计算
4.“380v侧无功补偿容量”为理论计算值,实际选择补偿容量时,需大于此值
5.“拟选变压器容量”是按工厂10KV侧总负荷容量之125%考虑的(即变压器负荷考虑为80%),是
一计算值,实际选择时,需按变压器实际等级选择
九廠細作負荷計算表
說明:
變壓器損耗按△P≒0.015S30
△Q≒0.06S30
后容量,此为估算值,也可
考虑为80%),是。
产能负荷表Book1
小
计
●卷圆/折弯/冲压
金 工
组 焊/校正/打磨
焊接/校正/打磨/抛光
3 4 5 6 7 小 1 2 3 4 5 6 7 小 1 2 3 4 5 6 小 1机械 2机械 3电气 4电气 5液压 6 7 8 小 1 2 3 4 5 6 7 小 1 2 3 4 5 6 7 8 小 计 计 计 计 计 计
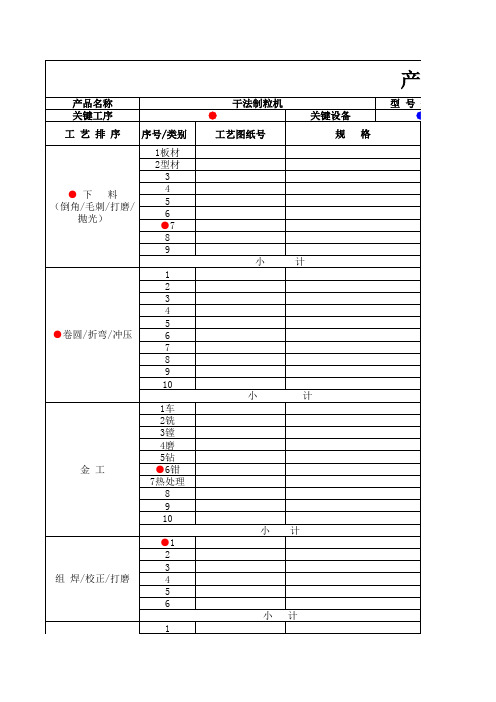
产能负荷表产品名称干法制粒机lg100关键工序技能需求平均产能9648等离子201459师傅技工普工学徒序号类别耗时分人数需求人产能pcs8h设备名称型号倒角毛刺打磨抛光1板材激光机2型材焊接校正打磨抛光1机械2机械3电气4电气5液压抛光清洗策划
产能负荷表
序号/类别 1板材 2型材 3 4 ● 下 料 5 (倒角/毛刺/打磨/ 6 抛光) ●7 8 9 1 2 3 4 5 6 7 8 9 10 小 1车 2铣 3镗 4磨 5钻 ●6钳 7热处理 8 9 10 小 ●1 2 3 4 5 6 小 1 2 焊接/校正/打磨/抛光 计 计 计 产品名称 关键工序 工 艺 排 序 干法制粒机 ● 工艺图纸号 关键设备 规 型 号 规 ● 格 格
抛 光
清 洗
装 配
调 试
抛光/清洗
包 装
1 2 3 4 5 6 7 小 计 制表人
策划:一.目前已做过的的机器.容器.配件等产能负荷表需统计出 员);B.建立责任制及达成计划;C.分工合作形成合力;二.统计.审 间主任工艺处.B.一线操作人员;C.总部原先工时表;四.争取两个月
产能负荷表
型 号 规 格 ● 耗时/分 5 关键人 人数需求/人 2 技能需求 ★+◎ LG-100 ★师傅 ■技工 ◎普工/学徒 产能(PCS)/8H 平均产能 96 48 设备名称/型号 ●激光机 等离子
产能负荷表

线需求总工时(小时)
1
大线(35人)
7
线拥有总工时(小时)
负荷率(%)
需求人力
线需求总工时(小时)
2
皮带线(25人)
6
线拥有总工时(小时)
负荷率(%)
需求人力
线需求总工时(小时)
3
皮带线(15人)
11
线拥有总工时(小时)
负荷率(%)
需求人力
线需求总工时(小时)
总拥有工时(小时)
总负荷率(%)
总需求人力
1.每周按5天工作日计算﹔ 2.每工作日按20H计算﹔
1.每周按5天工作日计算﹔ 2.每工作日按20H计算﹔
1.每周按5天工作日计算﹔ 2.每工作日按20H计算﹔
1.每周按5天工作日计算﹔ 2.每工作日按20H计算﹔
1.每周按6天工作日计算﹔ 2.每工作日按20H计算﹔ 3.为管控加班时数﹐已实行排 班作业﹔
现有人力﹕(人)
外包抵消人力﹕(人)
人力总差异﹕(人)
人力总差异(四周平均)
人力总差异(八周平均)
WK16 WK17 26-Mar 2-Apr
WK18 9-Apr
WK19 16-Apr
WK20 23-Apr
WK21 30-Apr
WK22 7-May
WK23 备注
14-May
1.每周按5天工作日计算﹔ 2.每工作日按20H计算﹔
需求工时(小时) 拥有工时(小时)
负荷率(%) 需求人力 拥有人力 外包抵消人力 差异人力 需求设备 外包抵消设备 差异设备 需求工时(小时) 拥有工时(小时) 负荷率(%) 需求人力 拥有人力 外包抵消人力 差异人力 需求设备 外包抵消设备 差异设备 需求工时(小时) 拥有工时(小时) 负荷率(%) 需求人力 拥有人力 外包抵消人力 差异人力 需求设备 外包抵消设备 差异设备 需求工时(小时) 拥有工时(小时) 负荷率(%) 需求人力 拥有人力 外包抵消人力 差异人力 需求设备 外包抵消设备 差异设备
供货商产能负荷分析表采购物料跟踪管控表交期管控表欠料登记表催料表

供货商产能负荷分析表
采购物料跟踪管控表
交期管控表
欠料登记表
催料表
本文是关于采购管理制度中的供货商产能负荷分析表、采购物料跟踪管控表、交期管控表、欠料登记表和催料表。
为确保采购交期管理更为顺畅,特制定采购交期管理制度,而本文所涉表格就是采购交期管理制度的核心表格文件。
采购物料跟踪管控表
序号料品类别采购单号下单日期供货商名称料品编号货号料品名称料品规格1
2
3
4
5
交期管控表
生产周期
第一道工序 第二道工序 金额 (元)
供货商 名 称
交货期诚信度
采购周期
计划交 货日期
备料日期
名称
日期 名称 日期
供货商产能负荷分析表
供货商名称 名称 供货商代号
所属制程
代号
分析时段
月可变动天数 说明 可变动设备数 每日班次时间 设备产能时间 人力产能时间 设备可加班时间 产 能 分 析
正 常 班
人力可加班时间
合计产能时间
制造命令
排成量 标准工时
负荷工时
累计 负 荷 分 析
分析对策
核准: 复核: 填表: 日期:
催料表
供应商名称:日期:供应商编号:
序号物料
名称
料号规格订购量日期日日日日日在途量备注
需求
交量
1
差异
需求
交量2
差异
需求
交量3
差异
需求
交量4
差异
需求
交量5
差异
欠料登记表
部门:制表人:制表日期
工作单号物料名称物料规格物料状态欠数备注。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制表人
杜胜友
日 期
2014-5-9
产能负荷表需统计出来:A.组建产能负荷表达成小组(确立组长及组 成合力;二.统计.审核形成目前计划参考标准;三.数据收集渠道:A.车 表;四.争取两个月内建档;
设备名称/型号 ●激光机 等离子
2014-5-9
组长及组 集渠道:A.车
小
计
●卷圆/折弯/冲压
金 工
组 焊/校正/打磨
焊接/校正/打磨/抛光
3 4 5 6 7 小 1 2 3 4 5 6 7 小 1 2 3 4 5 6 小 1机械 2机械 3电气 4电气 5液压 6 7 8 小 1 2 3 4 5 6 7 小 1 2 3 4 5 6 7 8 小 计 计 计 计 计 计
产能负荷表
序号/类别 1板材 2型材 3 4 ● 下 料 5 (倒角/毛刺/打磨/ 6 抛光) ●7 8 9 1 2 3 4 5 6 7 8 9 10 小 1车 2铣 3镗 4磨 5钻 ●6钳 7热处理 8 9 10 小 ●1 2 3 4 5 6 小 1 2 焊接/校正/打磨/抛光 计 计 计 产品名称 关键工序 工 艺 排 序 干法制粒机 ● 工艺图纸号 关键设备 规 型 号 规 ● 格 格
抛 光
清 洗
装 配
调 试
抛 计 制表人
策划:一.目前已做过的的机器.容器.配件等产能负荷表需统计出 员);B.建立责任制及达成计划;C.分工合作形成合力;二.统计.审 间主任工艺处.B.一线操作人员;C.总部原先工时表;四.争取两个月
产能负荷表
型 号 规 格 ● 耗时/分 5 关键人 人数需求/人 2 技能需求 ★+◎ LG-100 ★师傅 ■技工 ◎普工/学徒 产能(PCS)/8H 平均产能 96 48 设备名称/型号 ●激光机 等离子