吹瓶机报警解释
吹瓶机RJM14故障分析

RJM14故障分析一关锁摸报警1 底摸轴承是否完好2 摆臂轴承是否完好3 摆臂角度是否合适4 锁摸轴轴承是否完好5 锁摸轴轴承角度是否恰当6 锁摸轴轴承座紧固螺栓是否紧固7 摆臂轴张紧套是否紧固8 摆舵小轴是否紧固9 连杆间隙是否太大,更换连杆轴承10 携摸器密封圈是否完好11 摸具螺栓是否松动12 底摸弹簧是否完好13 底摸固定销是否松动,高度是否恰当14 底摸导轨高度是否恰当(1):螺栓是否松动(2):汽缸是否漏气(3):汽缸行程是否够用(4):气压是否满足使用(5):供气电磁阀是否完好15 锁摸插版是否完好,位置是否正确16 空摸手动开合是否顺利,检查摸架内轴承17 锁摸导轨位置是否走动18 锁摸汽缸是否完好19 锁摸汽缸供气电磁阀是否完好20 携摸器高度是否一样21 锁摸磁铁是否完好22 锁摸轴轴承是否完好23 锁摸轴上端固定螺栓是否松动24 底摸上下运动是否灵活25 摆臂上端紧固螺栓是否松动26 摆臂上端固定套是否完好二开锁摸报警1 底摸轴承是否完好2 开锁摸轴承是否完好3 开锁摸轴转动是否灵活4 摸架开合是否灵活5 摆臂轴张紧套是否松动6 摆臂轴上端紧固螺栓是否松动7 摆臂上端固定套是否完好三不取瓶1 机械手退回弹簧是否完好2 机械手指开合弹簧是否完好,张力是否恰当3 手指转动是否灵活4 手指高度是否统一5 手指上下间隙是否太大6 手指方向控制轴承是否完好7 手指前后运动是否灵活8 手指凸轮轴承是否完好9 机械手座是否松动10 摸具法兰口是否完好11 瓶坯是否完好12 机械手是否同步13 手掌固定螺栓是否松动四机械手不进瓶坯1 是否同步2 手指方向控制轴承是否完好3 手指凸轮轴承是否完好4 手指高度是否恰当5 手指弹簧是否完好6 手掌固定螺栓是否松动7 手指转动是否灵活8 机械手坐是否松动9 手指与星轮盘间隙是否恰当五不吹瓶1 单摸不吹瓶(1):没有拉伸A:拉杆退回接近开关是否完好B:拉伸杆是否完好C:拉伸汽缸是否完好D:拉伸电磁阀是否完好E:拉伸汽缸气源是否充足F:拉伸电磁阀放大电路板输出点是否完好G:PLC是否有输出(2)没有封口同上C,D,E,F,G。
吹瓶机常见故障及处理方法
吹瓶机常见故障及处理方法吹瓶机是目前广泛应用于瓶子生产的设备之一。
它的主要作用是将热塑性塑料材料加热融化后,通过模具吹出成型。
吹瓶机在生产过程中容易出现一些故障,这些故障不仅会影响生产效率,还会增加生产成本。
因此,了解吹瓶机常见故障及处理方法对于提高生产效率和降低生产成本具有重要意义。
一、吹瓶机常见故障1. 瓶子变形瓶子变形是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
2. 瓶子口部不平整瓶子口部不平整也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具口部不平整、吹气压力过大或过小等原因造成的。
3. 瓶子泄露瓶子泄露是吹瓶机生产过程中比较严重的故障之一。
这种情况一般是由于模具口部不严密、瓶子壁厚不均等原因造成的。
4. 瓶子表面不光滑瓶子表面不光滑也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具表面不平整、吹气压力过大或过小等原因造成的。
5. 瓶子尺寸不一瓶子尺寸不一也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
二、吹瓶机处理方法1. 瓶子变形处理方法瓶子变形的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
2. 瓶子口部不平整处理方法瓶子口部不平整的处理方法主要是调整模具口部、适当调整吹气压力等。
3. 瓶子泄露处理方法瓶子泄露的处理方法主要是检查模具口部密封情况、调整瓶子壁厚等。
4. 瓶子表面不光滑处理方法瓶子表面不光滑的处理方法主要是调整模具表面、适当调整吹气压力等。
5. 瓶子尺寸不一处理方法瓶子尺寸不一的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
三、吹瓶机维护保养除了以上常见故障及处理方法外,吹瓶机的维护保养也是非常重要的。
以下是吹瓶机维护保养的一些注意事项:1. 定期检查设备:定期检查吹瓶机设备的电气、液压、气动等部分是否正常运行,如有异常及时处理。
吹瓶机常见故障
吹瓶机常见故障故障1:PET瓶透明度不佳原因:1、加热温度过高 2、加热时间过长 3、压缩空气含有水份 4、注塑胚管本身不透明 5、胚管设计不适 6、吹胀比例太小排除方法:1、降温 2、缩短加热时间 3、用干燥器除水 4、改良胚管品质,选择用料及提高原料干燥度 5、改善胚管尺寸设计 6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低 2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度 2、改善胚管品质 3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早 2、拉伸杆没下到底 3、拉伸杆与瓶轴中心线偏移 4、胚管壁厚不均匀或注射密度不均 5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度 2、调整磁极开关的位置 3、调整拉伸杆位置 4、改善胚管品质 5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心 2、吹气孔不对称,孔径不一 3、拉伸倍率过低或吹胀比例太小 4、胚管在加热炉中不自转 5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置 2、调整吹气孔位置及孔径 3、加大拉伸倍率或吹胀比例 4、检查自转装置 5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低 2、模具排气孔位置距上部太远3、拉伸倍率过低 4、瓶上部吹胀比过低 5、拉伸杆速度太慢排除方法: 1、上部加温 2、调整排气孔位置 3、加大拉伸倍率 4.改变瓶形状 5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早 2、底部温度过高 3、胚管底部太薄排除方法: 1、延迟开始吹气时间 2、降低底部温度 3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够 2、封口时间过早 3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置 3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧 4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长 2、一个卷,一个良好 3、积料处温度太低 4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度 2、调低卷瓶一边的气量 3、增加胚管该处的加热温度 4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透 2、延时拉伸时间太长 3、拉伸比太大 4、胚管底部太薄 5、拉伸杆头太尖排除方法: 1、加温 2、缩短延时拉伸时间 3、减少拉伸比 4、改善胚管底部设计 5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短 2、延时开模时间太短 3、温度太高 4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间 3、降温 4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高 2、模具瓶底处排气孔不足或不均匀 3、拉伸杆未到底部 4、拉伸杆头设计不符合胚管底部形状 5、吹气压力不足6、吹气阀流量不足 7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度 2、增加排气孔数量并使其分布均匀 3、调整拉伸杆到瓶底4、更换拉伸杆头 5、加大吹气压力 6、用汽油清洗吹气阀 7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0” 排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为?,说明已断。
吹瓶机常见故障及处理方法
吹瓶机常见故障及处理方法
随着可持续发展的概念越来越深入人心,吹瓶机的出现受到越来越多的消费者的关注。
吹瓶机在节能、环保、高效等方面都有明显的优点,它的质量直接决定着使用的效果。
但就像其他的设备一样,吹瓶机也会出现一些故障,下面就介绍常见的几种故障及处理方法。
1、制作过程缺氢现象:此类问题一般是因为设备使用中出现了氦气泄漏而引起,解决这种情况,首先应查明氦气泄漏的部位,找到泄漏处后应及时将氦气排出,然后用熔接器熔接氦气外部加压式接头,最后检查机器启动。
2、吹瓶机噪音过大:此类问题一般是因为设备使用中出现了各种零部件的磨损而引起,解决这种情况,应及时打开机器检查是否有部件磨损,如果有,应及时更换,然后进行调整,如果没有,可以更换润滑油,做到贴合紧凑,最后检查机器启动。
3、吹瓶机吹瓶质量较差:此类问题一般是因为机器调整不当而引起,解决这种情况,应根据需求,调整吹瓶机的参数,以确保瓶体符合要求,同时,还要根据生产过程中的实际情况,及时调整机器参数,以达到最佳的瓶形。
以上是吹瓶机常见的几种故障及处理方法,机器使用过程中如出现了以上情况,应及时处理,以免影响吹瓶机的使用效果。
吹瓶机操作指导书
8.11.3工艺原则:瓶上重下轻可以加大预吹角度降低预吹压力增上面温度降低下面温度,通过一种或两种手段来减少上部的重量,如上轻下重则反调之。
9生产过程中注意事项
9.1所有的瓶胚,若有半筐的或特殊原因未使用的务必要标识清楚,标示牌要包括:规格、原因、大致数量班次、经手人。
9.2倒瓶胚前要核对检查所倒瓶胚是否与正在使用的瓶胚相同或有其他质量问题,若不能确定原因请操作工确认清楚。要将所倒的每筐瓶胚空筐上的合格证撕下统一交给领班。
9.3瓶胚在使用时需记录瓶胚的名称/规格型号/供应商/批号/添加时间/原材料的切片及数量等,以确保瓶胚使用的可追溯性,记录在《吹瓶线瓶胚使用记录》中。
1.6.4在正常生产时所有安全门严禁打开。
2结构和运行方法:
2.1基本原理:合格的瓶→理胚机→胚口机→进胚螺杆→倒胚轮→装载轮→中心轮→1#轮→链条轮→加热炉→链条轮→2#轮→吹瓶轮→3#轮→中心轮→出瓶轮→上风道。
吹瓶机图:
2部件功能:
3.1合格的瓶胚倒入翻斗机,经提升机提升到理胚机直立进入胚口机经检测合格后进入进胚螺杆。
8.10开机先进5~10支胚,吹出瓶来看其外观,外观合格后拿3~5个瓶到品控检测其顶压、中心厚度、爆瓶及分段重量,合格后取3组(一组24个瓶1~24号模各一个)送品控做首检,首检合格后方可开机生产。
8.11如有不合格应对生产工艺做相应的调整,具体调整参照如下的工艺原理。
8.11.1工艺要素:压力、温度、吹瓶角度、速度。
PET吹瓶机常见质量故障及解决方法

一)AA值过高1、原料性能有质量问题→原料进仓前检验原料的质量。
2、干燥效果不良→检查干燥机运行情况(如:露点、干燥温度/时间)。
3、炮筒加热温度太高→在保证质量前提下尽量将温度降低。
4、螺杆背压太高→在质量前提下将背压设为(400~600Psi)。
5、周期时间太长→优化周期时间(避免原料在螺杆停留时间过长)。
(二)瓶胚发黄1、干燥时间过长/温度太高→把已过度干燥的原料放出,重新抽料干燥。
2、炮筒温度过高→将温度降低(一般在瓶胚不产生白雾温度提升2~5℃)为正常温度。
3、模具温度过高→将温度降至合适温度(275~280℃)。
4、原料在螺杆停留时间过长→将炮筒高温的原料空注出来。
(三)壁厚变化率过大1、螺杆温度过高→适当调低螺杆温度。
2、螺杆背压过大→将螺杆背压调至合当压力。
3、注射速度太快→适当调低注射速度(一般注射时3.5~4S)。
4、模冷却水温太高→检查冷却循环水温度(9~11℃±2℃)。
5、冷却时间太短→加长冷却时间(一般设为3~4S)。
(四)表面擦痕(胚身/螺纹)1、模具有粘料→清理模具。
2、模具损坏→更换损坏部件或修复。
3、取出板吸筒损坏→更换损坏吸筒或修复。
4、模唇顶出位置/压力过大→将顶出位置/压力调至合适状态。
5、取出板位置不当→检查取出板吸筒与模唇距离位置(一般设为:22mm)。
(五)IV降过大1、原料存放时间过长→原料做到先进先出方法使用。
2、干燥效果不良→检查干燥机是否正常,保养干燥机,检查干燥珠使用时间(一般2~3年更换)。
3、炮筒加热温度过高→在保证质量前提下尽量将温度降低。
4、螺杆背压过大→在质量前提下将背压,一般设为:400~600Psi。
5、模具加热温度过高→降低温具加热温度,一般设为:280~285℃。
6、瓶胚存放时间过长或仓库境温度、湿度过高→检查仓库的湿/温度(一般为:70%/28以下),做好先进先出的库存方法。
7、原料本身性能有质量问题→通知供应商处理。
吹瓶机故障与制品出现的原因及排除

1、调整预塑型坯
2、调整烘箱温度分布
3、加大拉伸倍率
4、调整拉伸杆
制品中间薄
1、拉吹温度过高
2、型坯中间温度过高
1、降低拉吹温度
2、调低烘箱中段加热温度
制品上部薄底部厚
1、拉吹线速度太高
2、吹气时间选择不当
3、拉吹温度不适当
1、降低拉吹温度
2、将吹气时间稍微提前
3、调整烘箱加热温度,降低瓶颈部分温度,提高底部部分温度
4、提高拉伸线速度
制品无法成型
1、吹塑气压不足
2、吹塑空气流量不足
3、吹塑气压上升速度太慢
4、拉伸力过大
5、二次加温速度不对
1、提高空气压力
2、加大空气流量
3、改进调压结构,提高气压上升速度
4、设计时选择合理的拉伸力
5、调整烘焙箱温度
制品壁厚薄不均匀
1、型坯壁厚不均匀
2、型坯温度不均匀
3、拉伸离率过低
3、更换温控仪
调压器失控
1、电网电压不稳
2、零线脱落
3、可控硅损坏
4、温控仪损坏
1、配稳压电源
2、坚固零线
3、更换可按硅
4、更换调压器
时间继电器不工作
1、电压过低
2、时间继电器损坏
1、增高电压
2、更换时间继电器
制品透明度不好
1、预塑型坯不透明
2、二次加热温度太高
3、二次加热时间过长
4、吹塑空气中含有水份
吹瓶机故障与制品出现的原因及排除
故障及现象
原因
排除办法
无动作
1、电磁阀示通电
2、气压过低
3、电磁阀损坏
4、气管堵塞
5、合模导向磨损
克朗斯吹瓶机报警故障处理
FaultText0001故障数据传输!!通讯已中断\ n可能原因:控制器的电源是关闭- 电缆断裂或接口转换器故障\ n可能的补救办法:检查电源supply.Check电缆从控制器的可视化系统。
检查接口转换器,如果必要的话,取代它。
FaultText0002故障ASI总线可能的原因:配置故障(站不再可用)\ n可能的补救办法:检查电缆损坏和短路站- 如果必要的话,替换\ n可能原因:电源故障\ n可能的补救办法:检查电源主;电源(30.5V)电缆损坏和短路- 如果有必要,请更换电源\ n可能原因:预警(传感器脏,操作距离)\可能的补救办法:检查\ N \ n重设在控制柜中的传感器。
FaultText0003故障的Profibus一个PROFIBUS站发生故障\ N \ n可能原因:该站\ n 可能是错误的补救措施:检查站,并在必要时更换(注意地址设置)。
\ n可能原因:检查终端电阻电压故障\ n可能的补救措施:电缆损坏和短路的检查站,检查24V电源,检查数据线\ N \ n重设在控制柜中。
FaultText0004故障的DeviceNet设备净站发生故障\ n \ n可能原因:该站\ n可能是错误的补救措施:检查站,并在必要时更换(注意地址设置)。
\ n可能原因:检查终端电阻电压故障\ n可能的补救措施:电缆损坏和短路的检查站,检查24V电源,检查数据线\ N \ n重设在控制柜中。
FaultText0005电机过载电机安全设备已回应\ n \ n可能原因:一个驱动器已被重载(例如,果酱)\ n可能的补救措施:检查驱动器和消除病因\ nTurn控制在电机上的安全设备内阁(例如,电机,保护器,变频器,热敏电阻器)。
FaultText0006驱动电机隔离器隔离器已启动。
\ n \ n请检查原因。
检查危险区。
\ n 确保没有工作做电气设备。
\ n是否不释放,直到你确定有没有人在危险地带的隔离!FaultText0007输入被迫被迫在程序的输入。
旋转式吹瓶机常见问题处理方法2010

旋转式吹瓶机常见问题处理方法2010-1-29 来源:中国化工仪器网旋转式吹瓶机具有高速、稳定、更换规格件快速轻松等优势,深受客户厂家的欢迎,市场占有率直线上升。
下面,我就旋转式吹瓶机一些常见故障的处理方法,与大家作一下交流探讨。
问题一:高压电磁阀不能有效关闭而产生高压气泄漏。
原因是高压电磁阀里面的密封圈处卡有异物,多数是塑料碎片。
这需拆开高压电磁阀里的密封圈进行清洗,恢复安装即可正常使用。
问题二:出瓶时掉瓶。
其原因是出瓶手指自动打开或夹不住瓶口,需更换手指里面的尼龙块。
问题三:上坯时出双坯。
其原因是出坯轨道与取坯转盘间隙过大,调整其间隙到合适即可。
问题四:拉伸封口上下限报警。
原因有三:低压气压力不够;两位五通电磁阀工作不灵敏;继电器损坏。
解决方法:1、保证低压气为0.6—0.8MP;2、更换电磁阀并检查和清洗(更换)低压空气过滤器;3、更换继电器(可暂用电控箱里其它闲置的继电器代替)。
问题五:模具打开时随行夹具脱离托座。
其原因是托座偏离模具中心,旋转模座碰撞夹具造成,只要调整托座位置即可。
问题六:上坯时瓶坯套不上夹具。
原因是夹具心与坯口中心不同心。
解决方法:1、如拨轮八个缺口与夹具都不对正,则调整拨轮位置;2、如个别夹具与拨轮缺口不对正,则检查导轴有无弯曲,如有,则需更换导轴。
问题七:成品率明显下降。
其原因是加热灯管有损坏;加热灯管开关有跳闸;抽风电机或吹风电机跳闸。
解决方法:1、更换掉损坏的加热灯管;2、检查电控箱里的相应开关,合上跳闸的开关,如频繁跳闸,找电工解决。
吹瓶机锁模报警问题分析
吹瓶机锁模报警问题分析
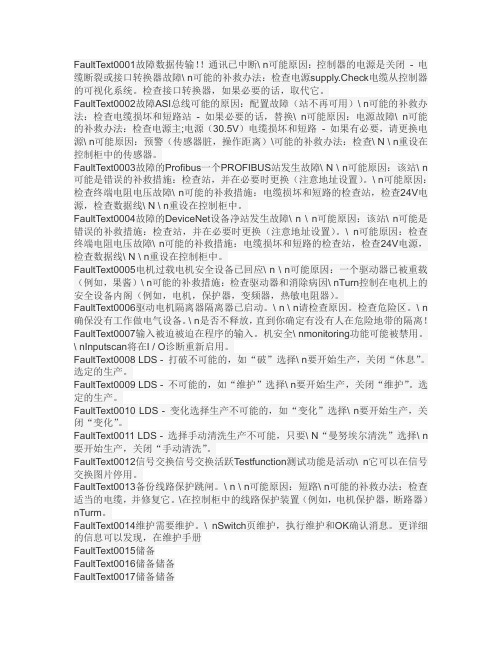
下图是我们拆卸13号模具记录的图片,当时该模具没有走位,也就是没有报过锁模故障而且下面的锁模装置一点多没有松动。
拆卸的主要原因是因为该加油时看不到局部有油;如下图
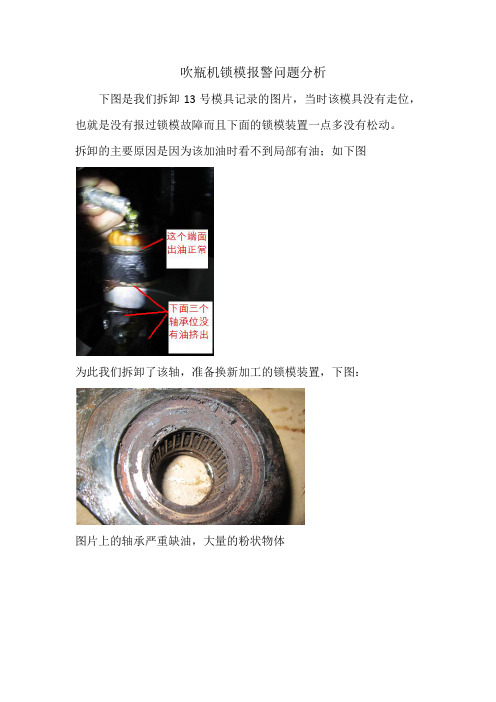
为此我们拆卸了该轴,准备换新加工的锁模装置,下图:
图片上的轴承严重缺油,大量的粉状物体
下面这根轴是与上面的轴承配合的,从图片可以看出轴上有四个出油孔其中三个已经堵死,所以导致第一张图片是下面几个轴承位加油是没有新油挤出,所以轴承损坏以及轴上拉毛。
为了找出轴孔堵住的原因,我让操作工现场加油我在傍边观察,经过观察我发现操作工加油
实际上油更本就没有加到下面几个工位,所以我们不要求你们每天多加油,但是我们坚决要求你们在克朗斯规定加油时期,一定要保证加油彻底。
要如下图:
正常加油后因该是像下图每个工位多有新油挤出
同时我们还问了领班。
得到消息你们一直在使用EP2润滑油,这个润滑油的粘度很高,如果每次加油只加到上面出油就不加了,那么时间长了以后,轴的下面几个孔就非常易堵住,当轴和轴承磨损达到一定的间隙,模具就会摆动,在生产36000的高速下就会走位也就是锁模周期性故障。
我们已经在更改锁模装置,但是我们觉得这是个小问题,一个不够完美的问题,但不是导致问题的真正原因,为了能保证客户的利益以及备件的使用寿命;我们建议客户更改使用克朗斯提供的LUBFIX L7003润滑剂并保证每次加油的充分
之前的问题我们想法尽可能安排在十月一号前解决!
感谢你们的配合与支持!!。
吹瓶机操作手册

吹瓶机操作手册一.操作1.查看冷水塔水位,开启瓶口冷却水水泵。
2. 查看冷水箱水位,开启模具冷却水水泵。
3.开启高压空压机,开启冷干机。
4.查看机器高压压力仪表,压力到达29公斤方可开启机器。
手动原点以后打开自动,看机器是否运转正常。
一切正常后按下“加热启动”和“吹瓶”按钮。
5.灯箱到达设定的加热温度以后按下“入胚按钮”。
二.品质调整1瓶身呈乳白色发白说明灯箱温度过高,根据发白位置调节相应段灯管温度。
2.瓶身呈蓝色拉伸白说明灯箱温度偏低,根据发白位置调节相应段灯管温度。
3.瓶口集料,增加第一层灯管温度,或者关小瓶口冷却水出口阀门。
4.瓶口变形说明瓶口温度过高,减小第一层温度。
5.瓶底出现肚脐眼,预吹延迟太高,调低,以0.01S单位6.瓶颈变厚,预吹延迟时间太短,以0.01S为单位增加预吹延迟。
三.生产速度调节通过增加排气时间和增加饱压时间来减慢速度,同时降低灯箱整体温度,每增加0.1S灯箱温度整体需要降低1%.提高速度与降低速度操作相反。
(排气时间最低为0.8S,低于0.8S后边会出现因为排气不及时而产生的跳瓶现象)不管提速与降速都不可过快,每次最多改变0.3S经过一段时间的观察瓶子的品质,待瓶子质量稳定以后再调速。
每次调速都要仔细观察瓶子品质,随时调节灯箱温度。
吹瓶循环周期每改变0.1S,瓶子每小时产量相应的改变大约50个,吹瓶机要根据灌装机的速度对吹瓶速度进行合理的调节。
四.常见故障1.灯箱水道高温报警。
处理办法:拆开水道连接橡胶管,用低压气和酒精对水道进行吹扫,和清洗。
2.夹爪故障处理办法:调节滑台高度,或者夹爪位置。
3.动作卡死。
处理办法:重启机器。
4.无法手动原点处理办法:查看移位一夹爪,移位二夹爪和变节距定位板,是否卡到相应的位置,若无,手动使他们卡到相应的位置,然后原点。
5.动作不到位处理办法:查看是否有东西卡到。
调节气体流量阀6.排气声音过响处理办法:查看高压排气消声器是否破损或者脱落7.胚道下胚不均匀处理办法:调节胚斗位置。
吹瓶机故障与制品出现的原因及排除
吹瓶机故障与制品出现的原因及排除1.吹瓶机制品出现瓶身不圆的故障可能原因:a.模具温度不均匀,导致瓶身吹制时受热不均。
b.模具设计不合理,导致瓶身受力不均,造成不规则形状。
c.瓶身吹制速度过快,导致受热不均匀。
排除方法:a.检查和调整模具的冷却系统,保证温度均匀。
b.设计和制造合理的模具,确保受力均匀。
c.调整吹制速度,确保瓶身受热均匀。
2.吹瓶机制品出现瓶底凸起或凹陷的故障可能原因:a.瓶底模具强度不足,无法承受吹瓶时的高压。
b.瓶底吹制过程中温度不均匀,造成瓶底变形。
c.气路系统出现堵塞或漏气,导致瓶底受力不均。
排除方法:a.更换更强度的瓶底模具。
b.检查和修复瓶底冷却系统,确保温度均匀。
c.定期检查气路系统,确保畅通无阻。
3.吹瓶机制品出现表面划痕或气泡的故障可能原因:a.模具表面不平整或存在磨损,导致制品表面不平整。
b.吹瓶过程中的温度不稳定,造成瓶身表面气泡。
c.原料质量问题,含有污染物。
排除方法:a.定期检查和维护模具,确保表面平整且光滑。
b.控制吹瓶机温度,保持稳定。
c.每批次原料进厂前都要进行质量检测,确保无污染物。
4.吹瓶机制品出现尺寸偏差的故障可能原因:a.吹瓶温度不稳定,导致瓶体伸长或收缩。
b.进料速度不均匀,导致瓶子形状变化。
c.润滑系统故障,引起运动部件的卡滞或不同步。
排除方法:a.控制吹瓶温度的稳定性。
b.调整进料速度,确保均匀。
c.定期检查和维护润滑系统,确保运动部件正常运转。
总结:吹瓶机故障的原因通常可以分为模具问题、温度问题、气路问题、质量问题、进料问题等。
要解决吹瓶机故障,需要对各个环节进行细致的检查与排除。
定期的维护和保养对于预防吹瓶机故障也是非常重要的。
只有保证各个环节的正常运行,才能生产出高质量的制品。
全自动吹瓶机常见故障及解决办法
一、底部成型不饱满原因:1、吹瓶压力不够;2、吹瓶时瓶坯温度稍低。
解决方法:1、检查模具侧面的高压过滤器是否通畅,以免影响高压气供给。
2、检查路阀工作情况,以保证吹气1和吹气2定位精准。
3、检查吹气1和吹气2的气流控制元件,确保正确设定值,且内部畅通。
4、确保模具上所有的通风孔无阻塞。
二、颈部弯曲原因:机械操作造成,颈部积料过厚引发合模后变形。
解决办法:1、优化合模结构。
2、凸环在模具顶板的凹处夹持过紧,瓶坯的尺寸在其尚热时即须固定下来。
三、瓶口膨胀、吹瓶跑气原因:1、周围温度过高;2、烘炉气流冷却效果底。
解决办法:1、调整冷却班的位置,使之能够对瓶坯的螺纹去加以更强的保护。
2、优化冷却板设计结构。
四、底线发蓝原因:1、吹气过高;2、拉伸杆压力欠缺。
解决办法:1、设置吹气时间及速度;2、检查拉伸杆是否受阻。
五、底部破损原因:1、瓶坯底部温度偏底;2、拉伸杆位置过高。
解决办法:1、调整瓶坯底部加热温度2、调节合理设置拉伸杆的位置。
六、瓶口螺纹部受损原因:螺纹区遭受到不应有的拉伸,周围高温使瓶坯螺纹区温度过高。
解决办法:1、确保输送臂调整精准无误。
2、定位瓶坯精准,同时降低螺纹区受热温度,优化结构设计。
七、液面下降过多原因:pet容器灌装之后,溶液下降,吹瓶温度过高,形成珠光现象。
解决办法:调整加热炉的温度,避免加热开机或冷开机。
八、爆裂原因:1、温度过高造成瓶底过薄;2、吹气时间过短。
解决办法:1、调节瓶底温度。
2、加长延时吹起时间。
九、合模线平展原因:在吹瓶过程中气体在不能及时延排气孔排除,构成瓶壁的薄层物料堵塞排气孔。
解决办法:1、正确调节模具间隙。
2、高压空气阀控制气流。
3、改善设计结构十、底部折皱原因:外部折皱吹瓶压力1不够,拉伸杆过多把料推向低下;内部折皱一般吧瓶坯头端过热或者一开始拉伸压力延迟。
解决办法:1、确保吹瓶1在模具上定时连续一致。
2、瓶坯端头勿过热。
3、确保自拉伸开始到吹起1进入之前延时不要过长。
吹瓶机报警解释
Contiform faultsContiform Faults 吹瓶机报警解释Contiform faultsFault 026safety circuit guard blowing machine026Malfunction of one of the contactors =HM1.1201.-K231, =BM1.1201.-K352, =BM1.1201.-K353, =BM1.1201.-K354, =HM1.1201.-K352 (in Blocs also=HM1.1201.-K241, =HM1.2001.-K314, =HM1.2001.-K317) or one of theguard switches.\nPlease inform a qualified electrician.\nChange the faultypart if necessary.Reset at the control panel.安全电路报警Contiform faultsFault 028safety circuit emergency stop blowing machine028Malfunction of one of the contactors =HM1.1101.-C151,\n=HM1.1101.-C201, =HM1.1101.-C202 or one of the emergency-stop switches.\nPlease inform a qualified electrician.\nChange the faulty part if necessary.Reset at the control panel.安全电路急停按钮报警Fault 030安全电路瓶胚输送盖板打开报警Fault 059安全门打开报警Contiform faultsFault 064motor overload drives 3064Malfunction of a motor overload switch or connected part.Please inform a qualified electrician. Check motor overload circuit.Plc-inputs: I 48.0 (and I 3.0 with synchronous drive) !Electrical schematics:\npages =BM1.2001.20, =HM1.2001.90Reset at the control panel.电机驱动过载报警Contiform faultsFault 065motor overload preform cooling fans 065Malfunction of a motor overload switch or connected\npart. Please inform a qualified electrician. Check\nmotor overload circuit.\nPlc-inputs: I 52.0, I 82.0 !Electrical schematics: page =HM1.3303.90Reset at the control panel.Control cabinet 4瓶胚冷却风机过载报警Contiform faultsFault 086i模具温度过高/过低报警Contiform faultsFault 088pressure drop water supply base spraying device088There is no water or the operating pressure\nhas been set too low or the mainvalve of the\nwater service unit is closed (=BM1.3501.-B124).Reset at the control panel.瓶底部冷却压力下降Contiform faultsFault 089pressure drop preblowing air supply089There is no compressed air or the main valve of the\nair service unit is closedor the pressure regulator\nor the pressure transmitter is defective (=BM1.5301.-M161, =BM1.5301.-B201).Reset at the control panel.预吹压力下降Contiform faultsFault 090pressure drop final blowing air supply090There is no compressed air or the main valve of the\nair service unit is closedor the pressure regulator\nis defective (=BM1.5301.-M171 and =BM1.1501.-B122).Reset at the control panel.终吹压力下降工作运行压力下降Fault 091Min 9 barThere is no compressed air or the main valve of the\nair service unit is closedor the pressure regulator\nis defective(=BM1.5301.-M111). Reset at the control panel.拉伸杆吹气压力下降Fault 092Fault 093There is no compressed air or the operating pressure\nhas been set too low orthe main valve of the\nair service unit is closed (=BM1.1501.-B122).Reset at the control panel.Min Min switch switch 6 bar拉伸压力下降Fault 095芯轴驱动链条张紧压力过低/过高Contiform faultsFault 099back-up transfer to the air conveyor099Back-up at the transfer position to\nthe air conveyor (=BM1.1701.-B134).\nItis not possible to empty the blowing machine.\nBottles have jammed on the conveyor.Reset at the control panel.1. PE 1. PE sensor sensor activates bottle pusher出口风道传输堵瓶Contiform faultsFault 100back-up discharge100Back-up at the transfer position to\nthe air conveyor (=BM1.1701.-B131).\nItis not possible to empty the blowing machine.\nBottles have jammed on the conveyor.Reset at the control panel.2. PE 2. PE sensor sensor activates 1.bottle 1.bottle dump dump gate 出口堵瓶Contiform faultsFault 101back-up discharge (air conveyor)101Back-up at bottle discharge up to the blowing machine\n (=BM1.4001.-B111).\nIt is not possible to empty the blowing machine.\nBottles have eitherjammed on the conveyor or the\nback-up switches at page =HM1.9704 havenot\nbeen actuated.Reset at the control panel.出口风道堵瓶Contiform faultsFault 102back-up rejection area 102Remove the bottles and preforms from the rejection area(=BM1.1501.-B163)Reset at the control panel.排瓶区域满了Contiform faultsFault 106Eine Preform hat sich am Einlaufstern Heizmodulverkeilt\n(HM1.1501.-P171). Kontrollieren Sie, ob Teilebeschädigt\nwurden.\nQuittieren am Kommandokasten.Eine Preform hat sich am Einlaufstern Heizmodul verkeilt\n(HM1.1501.-P171). Kontrollieren Sie, ob Teile beschädigt\nwurden.\nQuittieren am Kommandokasten.Eine Preform hat sich am Einlaufstern Heizmodulverkeilt\n(HM1.1501.-P171). Kontrollieren Sie, ob Teilebeschädigt\nwurden.\nQuittieren am Kommandokasten.Malfunction infeed star wheel of heating module106Preform jammed at infeed star wheel of heating module(=HM1.1501.-P171).Check whether parts are damaged.Reset at the control panel..进胚星轮报警Fault 109i瓶子检测装置短接Fault 109加热炉安全离合器过载Contiform faultsFault 110safety clutch infeed starwheel of blowing wheel0110The proximity switch =BM1.1501.-P181 for monitoring safety clutch has been actuated.\nCheck clutch, proximity switch and respectivecabeling.Rotate the heating module until it catches.Reset at the control panel.传输星轮安全离合器过载Contiform faultsFault 111safety clutch discharge starwheel of blowing wheel0111The proximity switch =BM1.1501.-P182 for monitoring safetyclutch has been actuated.\nCheck clutch, proximity switch and respective cabeling.Rotate the heating module until it catches.Reset at the control panel.传输星轮安全离合器过载Contiform faultsFault 113接料车没有入位Contiform faultsFault 116malfunction hight detection heating mandrel0116malfunction height detection heating mandrel (=HM1.1501.-LS141)Reset at the control panel. E 62.1芯轴高度监测开关报警Contiform faultsFault 117Chain heating module broken0117One Chain for heating mandrel rotation broken or wrong tension.The proximity switches =HM1.1501.-P144 and =HM1.1501.-P154 must be activeReset at the control panel.Chain tensioner rotation Chain tensioner rotation chain chain芯轴转动链条松弛Contiform faultsFault 118malfunction fitting preform0118Several consecutive preforms could not be fitted to the heating mandrelor the proximity switch is actuated all the time (=HM1.1501.-P202.)Reset at the control panel.HM1.1501 P202瓶胚装载错误Contiform faultsFault 119malfunction: incorrect fitted preform was not rejected0119A preform could not be rejected (=HM1.1501.-P202).\nRemove the preform.Reset at the control panel.HM1.1505 P202没装载好的瓶胚没有被剔除Fault 121驱动链条张紧报警SensorContiform faultsFault 122preform stuck in the heating module0122Remove the preform at the discharge of the\nheating module (=HM1.1501.-LS145).\n.Reset at the control panel.HM1.1505 LS145 E 62.7瓶胚没有传递到机械手Fault 124Base Base cam cam底模升起报警模具关闭凸轮导轨报警Fault 125Proximity switch mould not closedContiform faultsFault 126malfunction mould locking cam0126The mould locking cam has been mechanicallyoverloaded (=BM1.1501.-P133).Check all moulds for functionality and for possible bottle fragments Reset at the control panel.Proximity switch Locking-unlocking camCBT CBT--111锁模凸轮报警Contiform faultsFault 127mould base bottom at discharge of blowing wheel0127The proximity switch =BM1.1501.-P134 for the mould base monitoring at discharge of blowing wheel has been actuated.Either a form was manually opened and then closed\nimproperly(mould base was not raised) or a form\nhas opened by itself.Please confirm that the mould base cannot crash against the mould walls from below when the machine restarts.Reset at the control panel.底模出口监测报警Contiform faultsFault 128cam malfunction, fitting to preform mandrel0128The heating mandrel cam has been mechanically overloaded (=HM1.1501.-P201).Remove the preformReset at the control panel.芯轴装载凸轮槽报警Contiform faultsFault 129malfunction on the discharge starwheel/ back-up transfer to starwheel 1 and 20129A bottle is in the transfer position at the discharge of the blowing module stuck. Remove the bottle at the discharge of the blowing module(=BM1.1501.-LS152)Reset at the control panel.Only S40K double discharge出口传输故障(仅SK40)Contiform faultsFault 130malfunction cooling heating module0130No cold water circulation present in the oven\n (=BM1.3501.-B121).Open the water supply and switch on the water\ncooling system.Reset at the control panel.加热炉冷却环路报警No cold water circulation present in the oven\n(=BM1.3501.-B122).Open the water supply and switch on the water\ncooling system. Reset at the control panel.模壁冷却环路报警Fault 131No cold water circulation present in the oven\n(=BM1.3501.-B123).Open the water supply and switch on the water\ncooling system. Reset at the control panel.底模冷却环路报警Fault 132Contiform faultsFault 135malfunction cooling units0135The cooling unit is not ready. The preform stopopens again after the solution of the problem.Reset at the control panel.冰水机报警Contiform faultsFault 136油温机报警Contiform faultsFault 138malfunction preform supply0138The preform supply is not ready. The preform stop opens and the preformsupply works again after the solution of the problem.Reset at the control panel.瓶胚输送装置报警Fault p1382= Stop 2= Stop vertical vertical3= Stop 3= Stop rollers rollers rollers, , , stop stop vertical45 = 5 = ejection ejection blowing 40%33%1= 1= conveyor conveyor hopperSpeed = 75% x 40%Speed = 100% x 40%Malfunction preform supplyContiform faultsFault 143malfunction mould carrier temperature measurement 10143The left mould carrier temperature measurement (PT100) is not responding.Check the PT100 =BM1.5401.-B141, its cabeling and the terminals (for a possible open circuit.)Reset at the control panel.模架温度监测报警。
吹瓶机常见故障2
一、PET二段式拉吹成型的步骤:(1)瓶胚由射出成型法产出: 射出机将原料射入模具PET瓶胚冷却成型。
(Injection molding):射出各种形状之PET瓶胚成品。
(2)聚酯瓶由拉伸吹塑成型法产出: 双轴延伸拉吹成型,吹瓶机将瓶胚吹塑成型。
(Stretch Blow Molding): 吹塑各种形状之PET瓶子容器。
二段式拉吹成型因为比一段式吹瓶生产模式更具弹性化,因此被PET包装设备市场接受度更高。
您可以选择铨宝,我们提供专业PET吹瓶整厂设备的规划,具市场竞争力。
二、延伸吹塑成型法延伸吹气成型法:此方法是先以射出机射出瓶胚,再将冷却后的瓶胚以拉伸吹塑成型机加热,并于中空模具内延伸吹气成型。
由于此法经过射出机及拉吹机的二次加工,因此称为「二段拉吹成型法」。
而且此法是在瓶胚冷却后再进行加热延伸吹气,因此又称为「冷瓶胚法」。
其加工流程如下:PET原料除湿干燥->以射出机将熔融原料射入模具->PET瓶胚冷却成型->以拉伸吹塑成型机(Stretch Blow Molding)进行双轴延伸吹塑成型。
注:所谓「双轴延伸」是指以瓶胚加热后经过吹瓶拉杆做纵向延伸,以高压空气做横向延伸。
三、请问PET原料目前可运用于哪些产品的包装容器?PET原料已广泛运用于各类产品之包装容器如:水瓶、果汁瓶、汽水瓶、食用油瓶、化妆瓶、药瓶、啤酒瓶、广口瓶、洗洁精等。
四、请问一个完整的PET瓶胚生产线,应包含哪些设备?·PET瓶胚射出成型机·除湿机(Dehumidifiers)·瓶胚模具 (PET preform mold)·料斗干燥机(Hopper Dryer)·自动抽料机(Auto Loaders)·模温机(Mold Temperature Controllers)·冷冻机(Chiller)·取出机(Robot)·输送带(Conveyor)五、请问一套完整的PET吹瓶生产线,应包含哪些外围设备?1. PET双轴延伸拉吹机-全自动吹瓶机2. 吹瓶模具3. 空压系统**低压空压机**冷冻干燥机**精密过滤器**低压储气桶高压吹瓶:**三段式无油空压机**冷冻干燥机**前置/后置精密过滤器**高压储气桶4. 吹瓶模冷冻机5. 冷却水塔及泵浦。
SIDEL二代吹瓶机故障报警处理方法

SIDEL二代吹瓶机故
障报警介绍,以及报 具体位置及故障原因 主电柜电容控制开关跳闸 个别安全门未关好 同上 主电柜电源拉下 门未关好 门未关好
急停按钮按下 急停按钮按下 急停按钮按下 急停按钮按下 急停按钮按下 急停按钮按下 急停按钮按下 门开着 加热炉靠设备侧 主电机轴,设备后侧 出瓶星轮下端 进胚星轮下端 手摇设备放手柄处 设备电源柜后侧 设备电源柜后侧 设备电源柜前侧 取胚机械手后侧检测电眼 3\4安全门侧,低压气快插、调整工具 设备后侧 7、8号门下侧 主电柜,后第三门打开右侧变频器 出瓶轮侧 瓶坯出炉侧
解∶A、检查动作信号,PLC动作执行该号信号线路分配器故障
(07、11、13日32号机出现的问题)
B、检查汽路电磁阀、汽路连接管是否通路
39、设备送电后,不能正常复位,19.5报警
解∶A、安全继电器故障,更换
故障编号
错误描述
40、正常生产中PCC死机显示异常,不能正常工作
41、88#报警
42、89#报警
6电眼状态检查连线卡电源开关检查开关或接线重新启动plc重新启动plc检查此电眼紧固检查该电眼是否松动位置错误检查此电眼及转载探头紧固检查连接气路或电磁阀线路连接根据跳闸开关判断哪个风机故障排除检查破碎灯管更换将开关复位设置错误检查紧固检查相应电磁阀输入气路检查底模上升止位报警解决方法解决方法检查排除检查高压滤网少胚断胚检查复位检查急停重新复位进胚轨道卡胚电眼位置松动错误检查该电眼是否松动位置错误或调整同步检查是否有芯轴齿心脱落检查线路或更换编码器重新调出所需工艺检查压力调节阀控制压力故障或更换相应汽缸密封取出坏胚检查进胚汽缸调整或重新复位变频器检查原因排除等待升温清洗预吹总成或更换比率阀根据跳闸开关判断哪个风机故障排除检查压力开关检查电磁阀或压力传感器检查电磁阀或压力传感器检查外供高压气路联系工务报警解决方法解决方法根据跳闸开关判断哪个风机故障排除检查继电器风机检查压力开关检查连线重启plc检查设置或清洁摸温机滤网调整设置或调整供水压力改变流量检查该号模具或调整开合模臂瓶未取出检查此号吹嘴动作检查次号底模电磁阀芯接线手动排气是否弹开该号锁模销及轴销自锁装置该号冷却气管连接松动挡电眼可
吹瓶机常见故障
吹瓶机常见故障故障1:PET瓶透明度不佳原因:1、加热温度过高 2、加热时间过长 3、压缩空气含有水份 4、注塑胚管本身不透明 5、胚管设计不适 6、吹胀比例太小排除方法:1、降温 2、缩短加热时间 3、用干燥器除水 4、改良胚管品质,选择用料及提高原料干燥度 5、改善胚管尺寸设计 6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低 2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度 2、改善胚管品质 3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早 2、拉伸杆没下到底 3、拉伸杆与瓶轴中心线偏移 4、胚管壁厚不均匀或注射密度不均 5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度 2、调整磁极开关的位置 3、调整拉伸杆位置 4、改善胚管品质 5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心 2、吹气孔不对称,孔径不一 3、拉伸倍率过低或吹胀比例太小 4、胚管在加热炉中不自转 5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置 2、调整吹气孔位置及孔径 3、加大拉伸倍率或吹胀比例 4、检查自转装置 5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低 2、模具排气孔位置距上部太远3、拉伸倍率过低 4、瓶上部吹胀比过低 5、拉伸杆速度太慢排除方法: 1、上部加温 2、调整排气孔位置 3、加大拉伸倍率 4.改变瓶形状 5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早 2、底部温度过高 3、胚管底部太薄排除方法: 1、延迟开始吹气时间 2、降低底部温度 3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够 2、封口时间过早 3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置 3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧 4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长 2、一个卷,一个良好 3、积料处温度太低 4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度 2、调低卷瓶一边的气量 3、增加胚管该处的加热温度 4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透 2、延时拉伸时间太长 3、拉伸比太大 4、胚管底部太薄 5、拉伸杆头太尖排除方法: 1、加温 2、缩短延时拉伸时间 3、减少拉伸比 4、改善胚管底部设计 5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短 2、延时开模时间太短 3、温度太高 4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间 3、降温 4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高 2、模具瓶底处排气孔不足或不均匀 3、拉伸杆未到底部 4、拉伸杆头设计不符合胚管底部形状 5、吹气压力不足6、吹气阀流量不足 7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度 2、增加排气孔数量并使其分布均匀 3、调整拉伸杆到瓶底4、更换拉伸杆头 5、加大吹气压力 6、用汽油清洗吹气阀 7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0” 排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为?,说明已断。
吹瓶设备常见故障
24
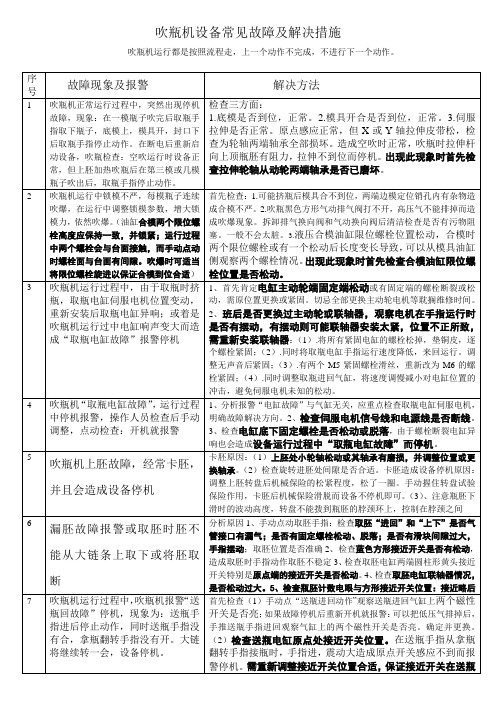
送瓶手指送瓶时机不对,焊环机夹瓶手指不时有掉瓶
1、检查焊环机夹瓶链条南边链轮上蓝色方形的接近开关位置是否有松动,此开关很灵敏,调整时必须小幅度调整,直到送瓶不掉瓶为止。2、检查焊环机夹瓶链条北边链轮上蓝色圆形编码器下联轴器是否断裂并有很大的间隙(小的裂纹不会影响送瓶),更换。3、检查焊环机夹瓶链条与送瓶手指位置是否对中,是否有个别夹瓶手指张口过小或过偏,调整张口位置。4、同时检查送瓶手指在拿瓶反转手指位置对中程度,检查送瓶手指在焊环机夹瓶链条侧与夹瓶手指位置的对中程度,必须保证拿瓶反转手指与焊环机夹瓶手指在一条直线上。并检查送瓶手指进时与拿瓶反转手指和焊环机夹瓶手指交接的程度,送瓶进不能太深或太浅,都会掉瓶。可以调整送瓶进回气缸的活塞杆螺帽或拿瓶反转手指进回的限位缓冲,使拿瓶反转手指与夹瓶手指中心在一条直线上。
21
设备过程中,报警“中间站合”或“中间站开”而故障停机。
检查:1、中间站两个开合气缸活塞杆是否断裂,更换气缸。2、气缸的磁性开关感应“开合”是否损坏。
22
运行过程中,报警“中间站下”故障停机
检查:1、中间站下是否有瓶胚,阻碍了中间向下的运动。2、气缸的磁性开关感应“下”是否损坏。
23
运行中,中间站有几个夹具头与取胚手指不对,胚不能放上。
25
焊环机机个别号的瓶子不吹气,严重影响焊环合格率。
1、检查焊环机夹瓶链条与焊环机大盘交接瓶子时,压瓶块是否能将瓶口有效密封,防止漏气。2、检查配电柜内对应吹气的输出中间继电器是否能正常工作;可以调换中间继电器试一下或将中间继电器常开触点对换一组,确定不吹气的原因。
吹瓶机故障与制品出现的原因及排除

调压器失控
1、电网电压不稳
2、零线脱落
3、可控硅损坏
4、温控仪损坏
1、配稳压电源
2、坚固零线
3、更换可按硅பைடு நூலகம்
4、更换调压器
时间继电器不工作
1、电压过低
2、时间继电器损坏
1、增高电压
2、更换时间继电器
制品透明度不好
1、预塑型坯不透明
2、二次加热温度太高
3、二次加热时间过长
4、吹塑空气中含有水份
4、拉伸杆偏移
1、调整预塑型坯
2、调整烘箱温度分布
3、加大拉伸倍率
4、调整拉伸杆
制品中间薄
1、拉吹温度过高
2、型坯中间温度过高
1、降低拉吹温度
2、调低烘箱中段加热温度
制品上部薄底部厚
1、拉吹线速度太高
2、吹气时间选择不当
3、拉吹温度不适当
1、降低拉吹温度
2、将吹气时间稍微提前
3、调整烘箱加热温度,降低瓶颈部分温度,提高底部部分温度
吹瓶机故障与制品出现的原因及排除
故障及现象
原因
排除办法
无动作
1、电磁阀示通电
2、气压过低
3、电磁阀损坏
4、气管堵塞
5、合模导向磨损
6、轴套磨损
1、检查电路
2、检查气路
3、更换电磁阀
4、检查气管
5、校正平行
6、更换轴套
温度失控
1、电偶方向接反
2、热电偶接触不良
3、温控仪损坏
1、调整正负方向
2、坚固接触点
制品底部薄上部厚
1、拉吹线速度过低
2、吹气时间选择不当
3、拉吹温度不适当
1、提高拉吹速度
吹瓶机加载凸轮报警
RepairTime维修时间
Disposal Personnel
处理人员
ImproveTime
改善时间
Participate Personnel
参与人员
Maintenance&Improve Type维修/改善方式(★)自行()委外
Subject
主题
SH AS1吹瓶机加载凸轮报警
Serial Number
编号
Date填写日期
20110808
Plant厂名
上海厂
Line生产线
AS1
DownDate停机日期
20110805
DownTime停机时间
共计60分钟
Reporter报告整理人
孙启峰
Improving startdate/改善开始日期
SAP设备号:
SAP维护项目号:
Operation &Adjustment操作与调整:
1、拔去气缸气管。
2、用橡胶锤击打凸轮使其复位。
3、调整凸轮与定位凸轮连接杆间距。
Marginal data图例说明:
Material cost/材料耗用
Name名称
Quantity数量
Price单价
Value金额
Preventive Action&Suggestion预防措施及建议
20110805白班生产过程中瓶坯加载凸轮突然报警,无法复位,操作工检查发现凸轮弹起后下不来,之前生产正常,瓶坯加载稳定,瓶坯在芯轴上转动不晃动。
Marginal data图例说明:
Root Cause Analysis原因分析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Contiform faultsContiform Faults 吹瓶机报警解释Contiform faultsFault 026safety circuit guard blowing machine026Malfunction of one of the contactors =HM1.1201.-K231, =BM1.1201.-K352, =BM1.1201.-K353, =BM1.1201.-K354, =HM1.1201.-K352 (in Blocs also=HM1.1201.-K241, =HM1.2001.-K314, =HM1.2001.-K317) or one of theguard switches.\nPlease inform a qualified electrician.\nChange the faultypart if necessary.Reset at the control panel.安全电路报警Contiform faultsFault 028safety circuit emergency stop blowing machine028Malfunction of one of the contactors =HM1.1101.-C151,\n=HM1.1101.-C201, =HM1.1101.-C202 or one of the emergency-stop switches.\nPlease inform a qualified electrician.\nChange the faulty part if necessary.Reset at the control panel.安全电路急停按钮报警Fault 030安全电路瓶胚输送盖板打开报警Fault 059安全门打开报警Contiform faultsFault 064motor overload drives 3064Malfunction of a motor overload switch or connected part.Please inform a qualified electrician. Check motor overload circuit.Plc-inputs: I 48.0 (and I 3.0 with synchronous drive) !Electrical schematics:\npages =BM1.2001.20, =HM1.2001.90Reset at the control panel.电机驱动过载报警Contiform faultsFault 065motor overload preform cooling fans 065Malfunction of a motor overload switch or connected\npart. Please inform a qualified electrician. Check\nmotor overload circuit.\nPlc-inputs: I 52.0, I 82.0 !Electrical schematics: page =HM1.3303.90Reset at the control panel.Control cabinet 4瓶胚冷却风机过载报警Contiform faultsFault 086i模具温度过高/过低报警Contiform faultsFault 088pressure drop water supply base spraying device088There is no water or the operating pressure\nhas been set too low or the mainvalve of the\nwater service unit is closed (=BM1.3501.-B124).Reset at the control panel.瓶底部冷却压力下降Contiform faultsFault 089pressure drop preblowing air supply089There is no compressed air or the main valve of the\nair service unit is closedor the pressure regulator\nor the pressure transmitter is defective (=BM1.5301.-M161, =BM1.5301.-B201).Reset at the control panel.预吹压力下降Contiform faultsFault 090pressure drop final blowing air supply090There is no compressed air or the main valve of the\nair service unit is closedor the pressure regulator\nis defective (=BM1.5301.-M171 and =BM1.1501.-B122).Reset at the control panel.终吹压力下降工作运行压力下降Fault 091Min 9 barThere is no compressed air or the main valve of the\nair service unit is closedor the pressure regulator\nis defective(=BM1.5301.-M111). Reset at the control panel.拉伸杆吹气压力下降Fault 092Fault 093There is no compressed air or the operating pressure\nhas been set too low orthe main valve of the\nair service unit is closed (=BM1.1501.-B122).Reset at the control panel.Min Min switch switch 6 bar拉伸压力下降Fault 095芯轴驱动链条张紧压力过低/过高Contiform faultsFault 099back-up transfer to the air conveyor099Back-up at the transfer position to\nthe air conveyor (=BM1.1701.-B134).\nItis not possible to empty the blowing machine.\nBottles have jammed on the conveyor.Reset at the control panel.1. PE 1. PE sensor sensor activates bottle pusher出口风道传输堵瓶Contiform faultsFault 100back-up discharge100Back-up at the transfer position to\nthe air conveyor (=BM1.1701.-B131).\nItis not possible to empty the blowing machine.\nBottles have jammed on the conveyor.Reset at the control panel.2. PE 2. PE sensor sensor activates 1.bottle 1.bottle dump dump gate 出口堵瓶Contiform faultsFault 101back-up discharge (air conveyor)101Back-up at bottle discharge up to the blowing machine\n (=BM1.4001.-B111).\nIt is not possible to empty the blowing machine.\nBottles have eitherjammed on the conveyor or the\nback-up switches at page =HM1.9704 havenot\nbeen actuated.Reset at the control panel.出口风道堵瓶Contiform faultsFault 102back-up rejection area 102Remove the bottles and preforms from the rejection area(=BM1.1501.-B163)Reset at the control panel.排瓶区域满了Contiform faultsFault 106Eine Preform hat sich am Einlaufstern Heizmodulverkeilt\n(HM1.1501.-P171). Kontrollieren Sie, ob Teilebeschädigt\nwurden.\nQuittieren am Kommandokasten.Eine Preform hat sich am Einlaufstern Heizmodul verkeilt\n(HM1.1501.-P171). Kontrollieren Sie, ob Teile beschädigt\nwurden.\nQuittieren am Kommandokasten.Eine Preform hat sich am Einlaufstern Heizmodulverkeilt\n(HM1.1501.-P171). Kontrollieren Sie, ob Teilebeschädigt\nwurden.\nQuittieren am Kommandokasten.Malfunction infeed star wheel of heating module106Preform jammed at infeed star wheel of heating module(=HM1.1501.-P171).Check whether parts are damaged.Reset at the control panel..进胚星轮报警Fault 109i瓶子检测装置短接Fault 109加热炉安全离合器过载Contiform faultsFault 110safety clutch infeed starwheel of blowing wheel0110The proximity switch =BM1.1501.-P181 for monitoring safety clutch has been actuated.\nCheck clutch, proximity switch and respectivecabeling.Rotate the heating module until it catches.Reset at the control panel.传输星轮安全离合器过载Contiform faultsFault 111safety clutch discharge starwheel of blowing wheel0111The proximity switch =BM1.1501.-P182 for monitoring safetyclutch has been actuated.\nCheck clutch, proximity switch and respective cabeling.Rotate the heating module until it catches.Reset at the control panel.传输星轮安全离合器过载Contiform faultsFault 113接料车没有入位Contiform faultsFault 116malfunction hight detection heating mandrel0116malfunction height detection heating mandrel (=HM1.1501.-LS141)Reset at the control panel. E 62.1芯轴高度监测开关报警Contiform faultsFault 117Chain heating module broken0117One Chain for heating mandrel rotation broken or wrong tension.The proximity switches =HM1.1501.-P144 and =HM1.1501.-P154 must be activeReset at the control panel.Chain tensioner rotation Chain tensioner rotation chain chain芯轴转动链条松弛Contiform faultsFault 118malfunction fitting preform0118Several consecutive preforms could not be fitted to the heating mandrelor the proximity switch is actuated all the time (=HM1.1501.-P202.)Reset at the control panel.HM1.1501 P202瓶胚装载错误Contiform faultsFault 119malfunction: incorrect fitted preform was not rejected0119A preform could not be rejected (=HM1.1501.-P202).\nRemove the preform.Reset at the control panel.HM1.1505 P202没装载好的瓶胚没有被剔除Fault 121驱动链条张紧报警SensorContiform faultsFault 122preform stuck in the heating module0122Remove the preform at the discharge of the\nheating module (=HM1.1501.-LS145).\n.Reset at the control panel.HM1.1505 LS145 E 62.7瓶胚没有传递到机械手Fault 124Base Base cam cam底模升起报警模具关闭凸轮导轨报警Fault 125Proximity switch mould not closedContiform faultsFault 126malfunction mould locking cam0126The mould locking cam has been mechanicallyoverloaded (=BM1.1501.-P133).Check all moulds for functionality and for possible bottle fragments Reset at the control panel.Proximity switch Locking-unlocking camCBT CBT--111锁模凸轮报警Contiform faultsFault 127mould base bottom at discharge of blowing wheel0127The proximity switch =BM1.1501.-P134 for the mould base monitoring at discharge of blowing wheel has been actuated.Either a form was manually opened and then closed\nimproperly(mould base was not raised) or a form\nhas opened by itself.Please confirm that the mould base cannot crash against the mould walls from below when the machine restarts.Reset at the control panel.底模出口监测报警Contiform faultsFault 128cam malfunction, fitting to preform mandrel0128The heating mandrel cam has been mechanically overloaded (=HM1.1501.-P201).Remove the preformReset at the control panel.芯轴装载凸轮槽报警Contiform faultsFault 129malfunction on the discharge starwheel/ back-up transfer to starwheel 1 and 20129A bottle is in the transfer position at the discharge of the blowing module stuck. Remove the bottle at the discharge of the blowing module(=BM1.1501.-LS152)Reset at the control panel.Only S40K double discharge出口传输故障(仅SK40)Contiform faultsFault 130malfunction cooling heating module0130No cold water circulation present in the oven\n (=BM1.3501.-B121).Open the water supply and switch on the water\ncooling system.Reset at the control panel.加热炉冷却环路报警No cold water circulation present in the oven\n(=BM1.3501.-B122).Open the water supply and switch on the water\ncooling system. Reset at the control panel.模壁冷却环路报警Fault 131No cold water circulation present in the oven\n(=BM1.3501.-B123).Open the water supply and switch on the water\ncooling system. Reset at the control panel.底模冷却环路报警Fault 132Contiform faultsFault 135malfunction cooling units0135The cooling unit is not ready. The preform stopopens again after the solution of the problem.Reset at the control panel.冰水机报警Contiform faultsFault 136油温机报警Contiform faultsFault 138malfunction preform supply0138The preform supply is not ready. The preform stop opens and the preformsupply works again after the solution of the problem.Reset at the control panel.瓶胚输送装置报警Fault p1382= Stop 2= Stop vertical vertical3= Stop 3= Stop rollers rollers rollers, , , stop stop vertical45 = 5 = ejection ejection blowing 40%33%1= 1= conveyor conveyor hopperSpeed = 75% x 40%Speed = 100% x 40%Malfunction preform supplyContiform faultsFault 143malfunction mould carrier temperature measurement 10143The left mould carrier temperature measurement (PT100) is not responding.Check the PT100 =BM1.5401.-B141, its cabeling and the terminals (for a possible open circuit.)Reset at the control panel.模架温度监测报警。