服装工艺单
内衣产品工艺单
制单人:
裁床主管:
车间主任:
打印时间:2014-1-10 15:32
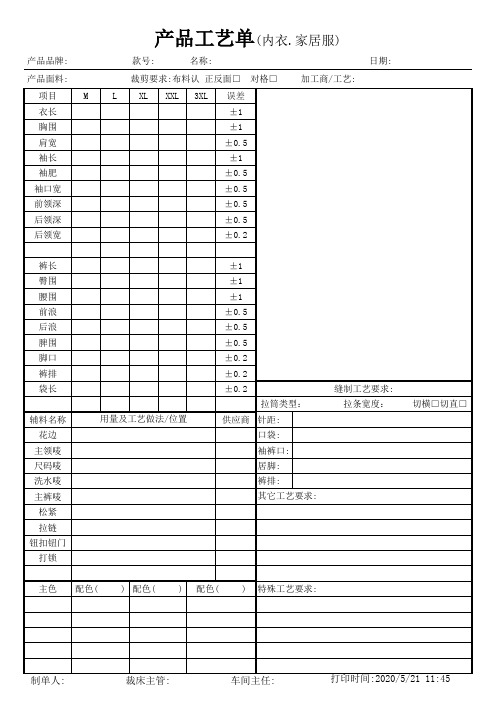
产品工艺单(内衣.家居服)
产品品牌: 产品面料: 项目 衣长 胸围 肩宽 袖长 袖肥 袖口宽 前领深 后领深 后领宽 裤长 臀围 腰围 前浪 后浪 脾围 脚口 裤排 袋长 辅料名称 花边 主领唛 尺码唛 洗水唛 主裤唛 松紧 拉链 钮扣钮门 打锁 主色 配色( ) 配色( ) 配色( ) 特殊工艺要求: 用量及工艺做法/位置 M L 款号: 名称: 加工商/工艺: 日期: 裁剪要求:布料认 正反面□ 对格□ XL XXL 3XL 误差 ±1 ±1 ±0.5 ±1 ±0.5 ±0.5 ±0.5 ±0.5 ±0.2 ±1 ±1 ±1 ±0.5 ±0.5 ±0.5 ±0.2 ±0.2 ±0.2 拉筒类型: 供应商 针距: 口袋: 袖裤口: 居脚: 裤排: 其它工艺要求: 缝制工艺要求: 拉条宽度: 切横□切直□
服装工艺单模板xls-牛仔裤003

布料 规格/ 部位 腰围 臀围 裤长 大腿围 前档 后档 脚口 裤袢宽
RTE
蓝+黑牛仔布
S
M(cm)
L
84 110 111 58 25 37 40 1.2
服装厂生产工艺单
合同号
款号
NZK03
裁
数量
交货日期
剪
布号
单耗 (cm)
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
其他说明 止口参照样裤
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
衣架/胶袋 质地 胶袋代号 尺寸
警告语
唛头
1 1 1 1 主唛车缝图示 1 1
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
各种标唛贴图区
正唛内容
箱头内容
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽 (参照样 裤)
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位 号数 腰头纽扣
撞钉 门襟拉链 金属
衬料代号 部位
线代号 红色线
部位
衣架代号 颜色
Байду номын сангаас
纽扣
数量
部位
1 10
1
号数 数量
止口,套 结参照样
裤
锁钉工艺
衬(朴) 用量
线
颜色
用量
粘合参数
服装生产的工艺单

裁剪
面料容易滑动,裁剪在每层面料之间夹着一层纸
(2)各部位纱向按样板所示。
小烫
面料不耐高温,熨烫高温不易过高
(3)各部位钉眼、剪口按样板所示。
门襟
统一门襟2cm,为了防止宽窄不一样,门襟用模板制作
(4)推刀不允许走刀,不可偏斜。
前片
先育克链接,育克锁边
(5)钉眼位置准确,上、下层不得超过0.2cm。
For personal use only in study and research; not for commercial use.
Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
领面
3
袖克夫
5
门襟
2
主料
辅料要求
面料
蓝色格子布料(棉)
用线要求
明线用配色20/2牛仔线,其余部位均用本色40/2缝纫线
衬
有纺衬(门襟处)
针距要求
明线10合缝14针/3CM,锁边16针/3CM
扣子
透明白色扣子
机针型号
缝制用11号,较厚部位用12号机针
锁边
四线锁边,领边线宽0.5CM
裁剪工艺要求
注意事项
后片
无分割,注意省的缝合
(6)打号清晰,位置适宜,成品不得漏号。
扣眼
扣眼用套结机,大小0.5cm
缝纫工艺要求
袖克夫
袖克夫大小不一样
(1)各部位缝制线路整齐、齐固、平服。
袖口
袖口压明线,明线顺直,宽窄一致,接头在缝处
(2)上下线松紧适宜,无跳线、断线、起落针应有回针。
服装工艺单范本
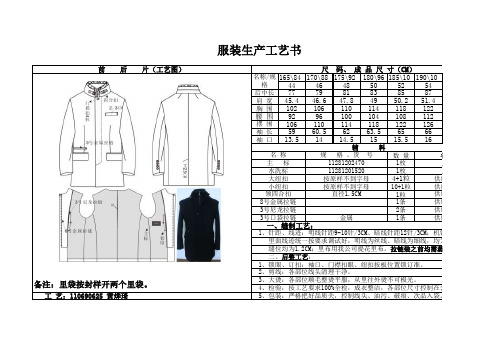
165\84170\88175\92180\96185\10190\10444648505254后中长777981838587肩 宽45.446.647.84950.251.4胸 围102106110114118122腰 围9296100104108112摆 围106110114118122126袖 长5960.56263.56566袖 口13.51414.51515.516
数 量1枚1枚4+1粒10+1粒1粒
1条2条
1条
服装生产工艺书
备注:里袋按封样开两个里袋。
2、剪线:各部位线头清理干净。
3、大烫:各部位顺毛整烫平服,从里往外烫不可极光。
4、检验:按工艺要求100%全检,成衣整洁,各部位尺寸控制在公差 工 艺:110690625 黄烨琦
5、包装:严格把好品质关,控制线头、油污、破痕、次品入袋。
名称/规格 一、缝制工艺:
1、针距、线迹:明线针距9-10针/3CM、暗线针距12针/3CM;机针用 里面线迹统一按要求调试好,明线为丝线、暗线为细线,均为本
缝位均为1.2CM;里布用我公司提花里布。
拉链装之前均需蒸汽预缩。
二、后整工艺:
1、锁眼、订扣:袖口、门襟扣眼、纽扣按板位置锁订准。
3号尼龙拉链供应商3号口袋拉链
金属供应商
领四合扣直径1.5CM 供应商8号金属拉链供应商大纽扣按原样不到字母供应商小纽扣按原样不到字母供应商主 标11281202470康 水洗标11281201520康 前 后 片(工艺图)
尺 码、 成 品 尺 寸(CM)
辅 料
名 称
规 格 、货 号备。
服装生产工艺单
13.5
口袋长
14.5
15
15.5
领座高
3.5
3.5
3.5
袖长
58.5
60
61
翻领高
8
8
8
特种设备:
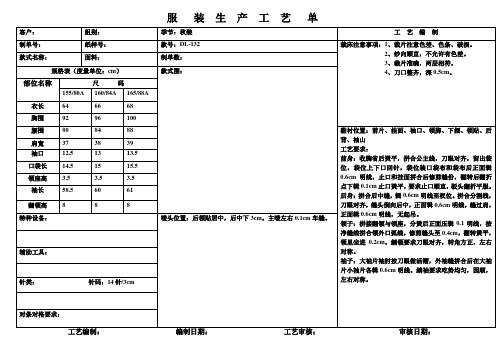
唛头位置:后领贴居中,后中下3cm。主唛左右0.1cm车缝。
辅助工具:
针类:针码:14针/3cm
对条对格要求:
工艺编制:编制日期:工艺审核:审核日期:
服装生产工艺单
客户:
组别:
季节:秋装
工艺编制
制单号:
纸样号:
款号:DL-132
裁床注意事项:1、裁片注意色差、色条、破损。
2、纱向顺直,不允许有色差。
3、裁片准确,两层相符。
4、刀口整齐,深0.5cm。
款式名称:
面料:
制单数:
规格表(度量单位:cm)
款式图:
部位名称
尺码
155/80A
160/84A
165/88A
领子:拼接翻领与领座,分烫后正面压辑0.1明线,按净缝线拼合领外口弧线,修剪缝头至0.4cm,翻转烫平,领里坐进0.2cm。緔领要求刀眼对齐,转角方正,左右对称。
袖子:大袖片袖肘按刀眼做活褶,外袖缝拼合后在大袖片小袖片各辑0.6cm明线。緔袖要求吃势均匀,园顺,左右对称。
肩宽
37
38
64
66
68
胸围
92
96
100
腰围
80
84
88
黏衬位置:前片、挂面、袖口、领脚、下摆、领贴、后背、袖山
工艺要求:
前身:收胸省后烫平,拼合公主线,刀眼对齐,留出袋位,袋位上下口回针,袋位装口袋布和袋布后正面辑0.6cm明线,止口和挂面拼合后修剪缝份,翻转后翻折点下辑0.1cm止口烫平,要求止口顺直,驳头翻折平服。后身:拼合后中缝,辑0.6cm明线至衩位。拼合分割线,刀眼对齐,缝头倒向后中,正面辑0.6cm明线,缝过肩,正面辑0.6cm明线,无起吊。
秦唐公司服装生产工艺单

秦唐公司服装生产工艺单款号:3675裁剪和配色要求熨烫和包装要求面料辅料用量1、请妥善保管纸样,不得擅自修改或损坏纸样,纸样与样衣及成品一并交还。
纸样必须按样片分开原样交回。
2、分包时,必须分层以件编号。
3、黑色和降红色:均配本色扣子,黑色织带,黑色花边,亮白色半圆扣,本色里料,黑色衬。
4、5、注意:1,扣眼要打圆头拖凤尾(共3个扣眼,与样衣不同)。
2,花边有正反面,注意一致正确。
3领花边与驳头叉角处的花边宽窄要一致(缝份1cm);下摆花边与袖口花边宽窄一样。
(缝份做到最小)1、部位整烫平服,无极光,无水花,无烫焦和烫黄现象,线头剪干净。
2、装成品上不得有水迹、油渍。
3、服装成品整烫平整晾干。
4、成品服装待委托加工方检验员检验合格后方可包装。
5、用透明塑料袋包装,包装要平整。
6、条形码贴在包装袋正面右下方,条形码不能贴错,条形码不能歪斜。
货号项目单位数量E00020 阳离子弹力色丁M 2.93Q00001 6.5cm宽蕾丝花边M 10.7P00006内径2.5cm铁半圆扣副8K00007190T涤塔夫里料M 1.29R00001 2.5CM宽双面涤纶织带M 6.2L00011中厚弹力有纺衬M 0.88O00013 2.5cm平圆扣颗 4L00005 1CM直纹棉牵条50M/卷N M 3.2V000018平形商标chicstar个 1W000018透明包装袋35X50N个 13675 样板(每个码均为26片样板)套 1缝纫要求尺寸表单位:厘米1、整件衣服粘衬部位按样板说明,后片画线部位要求粘衬,2、门襟、前后领、前后袖窿拉牵带固定。
3、后片按刀眼放半圆扣,夹扣的织带要求做到最窄0.4cm,做到每个一致。
4、前后下摆上层花边的上口及袖口上口均密拷,后下摆花边要有一定的吃势量,花边不能紧。
按样板位置压在里料上,位置不可偏。
左右要对称。
5、领子按净样板做,左右角对称。
领上口花边长度按尺寸表剪,抽成净样尺寸。
服装工艺单模板(女装)
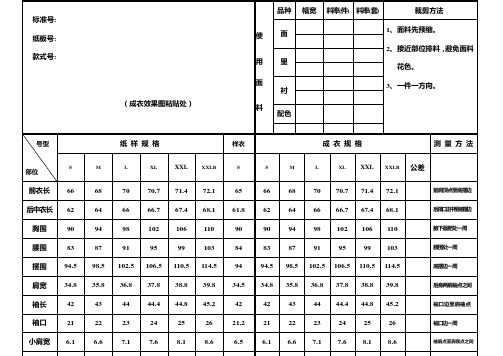
品名
规格
数量
使用部位
部位
颜色
编号
辅料
塑料袋
1个
原料颜色编号
面
商标
1个
洗涤
1个
尺码号
1个
里
吊牌
1个
吊牌坠
1个
嵌条
0.5cm
20cm
衬
装饰钻
1付
辅料
部位
纱向
数量
部位
纱向
数量
部位
纱向
数量
裁剪详情
前面
直
1
前领贴衬
横
1
后面
直
1
袖面
直
2
前领贴
横
1
后领贴
横
1
领口花边
横
1
子口花边
横
4
粘衬处必须放荒、根据面料性质决定醒料时间
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
外观要求
领口园顺,上袖子园顺,产品外观整洁,确保成衣规格。
垫肩
无
包装
平装
注意
事项
1、领口园顺、平服。
2、上袖子园顺左右对称。
3、平整时注意不要拉抻。
4、严格按工艺要求制作,确保成衣规格。
制表人:X X X审核人:X X X日期:X X X X年X X月X X日
商标
订在后领贴正中。
洗涤
夹缝在左侧缝距下摆10cm处。
吊牌
拴在尺码标处。
洗涤方法
水洗。
缝纫方法
缝纫面
1、合肩缝直顺,双包后倒缝烫平,小肩规格左右对称。
2、领口夹缝本料花边,抽花边褶量均匀宽窄一致。花边净宽:1.5cm,勾领口园顺里面平服。
上衣工艺单

土0.8
袖肥
34.4
36
38
土1
粘ห้องสมุดไป่ตู้位置:
领,袖口,袋袢,下摆,前片全部,后领贴,后背粘薄针织衬,袋全部。
牵条:前肩粘1cm宽的衬,袖笼粘专用袖笼牵条。
裁床要求:
12.避布疵色差刀眼齐全
13.全件顺毛裁
工艺说明:
面料:小烫时不能用力烫死,注意分缝时小心烫不能烫出明显的印痕,避免烫出极光。
平车针距:14针/3cm,压明线针距:9针/3cm,所有压明线面用粗丝线,里用本色涤纶线,所有丝线不能打回针,要求反面手工打结。
挂面:按门襟刀眼位烫挂面,门襟压线宽1.3cm。
袖:圆装上袖对袖中刀眼,袖形左右一致,袖口折边宽3.5cm,手工撬边。
下摆:面下摆折边3.8cm包边宽0.5cm,手工撬暗针6针/3cm。
里布:前胸省大4.8cm往上倒缝,袖打活裥正面往下倒缝,拼肩摆缝拷边往后倒,后中缝按刀眼打活裥,正面往左倒,袖缝拷边往大袖方向倒缝。套里布前每一条缝都要烫平。袖笼面里底带1cm宽里布斜条长3cm,肩面里订针长1.5cm,肩装肩棉一付。里布下摆先折边1cm再卷边宽2cm。里布侧下摆上3cm面里打线袢长4cm。
缝头:前中,领圈,袖笼缝头1cm,拼前胸缝,后中缝,缝头1.5cm,其余缝头1.2CM(包括里布缝头),拼肩摆缝拷边分缝(省缝和前胸压线对位),拼后中缝下缝修小0.3cm,拷边压线宽1.3cm,拼前胸片下缝修小0.3cm压线宽1.3cm。
领:做领上口领里尖处落带紧,下缝修小为0.3CM,压线宽1.3cm,做领中缝修缝0.5cm分缝,面里手工订位,绱领分缝,领圈缝面里订位。
上衣工艺单
款号
品名
版师
推码
样衣工
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YE依舍
款式:
秋一 风衣
品牌
款号:
YE231050090 面材料
生产数量
B010912111311(领3片,袖子12片,前片16片,后片10片)
B0203090014(涤棉:1片)
B011211111212(假皮:1片) B012610110044(色丁:4片)
YE依舍 60
幅宽
领子面里 领座面里,后背育克 袋盖面里
50D有纺衬 部位
袖条
辅材料 纽扣2CM*9+1粒 回纹带5CM*45CM 2CM两眼板扣*1+1粒 两眼垫扣0.9CM*8+1
汽眼0.5CM*15付 条纹直牵1CM*2.8CM 带针三档扣5CM*1
带针三档扣3CM*1
部位
门襟 领座 门襟内扣 门襟内扣 腰带,袖袢 袖笼,门襟 腰带 袖袢
扣。 袋盖包滚条,按样板定 位两边高度一致.左右
对称
后领座车回纹带,按样 板划位缉线
后育克按样板做打褶7只, 打套结11只
腰带马黄袢0.8*6.5CM
腰带5CM四周做光,压0.6CM 线按样板钉汽眼.平头卷2CM
带针三档扣。 袖口三折光缉2CM
后衩做工字裥,裥下5CM装小袢。 衩摆底左右反面切0.6CM线固定
⑥前育克:内有一层托布做光,根据样板打褶5只,每层褶内切0.3CM线固定,褶朝下倒,
然后育克贴衬.育克正面褶按样板打套结固定,每边总套结数8只.前育克缝朝上倒,打褶
左右两边要对称.
2后片:①后育克:内有一层托布做光,根据样板打褶7只褶.每层褶内切0.3CM线固定,
褶朝下倒,然后后育克贴衬,肩缝朝后倒,育克缝朝上倒,按样板打11套结,后育克切线
口修好,领座二片修剪大小一致,领座反面用回纹带,在装领线一周切0.1CM,领座中间均
匀切6道线装领三眼刀对齐.
7下摆:卷光切2.5CM一周
制单:叶师傅
审核:
***具体工艺操作参照我司确认样衣!!!
第1/3页
生产工艺制作单
设计师
生产单位
制单日期
2012/5/7
样版师 单用量
生产日期
出货日期
1:裁剪前需提前醒料24小时以上,再预缩
2:按排版图裁剪,色差要求色差排料 裁剪要求
3:严格按照样板丝绺,核对样板齐全后开裁
前育克按样板打褶5只,每 边打套结8只
袖口马黄袢0.8*5CM
袖袢3.2CM宽四周做光,压0.6CM线按 样板打汽眼.平头折2.5CM套带针三档
边滚切0.5CM,面里二层上下松紧一致.圆头处要滚圆顺,门襟内层领驳和里巾格领驳要
对称④门襟格:门襟格外口一周牵1CM牵带,挂面划正确后与大身复合,领驳处要有容量, 门襟驳口下挂面略紧,挂面暗切0.12CM单止口至驳口下2CM,驳口上面大身单层压0.12CM
单止口到圆头角下3CM,驳口圆头要圆顺.⑤前公主缝:前片正面压切0.12*0.6CM双线.
特殊工艺部位 袖袢打汽眼(按样板点位) 腰带打汽眼(按样板点位)
规格 0.5CM 0.5CM
套结/锁眼部位
规格
门襟
圆头眼*2CM
前育克/后育克
竖打0.6CM(按样板位打)
手工部位
门襟纽扣及平眼扣钉法:六股四针绕四圈后打结,再倒回针
两次,固定不散.反面加0.9CM小垫扣
面线: 402#配色涤纶线
针距:3cm/13-14针
待定.②后中缝:后中缝分缝用涤棉布包边滚,后阴褶内暗封口,阴褶深10CM,下摆口两边
反面切0.6CM固定.③后阴褶内小攀:贴衬:四周切0.6CM单止口,夹装在阴褶穿着后左边,
位置按纸样.④后侧缝双层包边滚缝朝后中倒,正面压0.12*0.6CM双线.
3前片里布:①公主缝烫座倒缝坐势0.2CM朝前中倒.②拼挂面:门襟格领驳夹装在挂面
暗线: 402#配色涤纶线
针距:3cm/13-14针
拷边: 402#配色涤纶线
针距:3cm/18针
工艺及质量要求:
1前片:①前袋:袋盖面里贴衬,修准后用皮包边滚切0.5CM.圆头要圆顺,袋位划出,做缝里
袋,两袋高低一致,左右对称.②门襟内层领驳:修剪正确后领驳外口用皮包边滚切0.5CM,
领驳圆头滚条略带松,圆头处不能起皱.③左边里襟格:挂面和前中片外口修剪好,用皮包
内,然后拼挂面,缝朝侧缝倒.
4摆缝:拼缝包边滚,缝朝后倒.
5袖子:①大小袖拼缝包边滚,缝两边朝大袖倒.②袖口:折边卷光切2.5CM一周.③装袖:
圆装吃势均匀,两袖前后一致,内缝修至0.8CM然后包边滚0.5CM,滚边分缝包,不能塞
入,不能起扭.
6领:上下领面里分别贴衬,上领略翻折量即可.上领一周切0.12*0.6CM双线.上领下