装焊车间车门线工装、设备汇总表
车间设备工装明细表

S504H板 后窗H板工 装 T9轨道工 装 前窗轨道 工装 S504车身 H1车身 T9车身 圣达菲车 身 T9H板工装 T形导槽孔 工装
回形冲头I
回形冲头 II S504流水 槽孔工装 H1后窗举 臂底座冲 头 H1后窗滑 动支架铆 接工装 BMPV车身 B926车身 C926车身 后窗滑动 停顿点定 位工装 H1 S504 H1
责任人
杨炽良 杨炽良 杨炽良 杨炽良 彭志广 杜宇 杜宇 杜宇 杜宇 杨炽良 彭志广 彭志广 彭志广 杨炽良 杨炽良
备 注
自制 自制 自制 自制 自制 外购 外购 外购 外购 自制 自制 自制 自制 自制 自制
H1 S504 H1 T9 H1 S504 H1 T9 SDF T509 H1 H1
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 12、 13、 14、
15、
H1
滑动
2006年12月
彭志广
自制
16、 17、 18、 19、
BMPV B926 C926
调试 调试 调试 装配
2010年12月 2009年10月 2009年8月
杜宇 杜宇 杜宇
外购 外购 外购
滑动停顿 点卡片 噪音检测
制订:
王军
2011-4-3
F-S504-H 板-01 F-H1-H板02 F-T9-H板01 F-H1-HD01 L-s504TS-01 L-H1-TS01 L-T9-TS01 L-SDF-TS01 F-T9-H板02 F-H1-HD02 F-H1-HD03 F-H1-HD04 F-S504-H 板-02 D-H1-H板03 F-H1-HD05 L-BMPVTS-01 L-B926TS-01 L-C926TS-01
汽车制造工艺——焊装
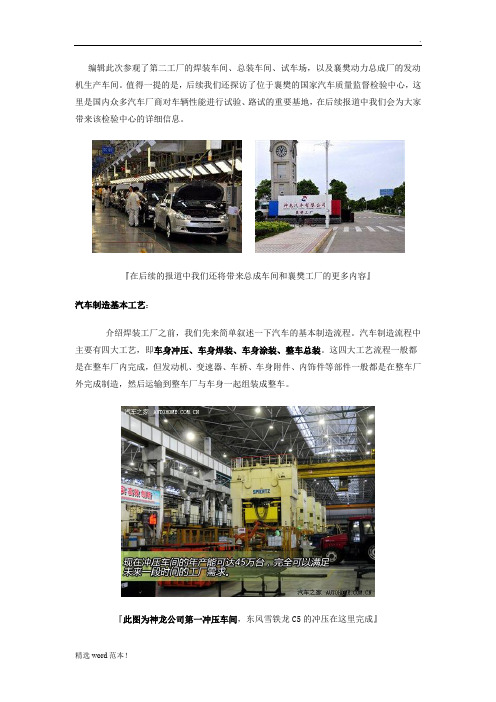
编辑此次参观了第二工厂的焊装车间、总装车间、试车场,以及襄樊动力总成厂的发动机生产车间。
值得一提的是,后续我们还探访了位于襄樊的国家汽车质量监督检验中心,这里是国内众多汽车厂商对车辆性能进行试验、路试的重要基地,在后续报道中我们会为大家带来该检验中心的详细信息。
『在后续的报道中我们还将带来总成车间和襄樊工厂的更多内容』汽车制造基本工艺:介绍焊装工厂之前,我们先来简单叙述一下汽车的基本制造流程。
汽车制造流程中主要有四大工艺,即车身冲压、车身焊装、车身涂装、整车总装。
这四大工艺流程一般都是在整车厂内完成,但发动机、变速器、车桥、车身附件、内饰件等部件一般都是在整车厂外完成制造,然后运输到整车厂与车身一起组装成整车。
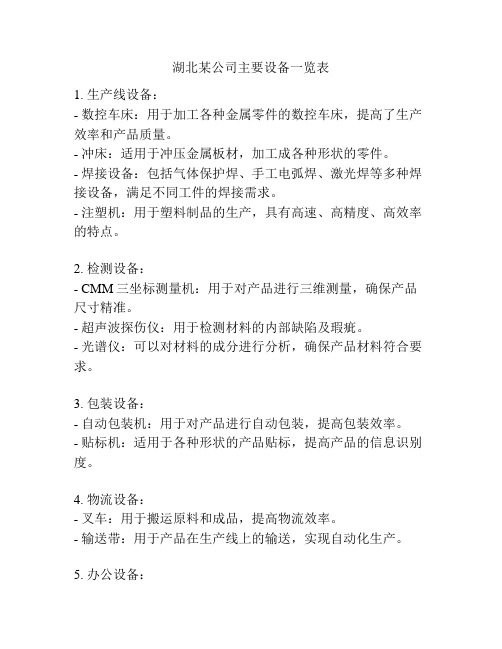
『此图为神龙公司第一冲压车间,东风雪铁龙C5的冲压在这里完成』需要说明的是,在神龙第二工厂没有冲压车间,东风雪铁龙C5的钢板的冲压是在第一工厂完成后运送到第二工厂来的,在第二工厂东风雪铁龙C5要进行的第一个步骤就是焊接工艺。
通过了解,从目前的生产状况来看,第二工厂焊装车间的柔性化成型技术、在线激光三座标检测是较为先进的技术,不过在机器人的使用率等方面并没有明显的优势。
话不多说了,我们来看看东风雪铁龙C5的焊接工艺吧。
●神龙公司武汉第二工厂焊装分厂介绍:焊装分厂厂房面积4.66万平米,有ALW航空激光焊接、柔性化车身成型工艺、激光在线三座标测量等焊接和检测工艺,目的是为了打造东风雪铁龙C5的“救生舱式高强度车身”。
其供应商与欧洲新雪铁龙C5相同,属于PSA集团下的设备供应商CFER。
在神龙第二工厂的焊装车间,基本的工艺流程是先将各个冲压好的零部件分别焊装,其中包括了车身前后端等部件;然后是地板线的焊装,这里完成了车身前后侧围等部分的焊装过程;地板部分焊装好后,就进入了车身成型线的焊装,经过这个工序之后,我们可以看到,一辆东风雪铁龙C5的雏形已经基本诞生了,东风雪铁龙C5的车主们是否看着有种亲切感呢?成型工装之后,东风雪铁龙C5进入焊装的最后一道工序——调整装配线。
湖北某公司主要设备一览表
湖北某公司主要设备一览表1. 生产线设备:- 数控车床:用于加工各种金属零件的数控车床,提高了生产效率和产品质量。
- 冲床:适用于冲压金属板材,加工成各种形状的零件。
- 焊接设备:包括气体保护焊、手工电弧焊、激光焊等多种焊接设备,满足不同工件的焊接需求。
- 注塑机:用于塑料制品的生产,具有高速、高精度、高效率的特点。
2. 检测设备:- CMM三坐标测量机:用于对产品进行三维测量,确保产品尺寸精准。
- 超声波探伤仪:用于检测材料的内部缺陷及瑕疵。
- 光谱仪:可以对材料的成分进行分析,确保产品材料符合要求。
3. 包装设备:- 自动包装机:用于对产品进行自动包装,提高包装效率。
- 贴标机:适用于各种形状的产品贴标,提高产品的信息识别度。
4. 物流设备:- 叉车:用于搬运原料和成品,提高物流效率。
- 输送带:用于产品在生产线上的输送,实现自动化生产。
5. 办公设备:- 电脑、打印机、传真机等办公设备,满足公司日常办公需求。
以上是湖北某公司的主要设备一览表,这些设备的使用都为公司的生产和运营提供了不可或缺的支持。
湖北某公司作为一家以生产和加工为主的企业,其设备的完善程度对于产品的质量、生产效率以及企业整体竞争力都有着至关重要的影响。
接下来,我们将继续介绍公司的设备及其在生产流程中的作用。
6. 环保设备:- 废气处理设备:配备有专业的废气处理设备,保证了生产过程中产生的废气能够达到环保排放标准。
公司始终把环境保护作为企业发展的重要组成部分,努力保护周围的生态环境。
7. 动力设备:- 发电机组:作为备用电源,确保生产过程中的电力供应稳定。
- 空压机:用于为生产线提供压缩空气,满足各种设备及工具的使用需求。
8. 仓储设备:- 堆垛机:用于原材料和成品的堆放和搬运,提高仓储效率。
- 塔式起重机:用于大型设备和重物的搬运,保证了生产线运转的顺畅。
以上设备的配备,有力地支撑了湖北某公司的生产和运营。
这些设备所带来的自动化、智能化和精准化特点,不仅提高了生产效率和产品质量,同时也降低了劳动强度和生产成本。
焊装工具台帐

台钳 平口钳 T字形内六角扳手 T字形内六角扳手 T字形内六角扳手 T字形内六角扳手 棘轮式梅花扳手 液压小车 万用表 电动角磨机 手电钻 手电钻 电磨 电动剪 冲击钻 二氧焊枪 二氧焊枪 氩弧焊把线 切割机 砂轮机 台钻 等离子切割把 等离子切割把 等离子切割把头 气动角磨机 气动挤胶枪 气螺刀 气钻 气扳机 气扳机 气动铆母枪 2″直角抛光机 6MM直角抛光机 气动抛光机
5件套 SM2100 100cm 200cm 5寸 35W 150 125cm SH350 套 MF47F
2T
12寸 G01-12
10
166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199
7.26
3.5-6 7-9 10-11 5件套
公制 英制 6mm 8mm 12mm 14mm 17mm 19mm
31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
75 23.25 28 46 49.57 58.12
∮70 14分 18分 2号 公制8件套
5.5-32、5.5-27
3.00 3.00 3.00 3.00 3.00 6.00 6.00 6.00 6.00 76.00
0.85 1.28 1.88 2 2.73 2.9 3.76 4 1.5 2.1 2.1 3.1
3月 新增数量 消耗损坏数量
636焊装工装夹具明细
与043共用 与043共用 1 1 与043共用 与043共用 1
一厂 一厂 一厂 一厂 一厂 一厂
后背门内板总成装焊胎
TQ-636-047 TQ-636-047
后背门总成补焊架
TQ-636-048 TQ-636-048
发动机盖板焊接总成 驾驶员座椅支撑板焊接总成装 焊胎 一号横梁总成装焊胎
TQ-636-051 TQ-636-053 TQ-636-054 TQ-636-054
X25-2513B X25-2513B X30-4317 X30-6017A C25-2526 C25-1707 X30-1502 C30-B1810 X30-1502 X25-2513A C30-2522 C25-2513 X30-3513 X30-3012 X25-2804 X25-4609 X25-2510 X25-12031
双电 双电 双电 双电 双电 双电 双电 双电 双电 双电 双电 双电 双电 双电 单电 单电 单电 单电
25C-2512×40S15(90) 25C-2752×110S00(90) 25C-2526×90S15(90) 25XC15T50-420(650) 25C-2512×40S15(90) 25C-2752×110S00(90) 25XB00T90-330(500) 25XB00T90-330(500) 25XC15T30-250(350) 25C-3013×120S00(130) 25XC15T30-250(350) 25C-3013×120S00(130) 25XC15T30-250(350) 25XA00-350(450) 25XC15T35-250 25XC15T35-250 25XC15T40-250(300) 25XC15T35-250(350) 左后 左前 右面 右面 右面 007里面
焊接工装设计3(绪论一二三章)
应用: 大多数焊接工装是为某种焊接组合件的装配焊 接工艺而专门设计的,属于非标准装置,往往需要各 制造厂根据本厂的产品结构特点、生产条件和实际需 要自行设计制造或者外协定做。焊接工装设计是生产 准备工作的重要内容之一,也是焊接生产工艺设计的 主要任务之一,对于汽车、摩托车和飞机等制造业, 可以毫不夸张地说,没有焊接工装就没有产品。因此, 焊接工艺人员应掌握有关工装设计的基础知识。通常 在工艺设计时,提出所需要的工装类型、结构草图和 简要说明(例如装配焊接顺序、焊接变形预防或减小 措施、焊接速度和焊接电流回路等)。在此基础上由 工装设计人员完成详细的结构和零件设计及全部图样。 如果设计者对焊接工艺过程生疏,往往设计的工装夹 具适用性较差,甚至不能满足生产要求。事实表明, 为了使设计的工装适用性良好,通常由工艺工程师来 主持设计或亲自参与设计。
课程名称:焊接装备及自动化
主要内容: 一 焊接结构的设计。主要包括焊接梁、柱、桁架和塔 桅结构、机器结构等的设计。 二 焊接机械装备。主要包括焊接结构生产过程中的各 种辅助机械装备。比如:焊接工装夹具、焊接变位机 械、焊件输送机械、其他从属装置。 三 焊接结构的生产工艺过程。主要包括焊接结构生产 的工艺过程;比如备料、装配、焊接等工艺,焊接结 构的生产工艺分析,焊接结构生产的质量管理及劳动 保护,焊接结构车间的工艺平面布置。 四 实例:汽车焊接结构的生产过程。主要包括汽车焊 接结构的装焊工艺。比如:汽车车架、车身的装焊工 艺,汽车装焊生产线,汽车装焊车间的设计。
在实际生产中,分析工件在夹具定位元件上定位 时,理论上可将夹具定位元件转化为相应的定 位支承点,并以此来分析具体定位元件所限制 的工件自由度。一个大平面相当于三个支承点, 图1-2中A面相当于三个支承点,限制了工件的 三个自由度;窄长面相当两个支承点,如B面 上两个支承点,限制了工件两个自由度;挡块 C面相当于一个支承点,限制了工件最后一个 自由度。
车身厂装焊车间岗位工作标准

车身厂装焊一车间员工岗位工作标准汇编车身厂装焊车间1.负责统筹安排车间各项工作,确保各项工作指标顺利完成2.负责生产组织及生产计划的实施,控制每天的生产节拍,确保生产计期完成。
3.负责处理生产一线生产环节中影响生产执行的多种因素,并进行协调处理。
4.负责生产现场中技术、质量问题的解决,并提供技术文件支持。
5.负责统筹安排车间所有设施和设备的管理,保证各项指标的完成。
6.负责装焊车间现场管理,包括:现场定置、物流配送、在制品控制、标准作业、目视化管理、班组建设、环境卫生等。
7.负责车间二级计划的分解、生产日报表的填报及工时的统计、劳保、福利的发放等工作。
8.负责外部有质量问题的车辆的维修。
9.负责解决设备维修工作中电气机械技术问题。
10.负责排除装焊固定式、悬挂式焊接设备、生产输送线、非标设备的电气机械故障,保障设备达到生产要求。
11.负责装焊车间设备备件、技改技措的申报,以及仪表的送检工作。
12.负责装焊车间内STR车型、F2000车型及72、92车型工装夹具的维护、维修工作,及工装夹具台帐管理。
13.负责F2000前围、后围、地板、顶盖、侧围、车门分总成、F2000驾驶室总成焊接,及各班组的管理工作,并做好交接班记录。
14.负责STR前围、后围、地板、顶盖、车门分总成、STR总成焊接,及班组各项管理工作,并作好交接班记录。
15.负责STR车型和F2000车型驾驶室挂门、挂件、补焊、打磨及精整工作,并做好交接班记录。
16.负责监控装焊车间各生产线运行情况,对监控设备进行维护保养。
17.负责将所生产的驾驶室按生产计划排序、记录、确认,传输到下一道工序,做好交接班记录;18.负责车间内互供件的转运工作及铲车的操作、维护、保养;19.负责车间内自行葫芦的操作、维护、保养;20.完成领导布置的临时性任务。
岗位工作标准岗位工作标准。
工装夹具检查表
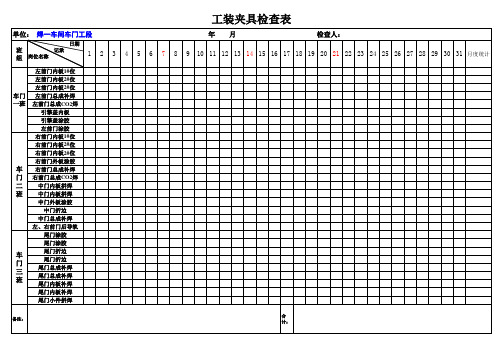
中门折边 中门总成补焊 左、右前门后导轨
尾门涂胶 尾门涂胶 尾门折边 尾门折边 尾门总成补焊 尾门总成补焊 尾门内板补焊 尾门内板补焊 尾门小件拼焊
工装夹具检查表
单位: 焊一车间车门工段
年月
检查人:
日期
班
记录
组 岗位名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 月度统计
车门 一班
பைடு நூலகம்车 门 二 班
车 门 三 班
左前门内板1#位 左前门内板2#位 左前门内板2#位 左前门总成补焊 左前门总成CO2焊
备注:
合 计:
汽车焊装线教材之1--8讲

焊装线教材之一汽车制造一、制造厂1、专业部件生产厂2、汽车附件及零配件加工厂3、汽车总厂 A、冲压车间:车身钣合件,外内覆件成形B、装焊车间:白车身C、涂装车间:多层涂装、表面处理、防锈蚀,D、总装车间:内外饰件,座椅等二、车身装焊㈠、轿车:由冲压钣金件,由零件装焊好的组件,部件装焊成车身壳总成,一般凶手以下几条主线:A、左右侧围总成装焊线(side frame ASS`Y Line)B、地板总成装焊线(Floor ASS`Y Line)C、顶篷总成装焊线(Roof ASS`Y Line)D、分总成组焊装配线(Main Line)㈡、客车:由各种支撑管架、内外蒙皮通过铆接、焊接、粘接而成,包括以下几个大总成装配线1、左右侧围骨架①、左右围蒙皮2、前围骨架②、前围蒙皮3、后围骨架③、后围蒙皮4、地板骨架5、顶篷骨架⑤、顶篷蒙皮6、总装㈢、货车:包括驾驶室箱体成形线及货箱线三、焊装生产线设计㈠、过程1、厂房设计:进行各生产线的总体布置,包括生产线的摆放、厂房高度、宽度、度的要求。
各备件贮存区的设置、人行走道、输料区、输送线的设置等。
2、具体的线的设计:线-->工位-->具体的夹具、焊钳、输送机构-->种种辅助装备的设计。
汽车车身侧围(JB1449-84)一、汽车车身侧围的一般标准1、图面布置:在绘制车身零件图、总成图、装置图及总图时,一般都按汽车自右向左行驶方向布置图面。
2、坐标线的应用:在进行车身零件、车,知部件及整车构造绘制时,一般采用三维直角坐标系的二维投影方式来表现。
坐标线为细实线。
3、坐标线间隔:在车身零部件整车结构图上,坐标线间隔一般为200mm对于大客车一类尺寸较大的车辆则可采用200mm的整数倍(非严格标准)4、坐标零线的确定:汽车零线一般按满载时情况确定①、一般沿车架梁上缘上表面较攻的一段所画的直线作为高度方向的零线,大客车及无车架的车辆可沿车身地板下表面较攻的一段所画的直线作为高度方向坐标的零零线。
钣金车间标配清单2

数量1通用型车身校正仪及附件1中大江苏L-U699¥120,000.00¥120,000.002地八卦快速修复系统1黑鹰珠海ESACC ¥58,000.00¥58,000.003车身外板快修系统(钣金快修)2NST 国产NST-8459R2¥65,000.00¥65,000.004点焊修复机1飞鹰珠海¥25,000.00¥25,000.005焊接部件夹紧固定钳组(1套=11件)3NST 国产NST-8775¥1,600.00¥1,600.006气动定位焊点钻机1JTC 台湾¥2,300.00¥2,300.00单价金额钣喷车间配置详单二、钣金车间工具设备(一)钣金工具设备工具设备号图片序号工具设备名称品牌产地7分离千斤顶1JTC台湾¥3,000.00¥3,000.00 8气动切割锯1JTC台湾¥900.00¥900.00 9外形修复机2飞鹰珠海¥4,000.00¥8,000.00 10二氧化碳保护焊机2飞鹰珠海NBC2700¥5,500.00¥11,000.00 11等离子切割机1飞鹰珠海¥3,500.00¥3,500.0012多用途气动胶枪1NAMA国产TK-3600¥236.00¥198.00 13车底防护密封胶喷枪1祥云国产xy300ml¥259.00¥200.00 14手动胶枪1福星国产通用¥12.00¥12.00 15防腐涂料喷枪1星辉国产RAC X¥450.00¥450.00 16工作台2飞鹰珠海 3.8B¥3,000.00¥6,000.0017移动式拆卸零部件存放架1NST国产NST-8828¥2,600.00¥2,600.0018事故车移动设备1国产¥8,000.00¥8,000.0019焊接保护毯(大号)2NST 蓝瑞灵4米¥800.00¥1,600.00¥317,360.001工作保护眼镜10米勒国产9977¥30.00¥300.002隔噪音耳塞10协力国产通用¥1.00¥10.003保护背心10焊煌国产通用¥300.00¥3,000.004耐温工作手套10威特仕国产通用¥100.00¥1,000.005钣金工具车+工具2飞鹰+世达¥8,000.00¥16,000.006钣金拆装小车2飞鹰¥400.00¥800.007钣金车间压缩管道1¥10,000.00¥10,000.00小计:(二)钣金工防护用品8焊接保护头盔2威特仕国产608.0004¥300.00¥600.00¥21,710.001费斯托无尘干磨系统2佑耐国产¥18,000.00¥36,000.002烤房改造1宝中宝国产¥65,000.00¥65,000.003快修房1宝中宝¥55,000.00¥55,000.004调漆房1宝中宝国产¥28,000.00¥28,000.005调漆设备工具1¥25,000.00¥25,000.006三灯短波红外线烤灯(PHILIPS3灯管)1飞鹰国产FY-3W ¥3,300.00¥3,300.007面漆喷枪2威彩意大利¥4,500.00¥9,000.00三、油漆车间喷涂工具设备(一)、喷涂工具设备小计:钣金工具设备合计:8中涂底漆喷枪2威彩意大利¥3,500.00¥7,000.00 9小修补喷枪1威彩意大利¥3,200.00¥6,400.0010喷枪清洗及溶剂回收组合机1蓝瑞灵国产¥3,800.00¥3,800.0011湿式枪架5蓝瑞灵国产¥120.00¥600.00 12低噪音吹尘枪2佳泉国内AA-3011¥35.00¥70.00 1锁链式大X喷涂工作架1NST国内LRL-QB-X-1¥800.00¥800.00 14多功能喷涂工作架1NST国内LRL-QB-A¥2,000.00¥2,000.00 15保险杠摆放架1NST国内LRL-QB-E1¥900.00¥900.00 16油漆遮蔽纸机1NST国内LRL-QB-QZB¥1,500.00¥1,500.0017喷漆消耗品1¥5,500.00¥5,500.0018喷漆工具车1¥1,200.00¥1,200.0019油漆膜厚度测试仪1尼克斯德国QuaNix4500¥4,800.00¥4,800.00¥255,870.001密封式保护眼罩5XYEHS 国内1621AF ¥40.00¥200.002过滤式呼吸防尘口罩5XYEHS 国内320P ¥300.00¥1,500.003喷漆工作一体式防护服10XYEHS 国内NPG134¥350.00¥3,500.004防溶剂塑胶手套10XYEHS 国内201802¥30.00¥300.00¥5,500.00¥600,000.00小计:(二)喷涂漆工保护用品小计:油漆车间工具设备合计:钣金车间+油漆车间工具设备总计:。
焊接工艺卡编制
产品的生产过程是指将原材料转变为成品的各有关的劳动过程的总和。
它包括工艺过程和辅助过程。
顾名思义,汽车生产就是指将各原材料转变成汽车的劳动过程的总和。
工艺过程是指那些与原材料变成成品直接有关的过程。
汽车制造生产的工艺过程即为四大工艺:冲压、焊装、涂装、总装。
那么汽车生产的辅助过程是什么?对辅助过程的定义是指其他与原材料变成成品间接有关的过程。
如生产技术上的准备过程以及各种生产服务活动。
那么生产工艺规程的编制就是其中的技术准备活动。
只有存在工艺规程才能更好地对生产进行指导。
我在XX汽车XX生产基地技术部工作,主要负责白车身焊接工艺。
在工作的过程中我编制过很多工艺卡。
这些工艺卡大多数是以工序为单位编制的,也可称为工序卡片。
其中包括该工序各工步加工的具体内容与要求以及所需要的工艺资料。
包括定位基准、工件安装方法、各种工序尺寸及极限偏差、工时定额等,并配有工序图,是能具体指导工人操作的工艺文件,适用于大批生产的零件。
那么到底应该如何编制这种工艺文件呢,下面我就结合自己的实际工作谈一下。
编制工艺文件之前要做好充足的准备工作。
大致要确定以下的内容:①零件分析及工艺审查。
通过零件图的分析和工艺审查可以确定必要的技术条件,保证在满足使用要求的前提下尽可能降低加工精度及成本。
就我的工作而言,首先要有产品数学模型,从数模中明确零部件的结构尺寸以及位置关系。
其次是产品全套图纸,在图纸中可以获得零部件的各关键尺寸以及公差,例如工艺孔的形状、尺寸。
再次要有样车和样件(包括整车车身总成、各大总成、分总成以及冲压样件)。
例如我在做没有数模车型的工艺卡时,只能查明冲压样件,然后一级一级(样件—分总成—总成)焊接成型来明确产品的结构尺寸以及位置关系。
最后还要有产品零部件明细表,例如我公司的EPL(产品零件设计清单)。
在编制工艺卡的时候要具备产品数字模型、产品全套图纸、冲压样件三者之一。
正常状态下,零部件明细表是在设计完毕后就已经存在了,即便没有从前3项中也可以分析出来(这就是生产定额配置部门的责任了)。
客车底盘总装焊装生产工艺流程
客车生产工艺流程简介一、客车制造工艺概述客车制造工艺特点客车制造的主要工艺技术二、客车制造工艺流程常见工艺流程简介我公司主要生产线、工艺流程及其概况客车制造工艺概述客车制造从原材料和外购件的投入至整车装配检测完毕,其过程经过多条生产线,采用多级综合工艺,生产方式是流水线生产和批量生产混在一起,而主要生产线的生产方式为流水线生产方式,生产形态是连续性生产客车制造工艺的特点➢客车的特点:多品种、小批量、大尺寸、装配工作量大。
➢我公司客车产品覆盖从6米到13米,目前在用约1700多个车型代码➢小型客车工艺形式及方法:车身壳体主要由车身覆盖件和构件等冲压件构成,其制造工艺与乘用车相近。
➢中型、大型客车工艺形式及方法:车身有车身骨架,且车身尺寸大、品种多、生产纲领小,其制造工艺与乘用车有着明显的不同,多采用典型的混合流水线生产方式。
为了与此生产方式相适应,从工艺布置、工位设置、作业安排到设备选型、生产管理等,形成了客车制造的工艺特点。
➢工艺路线布置特点:1.由客车主要生产线构成的工艺路线多采用回转式布置,其主要特点是工艺路线便捷,工艺传递方便,主要生产线之间产品流动通畅,有利于生产进度控制和现场管理。
在主要生产线衔接处设置缓冲工位,以控制生产节拍。
设置后备工位,对于有特殊要求、作业量较大的产品,移到后备工位进行制作,保证生产线平稳运行。
工位布置特点:客车生产线的工位面积大、工位数少、工位作业量大、作业内容繁杂、作业时间不均衡。
所以对作业量大的瓶颈工位设置了必要的辅助工位,并通过设置辅助生产线,适当分组装配,减少生产线上的总装配量,提高生产线对多品种混合生产的适应性,以稳定流水线生产。
2.一些生产规模较大的客车企业为了提高生产能力,适应客车品种多、批量小的生产特点,多采用设置两条并行的车身焊装线和两条并行的车身装配线与一条车身涂装线相衔接的方式,焊装线、装配线的工位采用串联式布置,整体浸渍磷化和浸漆、电泳底漆生产线工位采用串联式布置;涂装线其他工位采用并列式布置。
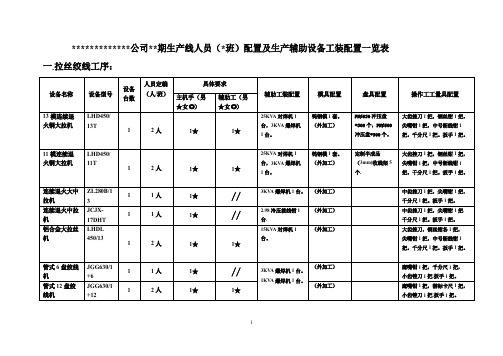
配置及生产辅助设备工装配置一览表
冷压接线钳1把。
(外加工)
平板高速专用线
盘¢300*200个。
尖嘴钳2把,千分尺2把,
剪刀2把。扳手2把。
19模铜小拉
丝机
JCJX-
B20
2
1人
1人◎
//
(外加工)
500型束丝机
2
1人
1人◎
//
冷压接线钳1把。
(外加工)
千分尺1把,剪刀1把,扳
手1把。
630型束丝机
2
1人
1人◎
//
(外加工)
千分尺1把,剪刀1把。扳
剪刀二把,扳手2把。
¢65高速挤
出机
¢65X26D
2
2人
2人◎
//
油墨印字机2台。
小号喷码机1台。
(外加工)
全铁周转专用盘¢
1250*15个。
千分尺0-25mm二把,
起子二把,钢丝钳二把。
剪刀二把,扳手2把。
¢90挤出机
SJ-90*25
1
2人
1人★
1人★
喷码机2-3台。
(外加工)
全铁周转专用盘¢
1600*20个。
手1把。
2
设备名称
设备型号
设备
台数
人员定编
(人/班)
具体要求
辅助工装配置
模具配置
盘具配置
操作工工量具配置
主机手(男
★女◎)
辅助工(男
★女◎)
¢50高速挤
出机
¢50X25D
2
1人
பைடு நூலகம்2人◎
//
油墨印字机2台。
印字轮1套。
(外加工)
工程塑料专用盘¢
关于车门下垂的解决方法
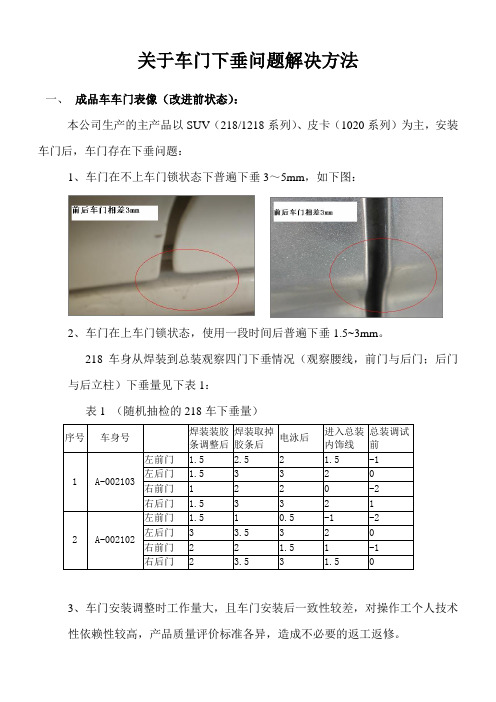
关于车门下垂问题解决方法一、 成品车车门表像(改进前状态):本公司生产的主产品以SUV (218/1218系列)、皮卡(1020系列)为主,安装车门后,车门存在下垂问题:1、车门在不上车门锁状态下普遍下垂3~5mm ,如下图:2、车门在上车门锁状态,使用一段时间后普遍下垂1.5~3mm 。
218车身从焊装到总装观察四门下垂情况(观察腰线,前门与后门;后门与后立柱)下垂量见下表1:表1 (随机抽检的218车下垂量)序号车身号焊装装胶条调整后 焊装取掉胶条后 电泳后 进入总装内饰线 总装调试前 1A-002103左前门1.52.5 21.5 -1 左后门1.5 3 3 2 0 右前门 1 2 2 0 -2 右后门 1.5 3 3 2 1 2A-002102左前门 1.5 1 0.5 -1 -2 左后门3 3.5 3 2 0 右前门 2 2 1.5 1 -1 右后门2 3.531.53、车门安装调整时工作量大,且车门安装后一致性较差,对操作工个人技术性依赖性较高,产品质量评价标准各异,造成不必要的返工返修。
4、在白车身装配车门时,为保证前后两侧车门型面、棱线之间段差符合要求,需要调整车门锁环位置,极易造成立柱外板钣金变形,影响车身一次下线合格率和产品质量。
5、其它伴随车门下垂的长期困扰产品质量、量产的问题:1020车门与顶盖水道槽磕碰,磕漆;焊装用试装件调整车门造成车门变形量大,成本高,工作效率低。
二、初步原因分析:(1)产品零件存在缺陷,工装定位稳定性差。
(2) 产品技术标准低:218车门较重,车门铰链螺栓强度不够,拧紧力矩标准低(M8、8.8级,拧紧力矩为23±2N·M)。
(与同行业产品比较。
奇瑞厂车门铰链螺栓为M10、8.8级,拧紧力矩为35~47N·M。
江铃宝典车门铰链螺栓为M8、10.9级,拧紧力矩为28±2N·M。
)(3) 工艺方法落后:车门安装时没有工装定位,完全由操作者人为用手固定车门位置,车门安装后一致性较差;焊装操作工调整车门时,车门锁环安装位置过高,将车门人为抬高,取掉门锁后,部分车门已经有下垂现象。
06-设备、工装明细表

1丝网印刷机DAESUNG MICRON DSP 380VS1韩国正常2贴片机S ΛMSUNG CP40LV 1韩国正常3回流焊SUN EAST-WIN-40051韩国正常4波峰焊接机TBM-300S 1无锡泰克电子有限公司正常5脉冲发生器NF1522A 1南通南锋电子有限公司正常6示波器TDS20121泰克科技(中国)有限公司正常7示波器54621D 1AGILENT美国安捷伦正常8示波器54622D 1AGILENT美国安捷伦正常9游标卡尺0-150mm 4上海恒胜工具有限公司正常10游标卡尺0—200mm 1上海量具刃具厂正常11深度游标卡尺0—150mm 1上海量刃工具有限公司正常12外径千分尺0—25mm 1上海量具刃具厂正常13外径千分尺25—50mm 1上海量具刃具厂正常14万能角度尺0-320°1上海量具刃具厂正常15万用表15B 2上海世禄仪器有限公司正常16万用表VC9801A 1深圳胜利高电子科技有限公司正常17万用表DT9205M 1漳州威华电子有限公司正常18数字万用表8901B 1哈尔滨博安汽车新技术有限公司正常19数字万用表VC9801A 1深圳胜利高电子科技有限公司正常20万用表VC9801+1深圳胜利高电子科技有限公司正常21电源A-400-123常州市创联电源有限公司正常22电源KR030928-061南京科日电子有限公司正常23电源CL-A-250-123常州市诚联电源有限公司正常24电源A-120-121常州市创联电源有限公司正常25稳压电源E720182中国天天红电器集团公司成都公司正常26直流电源GPS-2303C 2固纬电子(苏州)有限公司正常27智能型直流稳压电源GDP-30A 1上海精华稳压器制造有限公司正常28信号发生器GFG-82101固纬电子(苏州)有限公司正常29微欧姆电阻表COM-801G 1固纬电子(苏州)有限公司正常30LCR测试仪LCR-8161固纬电子(苏州)有限公司正常31手持式数字电桥TH28211常州同惠电子有限公司正常32高低温实验箱RGDJS-1001无锡市苏瑞试验设备有限公司正常33台式电烙铁969A 8江苏常州快克电子设备有限公司正常34电子天平WT11001F 1常州万得天平仪器有限公司正常36模拟测试平台TB-JL40022自制正常40实测测试平台TS-JL40023自制正常41接收板测试平台PB-YK50011自制正常42发射板测试平台PB-YK60021自制正常43晶振测试平台TS-JZ48971自制生产厂家设备状况设备、工装明细表序号设备名称规格型号数量编制:审批:。
汽车行业-汽车焊装BOM表 精品
PC FA-1 前围板总成
PC FA-1 前围板总成
PC FA-1 前围板总成
PC FA-3 前围板整体总成
PC FA-1 前围板总成
PC FA-1 前围板总成
PC FA-1 前围板总成
PC FA-1 前围板总成
第 2 页,共 36 页
2.7L Q32 Q22 Q36
00 0
11 1
00 0
11 1 11 1 11 1 11 1
序 号
层
旧物料编码
新物料编码
中文描述
1 2 5002026211/L 2 2 5002026231/L 3 2 5002026214/L 4 2 5002026234/L 5 2 5002026211/A 62 7 2 5002026231/A 82 9 2 5002026212/L 10 2 5002026232/L 11 2 5002026213/L 12 2 13 2 5002026233/L 14 2 15 3 5003026211/L 16 3 5003026231/L 17 3 5003026214/L 18 3 5003026234/L 19 3 5003026211/A 20 3 21 3 5003026231/A 22 3 23 3 5003026212/L 24 3 5003026232/L 25 3 5003026213/L 26 3 27 3 5003026233/L 28 3 29 4
基本计 工位代 量单位 码
工位名称
PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BC-1 CO2保护焊 PC BB-1 主体预设
焊装输送线

在我国,焊装车间工艺设计的主要难点在于焊装生产线的设计,即采用何种形式的生产线和车身夹具。
焊装线的结构目前使用的焊装线主要是由输送部分、工装夹具、焊接设备及其他辅助设备等部分组成,主要结构形式有:交叉臂步进式、摆臂步进式、滑橇输送式和台车式等。
1、交叉臂步进式焊装输送线图1所示为该焊接线基本原理,调频电机通过齿轮齿条将动力传递给往复杆,实现工件的水平输送。
而工件的上下运动则由双作用气缸推动楔铁平移实现交叉臂机构的升降运动来完成,因此,输送线的重复精度主要取决于楔铁的精度,但是,由于楔铁需要承受较大的摩擦,必须定期更换;同时,往复杆的升降运动靠气缸作用于楔铁运动副实现,其冲击力和噪声较大。
目前,我公司EQ1141G地板线、白车身总成焊装线;江西昌河公司CH7101左右侧围总成线、白车身总成焊装线;昌铃公司北斗星白车身总成焊装线等,均采用这种形式的输送线,并在其中焊装线的部分工位设置了点焊机器人和弧焊机器人。
2、摆臂步进式焊装线图2所示为该焊装线的基本原理,从图中可以看出,工件的水平输送是通过调频电机驱动齿轮齿条做往复运行实现的,顶升、落下装置采用电机带动曲柄旋转180,从而实现输送线本体顶升、落下。
其运行过程与交叉臂步进式相同,只是驱动力由气缸驱动楔铁改为电机驱动曲柄,同时辅以气缸支撑,这样既保证了线体上下运动的平稳性,又消除了交叉臂步进式焊装输送线升降时带来的噪声。
这种形式的焊装线结构简单合理、稳定性好、辅助时间较短、重复定位精度较高,基本满足点、弧焊机器人的使用条件,适用于生产能力为5~10万辆/年的生产线。
目前,国内很多汽车厂采用该形式的焊装线,如东风天龙白车身总焊线、地板线;哈飞中意微面的左右侧围总成、白车身总焊线;哈飞路宝、柳微的SPARK白车身总焊线等。
3、滑橇输送焊装线该焊装线通过采用往复杆或辊床输送滑橇来实现工件水平输送,可分为两种形式:往复杆输送滑橇式和辊床输送滑橇式。
工件上、下运动一般由固定工位的气动或液压顶升装置实现,工件的下线靠电动葫芦或自行电葫芦完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
DNT3-160 C25-2025 DNT3-160 C-2513
TQ-DE-163
右前门内板组焊胎
S753-201 S753-225
TQ-DE-164 TQ-DE-321 TQ-DE-323 TQ-DE-322 TQ-DE-324
备 规格
DNT3-160 C30-2525F DNT3-160 C-3020
零部件( 图号(规格)
DK左前门内板组焊胎(手动) dk左后门内板组焊胎(手动) DF左前门内板总成装焊台(气动) DF左后门内板总成装焊台(气动) 越铃皮卡左后门内板组焊胎(手动) 锐铃皮卡左后门内板总成装焊台(手动) DK右前门内板组焊胎(手动) 右后门内板组焊胎(手动) DF右前门内板总成装焊台(气动) DF右后门内板总成装焊台(气动) 皮卡右后门内板组焊胎(手动) 皮卡左后门内板总成装焊台(手动)
DI右前门内板总成
DI左前门内板总成
闲置焊钳
分装
第 3 页,共 51 页
件、工位器具及工具明细表(车门线)
零部件(标准件) 名称 单车用量 J74 J72 工位器具 编号 数量 名称 工 具 规格 工艺定额 数量 工时 定编 备注
第 4 页,共 51 页
件、工位器具及工具明细表(车门线)
零部件(标准件) 名称 单车用量 J74 J72 工位器具 编号 数量 名称 工 具 规格 工艺定额 数量 工时 定编 备注
备 规格
25XC15T50-650 DNT3-160 C-3022 WYD-25X X25-1912 WYD-25X 25XC15T100-300 WYD-30C 25C-5522 DN2-25 DN2-25X-3515 DN2-25 DN2-25C-1516-250 DN2-25 DN2-25C-3616-250 2台 2台 5台
第 44 页,共 51 页
第 45 页,共 51 页
第 46 页,共 51 页
第 47 页,共 51 页
第 48 页,共 51 页
第 49 页,共 51 页
第 50 页,共 51 页
第 51 页,共 51 页
第 11 页,共 51 页
第 12 页,共 51 页
第 13 页,共 51 页
第 14 页,共 51 页
第 15 页,共 51 页
第 16 页,共 51 页
第 17 页,共 51 页
第 18 页,共 51 页
第 19 页,共 51 页
第 20 页,共 51 页
第 21 页,共 51 页
装焊车间工装、设备、零部件、标准件、工位器具
序 号
1 2 4 5 6
7
工 编号(工位号)
TQ-DK-053 TQ-DK-055 TQ-DF-031 TQ-DF-033 DKPK-14 TQ-DF-108 TQ-DK-054 TQ-DK-056 TQ-DF-032 TQ-DF-034 DKPK-13 TQ-DFpk-109
备 规格
DNT3-160 C-2616 DNT3-160 X-7020 X-1412 DNT3-160 DNT3-160 DNT3-160 DN2-25 DN2-25C-2517-250 DN2-25 DN2-25X-6021 WYD-25X 25C-2528 WYD-30X 25X-5022 DN2-25 DN2-25X-5620 WYD-25C C20-1821 WYD-25C C25-1512 DN2-25 DN2-25 DN2-25C-3017-250 WYD-30X 25XC05T55-400 WYD-30X 预留 预留 预留
零部件( 图号(规格)
编号(工位号) DI滑移门后上加强板总成装焊胎 名称(工位名称)
DI左前门外板支撑板总成装焊胎 DI右前门外板支撑板总成装焊胎
60 TQ-DI-041 61 62 63 TQ-DI-042 64 65 66 67 TQ-DI-040 68 69 66 67 68 69 70 71
左前门内板组焊胎 S753-229 左前门内板总成一 左前门内板总成二 S753-196 右前门内板总成一 右前门内板总成二 S753-217
第 1 页,共 51 页
S753-131 S753-180
S753-158 S753-223
DNT3-160 C30-2525F DNT3-160 C-1418 DNT3-160 C-2025 DNT3-160 C-1418 DNT3-160 C20-2520D DNT3-160 C20-2520D DNT3-160 C20-0912B DNT3-160 C20-2520D DNT3-160 C20-2520D DNT3-160 C20-0912B
第 22 页,共 51 页
第 23 页,共 51 页
第 24 页,共 51 页
第 25 页,共 51 页
第 26 页,共 51 页
第 27 页,共 51 页
第 28 页,共 51 页
第 29 页,共 51 页
第 30 页,共 51 页
第 31 页,共 51 页
第 32 页,共 51பைடு நூலகம்页
预留
55 TQ-DI-169 56 57 TQ-DI-031 58 59 TQ-DI-039
第 2 页,共 51 页
装焊车间工装、设备、零部件、标准件、工位器具
序 号 工 装 编号 设 名称
焊钳 二保焊机 悬挂式点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 推丝二保焊机 拉丝二保焊机 固定点
第 5 页,共 51 页
件、工位器具及工具明细表(车门线)
零部件(标准件) 名称 单车用量 J74 J72 工位器具 编号 数量 名称 工 具 规格 工艺定额 数量 工时 定编 备注
第 6 页,共 51 页
第 7 页,共 51 页
第 8 页,共 51 页
第 9 页,共 51 页
第 10 页,共 51 页
DK机盖内板组焊胎(手动) DF发动机罩内板总成装焊台(气动)
TQ-DI-047
DI后背门内板总成焊胎
TQ-DI-043 TQ-DI-150
DI右滑移门内板总成 DI左滑移门内板总成
DI中滑门、后背门补焊 前舱盖内板总成装焊胎 DI滑移门后上加强板总成装焊胎 DI左前门外板支撑板总成装焊胎 DI右前门外板支撑板总成装焊胎
装 名称(工位名称) 编号
S753-206 S753-221
设 名称
悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 二保焊机 S753-149 S753-132 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 二保焊机 S753-226 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳
装焊车间工装、设备、零部件、标准件、工位器具
序 号
34 35 36 37 38 39
工 编号(工位号)
TQ-DK-057 TQ-DF-038 TQ-DFpk-210 TQ-DFpk-211
装 名称(工位名称) 编号
S753-203 S753-134
设 名称
悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 焊钳 二保焊机 一体化点焊机 焊钳 悬挂式点焊机 焊钳 悬挂式点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 二保焊机 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机 焊钳 一体化点焊机
第 33 页,共 51 页
第 34 页,共 51 页
第 35 页,共 51 页
第 36 页,共 51 页
第 37 页,共 51 页
第 38 页,共 51 页
第 39 页,共 51 页
第 40 页,共 51 页
第 41 页,共 51 页
第 42 页,共 51 页
第 43 页,共 51 页
零部件( 图号(规格)
DK尾门内板组焊胎(手动) DF背门内板总成装焊台(气动) DF皮卡货厢尾门内板总成装焊台(手动) DF皮卡货厢尾门补焊架
DFPK货厢尾门、陆皮货厢尾门总成补焊 DF后背门、DK后背门内板补焊 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 TQ-DK-058 TQ-DF-037