铸造砂眼判定规则
铸件缺陷判定标准

为了明确SMDT铸件产品外观缺陷判定的标准,特制定此文件。
2.范围本文件适用于所有SMDT外部采购的铸件外观3.定义外观缺陷:铸字不清、缺肉、砂眼、缩松和气孔、裂纹等外观缺陷4.职责4.1 入厂检验人员依据流程,按比例抽检供应商送来的铸件产品件外观。
发现问题及时按照不合格产品处理流程进行处理。
4.2 仓库人员依据订单要求,发料到装配线。
4.3 装配人员安装此类产品时,若发现产品有缺陷,及时通知检验开具不符合产品处理单。
5.内容5.1 铸件产品件表面外观依据TL302所规定的要求检验。
铸件表面清理干净,修整光滑,经过抛丸处理(根据DIN ISO 12944 T4,Sa 2 ?)。
喷涂底漆应遵守工作标准F 2902并且要符合在订货单上的其他补充说明。
铸件表面应符合EN 1370:2010,SCRATA表面对比样块的以下等级标准:●表面粗糙程度:A3●表面夹杂--非金属夹杂物缺陷:B1●气孔类:C2●缺陷打磨后的表面:H1●不允许有其它表面上缺陷(例如尺寸、多肉、粘有钢丸或其他类似问题)机加工表面不允许有缩孔和不均匀材料。
这必须由铸造厂来保证。
机加工后这样的缺陷或材料的不均匀性会显露出来并对表面有损伤,导致根据DIN1369:1996检测缺陷显示产品等级SM/LM/AM 2或在根据DIN 1371-1:2010检测缺陷显示产品等级SP/CP/LP/AP 2。
根据第6点只有在经过采购方许可之后,才可以进行诸如粘接、填补和焊补等。
5.1.1 SCRATA 样块照片:然后到仓库去领用新的零件,直至外观在合格范围内,再进行装配。
6.相关文件6.1 TL302-13。
铸件缺陷判定标准
为了明确SMDT铸件产品外观缺陷判定的标准,特制定此文件。
2.范围本文件适用于所有SMDT外部采购的铸件外观3.定义外观缺陷:铸字不清、缺肉、砂眼、缩松和气孔、裂纹等外观缺陷4.职责4.1 入厂检验人员依据流程,按比例抽检供应商送来的铸件产品件外观。
发现问题及时按照不合格产品处理流程进行处理。
4.2 仓库人员依据订单要求,发料到装配线。
4.3 装配人员安装此类产品时,若发现产品有缺陷,及时通知检验开具不符合产品处理单。
5.内容5.1 铸件产品件表面外观依据TL302所规定的要求检验。
铸件表面清理干净,修整光滑,经过抛丸处理(根据DIN ISO 12944 T4,Sa 2 ?)。
喷涂底漆应遵守工作标准F 2902并且要符合在订货单上的其他补充说明。
铸件表面应符合EN 1370:2010,SCRATA表面对比样块的以下等级标准:●表面粗糙程度:A3●表面夹杂--非金属夹杂物缺陷:B1●气孔类:C2●缺陷打磨后的表面:H1●不允许有其它表面上缺陷(例如尺寸、多肉、粘有钢丸或其他类似问题)机加工表面不允许有缩孔和不均匀材料。
这必须由铸造厂来保证。
机加工后这样的缺陷或材料的不均匀性会显露出来并对表面有损伤,导致根据DIN1369:1996检测缺陷显示产品等级SM/LM/AM 2或在根据DIN 1371-1:2010检测缺陷显示产品等级SP/CP/LP/AP 2。
根据第6点只有在经过采购方许可之后,才可以进行诸如粘接、填补和焊补等。
5.1.1 SCRATA 样块照片:然后到仓库去领用新的零件,直至外观在合格范围内,再进行装配。
6.相关文件6.1 TL302-13。
铸件外观检验规范标准
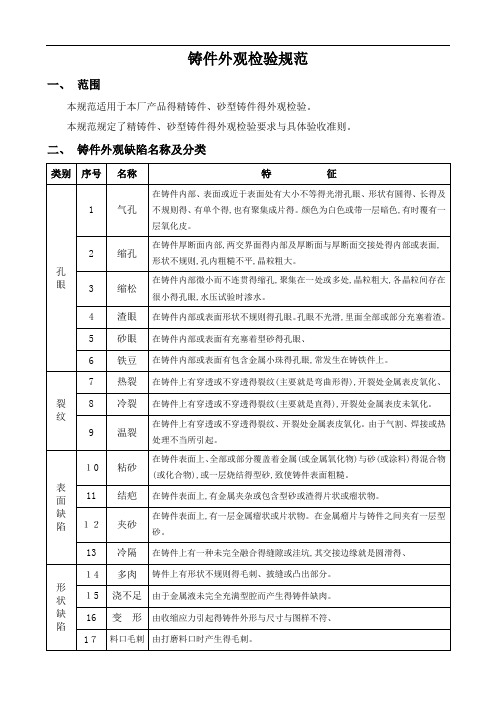
铸件外观检验规
一、围
本规适用于本厂产品的精铸件、砂型铸件的外观检验。
本规规定了精铸件、砂型铸件的外观检验要求和具体验收准则。
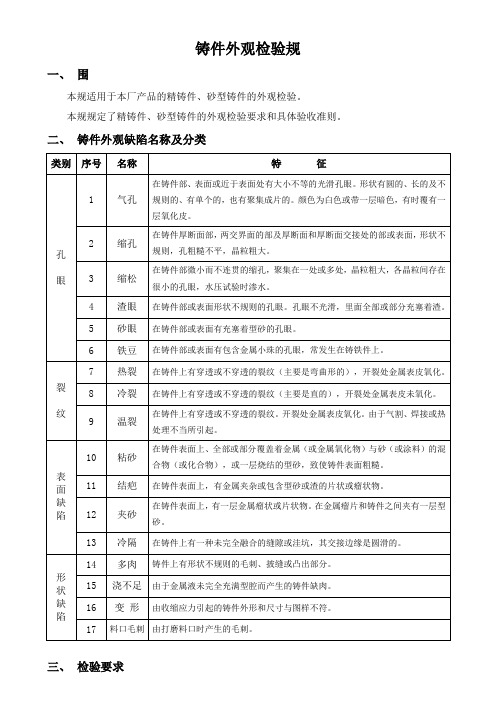
二、铸件外观缺陷名称及分类
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等严重影响产品的外观和强度缺陷。
四、具体验收准则
(一)手轮
(二)定位轮
(三)调整块
(四)尾环架
1 气孔
2 多肉
3 浇不足
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
砂眼铸件的详细分析及解决方案

砂眼铸件的详细分析及解决方案在铸造生产中,我们经常会发现带有砂眼的铸件,或在表面,或在内部,情况轻的,一般可以不处理或者修磨、焊补处理,严重的会导致报废。
砂眼,往往与其他缺陷一起出现,或者说,砂眼经常是其他缺陷的直观现象,例如,有冲砂、掉砂、鼠尾、夹砂结疤、涂料结疤等。
1. 砂眼的定义及鉴别铸件内部或表面包裹砂粒或砂块的孔洞,称为砂眼。
根据砂眼出现的位置,可分为表面砂眼和内部砂眼。
对于铸件表面的砂眼,用肉眼外观检查即可识别;对于铸件内部的眼,要用超声或者射线探伤进行检验。
通常,砂眼与夹渣的外观有相似之处,有时候容易混淆。
要区分两者的区别,就要对各个方面进行分析,综合各因素来判断,有时候要通过气刨、加工或者剖分来确定。
消除砂眼和夹渣缺陷,要综合考虑、对策。
图1、图2所示即为砂眼缺陷。
2. 原因分析图3即为常见的铸钢缺陷的工序联系和现状解析。
从图中可以看出,砂眼缺陷与工艺、模型、混砂、芯子造型、造型、下芯组合、浇注等工序有关,其中与工艺设计、下芯组合和浇注关系较大。
在考虑解决砂眼缺陷的时候,就要从这些方面着手,综合分析。
具体的原因分析:(1)由于砂型或砂芯膨胀,浇注系统设计不合理及浇注操作不当,造成砂型(芯)开裂,型(芯)砂脱落,产生冲砂、掉砂、鼠尾和夹砂结疤,脱落的型芯砂在铸件内形成砂眼。
(2)模型设计不良,造型、制芯后,局部存在尖砂。
(3)造型、制芯混砂配比、用砂不合理。
(4)由于造型、下芯、合型操作不当,发生塌型、挤箱、掉砂、压坏砂型或砂芯。
(图3)(5)合箱前,型腔内的浮砂在合型前未吹扫干净。
(6)合型后由浇注系统或冒口掉入砂粒或砂块。
(7)涂料不良,或砂型、涂料不干,浇注时涂层脱落,在造成涂料结疤的同时,形成涂料夹层。
(图4)(图5)图4中型腔内的掉砂不吹,图5中砂芯上的尖砂不去处,均有可能形成砂眼。
3. 砂眼夹渣原因展开针对砂眼,从热负荷和钢水冲刷两个大的方面进行原因分析。
其中针对砂眼发生量与浇注时间的关系,日本KCX公司技术文件中有所涉及,图7即为砂眼发生量与浇注时间的影响关系图。
铸件外观检验规范

铸件外观检验规范
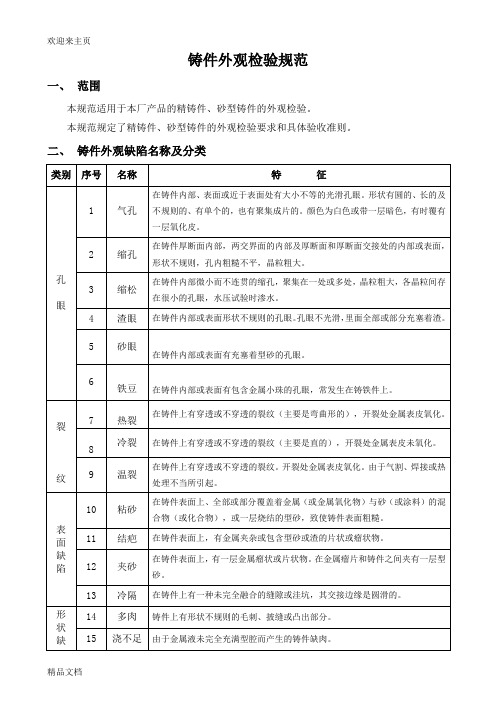
一、范围
本规范适用于本厂产品的精铸件、砂型铸件的外观检验。
本规范规定了精铸件、砂型铸件的外观检验要求和具体验收准则。
二、铸件外观缺陷名称及分类
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等严重影响产品的外观和强度缺陷。
四、具体验收准则
(一)手轮
序号缺陷
名称
验收准则
可接收不可接收
1 气孔
2 多肉
3 浇不足
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
序号缺陷
名称
验收准则
可接收不可接收
1 气孔
2 多肉
3 浇不足
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
各型铸件铸穴检验规范.
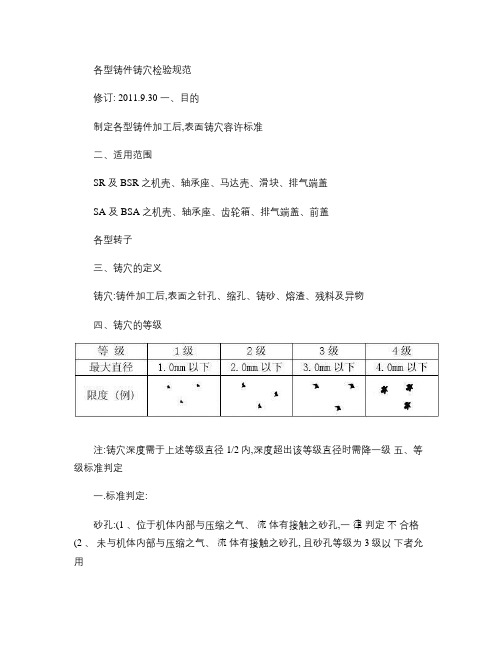
各型铸件铸穴检验规范修订: 2011.9.30 一、目的制定各型铸件加工后,表面铸穴容许标准二、适用范围SR 及 BSR 之机壳、轴承座、马达壳、滑块、排气端盖SA 及 BSA 之机壳、轴承座、齿轮箱、排气端盖、前盖各型转子三、铸穴的定义铸穴:铸件加工后,表面之针孔、缩孔、铸砂、熔渣、残料及异物四、铸穴的等级注:铸穴深度需于上述等级直径 1/2内,深度超出该等级直径时需降一级五、等级标准判定一.标准判定:砂孔:(1 、位于机体内部与压缩之气、流体有接触之砂孔,一律判定不合格(2 、未与机体内部与压缩之气、流体有接触之砂孔, 且砂孔等级为3级以下者允用残料 :(1 、位于俩料件组合面,但不接触到螺牙孔且并不是连接机体内外部之残料者允用气(针孔:(1 、位于兩料件组合面,但不接触到螺牙孔且不是连接机体内外部之气(针孔者允用(2 、位于非运转接触面时,且气(针孔等级为3级以下者允用缩孔:(1 、位于内部为非加工面之缩孔,且缩孔等级为4级以下者允用二. 铸件各部等级标准参考第六项之“铸件各部铸穴判定标准”三. 允收品于制造编号旁,以钢印打上 [G],表示已判定允用六、铸件各部铸穴判定标准零件别发生部位判定区域判定基准批注压缩室接合面接合面 1.螺孔周围 3mm 不得有铸穴2.不可有泄漏疑虑之缺陷马达孔接合面接合面 1.螺孔周围 3mm 不得有铸穴2.不可有泄漏疑虑之缺陷公母轴承孔内圈轴承接合面1.φ5mm以下2.不可有泄漏疑虑之缺陷公母轴承孔底部底部1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷公母压缩室之底部底部1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷公母压缩室内圈压缩面 1.3级*2孔2.不可有泄漏疑虑之缺陷电磁阀接合面接合面 1.固定螺孔范围内不可有任何缺陷容调孔内圈作动面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内容调孔底部底部全面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内机壳清洁孔盖及油过滤器接合面接合面 1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除压缩室接合面接合面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内3.螺孔周围 3mm 不得有铸穴轴承座排气端盖接合面接合面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内3.螺孔周围 3mm 不得有铸穴1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除公母轴承孔内圈轴承接合面1.φ5mm以下2.不可有泄漏疑虑之缺陷公母轴承孔底部底部1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷液压缸内圈及底部内圈 1.不可有泄漏疑虑之缺陷2.φ3mm以下且深 3mm 以内液压缸底部底部 1.不可有泄漏疑虑之缺陷滑块作动底部底部 1.不可有泄漏疑虑之缺陷轴颈内圈 1.不可有泄漏疑虑之缺陷 1.作动面不可修补 2.铸砂需完全清除3.毛边需完全清除机壳马达孔之接合面外圈及接合面1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔马达定部接合面接合面 1. 不可有泄漏疑虑之缺陷马达壳吸气端接合面接合面 1.螺孔周围 3mm 不得有铸穴2.4级*3孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除两端面端面 1.不可有泄漏疑虑之缺陷2.4级*4孔两圆弧表面 1.不可有泄漏疑虑之缺陷2.4级*2孔滑块外径接合面1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除轴承座接合面液压缸接合面不可有缺陷 *不可修补轴承座接合面除液压缸接合面1.螺孔周围 3mm 不得有铸穴2.φ5mm以下且深 5mm 以内3.不可有泄漏疑虑之缺陷排气端盖非接合面非接合面 1.不可有泄漏疑虑之缺陷 1.作动面不可修补 2.铸砂需完全清除 3.毛边需完全清除齿轮箱轴承孔内圈与轴承接合面φ5mm以下轴承座轴承孔底部底部 1.3级*2孔2.不可破圆齿轮箱与轴承座接合面接合面 1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除前盖与轴承座接合面接合面 1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除七、转子各部铸穴判定标准部位判定单位判定基准批注螺旋面之接触带及轴承面每齿及轴承外圈不可有缺陷 *不可修补螺旋顶圆含螺旋面非接触带每齿 3级*2孔螺旋端面端面全体 3级*2孔轴颈轴外圈 2级*4孔*铸砂需完全清除传动轴轴外圈3级*2孔(SR 不可有缺陷(SA键槽沟全体3级*2孔(SR 不可有缺陷(SA两端面端面全面3级*2孔(SR不可有缺陷(SA*SA不可修补 *SR铸砂需完全清除判定说明: 2级 × 4孔↓ ↓等级缺陷个数注:未列入之铸穴现象发生时,由品保人员检验判定。
压铸件砂眼标准
压铸件砂眼标准
在压铸过程中,砂眼(也称铸造缺陷)是可能出现的一种问题,它们通常是由于砂芯的设计或者制备过程中出现的不良因素导致的。
砂眼会在铸件表面形成凹坑或凸起,降低了产品的质量。
以下是一些压铸件砂眼的标准和常见的质量要求:
压铸件砂眼标准的常见要求:
1.尺寸和数量:根据具体的产品和标准,规定了砂眼的允许尺寸和数量。
这些标准可能包括对砂眼的最大尺寸、数量、位置和分布的具体要求。
2.表面质量:要求铸件表面光洁度和光滑度,不允许出现大面积或深度较大的砂眼,特别是在外观和关键表面上。
3.机械性能:砂眼会降低产品的强度和密封性能。
因此,通常要求铸件在含有砂眼的区域具有足够的机械性能,以满足特定的强度、密封或其他性能要求。
4.工艺控制:规定了用于预防砂眼产生的最佳工艺方法。
这可能包括改进砂芯设计、优化铸造工艺参数、提高砂芯的质量控制等。
5.检测和评估方法:确定了检测砂眼的方法和评估砂眼对产品质量的影响。
常见的方法包括视觉检查、X射线检测、超声波检测等。
砂眼的类别和影响:
1.表面砂眼(外砂眼):影响产品外观,降低外观质量。
2.内部砂眼:可能对产品的机械性能、密封性能等产生不利影响,需要特别关注。
压铸件砂眼的标准通常由行业标准、公司内部标准或客户要求来制定。
压铸生产中,定期对砂芯制备过程、铸造工艺和质量控制进行检查和改进,以确保产品质量符合标准要求。
铸件外观检验规范

范围
本规范适用于本厂产品的精铸件、砂型铸件的外观检验。
本规范规定了精铸件、砂型铸件的外观检验要求和具体验收准则
铸件外观缺陷名称及分类
类别
序号
名称
特征
孔
眼
1
气孔
在铸件内部、表面或近于表面处有大小不等的光滑孔眼。形状有圆的、长的及
不规则的、有单个的,也有聚集成片的。颜色为白色或带一层暗色,有时覆有
处理不当所引起。
表 面 缺 陷
10
粘砂
在铸件表面上、全部或部分覆盖着金属(或金属氧化物)与砂(或涂料)的混 合物(或化合物),或一层烧结的型砂,致使铸件表面粗糙。
11
结疤
在铸件表面上,有金属夹杂或包含型砂或渣的片状或瘤状物。
12
夹砂
在铸件表面上,有一层金属瘤状或片状物。在金属瘤片和铸件之间夹有一层型 砂。
一层氧化皮。
2
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面, 形状不规则,孔内粗糙不平,晶粒粗大。
3
缩松
在铸件内部微小而不连贯的缩孔,聚集在一处或多处, 晶粒粗大,各晶粒间存
在很小的孔眼,水压试验时渗水。
4
渣眼
在铸件内部或表面形状不规则的孔眼。孔眼不光滑,里面全部或部分充塞着渣。
四、具体验收准则
(二)定位轮
序号
缺陷 名称
验收准则
可接收
不可接收
1
气孔
2
多肉
3
浇不 足
4
料口 毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(三)调整块
序号
缺陷 名称
验收准则
可接收
铸件检验标准
铸件检验标准
1.铸件外表面应平整,1000mm范围内的平整度(或变形量)不大于3mm (特殊要求例外),表面不允许存在高度长度大于3mm和直径大于3mm的铁瘤、脉纹;不允许存在深度和直径大于3mm的孔洞类缺陷(砂眼、气孔、渣孔、缩孔、缩松等),如果此类缺陷存在面积大于150x150mm而失去修复价值视为废品,可以修复的必须经过焊补并打磨光洁后重新检验。
2.外型尺寸如有图纸要求公差的应严格按照图纸执行,未注公差的自由尺寸的偏差不能大于该尺寸的光洁度最低一级国家铸件标准规定;铸件表面不能存在各种严重的裂纹缺陷,如果非加工表面存在长度不大于20mm的轻微裂纹,在请示技术部门后允许采用热焊补的办法进行修复;铸件表面的粘砂必须清理干净,各种飞刺存在的面积不允许超过200x200mm,否则必须返工;
3.铸件浇口冒口经过切割后不得留有高度大于3mm的根部,浇口冒口根部的缩松、缩孔必须经过焊补,否则视为废品;
4.对比较重要的加工面,如果从外表发现各种皮下缺陷应及时反映到工段并对此铸件跟踪,一旦发现加工后存在大量气孔、渣孔、缩松等缺陷应立即将同类产品封存,不得出厂并督促工段技术人员改进工艺;
5.每一批次铸件的材质要求单据在工段内部都应有存底,当炉次化验结果和要求对比后可以评判化学成分是否合乎要求;
7.检验后发现问题比较严重的铸件只有在厂家提出强行发货要求,经过厂长及其授权人的同意后可以作为紧急放行件出厂。
8.每日的检验必须有相应的检验报告,对于经过检验的铸件应使用石笔在铸件表面注明缺陷部位、修复方法、合格、废品或其他检验标示。
修复完成后的铸件必须重新检验并在检验合格后要求工人擦去该铸件上“合格”以外的各种标记;。
铸件外观检验规范

表 面 缺 陷
10
粘砂
在铸件表面上、全部或部分覆盖着金属(或金属氧化物) 与砂(或涂料)的混合物(或化合物),或一层烧结的型 砂,致使铸件表面粗糙。
11
结疤
在铸件表面上,有金属夹杂或包含型砂或渣的片状或瘤状 物。
12
夹砂
在铸件表面上,有一层金属瘤状或片状物。在金属瘤片和 铸件之间夹有一层型砂。
料口
毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
铸 件 外 观 检 验 规 范
一、 范围
本规范适用于本厂产品的精铸件、砂型铸件的外观检验。
本规范规定了精铸件、砂型铸件的外观检验要求和具体验收准则。
铸件外观缺陷名称及分类
类别
序号
名称
特征
孔 眼
1
气孔
在铸件内部、表面或近于表面处有大小不等的光滑孔眼。 形状有圆的、长的及不规则的、有单个的,也有聚集成片 的。颜色为白色或带 层暗色,有时覆有 层氧化皮。
2
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交 接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗 大。
3
缩松
在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶 粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水。
4
渣眼
在铸件内部或表面形状不规则的孔眼。孔眼不光滑,里面 全部或部分充塞着渣。
5
不可接收
1
气孔
2
多肉
3
浇不 足
4
料口
毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(三)调整块
序号
缺陷 名称
验收准则
铸件外观检验规范
铸件外观检验规范
一、范围
本规范适用于本厂产品得精铸件、砂型铸件得外观检验。
本规范规定了精铸件、砂型铸件得外观检验要求与具体验收准则。
二、铸件外观缺陷名称及分类
三、检验要求
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等严重影响产品得外观与强度缺陷。
四、具体验收准则
(一)手轮
1 气孔
2 多肉
3 浇不足
4 料口毛刺
注:如出现其它严重影响产品得外观缺陷,一律不可接收。
铸件外观检验规范

铸件外观检查规范
一、范围
本规范合用于本厂产品的精铸件、砂型铸件的外观检查。
本规范规定了精铸件、砂型铸件的外观检查规定和具体验收准则。
二、铸件外观缺陷名称及分类
三、检查规定
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇局限性、变形、料口毛刺)等严重影响产品的外观和强度缺陷。
四、具体验收准则
(一)手轮
序号缺陷
名称
验收准则
可接收不可接受
1 气孔
2 多肉
3 浇局限性
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接受。
(二)定位轮
序号缺陷
名称
验收准则
可接收不可接受
1 气孔
2 多肉
3 浇局限性
(三)调整块
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接受。
(四)尾环架
序号缺陷
名称
验收准则
可接收不可接受
1 气孔
2 多肉
3 浇局限性
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接受。
(2020年编辑)铸件外观检验规范
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。
3
缩松
在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水。
4
渣眼
在铸件内部或表面形状不规则的孔眼。孔眼不光滑,里面全部或部分充塞着渣。
5
砂眼
adj.相反的;相违的在铸件内部或表面有充塞着型砂的孔眼。
11
结疤
在铸件表面上,有金属夹杂或包含型砂或渣的片状或瘤状物。
12
夹砂
在铸件表面上,有一层金属瘤状或片状物。在金属瘤片和铸件之间夹有一层型砂。
13
冷隔
在铸件上有一种未完全融合的缝隙或洼坑,其交接边缘是圆滑的。
形
状
缺
陷
14
多肉
铸件上有形状不规则的毛刺、披缝或凸出部分。
15
浇不足
由于金属液未完全充满型腔而产生的铸件缺肉。
scenery n.景色;风景8
冷裂
在铸件上有穿透或不穿透的裂纹(主要是直的),开裂处金属表皮未氧化。
9
温裂
在铸件上有穿透或不穿透的裂纹。开裂处金属表皮氧化。由于气割、焊接或热处理不当所引起。
表
面
缺
陷
10
粘砂
在铸件表面上、全部或部分覆盖着金属(或金属氧化物)与砂(或涂料)的混合物(或化合物),或一层烧结的型砂,致使铸件表面粗糙。
6
port n.港口(城市)铁豆
relative n.亲戚;亲属在铸件内部或表面有包含金属小珠的孔眼,常发生在铸铁件上。
n.文物;古董;古玩裂
maple n.枫;枫树
acid n.酸纹
铸件检验标准

目视 目视 目视 目视、直尺 目视
目视
8 试棒检查
质
量 证
9 模具的材质。
明
10 模具硬度测试。
每件铸件要求至少2个试棒,试棒安装于非加工面上、不影响模具的使用功能和美观的位置。 检查供应商提供模具材质分析报告、金相分析报告是否合格。化学成分含量表查附页表一。 每件铸件至少测试3~4个不同部位的测量点,硬度标准查附页表二硬度表。
目视 目视、查对
硬度计
CYTC重庆元创技研实业开发有限公司质量课
附表:
表一、铸件和钢料材质化学成分表
材质 化学成分
FC205
碳(C)
3.1~3.4
硅(Si)
1.7~2.2
锰(Mn)
0.6~0.8
磷(P)
≤0.1
硫(S)
≤0.1
镁(Mg)
铬(Cr)
钼(Mo)
钒(V)
铜(Cu)
镍(Ni)
HT300
2.9~3.3 1.6~2.1 0.6~0.9
0.5~0.7OPT
0.1~OPT
≤0.5 ≤0.03 ≤0.03
≤0.25 ≤0.25
≤0.6
11.0~13.0 0.8~1.2 0.2~0.5
表二、铸件和钢料硬度、抗拉强度表
种类
型号
抗拉强度 (kg/mm2)
灰口铸铁
FC250 FC300
25~28 30~40
FCD550 55~60
FCD650 55~60
≤0.1 ≤0.1
MoCr (GM241)
2.9~3.3 1.6~2.4 0.6~1.0
铸件缺陷判定标准

1.目的为了明确SMDT铸件产品外观缺陷判定的标准,特制定此文件。
2.范围本文件适用于所有SMDT外部采购的铸件外观3.定义外观缺陷:铸字不清、缺肉、砂眼、缩松和气孔、裂纹等外观缺陷4.职责4.1 入厂检验人员依据流程,按比例抽检供应商送来的铸件产品件外观。
发现问题及时按照不合格产品处理流程进行处理。
4.2 仓库人员依据订单要求,发料到装配线。
4.3 装配人员安装此类产品时,若发现产品有缺陷,及时通知检验开具不符合产品处理单。
5.内容5.1 铸件产品件表面外观依据TL302所规定的要求检验。
铸件表面清理干净,修整光滑,经过抛丸处理(根据DIN ISO 12944 T4,Sa 2 ½)。
喷涂底漆应遵守工作标准F 2902并且要符合在订货单上的其他补充说明。
铸件表面应符合EN 1370:2010,SCRATA表面对比样块的以下等级标准:●表面粗糙程度:A3●表面夹杂--非金属夹杂物缺陷:B1●气孔类:C2●缺陷打磨后的表面:H1●不允许有其它表面上缺陷(例如尺寸、多肉、粘有钢丸或其他类似问题)机加工表面不允许有缩孔和不均匀材料。
这必须由铸造厂来保证。
机加工后这样的缺陷或材料的不均匀性会显露出来并对表面有损伤,导致根据DIN1369:1996检测缺陷显示产品等级SM/LM/AM 2或在根据DIN 1371-1:2010检测缺陷显示产品等级SP/CP/LP/AP 2。
根据第6点只有在经过采购方许可之后,才可以进行诸如粘接、填补和焊补等。
5.1.1 SCRATA 样块照片:A3:表面粗糙度 1B1:表面夹杂-非金属夹杂物C2:表面小气孔类 1H1:缺陷打磨后表面 15.1.2 不允许的外观问题如果发现下述问题,则需要供应商进行返修,SMDT有权拒收这样的问题入库。
返锈底漆漏喷油漆面不平整爆漆或局部油漆脱落底漆有明显流痕表面有钢丸或者凹坑加工后返锈底漆有明显流痕过油孔或通道堵塞毛坯表面凹坑冷铁印子高低不平毛坯表面有磕碰的凹痕毛坯表面有明显的凹坑或缺肉5.2 TL302中没有规定的外观缺陷问题涉及客户端的铸造盖类以及安装法兰客户端表面接收标准可以依据下面标准。
铸件外观检验规范

面
缺
陷
10
粘砂
在铸件表面上、全部或部分覆盖着金属(或金属氧化物)与砂(或涂料)的混合物(或化合物),或一层烧结的型砂,致使铸件表面粗糙。
11
结疤
在铸件表面上,有金属夹杂或包含型砂或渣的片状或瘤状物。
12
夹砂
在铸件表面上,有一层金属瘤状或片状物。在金属瘤片和铸件之间夹有一层型砂。
13
冷隔
在铸件上有一种未完全融合的缝隙或洼坑,其交接边缘是圆滑的。
四、具体验收准则
(一)手轮
序号
缺陷
名称
验 收 准 则
可 接 收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(二)定位轮
序号
缺陷
名称
验 收 准 则
可 接 收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口
毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(三)调整块
序号
缺陷
名称
验
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
(四)尾环架
序号
缺陷
名称
验 收 准 则
可 接 收
不可接收
1
气孔
2
多肉
3
浇不足
4
料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
2
缩孔
在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。