B9912016-轴1
Omega CNi16 1 16 DIN 大小数字显示控制器说明书

CNI16D33-C24-DC CNI1633CNI1653-C24CNI16D44CNI16D44-C24 CNI1644-C24-DC CNI16D22-C24The OMEGA ® CNi16 is the popular 1⁄16 DIN size (48 mm 2) controller. It is available with a single (model CNi16) or dual display (model CNi16D) that displays a setpoint along with the process value. The CNi16 display can be programmed to change color between GREEN, AMBER, and RED at any setpoint or alarm point. The CNi16 is the first 1⁄16 DIN controller with the option of both RS232 and RS485 in 1 instrument with straightforward OMEGA ® ASCII protocol. And of course the CNi16 is the first 1⁄16 DIN controller that can connect directly to an Ethernet network and features an embedded Web server. OMEGA ® provides free configuration and data acquisition software downloaded off of the Web.The CNi16 enclosure has a NEMA 4 (IP65) rated front bezel. The electronics are removable from the front panel. U U niversal InputsU H igh Accuracy: 0.5°C (±0.9°F), 0.03% ReadingU T otally Programmable Color Displays (Visual Alarms)U U ser-Friendly, Simple to ConfigureU F ree Software DownloadU Full Autotune PID ControlU E mbedded Ethernet Connectivity OptionalU R S232 and RS485 Serial Communications OptionalU B uilt-In ExcitationU 2 Control or Alarm Outputs Optional: DC Pulse, Solid State Relays, Mechanical Relays, Analog Voltage and CurrentU O utput 3: Isolated Analog Voltage and Current OptionalU NEMA 4 (IP65) Front BezelU T emperature Stability: ±0.04°C/°C RTD and ±0.05°C/°C Thermocouple @ 25°C (77°F)U F ront Removable and Plug ConnectorsU A C or DC Powered UnitsU R atiometric Mode for Strain GagesU P rogrammable1 ⁄16 DIN controller with embedded Web server, dual control outputs, dual display.Anywhere, On the Internet!1⁄16 DIN Temperature, Process andStrain PID ControllersCNi16D33 shown larger than actual i16 Series CNi1633 shown largerthan actual size.1controllers only.*2 “-DC”, “-C24”, and “-C4EIT” not available with excitation.*3A nalog output (option 5) is not available with “-AL” units orCNi16A models.*4 20 to 36 Vdc for CNi16D, CNi16D-C4EIT, CNi16D-EIT and CNi16A.Universal Temperature and Process Input (DPi/CNi Models)Accuracy: ±0.5°C temp; 0.03% rdg Resolution: 1°/0.1°; 10 µV process Temperature Stability: RTD: 0.04°C/°C TC @ 25°C (77°F): 0.05°C/°C Cold Junction Compensation Process: 50 ppm/°C NMRR: 60 dB CMRR: 120 dB A/D Conversion: Dual slope Reading Rate: 3 samples/s Digital Filter: Programmable Display: 4-digit 9-segment LED 10.2 mm (0.40"); i32, i16, i16D, i8DV 21 mm (0.83"); i8 10.2 mm (0.40") and 21 mm (0.83"); i8DH RED , GREEN, and AMBER programmable colors for process variable, setpoint and temperature units Input Types: Thermocouple, RTD, analog voltage, analog current Thermocouple Lead Resistance: 100 Ω max Thermocouple Types (ITS 90): J, K, T, E, R, S, B, C, N, L (J DIN)RTD Input (ITS 68): 100/500/1000 Ω Pt sensor, 2-, 3- or 4-wire; 0.00385 or 0.00392 curve Voltage Input: 0 to 100 mV, 0 to 1V, 0 to 10 Vdc Input Impedance: 10 M Ω for 100 mV 1 M Ω for 1 or 10 Vdc Current Input: 0 to 20 mA (5 Ω load)Configuration: Single-ended Polarity: Unipolar Step Response: 0.7 sec for 99.9%Decimal Selection: Temperature: None, 0.1 Process: None, 0.1, 0.01 or 0.001Setpoint Adjustment: -1999 to 9999 counts Span Adjustment: 0.001 to 9999 counts Offset Adjustment: -1999 to 9999Excitation (Not Included with Communication): 24 Vdc @ 25 mA (not available for low-power option)Universal Strain and Process Input (DPiS/CNiS Models)Accuracy: 0.03% reading Resolution: 10/1µV Temperature Stability: 50 ppm/°C NMRR: 60 dB CMRR: 120 dB A/D Conversion: Dual slope Reading Rate: 3 samples/s Digital Filter: Programmable Input Types: Analog voltage and current Input Impedance: 10 M Ω for 100 mV;1 M Ω for 1V or 10 Vdc Current Input: 0 to 20 mA (5 Ω load)Linearization Points: Up to 10 Configuration: Single-ended Polarity: Unipolar Step Response: 0.7 sec for 99.9%Decimal Selection: None, 0.1, 0.01 or 0.001Setpoint Adjustment: -1999 to 9999 counts Span Adjustment: 0.001 to 9999 counts Offset Adjustment: -1999 to 9999Excitation (Optional In Place Of Communication): 5 Vdc @ 40 mA;10 Vdc @ 60 mA Control Action: Reverse (heat) or direct (cool)Modes: Time and amplitude proportional control; selectable manual or auto PID, proportional, proportional with integral, proportional with derivative and anti-reset Windup, and on/off Rate: 0 to 399.9 s Reset: 0 to 3999 s Cycle Time: 1 to 199 s; set to 0 for on/off Gain: 0.5 to 100% of span; setpoints 1 or 2Damping: 0000 to 0008Soak: 00.00 to 99.59 (HH:MM), or OFF Ramp to Setpoint: 00.00 to 99.59 (HH:MM), or OFF Auto Tune: Operator initiated from front panel Control Output 1 and 2Relay: 250 Vac or 30 Vdc @ 3 A (resistive load); configurable for on/off, PID and ramp and soak Output 1: SPDT, can be configured as alarm 1 output Output 2: SPDT, can be configured as alarm 2 output SSR: ******************.5A (resistive load); continuous DC Pulse: Non-isolated; 10 Vdc @ 20 mA Analog Output (Output 1 Only):Non-isolated, proportional 0 to 10 Vdc or 0 to 20 mA; 500 Ω max Output 3 Retransmission: Isolated Analog Voltage and Current Current: 10 V max @ 20 mA output Voltage: 20 mA max for 0 to 10 V output Network and Communications Ethernet: Standards compliance IEEE 802.3 10 Base-T Supported Protocols: TCP/IP, ARP, HTTPGET RS232/RS422/RS485: Selectable frommenu; both ASCII and MODBUS protocol selectable from menu; programmable 300 to 19.2 Kb; complete programmable Common Specifications (Alli/8, i/16, i/32 DIN)RS485: Addressable from 0 to 199Connection: Screw terminals Alarm 1 and 2 (Programmable)Type: Same as output 1 and 2Operation: High/low, above/below,band, latch/unlatch, normally open/normally closed and process/deviation; front panel configurations Analog Output (Programmable):Non-isolated, retransmission 0 to 10 Vdcor 0 to 20 mA, 500 Ω max (output 1 only); accuracy is ± 1% of FS when following conditions are satisfied: input is not scaled below 1% of input FS, analog output is not scaled below 3% of output FS General Power: 90 to 240 Vac ±10%, 50 to 400 Hz *, 110 to 300 Vdc, equivalent voltage Low Voltage Power Option: 24 Vac **, 12 to 36 Vdc for DPi/CNi/DPiS/CNiS; 20 to 36 Vdc for dual display, ethernet and isolated analog output from qualified safety approved source Isolation Power to Input/Output: 2300 Vac per 1 minute test For Low Voltage Power Option: 1500 Vac per 1 minute test Power to Relay/SSR Output: 2300 Vac per 1 minute test Relay/SSR to Relay/SSR Output:2300 Vac per 1 minute test RS232/485 to Input/Output:500 Vac per 1 minute test Environmental Conditions: All Models: 0 to 55°C (32 to 131°F) 90% RH non-condensing Dual Display Models: 0 to 50°C (32 to 122°F), 90% RH non-condensing (for UL only) Protection: D Pi/CNi/DPiS/CNiS32,16,16D, 8C: NEMA 4X/Type 4 (IP65) front bezel DPi/CNi/DPiS/CNiS8, 8DH, 8DV: NEMA 1/Type 1 front bezel Approvals: UL, C-UL, CE per 2014/35/EU, FM (temperature units only)Dimensions i /8 Series: 48 H x 96 W x 127 mm D (1.89 x 3.78 x 5") i/16 Series: 48 H x 48 W x 127 mm D (1.89 x 1.89 x 5") i/32 Series: 25.4 H x 48 W x 127 mm D(1.0 x 1.89 x 5")Panel Cutouti /8 Series: 45 H x 92 mm W (1.772 x 3.622"), 1⁄8 DIN i/16 Series: 45 mm (1.772") square,1⁄16 DINi/32 Series: 22.5 H x 45 mm W (0.886 x 1.772"), 1⁄32 DIN Weighti /8 Series: 295 g (0.65 lb) i/16 Series: 159 g (0.35 lb)CNI16D33-C24-DC CNI1633CNI1653-C24CNI16D44CNI16D44-C24 CNI1644-C24-DC CNI16D22-C24。
圆锥滚子轴承游隙设定的方法

设定合适的轴承游隙可以增加系统的刚度,例如,合适的游 隙可以让齿轮更好地接触,延长齿轮的寿命
轴承内圈和外圈可以分离,更容易安装
轴承的游隙在装配机器时设定,因此可以接受更宽的轴和轴 承座的公差范围
可以通过多种方法来快捷地设定圆锥滚子轴承的游隙。可 以手动设定游隙,预设游隙或自动设定游隙。五种常用的自动 设定游隙的方法(即SETRIGHTTM、ACRO-SETTM、PROJECTASETTM、TORQUE-SETTM 和 CLAMP-SETTM),每一种都有很多实 施方式、注意事项和优势。见表 1。
某些应用的安装游隙会被设定成预紧以提高承受高应力部 件的刚度或进行轴向定位,否则这些部件就会受到过度挠曲和 偏心的影响。
必须避免工作状态下的过度预紧,否则轴承的疲劳寿命会 显著缩短。另外,运行时过度预紧会产生大量热量,可能导致 润滑问题和轴承的过早损坏。
承载区是对滚道承载圆弧的物理计量,直接反应了承担载 荷的滚子数量。对于单列圆锥滚子轴承,最大寿命对应的承载 区大约为 225 度。图 2 用图示说明了轴承在(悬臂)齿轮轴上的 L10 寿命和工作游隙之间的关系。
对于复杂的、大型的或大批量生产的应用,手动设定游隙可 能太麻烦,不精确,不可靠或太费时。铁姆肯公司设计出了预设 游隙轴承组件和自动游隙设定方法,作为手动设定游隙的替代 方案。
6 圆锥滚子轴承游隙设定的方法
预设游隙轴承组件
预设游隙轴承组件
典型的预设游隙轴承组件的应用
很多应用使用或需要双列或紧密连接配对的轴承组件。这取 决于机器的设计和运行特点(如热增长的影响、高载荷等)。为 便于设定这种情况下的轴承游隙,我们经常使用预设游隙轴承 组件。预设游隙轴承组件具有各种形式。但大多数一般被称为带 隔圈轴承(图 4)。大多数预设游隙轴承在制造和供应时都带有隔 圈。隔圈根据轴承进行配磨定制,用于控制内部间隙(参考类型 2S 和 TDI)。因此,这些定制或“配磨”的隔圈无法与其他轴承 组装件互换使用。有一些预设游隙组件,如类型 SR 或 TNA,可 以允许使用可互换的隔圈和/或轴承部件。设计这些可互换组装 件部件的目的是为了更严格地控制影响轴承游隙的重要公差,因 此,这些部件可以随机选择使用。
2016年全国高中数学联合竞赛试题与解答(A卷)
2016 年全国高中数学联合竞赛一试(A 卷)说明:1. 评阅试卷时,请依据本评分标准.填空题只设 8 分和 0 分两档;其他各题的评阅,请严格按照本评分标准的评分档次给分,不要增加其他中间档次.2. 如果考生的解答方法和本解答不同,只要思路合理、步骤正确,在评卷时可参考本评分标准适当划分档次给分,解答题中第 9 小题 4 分为一个档次,第 10、11 小题 5 分一个档次,不要增加其他中间档次.一、填空题:本大题共 8 小题,每小题 8 分,共 64 分1.设实数 a 满足 a < 9a 3-11a <| a | ,则 a 的取值范围是2.设复数 z , w 满足 | z |= 3,(z + w )(z - w ) = 7 + 4i ,其中 i 是虚数单位,z , w 分别表示 z , w 的共轭复数,则 (z + 2w )(z - 2w ) 的模为3.正实数 u , v , w 均不等于 1,若 log u vw + log v w = 5 , log v u + log w v = 3 ,则 log w u 的值为4.袋子 A 中装有 2 张 10 元纸币和 3 张 1 元纸币,袋子 B 中装有 4 张 5 元纸币和 3 张 1 元纸币.现随机从两个袋子中各取出两张纸币,则 A 中剩下的纸币面值之和大于 B 中剩下的纸币面值之和的概率为5.设 P 为一圆锥的顶点,A ,B ,C 是其底面圆周上的三点,满足∠ABC =90°,M 为 AP 的中点.若 AB =1,AC =2, AP = 2 ,则二面角 M —BC —A 的大小为6 . 设 函 数 f (x ) = sin 4 kx + cos 4kx , 其 中 k 是 一 个 正 整 数 . 若 对 任 意 实 数 a , 均 有10 10{ f (x ) | a < x < a +1} = { f (x ) | x ∈ R },则 k 的最小值为7.双曲线 C 的方程为 x 2- y 2= 1,左、右焦点分别为 F 、 F ,过点 F 作直线与双曲线 C 的右半支交于3 1 2 2点 P ,Q ,使得 ∠F 1 PQ =90°,则 ∆F 1 PQ 的内切圆半径是8.设 a 1 , a 2 , a 3 , a 4 是 1,2,…,100 中的 4 个互不相同的数,满足(a 11 + a 22 + a 32 )(a 22 + a 32 + a 42 ) = (a 1a 2 + a 2 a 3 + a 3 a 4 ) 2则这样的有序数组 (a 1 , a 2 , a 3 , a 4 ) 的个数为二、解答题:本大题共 3 小题,共 56 分.解答应写出文字说明、证明过程或演算步骤.9.(本题满分 16 分)在 ∆ABC 中,已知 AB ∙ AC + 2BA ∙ BC = 3CA ∙ CB .求 sin C 的最大值.10.(本题满分 20 分)已知 f (x ) 是 R 上的奇函数, f (1) = 1 ,且对任意 x < 0 ,均有 f ( x x-1) = xf (x ) .求 f (1) f (1001) + f (12) f (991) + f (13) f (981) +… + f (501) f (511) 的值.11.(本题满分 20 分)如图所示,在平面直角坐标系 xOy 中,F 是 x 轴正半轴上的一个动点.以 F 为焦点, O 为顶点作抛物线 C .设 P 是第一象限内 C 上的一点,Q 是 x 轴负半轴上一点,使得 PQ 为 C 的切线,且|PQ |=2.圆 C 1 , C 2 均与直线 OP 相切于点 P ,且均与轴相切.求点 F 的坐标,使圆 C 1 与 C 2 的面积之和取到最小值.2016 年全国高中数学联合竞赛加试一、(本题满分 40 分)设实数a,a, …,a2016满足 9a> 11a2(i= 1,2,… ,2015)。
湖南心泽电气B800系列变频器通用说明书

新代系统调试手册
新代系统调试手册by : 苏州新代 date : 2021/04/15 ver : 1.3代系调试手册)- 0 -SYNTEC调试手��新统(SYNTEC调试手��版本更新记录项次 01 02 更改内容纪录初版定稿更改日期 2021.07.07 作者李鹏崔后泷更改后版本 V1.2 V1.3 增加各系统手轮接线图汇总、系统资料说明、自动对刀说明、2021.04.15 开机片制作、行程极限设定注意事项与说明- 1 -SYNTEC调试手��目录第一部分参数 ........................................................................... .............................................................................. .................... 5 1.1 1.2 1.3 1.5 1.6 1.7 1.8 1.9 1.10 1.11 1.12PR01 轴板基址............................................................................ .............................................................................. .... 5 PR03 I/O板基址 ........................................................................... .............................................................................. ... 5 PR05 I/O板组态 ......................................................................................................................................................... ... 6 PR10 伺服警报接点型态 ........................................................................... ................................................................... 9 PR11 轴卡时脉来源 ........................................................................... (9)PR12 SERVO6轴卡最高时脉 ........................................................................... ............................................................ 9 PR13 轴卡数目............................................................................ .............................................................................. .... 9 PR15 I/O卡数位滤波程度 ........................................................................... ............................................................... 10 PR17控制精度 ........................................................................... .............................................................................. ....11 PR21~PR40伺服对应的机械轴 ........................................................................... ........................................................11 PR41~PR60马达运动方向设定 ........................................................................... . (12)1.13 PR61~PR66伺服轴向解析度设定 ........................................................................... ................................................... 12 1.14 PR221~PR226轴型态 ........................................................................... .. (15)1.15 1.16 1.17 1.19 1.20 1.21 1.22 1.23 1.24 1.25 1.26 1.27 1.28 1.29 1.301.31 1.32 1.33 1.34 1.35 1.36 1.37PR281~PR300选择半径轴或直径轴 ........................................................................... ................................................ 16 PR321~PR340设定轴的名称 ........................................................................... ............................................................ 16 PR381~PR400位置伺服控制模式 ............................................................................................................................... 17 PR404后加减速切削钟型加减速时间............................................................................ ........................................... 20 PR406转角参考速度 ........................................................................... .. (20)PR408 半径5MM圆弧切削参考速度 ........................................................................... .............................................. 21 PR941~960 启动寻原点栅格功能 ........................................................................... ................................................... 22 PR1361~PR1400圆弧尖角补偿 ........................................................................... ........................................................ 24 PR3217选择控制面板键盘型别 ........................................................................... ...................................................... 25 PR3821~PR3822 轴偶合轴号 ........................................................................... ........................................................... 25 PR3823~PR3824 轴偶合轴号 ........................................................................... ........................................................... 26 PR3825 轴偶合型态 ........................................................................... . (26)PR3851 断刀处理程式号码 ........................................................................... ............................................................. 27 PR3205 功能键形态 ........................................................................... . (27)PR3211 ��幕型�e .......................................................................... ..............................................................................28 PR411 G00 �\�臃绞� ........................................................................... .. (28)PR3207 C/S 界面版本���� ..................................................................... .................................................................... 28 PR3215�x刀�r呼叫副程式 ........................................................................... ............................................................. 28 PR3241 工件程式小�迭c型�B .......................................................................... .......................................................... 29 PR3807 �A弧�K�c不在�A弧上�z查��窗 ........................................................................... ......................................... 29 PR3819 �^切�z查型�B .......................................................................... . (29)PR3209 �Z言�O定 ........................................................................... . (30)- 2 -SYNTEC调试手��1.38 PR3219 系�y安�b�M�B..................................................................... .. (30)1.39 1.40 1.41 1.42 1.43 1.44 1.45 1.46 1.47 1.48 1.49 1.50 1.51 1.52 1.531.54 1.55 1.56 1.57 1.58 1.59 1.60 1.61 1.62PR3225 ��幕保�o功能延�t�r�g .................................................................... ............................................................ 31 PR481~PR500 快速移��(RAPID TRAVEL, G00)�r位置�z查的��窗���� (31)PR561~PR580 �z失位置�z查��窗 ........................................................................... .................................................. 31 PR901~PR920 零速检查窗口 ........................................................................... .......................................................... 31 PR2401~PR2440���w第一行程保�o的���� ..................................................................... ........................................ 32 PR2441~PR2480 ���w第二行程保�o 的���� ............................................................................................................. 32 PR1621~PR1630 主�S����的�C械�S或�����S .................................................................. ....................................... 32 PR.1641~PR.1646 主�S���a器�O 性 ........................................................................... ................................................ 32 PR.1651~PR.1656 主�S�R�_���a器一�D的PULSE�� ......................................................................... ..................... 32 PR.1661~PR.1666 主�S回授倍�l .......................................................................... ..................................................... 33 PR.1671~PR.1676 主�S�R�_增益 ........................................................................... .................................................... 33 PR.1711~PR.1716 主�S 是否安�b���a器 ........................................................................... ........................................ 33 PR.1731~PR.1736 主�S最低�D速 ........................................................................... .................................................... 33 PR.1801~PR.1806 主�S 最高�D速 ........................................................................... .................................................... 33 PR.1831~PR.1836 主�S 加�p速�r�g ....................................................................... .................................................... 34 PR.1741~PR.1746 主�S 定位速度 ........................................................................... .................................................... 34 PR.1771~PR.1776 主�S 原�c偏移量 ........................................................................... ................................................ 34 PR.1791~PR.1796 主�S�R�_型�B .......................................................................... ..................................................... 34 PR.1811~PR.1816 主�S���a器安�b位置 ........................................................................... ........................................ 35 PR2031~PR2034 手������的�C 械�S ......................................................................................................................... 35 PR2041~PR2044 手��ENCODER 一�D的PULSE�� ......................................................................... ......................... 35 PR2001 手��第四段倍率�O定 ........................................................................... ........................................................ 35 PR2021 手��模�M����手�����a .................................................................. ............................................................. 35 PR2031~PR2033 手������的座�溯S ............................................................................ (36)第二部分联网 ........................................................................... .............................................................................. .................. 36 2.1网络布线............................................................................ .............................................................................. .................... 36 2.2 控制器设置步骤 ........................................................................... .............................................................................. ........ 36 2.3.网络疑难问题解决方法 ........................................................................... (40)2.4最重要的三点:........................................................................... .............................................................................. ............ 47 2.5其他故障与对策: .......................................................................... .............................................................................. ......... 48 2.5.1 来宾用户GUSET未开启造成的连接失败 ........................................................................... ........................................... 48 2.5.2 加入、删除GUEST帐户 ........................................................................... .. (49)2.5.3 “帐户:来宾帐户状态” 未启用 ........................................................................... ................................................... 50 2.5.4“网络访问:本地帐户的共享和安全模式”设定不对 ........................................................................... ................... 50 2.5.5 防火墙设定不当引起的 ........................................................................... ..................................................................... 51 2.5.6 本地连接被禁用 ........................................................................... ...............................................................................52 2.5.7 SERVER服务关闭了 ........................................................................... .. (54)- 3 -SYNTEC调试手��2.5.8 本地连接IP、子网掩码、设置是否有误 ........................................................................... ........................................ 54 2.5.9 协议没有安装 ........................................................................... .............................................................................. ....... 55 2.5.10 共享文件名不对或没有共享文件夹 ........................................................................... ............................................... 56 2.5.11 IP地址冲突 ........................................................................... .............................................................................. ........ 57 2.5.12系统中病毒或中木马程序等............................................................................ ........................................................... 58 2.5.13磁盘格式为NTFS格式的系统,共享的安全项设定不正确 ........................................................................... ........ 58 第三部分系统警报 ........................................................................... .............................................................................. .......... 60 3.1MOT 警报 ........................................................................... .............................................................................. . (60)3.2 COM / COR警报 ........................................................................... .............................................................................. ......... 68 第四部分 ........................................................................... .............................................................................. .......................... 76 常见故障处理 ........................................................................... .............................................................................. .................. 76 4.1手轮故障处理 ........................................................................... .............................................................................. ............ 76 4.1.1MPG功能检查步骤: ......................................................................... ..............................................................................76 4.1.2MPG接线图汇总 ........................................................................... .............................................................................. ...... 77 4.2切削不良标准处理流程 ........................................................................... (81)4.3主轴转速不对 ........................................................................... .............................................................................. ............. 82 4.4加工工件尺寸有误差检查步骤 ........................................................................... ............................................................... 83 4.5三大伺服警报处理说明 ........................................................................... (89)4.6寻原点动作规格与异常处理 ........................................................................... ................................................................... 97 4.7节距补偿说明 ........................................................................... .............................................................................. ........... 101 4.8光学尺双回授说明 ........................................................................... ................................................................................. 102 4.9自动对刀介绍 ........................................................................... .............................................................................. ........... 103 4.10常用伺服驱动器接线说明 ........................................................................... ................................................................... 109 4.10.1 安川驱动器接线图(供参考) ......................................................................... ........................................................ 109 4.10.2 松下驱动器接线图(供参考) ......................................................................... ........................................................... 111 4.10.3 三菱驱动器接线图(供参考) ......................................................................... ...........................................................113 4.11 驱动器调试(以安川为例) ......................................................................... .................................................................117 4.12新代诊断画面参数含义概要 ........................................................................... ...............................................................119 4.13开机片GHOST制作方法 ........................................................................... . (122)4.14行程极限相关设定介绍 ........................................................................... ...................................................................... 127 附录一: CNC配�C步�E .......................................................................... .............................................................................. .. 129- 4 -感谢您的阅读,祝您生活愉快。
BOM范本
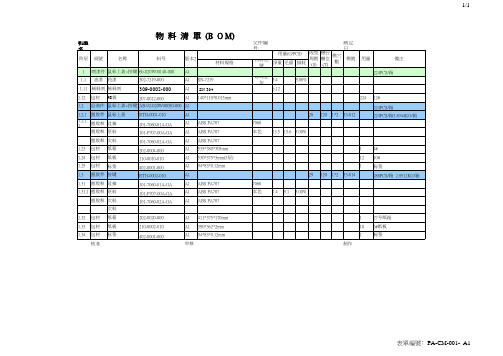
物 料 清 單 (B O M)
机型名称:
阶层 1 1.1 項號 名称 料号 版本2 材料規格 喷漆件 鼠标上盖+按键 60-020W00140-000 油漆 油漆 302-7219-000 A1 A1 A1 A1 SN-7219 SN-304 140*110*0.015mm 珍珠亚灰 3.4 6.12 224 12# 224PCS/箱 28 ABS PA707 ABS PA707 ABS PA707 535*380*305mm 530*375*3mm(3层) 94*83*0.12mm 29 ABS PA707 ABS PA707 ABS PA707 7060 本色 7.4 9.1 3.00% 120 1*2 33-014 1 12 1 4# 10# 标签 288PCS/箱 2.8512KG/箱 7060 本色 13.5 15.6 3.00% 120 1*2 33-012 224PCS/箱3.4944KG/箱 5.00%
202-0020-000 210-0002-010 402-0001-000
A1 A1 A1 审核
411*375*170mm 390*362*2mm 94*83*0.12mm 制作
1 10 1
ห้องสมุดไป่ตู้
27号纸箱 6#纸板 标签
表單編號﹕PA-CM-001- A1
1.2.1 塑胶件 鼠标上盖 1.2.1.1 塑胶粒 过抽 塑胶粒 原料 塑胶粒 次料 1.23 1.24 1.25 1.3 1.31 包材 包材 包材 纸箱 纸板 标签
塑胶件 按键 塑胶粒 过抽
1.31.1 塑胶粒 原料 塑胶粒 次料 次料 1.32 1.33 1.34 包材 包材 包材 核准 纸箱 纸板 标签
文件編号:
DELTA ASDA-A2系列 高性能通讯型伺服驱动器 应用技术手册

如果您在使用上仍有问题,请咨询经销商或者本公司客服中心。
Revision May, 2011
i
序言ASDA-A2 系列
安全注意事项
ASDA-A2 系列为一高解析开放型(Open type)的伺服驱动器,操作时须安装于屏蔽式的控 制箱内。 本驱动器利用精密的反馈控制及结合高速运算能力的数字信号处理器 (Digital Signal PRocessor, DSP),来控制 IGBT 产生精确的电流输出,用来驱动三相永磁式同步交流伺服 电机(PMSM)以达到精准的定位。 ASDA-A2 系列可使用于工业应用场合上,且建议安装于使用手册中的配线(电)箱环境(驱 动器、线材及电机都必须安装于符合 UL 环境等级 1 的安装环境最低要求规格)。 在接收检验、安装、配线、操作、维护及检查时,应随时注意以下安全注意事项。 标志「危险」、「警告」及「禁止」代表的涵义:
主电路配线
请不要将动力线和信号线从同一管道内穿过,也不要将其绑扎在一起。配线时, 请使动力线和信号线相隔 30 厘米(11.8 英寸)以上。 对于信号线、编码器(PG)反馈线,请使用多股绞合线以及多芯绞合整体屏蔽 线。对于配线长度,信号输入线最长为 3 米(9.84 英尺) ,PG 反馈线最长为 20 米(65.62 英尺) 。 即使关闭电源,伺服驱动器内部仍然可能会滞留高电压,请暂时(10 分钟)不 要触摸电源端子。并请确认「CHARGE」指示灯熄灭以后,再进行检查作业。 请不要频繁地开关电源。如果需要连续开关电源时,请控制在一分钟一次以下。
第三章
3.1
配线
周边装置与主电源回路连接............................................................................ 3-1
伯朗特操作说明书
4
手动说明 ...................................................................................................... 5
機械手臂系列
LNC-R6000 操作手冊
2012/03 版本:V01.00 ()
Leading Numerical Controller
东莞市伯朗特自动化科技有限公司
东莞市伯朗特自动化科技有限公司
1
LNC-R6000
目录 1 2 3 LNC-R6000 塑胶机机械手控制系统简介...................................................... 1 画面编排说明............................................................................................... 3 原点 ............................................................................................................. 4
东莞市伯朗特自动化科技有限公司
I
LNC-R600
6.1.2 提供的程式指令说明 .........................................
GSK988TA简明安装调试手册2017年4月第2版28定

本手册为最终用户收藏。
V
GSK988TA 车床数控系统 简明安装调试手册
I
GSK988TA 车床数控系统 简明安装调试手册
前言
尊敬的客户:
对您惠顾选用广州数控设备有限公司研发制造的GSK988TA车床数控系统产品,本 公司深感荣幸并深表感谢!
本 手 册 为 GSK988TA 车 床 数 控 系 统 之 简 明 安 装 调 试 手 册 。 本 手 册 简 明 介 绍 了 GSK988TA 车床数控系统安装调试事项。
1.5.1 IOR-04T、IOR-44T 输入插座 ............................................................................................................. 6 1.5.2 IOR-04T、IOR-44T 输出插座 ............................................................................................................. 5 1.5.3 IOR-44T 型号 I/O 单元 ........................................................................................................................ 5 1.5.4 I/O 单元的输入信号 ............................................................................................................................. 7 1.5.5 I/O 单元的输出信号 ............................................................................................................................. 7
SYNTEC参数说明手册
SYNTEC参数说明手册- 0 -新代科技参数设定说明手册by : 新代科技date : 2006/11/20ver : 9.5SYNTEC参数说明手册- 1 -版本更新记录项次更改内容纪录更改日期作者更改后版本01 初版定稿2005/05/25 吴达钦V9.002 增加Embedded参数设定,Pr221~P226轴型态修正2005/09/22 赖春亿V9.103 增加伺服轴设定及加减速设定参数说明2005/09/22 赖春亿V9.204 增加六轴卡(servo6)指拨开关说明2006/07/21 赖春亿V9.305 修正内容编排格式2006/09/05 赖春亿V9.406 增加参数总表2006/11/20 赖春亿V9.5SYNTEC参数说明手册- 2 -目录1.参数总表............................................................................................................................................ (7)2.参数设定说明............................................................................................................................................ .. (36)2.1系统基本参数设定............................................................................................................................................ (36)2.1.1硬体环境设定............................................................................................................................................ .. (36)2.1.1.1轴卡基本参数设定............................................................................................................................................ . (36)2.1.1.1.1 Pr01 轴板基址............................................................................................................................................ .. (36)2.1.1.1.2 Pr09 轴板型态............................................................................................................................................ .. (37)2.1.1.1.3 Pr10 伺服警报接点型态............................................................................................................................................ . (37)2.1.1.1.4 Pr11 轴卡时脉来源............................................................................................................................................ (38)2.1.1.1.5 Pr12 SERVO6轴卡最高时脉............................................................................................................................................ (38)2.1.1.1.6 Pr13 轴卡数目............................................................................................................................................ .. (38)2.1.1.2 I/O卡基本参数设定............................................................................................................................................ . (39)2.1.1.2.1 Pr03 I/O板基址............................................................................................................................................ . (39)2.1.1.2.2 Pr05 I/O板组态............................................................................................................................................ . (39)2.1.1.2.3 Pr15 I/O卡数位滤波程度............................................................................................................................................ (42)2.1.1.3 控制精度设定............................................................................................................................................ .. (43)2.1.1.3.1 Pr17控制精度............................................................................................................................................ (43)2.1.1.4 萤幕功能键型态设定............................................................................................................................................ .. 432.1.1.4.1 Pr3205功能键型态............................................................................................................................................ .. (43)2.1.1.5 萤幕型别............................................................................................................................................ . (44)2.1.1.5.1 Pr3211 萤幕型别............................................................................................................................................ .. (44)2.1.1.6预设外部存取资料磁碟机代号 (44)2.1.1.6.1 Pr3213 磁碟机代号............................................................................................................................................ .. (44)2.1.1.7 选择控制面板键盘型态..........................................................................................................................................442.1.1.7.1 Pr3217 选择控制面板键盘型别............................................................................................................................................442.1.1.8系统扫瞄时间设定............................................................................................................................................ . (45)2.1.1.8.1 Pr3202 I/O扫描时间............................................................................................................................................ (45)2.1.1.8.2 Pr3203 运动补间时间............................................................................................................................................ . (45)2.1.1.8.3 Pr3204 PLC扫描时间............................................................................................................................................ .. (45)2.1.2软体介面环境参数设定............................................................................................................................................ . (46)2.1.2.1应用功能参数设定............................................................................................................................................ . (46)2.1.2.1.1 Pr411 G00运动方式............................................................................................................................................ . (46)2.1.2.1.2 Pr413 G92(G92.1)座标保留模式设定 (46)2.1.2.1.3 Pr414 工件座标系统保留模式............................................................................................................................................46SYNTEC参数说明手册- 3 -2.1.2.1.4 Pr415 重置或关机时保留目前刀长资料 (47)2.1.2.1.5 Pr3207 C/S界面版本编号............................................................................................................................................ . (47)2.1.2.1.6 Pr3215选刀时呼叫副程式............................................................................................................................................ (47)2.1.2.1.7 Pr3241 工件程式小数点型态............................................................................................................................................2.1.2.1.8 Pr3243 键盘重置键由PLC处理...........................................................................................................................................482.1.2.1.9 Pr3245刀长磨耗补偿输入增量最大值 (48)2.1.2.1.10 Pr3801 G95时进给量与主轴位置紧密偶合 (48)2.1.2.1.11 Pr3807圆弧终点不在圆弧上检查视窗 (49)2.1.2.1.12 Pr3809 UVW为XYZ轴增量指令 (49)2.1.2.1.13 Pr3815 刀具半径补偿预看模式..........................................................................................................................................492.1.2.1.14 Pr3816 刀长补偿模式............................................................................................................................................ (49)2.1.2.1.15 Pr3819过切检查型态............................................................................................................................................ (50)2.1.2.1.16 Pr3851断刀处理程式号码............................................................................................................................................ . (50)2.1.2.2 系统人机介面设定............................................................................................................................................ (51)2.1.2.2.1 Pr3201 设定启动车床规则............................................................................................................................................ .. (51)2.1.2.2.2 Pr3209 语言设定............................................................................................................................................ .. (51)2.1.2.2.3 Pr3219 系统安装组态............................................................................................................................................ . (52)2.1.2.2.4 Pr3221 除错模式............................................................................................................................................ .. (52)2.1.2.2.5 Pr3223启动系统管理功能............................................................................................................................................ (53)2.1.2.2.6 Pr3225 萤幕保护功能延迟时间............................................................................................................................................2.1.2.2.7 Pr3227 萤幕解析度............................................................................................................................................ .. (53)2.1.2.2.8 Pr3229 关闭工件座标系统功能...........................................................................................................................................532.1.2.2.9 Pr3247 速率显示方法............................................................................................................................................ . (54)2.2.伺服轴向参数设定............................................................................................................................................ .. (55)2.2.1各轴对应机械轴设定............................................................................................................................................ .. (55)2.2.1.1 Pr21~Pr40 伺服对应的机械轴 (55)2.2.2 轴向马达运动方向的设定............................................................................................................................................552.2.2.1 Pr41~Pr60 马达运动方向设定 (55)2.2.3 轴向命令与回授解析度设定........................................................................................................................................562.2.3.1 Pr61~Pr80 位置感测器解析度 (56)Pr81~Pr100 轴卡回授倍频............................................................................................................................................ . (56)Pr121~Pr160 螺杆侧齿轮齿数,马达侧齿轮齿数 (56)Pr161~Pr180 螺杆宽度(Pitch)..................................................................................................................................... (56)Pr181~Pr200 伺服系统的位置回路增益 (56)Pr201~Pr220 位置感测器型态.............................................................................................................................................56Pr341~Pr360 位置命令倍率分子.........................................................................................................................................56Pr361~Pr380 位置命令倍率分母.........................................................................................................................................562.2.4 各轴向应用型态设定............................................................................................................................................ .. (58)SYNTEC参数说明手册- 4 -2.2.4.1 Pr221~Pr226轴型态............................................................................................................................................ . (58)2.2.4.2 Pr281~Pr300选择半径轴或直径轴 (59)2.2.5 各轴向显示名称设定............................................................................................................................................ .. (59)2.2.5.1 Pr321~Pr340设定轴的名称 (59)2.2.6 轴向控制模式设定............................................................................................................................................ (60)2.2.6.1 Pr381~Pr400位置伺服控制模式 (60)2.2.7 定位检查功能设定............................................................................................................................................ (60)2.2.7.1 Pr421~Pr440切削时位置检查的视窗范围 (60)2.2.7.2 Pr481~Pr500 快速移动(Rapid Travel, G00)时位置检查的视窗范围 (61)2.2.7.3 Pr561~Pr580 遗失位置检查视窗 (61)2.2.7.4 Pr901~Pr920 零速检查视窗 (61)2.2.8 各轴向左右软体行程极限保护 (61)2.2.8.1 Pr2401~Pr2440 软体第一行程保护的范围 (61)2.2.8.2 Pr2441~Pr2480 软体第二行程保护的范围 (62)2.3.主轴参数设定............................................................................................................................................ . (63)2.3.1主轴对应命令输出埠设定.............................................................................................................................................632.3.1.1 Pr1621~Pr1630 主轴对应的机械轴或逻辑轴 (63)2.3.2 主轴命令参数设定............................................................................................................................................ (63)2.3.2.1 Pr.1631~Pr.1636 主轴零速offset速度 (63)2.3.2.2 Pr.1641~Pr.1646 主轴编码器极性 (63)2.3.2.3 Pr.1651~Pr.1656 主轴马达编码器一转的Pulse 数 (63)2.3.2.4 Pr.1661~Pr.1666 主轴回授倍频 (64)2.3.2.5 Pr.1671~Pr.1676 主轴马达增益 (64)2.3.2.6 Pr.1681~Pr.1692 主轴第一档齿数比 (64)Pr.1901~Pr.1952 主轴第四档齿数比 (64)2.3.2.7 Pr.1711~Pr.1716 主轴是否安装编码器 (65)2.3.3 主轴运动转速设定参数............................................................................................................................................ . (65)2.3.3.1 Pr.1721~Pr.1726 主轴寸动速度 (65)2.3.3.2 Pr.1731~Pr.1736 主轴最低转速 (65)2.3.3.3 Pr.1801~Pr.1806 主轴最高转速 (65)2.3.3.4 Pr.1821~Pr.1826 主轴伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主轴加减速时间 (66)2.3.3.6 Pr.1851~Pr.1856 主轴重力加速度加减速时间 (66)2.3.4主轴定位设定参数............................................................................................................................................ (66)2.3.4.1 Pr.1741~Pr.1746 主轴定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主轴定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主轴原点偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主轴定位最低速度 (67)SYNTEC参数说明手册- 5 -2.3.4.5 Pr.1791~Pr.1796 主轴马达型态 (67)2.3.4.6 Pr.1811~Pr.1816 主轴编码器安装位置 (67)2.3.4.7 Pr.1841~Pr.1846 主轴Y-Delta切换速度 (67)2.4.轴向运动特性设定参数............................................................................................................................................ (69)2.4.1 切削时前加减速运动规划............................................................................................................................................692.4.1.1 Pr401 切削加减速时间........................................................................................................................................69Pr402 重力加速度加减速时间...........................................................................................................................................69Pr405 切削的最高进给速度............................................................................................................................................ (69)Pr541~Pr560 各轴切削的加减速时间 (69)Pr621~Pr640 各轴切削的最高进给速度 (69)Pr641~Pr660 各轴重力加速度加减速时间 (69)2.4.2 切削时后加减速运动规划............................................................................................................................................712.4.2.1 Pr404后加减速切削钟型加减速时间 (71)2.4.3 切削时直线转角自动减速功能 (73)2.4.3.1 Pr406转角参考速度............................................................................................................................................ . (73)2.4.4 切削时圆弧切削运动最高进给速度设定 (74)2.4.4.1 Pr408 半径5mm圆弧切削参考速度 (74)2.4.5 快速移动及JOG时的加减速规划 (75)2.4.5.1 Pr441~Pr460 各轴快速移动(G00)的加减速时间 (75)Pr461~Pr480 各轴快速移动(G00)的最高进给速度 (75)Pr501~Pr520 各轴快速移动(G00)的F0速度 (75)Pr521~Pr540 各轴JOG速度.............................................................................................................................................752.5.寻原点动作设定参数............................................................................................................................................ . (76)2.5.1寻原点方式设定参数............................................................................................................................................ .. (76)2.5.1.1 Pr961~Pr980 各轴寻原点方法 (76)2.5.2 寻原点动作规格与参数设定........................................................................................................................................762.5.2.1 Pr821~Pr840 各轴第一段寻原点速度 (76)Pr841~Pr860 各轴第二段寻原点速度 (76)Pr861~Pr880 各轴寻原点为负方向 (76)2.5.3 原点偏移功能设定参数............................................................................................................................................ . (77)2.5.3.1 Pr881~Pr900 原点的偏移量设定 (77)2.5.4 原点栅格量功能设定参数............................................................................................................................................782.5.4.1 Pr941~Pr960启动寻原点栅格功能 (78)2.6.手轮功能设定参数............................................................................................................................................ (80)2.6.1手轮讯号输入设定参数............................................................................................................................................ . (80)2.6.1.1 Pr2031~Pr2034 手轮对应的机械轴 (80)SYNTEC参数说明手册- 6 -2.6.2手轮讯号解析度设定参数.............................................................................................................................................802.6.2.1 Pr2041~Pr2044 手轮Encoder一转的Pulse 数 (80)Pr2051~Pr2054 手轮回授倍频...........................................................................................................................................802.6.3手轮段数设定参数............................................................................................................................................ (80)2.6.3.1 Pr2001手轮第四段倍率设定 (80)2.6.4手轮模拟功能设定参数............................................................................................................................................ . (81)2.6.4.1 Pr2003手轮模拟对应手轮号码 (81)2.6.5手轮驱动轴向功能设定参数.........................................................................................................................................812.6.5.1 Pr2031~Pr2033手轮对应的座标轴 (81)2.6.5手轮设定参数............................................................................................................................................ .. (81)2.6.5.1 Pr2031~Pr2033手轮对应的座标轴 (81)2.7.机构补偿功能设定参数............................................................................................................................................ (82)2.7.1尖角误差补偿设定参数............................................................................................................................................ . (82)2.7.1.1 Pr1361~Pr1380圆弧尖角正向误差补偿量 (82)Pr1381~Pr1400圆弧尖角误差补偿时间常数 (82)Pr1361~Pr1400圆弧尖角负向误差补偿量 (82)2.8.轴耦合功能设定参数............................................................................................................................................ . (85)2.8.1轴耦合功能设定参数............................................................................................................................................ .. (85)2.8.1.1 Pr1361~Pr1380圆弧尖角正向误差补偿量 (85)Pr1381~Pr1400圆弧尖角误差补偿时间常数 (85)Pr1361~Pr1400圆弧尖角负向误差补偿量 (85)SYNTEC参数说明手册- 7 -1.参数总表编号说明输入范围单位使用详细说明1 *第一轴轴板基址[0,65535] SERVO 4:ㄧ片或两片轴卡,第一片轴卡位置请设定800(320H).三片或四片轴卡,第一片轴卡位置请设定768(300H)SERVO6:请设定768(300H).ㄧ体机(Embedded):请设定512(200H).内定值800 (320H)3 *第一片IO板基址[0,65535] 第一片I/O卡位置设定,内定值512(200H)5 *IO板组态[0,9] 0:2PIO4+1PIO3(R1+HK)1: HK + 3R12: HK + R2 + 2R13: 2R2 + 4R14: HK2 + R2 + 2R15: HK + R2 + 4PIO46:PIO5 (不启动点矩阵扫描功能)7:PIO5(启动点矩阵扫描控制操作面板)9:虚拟IO卡9 *轴板型态[0,9] 0:EMP21:SERVO4+不检查伺服警报2:SVO4+伺服警报接点为常开接点Normal Open ( A 接点)3:SERVO4+伺服警报接点为常闭接点Normal Close ( B 接点)4:EMP45:SERVO69:虚拟轴卡SYNTEC参数说明手册- 8 -编号说明输入范围单位使用详细说明10 *伺服警报接点型态[0,1] 0:常开接点Normal Open (A接点) 1:常闭接点Normal Close(B接点)注:此参数仅对SERVO 6轴卡有效11 *轴板时脉来源[0,2] 设定轴板时脉来源:0时使用轴板自已时脉.1时共用IPC Bus时脉(486).2时共用IPC Bus时脉(586+).13 *轴板数目[0,6] 设定轴板个数15 设定I/O板数位滤波程度[0,3] 数值越大滤波效果越大,但反应灵敏度变弱.数值越小滤波效果越小,但反应灵敏度变快.17 *控制精度(1:条;2:微米;3:次微米)[1,3] 设定控制精度,基本长度单位长度单位, BLU, 此单位不会受公英制输入模式影响.1: 0.01 mm,0.01 deg,0.001 inch;2: 0.001 mm,0.001 deg,0.0001 inch;3: 0.0001 mm,0.0001 deg0.00001 inch;当此值改变时,所有有关BLU的长度单位参数必需重设,同时,刀具资料也必须重设.21~40 *对应的机械轴[0,20] 依配机规划,可指定各轴相对轴卡上的伺服机械轴输出埠编号41~60 马达运动方向反向[0,1] 设定各轴机台实际运动方向, 0:不反向,1:反向61~80 位置感测器解析度(编码器:Pulse/转;光学尺:Pulse/mm)[100,2500000]pulse/revpulse/mm各轴马达ENCODER每转PULSE 数81~100 轴卡回授倍频[1,4] 轴卡ENCODER倍频数设定, 全部设定4101~120 马达的增益[1,8000] RPM/V 马达指令增益亦即1V 的速度指令,相对马达转速是几转(rpm)SYNTEC参数说明手册- 9 -编号说明输入范围单位使用详细说明注:电压控制模式时有效121~160 螺杆侧齿轮齿数马达侧齿轮齿数[1,999999999]齿轮比设定,输入实际马达端的齿数,与螺杆端齿数161~180 螺牙宽度(Pitch) [1,1000000] BLU 螺杆的导程,螺杆每一转前进的牙距181~200 伺服系统的位置回路增益(Loop Gain)[1,3000] 1/sec 系统的刚性设定,增益值设定越大,系统刚性越好,加工精度越佳,但是设定太大,容易引起机台抖动,通常CNC 系统, 编码器场合设定30 ,光学尺场合,设定20201~220 位置感测器型别(0:编码器;1:光学尺;2:无回授)[0,2] 位置检测元件的类别设定(光学尺,编码器或无回授)221~240 轴的型态[0,5] 设定轴的型态(0:线性轴;1-5:旋转轴型态A-E)241~260 *双回授第二位置感测器对应的机械轴[0,20] 设定双回授中第二位置感测器(光学尺)对应轴卡上的机械轴261~280 双回授第二位置感测器解析度(Pulse/mm)[100,2500000]pulse/mm 双回授第二位置感测器解析度.直线轴:每毫米,mm,的脉波数,即A/B相的频率.旋转轴:一圈,360度,的脉波数,即A/B相的频率.281~300 选择半径轴或直径轴[0,1] 设定该轴为直径轴或半径轴:0:为半径轴;1为直径轴,当此参数变动后,该轴的下列参数也必须是直径量:1.原点偏移量2.参考点3.软体行程极限301~320 双回授第二位置感测器回授倍频[1,4] 双回授第二位置感测器卡ENCODER或光学尺倍频数设定,全部设定4321~340 设定轴的名称[00100,10999] 设定轴的名称,前两位数字决定是否显示轴向代号.00=>显示SYNTEC参数说明手册- 10 -编号说明输入范围单位使用详细说明10=>不显示第三码为英文字母代号的选择;其编码如下:X轴=>1;Y轴=>2;Z轴=>3;A轴=>4;B轴=>5;C轴=>6;U轴=>7V轴=>8W轴=>9后两位为下标号码.例如:X2设定值为102,W23设定值为923X设定为100341~360 位置命令倍率分子[1,999999999] 输出位置命令倍率的分子值361~380 位置命令倍率分母[1,999999999] 输出位置命令倍率的分母值381~400 位置伺服控制模式[0,2] 0: CW/CCW位置伺服控制模式.1: 电压位置伺服控制模式.2: A/B Phase位置伺服控制模式.SYNTEC参数说明手册- 11 -编号说明输入范围单位使用详细说明401 切削的加减速时间[0,60000] ms 8.00版(含之前)使用说明:G01,G02,G03,G33的加减速时间设定,此时间设定越大,加减速时间越长,运动越平顺9.00,10.00版使用说明:设定切削的加减速时间(G01/G02/G03/G31).此参数会与参数405切削的最高进给速度,一起用来计算切削时的合成最高加速度,以供切削时加减速依据.建议设定:每1 m/min的切削速度加减速时间10ms,例参数405设定为6000 (6 m/min) 时,此参数就设60(60ms).402 重力加速度加减速时间[0,60000] ms 设定重力加速度加减速时间.这个参数用来限制动程的冲量(Jerk)最大值.(建议Jmax=65333 mm/sec3)9.00版使用说明:Jmax=Pr405*1000000/(Pr401*Pr402*60)(mm/sec3)10.00版使用说明:Jmax=1G*1000/Pr402(mm/sec3)1G=9800 m/sec2404 后加减速时间[0,60000] ms 切削后加减速时间.提供线性后加减速的方式,平滑马达输出指令,以达到加减速的效果,建议值15ms~25ms405 切削的最高进给速度[0,3600000] mm/mindeg/min01. in/min加工(G01/G02/G03/G31/G33)最高速度设定406 设定转角参考速度[6,3600000] mm/mindeg/min01. in/min设定转角参考速度,此参考速度为转角90度时,允许的角隅最高速度值.此速度越大时加工越快,但角隅精度差,此速度越大加工越SYNTEC参数说明手册- 12 -编号说明输入范围单位使用详细说明慢,但角隅精度好.建议值500mm/min.408 设定半径5mm圆弧切削参考速度[6,3600000] mm/mindeg/min01. in/min由於圆弧切削时,伺服落后会造成圆半径内缩,其中,T为伺服系统时间常数;V为切线速度;R为圆半径.因此,我们利用此关系式,在内缩量保持固定与伺服特性固定的条件下,找出任何圆半径的最高允许速度.此参数即在设定此参考半径Rref,参数408用来设定参考速度Vref.建议值Rref = 5000 (5mm), Vref=500 (mm/min).409 螺纹切削加减速时间[0,60000] ms G33螺纹切削加减速时间410 手轮加减速时间[10,60000] ms 设定手轮加减速时间,内定值200 411 G00运动方式[0,1] 0:线性同动;1:各轴独立以各轴最高速移动.413 G92(G92.1)座标保留模式设定[0.,2] 0:重置时(Reset)不保留由G92(G92.1)设定的工作座标偏移量1:重置时(Reset) 保留由G92(G92.1)设定的工作座标偏移量,开关机不保留2: 重置时(Reset)与开关机保留由G92(G92.1)设定的工作座标偏移量414 工作座标系统座标保留模式设定[0,2] 0:重置时(Reset)回归内定工件座标系统(G54)1:重置时(Reset)保留当时工件座标系统2:重置时(Reset)与开关机保留当时工件座标系统415 *在重置(Reset)或关[0,1] 0: 在重置(Reset)或关机(Power SYNTEC参数说明手册- 13 -编号说明输入范围单位使用详细说明机(Power OFF)时目前刀子的刀长资料是否保留OFF)时不保留目前刀子的刀长资料1:在重置(Reset)或关机(PowerOFF)时保留目前刀子的刀长资料417 刚性攻牙速度回路增益[0,4000] 用来调整Z轴追随主轴在等速段的强度,此值越小Z 轴落后主轴越多,此值越大,Z轴落后越小,当此值太大,会造成超前,或摆动现象.418 刚性攻牙加速度回路增益[0,4000] 用来调整Z轴追随主轴在加速段的强度,此值越小Z 轴落后主轴越多,此值越大,Z轴落后越小,当此值太大,会造成超前,或摆动现象419 刚性攻牙主轴减速时间[0,60000] ms 刚性攻牙主轴减速时间,用来调整攻牙过切深度.421~440 切削时位置检查(In-Position)的视窗范围[0,300000] BLU BLOCK 的执行,以确定加工精度,但是设定太小,可能会影响加工速度441~460 快速移动(RapidTravel, G00)加减速时间[0,60000] ms G00,Home 与JOG 的加减速时间设定,建议值: G01 加减速速度一倍以上461~480 快速移动(RapidTravel, G00)进给速度[0,3600000] mm/mindeg/min0.1 in/minG00 的速度设定,此速度接受面板RAPID OVERRIDE 设定(F0,25,50,100)481~500 快速移动(RapidTravel, G00)时位置检查(In-Position)的视窗范围[0,300000] BLU G00 IN POSITION CHECK 的范围501~520 快速移动(RapidTravel, G00) F0速度值[0,15000] mm/mindeg/min0.1 in/minG00 RAPID OVERRIDE 设定为F0 时,机台运动速度521~540 JOG速度[0,3600000] mm/mindeg/min0.1 in/min各轴JOG 速度设定,接受面板旋钮的OVERIRDE541~560 各轴切削加减速时[0,60000] ms 8.00版(含之前)使用说明: SYNTEC参数说明手册- 14 -编号说明输入范围单位使用详细说明间PLC轴G01, G02, G03, G33 的加减速时间设定,此时间设定越大,加减速时间越长,运动越平顺,但是太大会影响到加工精度.9.00,10.00版使用说明:设定切削的加减速时间(G01/G02/G03/G31).此参数会与参数621~640各轴切削的最高进给速度,一起用来计算切削时的合成最高加速度,以供切削时加减速依据.建议设定每1 m/min的切削速度加减速时间10ms,例参数621设定为6000 (6 m/min) 时,此参数541就设60(60ms).561~580 遗失位置检查视窗[50,300000] BLU 控制器在马达静止的情况下,会自动检查马达回授位置与命令差是否超过此参数设定的范围,如果是就会发出遗失位置命令警报581~600 速度前馈补偿百分比[0,200]601~620 各轴转角参考速度[6,3600000] mm/mindeg/min01. in/min设定各轴转角参考速度,此参考速度为转角90度时,允许的角隅最高速度值.此速度越大时加工越快,但角隅精度差,此速度越大加工越慢,但角隅精度好.建议值500 mm/min.621~640 各轴切削的最高进给速度[0,3600000] mm/mindeg/min01. in/min加工(G01,G02,G03)最高速度设定641~660 各轴重力加速度加减速时间[0,60000] ms 设定各轴重力加速度加减速时间.这个参数用来限制动程的冲量(Jerk)最大值.Jmax=1G*1000/T1G=9.8 m/sec2T为此参数所设定的值PS:此参数对G00,G01,JOG,Home的轴向移动均有效SYNTEC参数说明手册- 15 -编号说明输入范围单位使用详细说明701~720 所属轴群代号[1,15] 本轴附属轴群.有关轴群的PLC 控制介面,请参考R520~R559.Bit 0 此轴属第一轴群Bit 1 此轴属第二轴群Bit 2 此轴属第三轴群Bit 3 此轴属第四轴群例如:设定1此轴属第一轴群;设定2此轴属第二轴群;设定3此轴属第一轴群,也属於第二轴群;设定15此轴属第一至四轴群.721~724 轴群对应的MST通道[1,4] 设定轴群使用的MST通道代号.目前系统提供多组独立的MST通道可进行CNC与PLC沟通.不同轴群可共用同一个通道,当使用共用通道,如发生同时来自不同轴群的MST要求时,其要求将依序通知PLC处理,会稍微影响效能,但PLC程式撰写较简单.第一组的PLC介面由C38/S30/S29/S54/S69 R1~R3构成第二~四组的PLC介面请参考R615~R626731 CNC主系统轴群[1,4] 指定CNC主系统包含的轴群数目.超过此参数的轴群,可由PLC直接驱动.有关轴群的PLC控制介面,请参考R520~R559.内定值2.例:设为2时:表示第一和第二轴群由CNC主系统控制($1,$2),第三和第四轴群由PLC控制.设为3时:表示第一,二,和第三轴群由CNCSYNTEC参数说明手册- 16 -编号说明输入范围单位使用详细说明主系统控制($1,$2,$3),第四轴群由PLC控制.~800 系统保留区保留803 *Home Dog来源(0:I/O; 1:轴卡)[0,1] HOME DOG 是由I/O 卡来,还是轴卡,建议由I/O 卡来注:此参数仅对EMP4卡有效821~840 寻原点速度[0,3600000] mm/min deg/min0.1 in/min寻原点时,轴向寻找HomeDOG的速度设定,试机时,先设定1mm/min ,没有问题后,再将速度调高到目标值841~860 寻原点的第二段的低速速度[0,3600000] mm/mindeg/min01 in/min轴向在找到HomeDOG后往回寻找马达INDEX的速度设定,试机时,先设定1 mm/min ,没有问题后,再将速度调高到目标值861~880 寻原点方向为负方向[0,1] 寻HOME 方向设定,0 为正, 1为负881~900 寻原点的偏移量[-999999999,+999999999]BLU 系统在找到马达INDEX后,会将机械座标零点从马达INDEX位置偏移到参数指定距离的位置上,这个参数通常用於将机台座标设定为单向范围901~920 零速检查视窗(count)[3,50] count 各轴零速检查视窗,当0.1sec内绝对位置纪录器变化量小於设定值时被视为零速度921~940 Home Dog极性(0:正;1:负)[0,1] HOME DOG 极性设定,正常配线是NORMAL CLOSE ,但是在进接开关使用场合是NORMALOPEN注:此参数仅对EMP4卡有效941~960 启动寻原点栅格功能[0,1] 当Home Dog位置太靠近马达索引讯号时,容易因HomeDog反应异常造成寻原点不准.当装好HomeDog后发现栅格量不为20~80,请打开此功能.此功能打开后,寻原点时会自动忽略离开HomeDog后半圈的索引讯号.SYNTEC参数说明手册- 17 -编号说明输入范围单位使用详细说明961~980 设X 轴寻原点方法[0,2] 0:有DOG开关;1:编码器索引2.有DOG开关,对原点偏移量的处理,采直接设定机械座标方式,而非位移.~1200 系统保留保留1221~1240 启动背隙补偿功能[0,1] 背隙补偿功能起动,关闭,进行背隙量测时,需将此功能先关掉1241~1260 背隙补偿量[0,999999999]BLU 背隙补偿功能起动后,以此设定量,进行背隙补偿1301~1320 启动齿节误差补偿功能[0,2] 节距补偿功能起动/关闭,进行节距补偿量测时,需先起动背隙补偿功能,0 : 不补偿,1: 单向补偿,2: 双向补偿1321~1340 齿节误差补偿间隔[1000,99999999]BLU 节距补偿功能起动后,以此设定量,设定补偿间距,每格的间距是多少1341~1360 原点在补偿表格的位置[1~100] 节距补偿功能起动,机械原点在补偿表的第几号,建议值是50。
基于核磁共振氢谱技术建立白酒乙醇浓度检测方法

不同厂家、品牌、香型白酒酒精度不尽相同,为探 寻不同的酒精 度 对 核 磁 谱 图 的 影 响,对 10% ~ 70% 乙醇体积分数的乙醇水溶液共 7 个样品进行测试,结 果如图 2 所示。 乙醇的甲基与亚甲基峰面积随着乙
232 2021 Vol. 47 No. 12 ( Total 432)
醇含量增加而增大。 乙醇体积分数的增加,分子间氢 键增强,乙醇甲基 峰, 亚 甲 基 峰 和 水 羟 基 峰 化 学 位 移 增大,向核磁低场 移 动, 这 为 以 峰 位 置 的 不 同 计 算 酒 精度提供依据。
基于核磁共振氢谱技术建立白酒乙醇浓度检测方法
刘恩满1,2 ,李雪玉3 ,宗绪岩1 ,李丽2 ,王寿峰3∗
1( 酿酒生物技术与应用四川省重点实验室( 四川轻化工大学) ,四川 宜宾,644000)2( 四川轻化工大学 生物工程学院, 四川 宜宾,644000)3( 四川轻化工大学 化学工程学院,四川 自贡,643000)
6DS180T使用说明书
前言6DS180T双中间轴变速器是陕西法士特汽车传动集团公司在本公司传统双中间轴变速器技术的平台上,自行开发制造的一款输入扭矩为1800Nm的新型变速器。
6DS180T双中间轴变速器设计新颖,采用单箱体结构、双中间轴传动,除倒档外采用全同步器换档,且一二、三四档均采用双锥面锁环式同步器,大大增加了同步扭矩;五六档采用单锥面锁环式同步器。
6DS180T双中间轴变速器速比配置合理、采用细高齿设计、齿轮啮合平稳、变速器噪音低、全同步器换档、档位清晰、换档灵活,操纵形式多样,可采用单杆、双杆操纵等。
6DS180T双中间轴变速器生产工艺先进。
变速器的各个部件加工都有国际先进的机床(以数控、加工中心为主)、热处理设备(IPSEN连续炉和艾协林箱式炉)作保障,重要零件的生产在专门的生产线进行。
该变速器可匹配液力缓速器及电涡流缓速器,可广泛应用于大型公交车、豪华大客车等车型。
另外也可应用于其他一些特种车。
陕西法士特汽车传动集团公司可根据用户需要进行变型设计、改装配套、维修服务、配件供应等。
为顾客提供满意的产品和服务是法士特公司的宗旨。
欢迎广大客户光临我公司咨询、洽谈、参观指导,我们将竭诚为您服务。
一、6DS180T变速器的主要性能参数额定输入功率:331Kw最高输入扭矩:1800Nm最高输入转速:2600rpm各档速比:注:a. 质量中包括离合器壳,但不包括润滑油和分离装置;b. 所指长度是从离合器壳体前止口端面到输出法兰盘后止口端面;c.加油量仅供参考,具体请参阅后面图示说明。
二、编号规则6 D S 180 (T) A速比代号全同步器换档×10=名义输入扭矩(Nm)双中间轴结构单箱单箱前进档数三、6DS180T变速器主截面图(见图1)四、6DS180T变速器安装尺寸图(见图2)五、6DS180T变速器动力传递路线6DS180T变速器的结构简图如图3所示;6DS180T变速器的动力传递路线如图4所示。
备件名目(9JS150T-B底拉)
变速器备件目录(9JS150T-B)陕西法士特齿轮有限责任公司目录一、离合器和变速器壳体总成 (4)二、二轴总成 (9)三、左、右中间轴总成 (11)四、一轴总成 (13)五、倒档中间轴总成 (14)六、上盖总成 (15)七、操纵装置总成 (18)八、空气滤清调节器总成 (25)九、副箱驱动齿轮总成 (26)十、副箱主轴总成 (27)十一、副箱左、右中间轴 (29)十二、后盖总成 (31)十三、副箱气缸总成 (35)一、离合器和变速器壳体总成代号零件号零件名称. 数量1 Q1701032 小六角头头部带孔螺栓 22 Q40310 弹簧垫圈 2二、二轴总成三、左、右中间轴总成中间轴总成包括代号为6~15的零件。
四、一轴总成代号零件号零件名称. 数量1 JS180A-1701036 一轴螺母 12 C01020 止动环 13 150212K 一面带止动槽和防尘盖的单列向心球轴承 14 16463 齿轮隔垫 15 14750 止动环 16 JS180A-1701030 一轴 17 16566 二轴导套 1五、倒档中间轴总成JS150T-1701080B代号零件号零件名称. 数量1 GB890-80 六角尼龙圈螺母M16×1.5 22 14283 倒档中间轴垫圈 23 14282 倒档止推垫圈 24 14287 滚针轴承 25 JS150T-1701083B 倒档中间齿轮 26 16403 杯形倒档垫圈 27 16405 倒档中间轴 28 Q2821212 平端紧定螺钉 2 倒档中间轴总成包括代号为4、5、6、7、8的零件。
六、上盖总成七、操纵装置总成代号零件号零件名称. 数量注:外换档臂垂直向上安装。
八、空气滤清调节器总成代号零件号零件名称. 数量1 A-C03002-11 空气滤清调节器总成 12 12845 90°弯管接头 14 Q150B0660 六角头螺栓 2Q40306 垫圈 25 55518 气管总成 1空气滤清调节器总成包括代号为1、3、6的零件。
GT系列运动控制器 用户手册

前言
前言
感谢选用固高运动控制器
为回报客户,我们将以品质一流的运动控制器、完善的售后服务、高效的技术支持,帮 助您建立自己的控制系统。
固高产品的更多信息
固高科技的网址是 。在我们的网页上可以得到更多关 于公司和产品的信息,包括:公司简介、产品介绍、技术支持、产品最新发布等等。
用户手册的用途
用户通过阅读本手册,能够了解 GT 系列运动控制器的基本结构,正确安装运动控制器, 连接控制器与电机控制系统,完成运动控制系统的基本调试。
用户手册的使用对象
本编程手册适用于,具有硬件基本知识,对控制有一定了解的工程人员。
用户手册的主要内容
本手册由三章内容和附录组成。第一章“概述”,简介 GT 系列运动控制器 及如何构成电机控制系统;第二章“快速使用”,介绍控制卡安装、接线和驱动程 序的安装;第三章“系统调试”,介绍利用控制卡配套软件,进行系统调试;附录 提供了:控制器技术参数;位置、速度和加速度设置;典型接线;故障处理;配 套软件使用说明。
地址线定义图23jp1基地址开关默认定义表22运动控制器基地址开关选择表基地址hex十进制a9a8a7a6a5a40x1002560x1202880x1403200x1603520x1803840x1a0x1c0x1e0x2005120x2205440x2405760x2606080x2806400x2a0x2c0x2e0x300默认768offoff0x3208000x3408320x3608640x3808960x3a0x3c0x3e第二章快速使用23pc机已占用地址表isa总线地址分配十六进制十进制功能00001f003102003f3263中断控制器04005f6495定时器06006f96111键盘07007f112127实时时钟08009f128159页寄存器0a00b160191中断控制器0c00d0f00f240255数学协处理器1f01f496504硬盘驱动器20020f512527游戏口210217528535扩展单元27827f630639并行口2b02d688735可选择2f82f760767异步通信口30031f768799原型卡36036f864879网络卡37837f888895并行口38038f896911390393912915保留3a03a3b03b单显3c03c3d03d976991彩显3f03f10081015软盘驱动器3f83f10161023异步通信口390x393异步通信口2312中断选择jp2运动控制器提供时间中断和事件中断信号供主机使用
低渗透率储层流度计算改进方法探讨
低渗透率储层流度计算改进方法探讨张国栋;陈忠云;张志强【摘要】流度是评价储层井筒环境下真实物性的关键参数之一,低渗透率储层单位面积的供液能力远小于仪器抽提速率,测压时难以出现稳态流状态,造成流度计算结果偏大,高估了储层物性.分析了致密储层测压无法出现稳态流的原因,阐述了面积积分法和FRA算法的原理以及存在问题,提出了针对低渗透率储层FRA算法的校正方法,针对低渗透率储层统一参数的测量方式,给出测好低渗透率储层流度参数建议,使用XPT快速测压仪是目前有效的技术手段.【期刊名称】《测井技术》【年(卷),期】2016(040)001【总页数】6页(P40-45)【关键词】电缆地层测试;低渗透率储层;流度计算;西湖凹陷【作者】张国栋;陈忠云;张志强【作者单位】中海石油(中国)有限公司上海分公司,上海200030;中海石油(中国)有限公司上海分公司,上海200030;中海油田服务股份有限公司,河北三河065201【正文语种】中文【中图分类】P631.840 引言流度值是表征储层渗透性大小和进行产能预测的关键参数,通过测压获得的流度信息能够真实反映井眼环境下储层的渗透能力,以此开展储层产能评价等工作[1-5]。
近年来,针对低渗透率储层,在西湖凹陷进行了大量的测压作业,目的是通过流度值进行储层物性评价和天然气产能预测[6],以及指导测试工艺优化,因此流度数值的准确性至关重要。
低渗透率储层流度计算存在两大难点,一是储层渗流能力差,压力恢复难以出现稳态流;二是受超压影响,压力值难以恢复稳定,致使计算得到的流度值往往偏大。
本文深入剖析了低渗透率储层难以出现稳态流的原因,提出了具体改进措施,取得了良好应用效果,使低渗透率储层测压获得的流度值更加精确。
1 低渗透率储层压降流度偏大原因分析1.1 流度定义与计算流度为渗透率除以黏度,mD/cP*非法定计量单位,1 mD=0.987×10-3 μm2;1cP=1 mPa·s,下同,它是基于达西定律推导出来的,数学推导公式为达西公式(1)流度计算公式[7](2)式中,K为渗透率;μ为黏度;Q为流速;L为长度;S为面积;Δp为压差;Cpf为仪器形状系数,使用不同的探针有不同的数值;V为抽吸体积;t为流动时间。
液晶显示器侧视角发红机理分析及改善
液晶显示器侧视角发红机理分析及改善万冀豫;邵喜斌;冯贺;汪栋;张思凯;杨同华;陈南;宋勇志;李升玄;张亮【摘要】针对于液晶显示器出现的侧视角发红不良,本文从定性及定量角度进行机理分析.初步实验定性确定影响侧视角发红的主要因素为材料Rth和颜料颗粒分布.定量分析方面,通过对Rth、膜层厚度、上偏振片偏振方向与主观察方向的夹角(A-UPMO)、透过光主波长4个方面的分析,得到侧视角不良程度的理论计算公式.根据上述结论,通过减小Rth,减薄膜层厚度以及缩小A-UPMO可以有效改善不良程度.给出通常情况下,新材料开发过程中Red/Green/Blue Rth的阈值分别为6.0nm/5.4nm/4.0nm,为未来新材料开发及不良改善提供有益的参考.%The mechanism of side-view reddish in LCD is analyzed by the qualitative and quantitative side in this paper.The qualitative result shows that the main factors which influence the side-view red-dish are Rth and pigment particle distribution of the material.In the quantitative analysis,the theoreti-cal formula which can simulate the level of side-view reddish is obtained by analyzing R th,thickness of the film,angle between upper polarizer's polarization direction and main observation direction (A-UPMO) and the main wavelength of the transmitted light.According to the above conclusions,side-view reddish can be improved effectively by reducing Rth,thinning film thickness and reducing the A-UPMO.In general,the threshold of Rth for Red/ Green/ Blue material each is 6.0 nm / 5.4 nm / 4.0 nm.The research will give guiding theory for new material development and issue improvement in the future.【期刊名称】《液晶与显示》【年(卷),期】2018(033)001【总页数】5页(P38-42)【关键词】侧视角;位相差;液晶显示;光学分析【作者】万冀豫;邵喜斌;冯贺;汪栋;张思凯;杨同华;陈南;宋勇志;李升玄;张亮【作者单位】北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京 100176;北京京东方显示技术有限公司,北京100176;北京京东方显示技术有限公司,北京 100176【正文语种】中文【中图分类】TN873.931 引言薄膜晶体管液晶显示器是目前平面显示器的主流。