SAE+J1100V0翻译
工具的翻译 (日中英)
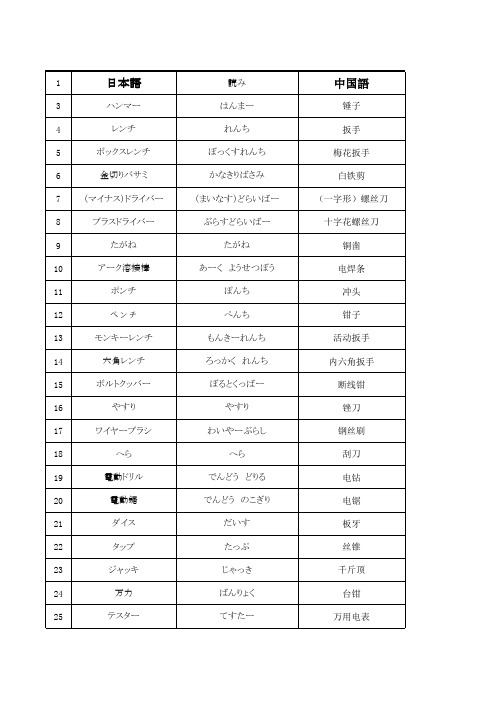
せつきのこ 自在スパチ スプレーがん スクレーパ 台車 ダイスハンドル ダイヤモンドインデンタ サイドカッター タップレンチ ミリングカッター 押し棒 枕板 ホルダー ホブ歯切り盤 ポリシーラー パイプレンチ プライヤー ペンチ オイラー・油差し ストップウォッチ クレーン チェンプロック エアガン 温度計
铁锹 烙铁 焊锡 喷漆枪 游标卡尺 螺丝 螺栓 螺母 钉子 剪子 千分尺 喷灯,喷枪 塞尺 调整器 回转阀 总开关 遥控器 电木,胶木 管子 定时器 金属丝网 脚踏开关 塑料盒 铰链,合叶
50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69
読み はんまー れんち ぼっくすれんち かなきりばさみ (まいなす)どらいばー ぶらすどらいばー たがね あーく ようせつぼう ぽんち ぺんち もんきーれんち ろっかく れんち ぼるとくっばー やすり わいやーぶらし へら でんどう どりる でんどう のこぎり だいす たっぷ じゃっき ばんりょく てすたー
电机 变压器 水准器 数显千分尺 指示千分尺 验棒 千分表,百分表 数显式 度盘式 导磁块 V形块 磁铁 叉车 安全帽 玻璃管保险丝 铆接 弯管接头 纸砂 塑料锤 砂轮修整器 砂轮 立铣刀 车刀 刀片
145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168
クリーナー インデックス 直角定規 定盤 内側マイクロメーター 外側マイクロメーター マフラー メモリー ブレーキ 切り替えドック スペーサー 防塵カバー マスク 継ぎ手 オイルノズル オイルシール 工具箱 焼き戻し炉 硬度計 保護膜 鋲打ち 乾燥箱 投影機 顕微鏡
SAEJ11002002汽车尺寸标准中文版.pdf

汽车车身推荐标准1、范围—美国汽车工程师协会(SAE)操作规程建议定义了一套关于车辆尺寸参数的测量和标准步骤。
尺寸参数最初用来测量在设计环境下设计车辆(例如,CAD)。
在本标准中所有的尺寸参数都可用这种方法测量的。
除此之外,一些尺寸参数可在实际车辆中使用。
如果考虑物理特性,在数值上会有一些不同。
但是,要注意衡量标准不要与设计目的弄混。
除非特别说明,除了只适用于地面有关的尺寸,所有的尺寸在与三维参考系中都可以正常测量(见SAEJ182),。
所有的尺寸都是在整备质量下测量的,除非另有说明。
所有尺寸测量于基本型车辆,不包括正规生产选择方案(RPO)或者配件,指定尺寸例外。
即使有许多术语和尺寸用人体部位来命名,它们的各种布置、性能和舒适度与之无关。
2. 参考文献2.1 适用书刊——以下书刊为本标准一部分指定范围的延伸说明。
除非另有说明,否则SAE最新版刊行即将实施这些标准。
2.1.1 SAE书刊——SAE J182-机动车辆基准点SAE J287-驾驶员人工操纵SAE J826-用于定义和测量车辆座椅位置的装置SAE J941-机动车辆驾驶员视角范围SAE J1052-启动车辆驾驶员和乘客的头部位置SAE J1516-参考点工具的布置SAE J1517-驾驶员选择座椅位置2.1.2 国际标准化组织(ISO)刊物——许可由美国国家标准学会(ANSI),纽约市25ISO 3832——乘用车——长途客车——测量基准2.2 相关刊物——以下内容只提供目标信息,并不是本标准规定的一部份。
2.2.1国际标准化组织(ISO)刊物——许可由美国国家标准学会(ANSI),纽约市25ISO 1176 道路车辆:词汇及代码ISO3833道路车辆:分类及定义ISO4133道路车辆:乘用车尺寸代码3.定义3.1 机动车辆3.1.1 乘用车——机动车辆载重最多10人,包含摩托车和拖车。
车辆的种类包括轿车、货车、运动型多用途车(SUV)和多用途乘用车(MPV)。
SAEJ1100-2009-中文版

J1100 2009年11月International地上车辆推荐标准签发日期:1973年9月修改时间:2009年11月被替换标准编号:J1100 SEP2005(R)机动车辆尺寸基本原理2009版J1100在内容上进行重大修改。
具体而言,尺寸步骤和定义:●与全球汽车生产商信息交换(GCIE)相容;●与其他美国汽车工程师学会乘坐车厢标准修订版本相协调;●与国际标准化组织(ISO)出版的相关定义同步,包括使用HPM-II;●根据美国环保署(EPA)定义的规管程序进行正规化;●与美国国家公路交通安全管理局(NHTSA)规定的联邦法规中的部分定义保持一致。
在本版本标准中,回复了部分先前删除的SAE J1100尺寸,以及一些更老版本的SAE J1100尺寸定义(例如W27)。
此外还采用了很多新的定义、尺寸和图。
因此对文件结构重新进行了调整,以保持更好的一致性,并涵盖进行了修改的内容。
最显而易见的是,无论是否在容量指数中使用行李厢,均加入了与行李厢相关的尺寸,例如长度表——行李厢尺寸长度表——行李厢地面长度从外部尺寸中被去除——L505。
使用第二个后缀以便更有逻辑的整理尺寸编码。
与前两版SAE J1100相同,位置或指定座椅位置由一级后缀决定。
二级后缀用于给出条件或进行说明。
在第4节中有更详细的说明。
为方便查找所需要的信息,增加了一个详细的目录列表。
进行了重大修改的内容如下所述。
在过去,在任何载荷条件下,所有与地面相关的尺寸均与地平面垂直。
对这个定义进行了编辑性修改以澄清这一点。
SAE J1100也重新引入了“EPA-净重”情况,并阐述了在该载荷条件下的特定尺寸。
此外,文件还给出了在生产商声明的车辆总重条件下测量的新尺寸,同时增加了从已被取消了的SAE J689中摘取的尺寸。
《SAE技术标准委员会规范》中指出:“本报告由SAE发布,以推动工程技术科学的发展。
用户使用本报告是完全自愿的,如果由于某种特殊使用而出现报告的适用性问题(包括由此产生的任何专利侵权问题),则其责任应完全由用户承担。
SAE J1100V004-机动车辆尺寸

奇瑞汽车有限公司SAEJ1100V004-Motor Vehicle Dimensions(V01)编制:冯国庆审核:批准:乘用车工程研究一院整车技术部初版:1973年9月修订:2002年7月代替J1100FEB2001机动车辆尺寸1 范围这个SAE工业标准定义了一整套关于车辆尺寸的测量方法和标准程序。
这些尺寸是在车辆设计环境下用来测量车辆前期设计目标的。
所有在这个范围内的尺寸都能按照这些方法测量。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
SAE J182—Motor Vehicle Fiducial Marks机动车辆坐标点SAE J287—Driver Hand Control Reach驾驶员手伸区域SAE J826—Devices for Use in Defining and Measuring Vehicle Seating Accommodation用于测量车辆座椅调节的设备SAE J941—Motor Vehicle Driver’s Eye Range机动车辆驾驶员视野范围SAE J1052—Motor Vehicle Driver and Passenger Head Position机动车辆驾驶员和乘客头部位置SAE J1516—Accommodation Tool Reference Point调节工具坐标点SAE J1517—Driver Selected Seat Position驾驶员调节座椅位置3 术语和定义3.1 整车整备质量Complete Vehicle Kerb Mass定义见GB/T3730.23.2 最大允许总质量Maximum Authorized Total Mass定义见GB/T3730.23.3 设计质量Design Mass整车整备质量与乘员质量(每人按68㎏计算)之和的车辆质量。
SAEJ1086v001

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.QUESTIONS REGARDING THIS DOCUMENT: (412) 772-8512 FAX: (412) 776-0243TO PLACE A DOCUMENT ORDER; (412) 776-4970 FAX: (412) 776-0790http:\\Copyright 1995 Society of Automotive Engineers, Inc.2.References2.1Related Publications—The following publications are provided for information purposes only and are not arequired part of this document.2.1.1SAE P UBLICATIONS—Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE HS-1086—Metals and Alloys in the Unified Numbering System2.1.2ASTM P UBLICATIONS—Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM E 527—Practice for Numbering Metals and Alloys (UNS)ASTM Publication No. DS-56—Metals and Alloys and the Unified Numbering System3.Description of Numbers (or Codes) Established for Metals and Alloys3.1The unified numbering system (UNS) establishes 18 series of numbers for metals and alloys, as shown inTable 1. Each UNS number consists of a single letter-prefix followed by five digits. In most cases the letter is suggestive of the family of metals identified, for example, A for aluminum, P for precious metals, S for stainless steels. T able 2 shows the secondary division of some primary series of numbers.3.2Whereas some of the digits in certain of the UNS number groups have special assigned meaning, each seriesis independent of the others in such significance; this practice permits greater flexibility and avoids complicated and lengthy UNS numbers. (See 6.3.)TABLE 1—PRIMARY SERIES OF NUMBERSUNS Series MetalNonferrous metals and alloysA00001-A99999Aluminum and aluminum alloysC00001-C99999Copper and copper alloysE00001-E99999Rare earth and rare earth-like metals and alloys (18 Items, see Table 2)L00001-L99999Low melting metals and alloys (14 Items, see Table 2)M00001-M99999Miscellaneous nonferrous metals and alloys (12 Items, see Table 2)N00001-N99999Nickel and nickel alloysP00001-P99999Precious metals and alloys (8 Items, see Table 2)R00001-R99999Reactive and refractory metals and alloys (14 Items, see Table 2)Z00001-Z99999Zinc and zinc alloysFerrous metals and alloysD00001-D99999Specified mechanical properties steelsF00001-F99999Cast ironsG00001-G99999AISI and SAE carbon and alloy steels (except tool steels)H00001-H99999AISI H-steelsJ00001-J99999Cast steels (except tool steels)K00001-K99999Miscellaneous steels and ferrous alloysS00001-S99999Heat and corrosion resistant (stainless) steelsT00001-T99999Tool steelsWelding filler metalsW00001-W99999Welding filler metals, covered and tubular electrodes, classified by weld deposit composition (seeTable 2)TABLE 2—SECONDARY DIVISION OF SOME SERIES OF NUMBERSUNS SeriesMetalUNS SeriesMetalE00001-E99999 Rare earthand rare earthlike metals and alloys P00001-P99999 Precious metals and alloys E00000-E00999Actinium P00001-P00999Gold E01000-E20999CeriumP01001-P01999Iridium E21000-E45999Mixed rare earths (1)1.Alloys in which the rare earths are used in the ratio of their natural occurrence (that is, unseparated rare earths). In this mixture, cerium is the most abundant of the rare earth elements.P02001-P02999Osmium E46000-E47999Dysprosium P03001-P03999Palladium E48000-E49999Erbium P04001-P04999Platinum E50000-E51999Europium P05001-P05999Rhodium E52000-E55999Gadolinium P06001-P06999Ruthenium E56000-E57999Holmium P07001-P07999SilverE58000-E67999Lanthanum E68000-E68999Lutetium R00001-R99999 Reactive and E69000-E73999Neodymium refractory metals and alloysE74000-E77999Praseodymium E78000-E78999Promethium R01001-R01999Boron E79000-E82999Samarium R02001-R02999Hafnium E83000-E84999Scandium R03001-R03999Molybdenum E85000-E86999T erbium R04001-R04999Niobium (Columbium)E87000-E87999Thulium R05001-R05999T antalum E88000-E89999Ytterbium R06001-R06999Thorium E90000-E99999YttriumR07001-R07999T ungsten R08001-R08999Vanadium F00001-F99999 Cast ironsGray, malleable, pearlitic R10001-R19999Beryllium malleable, and ductile (nodular)R20001-R29999Chromium cast ironsR30001-R39999Cobalt R40001-R49999Rhenium K00001-K99999 Miscellaneous R50001-R59999Titanium steels and ferrous alloys R60001-R69999ZirconiumL00001-L99999 Low-melting W00001-W99999 Welding filler metals and alloys metals, classified by weld L00001-L00999Bismuth deposit composition L01001-L01999Cadmium W00001-W09999Carbon steel with no significant L02001-L02999Cesium alloying elementsL03001-L03999Gallium W10000-W19999Manganese-molybdenum low L04001-L04999Indium alloy steelsL06001-L06999Lithium W20000-W29999Nickel low alloy steels L07001-L07999Mercury W30000-W39999Austenitic stainless steels L08001-L08999Potassium W40000-W49999Ferritic stainless steels L09001-L09999Rubidium W50000-W59999Chromium low alloy steels L10001-L10999Selenium W60000-W69999Copper base alloys L11001-L11999Sodium W70000-W79999Surfacing alloys L13001-L13999Tin W80000-W89999Nickel base alloys L50001-L59999LeadZ00001-Z99999 Zinc and zinc alloysZincM00001-M99999 Miscellaneous nonferrous metals and alloys M00001-M00999Antimony M01001-M01999Arsenic M02001-M02999Barium M03001-M03999Calcium M04001-M04999Germanium M05001-M05999Plutonium M06001-M06999Strontium M07001-M07999T ellurium M08001-M08999Uranium M10001-M19999Magnesium M20001-M29999Manganese M30001-M39999Silicon3.3Wherever feasible, identification "numbers" from existing systems are incorporated into the UNS numbers. Forexample: The carbon steel which is presently identified by "AISI 1020" (American Iron & Steel Institute) is covered by "UNS G10200" and the nickel alloy presently identified by "M252" is covered by "UNS N07252." 3.4Welding filler metals fall into two general categories: those whose compositions are determined by the fillermetal analysis (e.g., solid bare wire or rods and cast rods), and those whose composition is determined by the weld deposit analysis (e.g., covered electrodes, flux-cored and other composite wire electrodes). The latter are assigned to a new primary series with the letter W as shown in Table 1. The solid bare wire and rods continue to be assigned in the established number series according to their composition.(Readers are cautioned not to make their own "assignments" of numbers from such listings, as this can result in unintended and unexpected duplication and conflict.)3.5The ASTM and the SAE periodically publish up-to-date listings of all UNS numbers assigned to specific metalsand alloys, with appropriate reference information on each. (See 6.6.) Many trade associations also publish similar listings related to materials of primary interest to their organizations.anization for Administering Unified Numbering System for Metals and Alloys4.1The organization for administering the UNS consists of: (1) an advisory board, (2) several number-assigningoffices, (3) a corps of volunteer consultants, and (4) staffs at ASTM and SAE. In addition, SAE and ASTM committees dealing with various groups of materials may be consulted.4.1.1The Advisory Board has approximately 20 volunteer members who are affiliated with major producing andusing industries, trade associations, government agencies, and standards societies, and who have extensive experience with identification, classification, and specification of materials. The Board is the administrative arm of SAE and ASTM on all matters pertaining to the UNS. It coordinates thinking on the format of each series of numbers and the administration of each by selected experts. It sets up ground rules for determining eligibility of any material for a UNS number, for requesting such numbers, and for appealing unfavorable rulings. It is the final referee on matters of disagreement between requesters and assigners.4.1.2UNS number assigners for certain materials are set up at trade associations which have successfullyadministered their own numbering systems; for other materials, assigners are located at the offices of SAE and ASTM. Each of these assigners has the responsibility for administering a specific series of numbers, as shown in T able 3. Each considers requests for assignment of new UNS numbers, and informs applicants of the action taken. Trade association UNS number assigners also report immediately to both SAE and ASTM details of each number assignment. ASTM and SAE assigners collaborate with designated consultants when considering requests for assignment of new numbers.4.1.3Consultants are selected by the Advisory Board to provide expert knowledge of a specific field of materials.Since they are utilized primarily by the Board and the SAE and ASTM number assigners, they are not listed in this document. At the request of the ASTM or SAE number assigner, a consultant considers a request fora new number in light of the ground rules established for the material involved, decides whether a newnumber is justified, and informs the ASTM or SAE number assigner accordingly.This utilization of experts (consultants and number assigners) is intended to insure prompt and fair consideration of all requests. It permits each decision to be based on current knowledge of the needs of a specific industry of producers and users.TABLE 3—NUMBER ASSIGNERS AND AREAS OF RESPONSIBILITYThe Aluminum Association Aluminum and aluminum alloys900 19th Street, NW, Suite 30UNS Number Series: A00001-A99999 Washington, DC 20006Telephone: (202) 862-5100American Society for T esting and Materials Rare earth and rare earth-like metals and alloys 100 Barr Harbor Drive UNS Number Series: E00001-E99999West Conshohocken, P A 19428-2959Attention: Office for Unified Numbering System for Metals Cast ironsTelephone: (215) 299-5400UNS Number Series: F00001-F99999Cast steelsUNS Number Series: J00001-J99999Miscellaneous steels and ferrous alloysUNS Number Series: K00001-K99999Low melting metals and alloysUNS Number Series: L00001-L99999Miscellaneous nonferrous metals and alloysUNS Number Series: M00001-M99999Precious metals and alloysUNS Number Series: P00001-P99999American Welding Society Welding filler metals550 N.W. LeJeune Road UNS Number Series: W00001-W99999P.O. Box 351040Miami, FL 33135Attention: Office for Unified Numbering SystemTelephone: (800) 443-9353Fax: 303-443-7559Copper Development Association Copper and copper alloys260 Madison Avenue UNS Number Series: C00001-C99999New Y ork, NY 10016-2401Attention: Office for Unified Numbering System for MetalsTelephone: (212) 251-7200SAE (Society of Automotive Engineers)Carbon and alloy steels400 Commonwealth Drive UNS Number Series: G00001 - G99999 Warrendale, PA 15096-0001Attention: Office for Unified Numbering System for Metals H-steelsTelephone: (412) 776-4841UNS Number Series: H00001-H99999Nickel and nickel alloysUNS Number Series: N00001-N99999Heat and corrosion resistant (stainless) steelsUNS Number Series: S00001 - S99999Tool steelsUNS Number Series: T00001 - T99999Zinc Institute, Inc.Zinc and zinc alloys292 Madison Avenue UNS Number Series: Z00001 - Z99999New Y ork, NY 10017Attention: Office for Unified Numbering System for MetalsTelephone: (212) 578-47504.1.4Staff members at SAE and ASTM maintain duplicate master listings of all UNS numbers assigned.4.1.5Established SAE and ASTM committees which normally deal with standards and specifications for thematerials covered by the UNS, and other knowledgeable persons, are called upon by the Advisory Board for advice when considering appeals from unfavorable rulings in the matter of UNS number assignments.5.Procedure for Requesting Number Assignment to Metals and Alloys Not Already Covered by UNS Num-bers (or Codes)5.1UNS numbers are assigned only to metals and alloys which have a commercial standing (as defined in6.1). 5.2The need for a new number should always be verified by determining from the latest complete listing of alreadyassigned UNS numbers that a usable number is not available. (See 6.4.)5.3For a new UNS number to be assigned, the composition (or other properties, as applicable) must besignificantly different from those of any metal or alloy which has already been assigned a UNS number.5.3.1In the case of metals or alloys that are normally identified or specified by chemical composition, the chemicalcomposition limits must be reported.5.3.2In the case of metals or alloys which are normally identified or specified by mechanical (or other) properties,such properties and limits thereof must be reported. Only those chemical elements and limits, if any, which are significant in defining such materials need be reported.5.4Requests for new numbers shall be submitted on "Application for UNS Number Assignment" forms (Figure 1).Copies of these are available from any UNS number assigning office (Table 3) or facsimiles may be made of the one herein.5.5All instructions on the printed application form should be read carefully and all information provided asindicated. (See 6.5.)5.6To further assist in assigning UNS numbers, the requester is encouraged to suggest a possible UNS number ineach request, giving appropriate consideration to any existing number presently used by a trade association, standards society, producer, or user.5.7Each completed application form shall be sent to the UNS number assigning office having responsibility for theseries of numbers which appears to most closely relate to the material described on the form (Table 3).FIGURE 1A—APPLICATION FORM FOR UNS NUMBER ASIGNMENT (FRONT)FIGURE 1B—APPLICATION FORM FOR UNS NUMBER ASSIGNMENT (BACK)6.Notes6.1The terms "commercial standing," "production usage," and others, are intended to portray a material in activeindustrial use, although the actual amount of such use will depend, among other things, upon the type of materials. (Obviously gold will not be used in the same "tonnages" as hot rolled steel.)Different standardizing groups use different criteria to define the status that a material has to attain before a standard number will be assigned to it. For instance, the American Iron and Steel Institute requires for stainless steels "two or more producers with combined production of 200 tons per year for at least two years";the Copper Development Association requires that the material be "in commercial use (without tonnage limits)"; the Aluminum Association requires that the alloy must be "offered for sale (not necessarily in commercial use)"; the SAE Aerospace Materials Division calls for "repetitive procurement by at least two users."While it is apparent that no hard and fast usage definition can be set up for an all-encompassing system, the UNS numbers are intended to identify metals and alloys that are in more or less regular production and use.A UNS number will not ordinarily be issued for a material which has just been conceived or which is still in onlyexperimental trial.6.2Organizations that issue specifications should report to appropriate UNS number assigning offices (see 4.1.2)any specification changes which affect descriptions shown in published UNS listings.6.3This arrangement of alphanumeric six character numbers is a compromise of the thinking that identificationnumbers should indicate many characteristics of the material, and the thinking that numbers should be short and uncomplicated to be widely accepted and used.6.4In assigning UNS numbers, and consequently in searching complete listings of numbers, the predominantelement of the metal or alloy usually determines the prefix letter of the series to which it is assigned. In certain instances where no one element predominates, arbitrary decisions are made as to what prefix letter to use, depending upon the producing industry and other factors.6.5The application form is designed to serve also as a data input sheet to facilitate processing each requestthrough to final printout of the data on electronic data processing equipment and to minimize transcription errors at number-assigning offices and data processing centers.6.6One such listing is ASTM Publication No. DS-56 and SAE Handbook Supplement HS-1086 (a joint ASTM-SAEpublication).6.7Marginal Indicia—The change bar (l) located in the left margin is for the convenience of the user in locatingareas where technical revisions have been made to the previous issue of the report. An (R) symbol to the left of the document title indicates a complete revision of the report.PREPARED BY THE SAE UNIFIED NUMBERING SYSTEM ADVISORY BOARDRationale—The only change to the document was in Table 3—Copper Development Association’s address changed.Relationship of SAE Standard to ISO Standard—Not applicable.Application—This SAE Recommended Practice describes a unified numbering system (UNS) for metals and alloys which have a "commercial standing" (see 6.1), and covers the procedure by which such numbers are assigned.Section 2 describes the system of alphanumeric designations or "numbers" established for each family of metals and alloys.Section 3 outlines the organization established for administering the system.Section 4 describes the procedure for requesting number assignment to metals and alloys for which UNS numbers have not previously been assigned.The UNS provides a means of correlating many nationally used numbering systems currently administered by societies, trade associations, and individual users and producers of metals and alloys, thereby avoiding confusion caused by use of more than one identification number for the same material;and by the opposite situation of having the same number assigned to two or more entirely different materials. It provides, also, the uniformity necessary for efficient indexing, record keeping, data storage and retrieval, and cross referencing.A UNS number is not in itself a specification, since it establishes no requirements for form, condition,quality, etc. It is a unified identification of metals and alloys for which controlling limits have been established in specifications published elsewhere. (See 6.2.)Reference SectionSAE HS-1086—Metals and Alloys in the Unified Numbering SystemASTM E 527—Practice for Numbering Metals and Alloys (UNS)ASTM Publication No. DS-56—Metals and Alloys and the Unified Numbering SystemDeveloped by the SAE Unified Numbering System Advisory Board。
SAE_J标准目录中文
SAE 目录代号名称1. SAE TSB002-1992 SAE 技术报告的准备2. SAETSB003-1999 SAE 使用公制(Metric)单位的规则3. SAE TSB004-1998 技术委员会指南4. SAE J 10-2000 汽车和非道路车辆气制动储气罐性能要求和识别要求5. SAE J 17-2003 天然泡沫橡胶6. SAE J 18-2002 海绵橡胶和多孔橡胶制品7. SAE J19-1997 汽车用乳胶浸渍制品和涂料8. SAE J 20-2003 冷却系统软管9. SAE J20-1-2002 冷却软管(政府用于替代MS52130 部分而对SAE J20 进行的增补)10. SAE J 20-2-2001 钢丝缠绕支撑冷却软管的正常使用(SAE J20 的增补件)11. SAE J 30-1998 燃油和机油软管12. SAE J 31-1986 液压式铲车举升能力13. SAE J33-2000 雪地车定义和术语—总则14. SAE J 34-2001 机动游艇外部噪声测量规程15. SAE J 38-1991 装载机举升臂支撑装置16. SAE J 43-1988 工业轮式装载机和铲车轴载荷17. SAE J 44-2003 雪地车行车制动系统性能要求18. SAE J 45-2003 雪地车制动系统试验规程19. SAE J 46-1993 车轮打滑制动控制系统道路试验规程20. SAE J 47-1998 摩托车潜在最大噪声声级21. SAE J 48-1993 液面指示器指南22. SAE J49-1980 液压铲车技术参数的定义23. SAE J 51-1998 汽车空调软管24. SAE J56-1999 道路车辆—带调节器的交流发电机—试验方法和一般要求25. SAE J57-2000 公路载货车轮胎噪声声级26. SAE J 58-1998 带凸缘的12 角头螺钉27. SAE J 64-1995 雪地车识别代号28. SAE J 67-1998 铲斗,抓斗和挖斗额定容量29. SAE J 68-1991 雪地车开关装置和部件试验30. SAE J 75-1999 机动车制动液容器兼容性31. SAE J 78-1998 钢制自攻螺钉32. SAE J 79 制动盘和制动鼓热电偶安装33. SAE J 80-1997 汽车用橡胶垫34. SAE J 81-1997 滚丝螺钉35. SAE J 82-1998 机制螺钉机械和质量要求36. SAE J 88-1995 非道路工作机械外部噪声测量37. SAE J89-1995 雪地车坐椅动态缓冲性能标准38. SAE J 90-1995 汽车非金属垫圈材料标准分类体系39. SAE J 92-1995 雪地车节气门控制系统40. SAE J 95-1986 工业设备前照灯 1 代号名称41. SAE J 96-1986 工业设备闪光警报灯42. SAE J 98-1998 通用工业机械人员防护43. SAE J 99-2003 公路上使用的工业设备灯光和标志44. SAE J 100-1999 A 类车辆风窗玻璃阴影区域45. SAE J 101-1989 汽车鼓式制动器液力分泵46. SAE J 107-1996 摩托车操纵件和显示器47. SAE J 108-2000 摩托车制动系统试验代码48. SAE J 109-2000 摩托车和动力驱动自行车行车制动系统性能要求49. SAE J 112a 电动风窗玻璃刮水器开关50. SAE J 113 冷拔机械弹簧钢丝和弹簧51. SAE J 114-1994 座椅安全带织带磨损性能要求52. SAE J 115-2003 安全标志53. SAE J 119-1987 纤维板褶皱弯曲试验54. SAE J 121M-1997 淬硬和回火螺纹紧固件的脱碳55. SAE J 121-1997 淬硬和回火螺纹紧固件的脱碳56. SAE J 122-1998 螺母表面的不连续性57. SAE J 123-1994 用于疲劳载荷的螺栓,螺钉和双头螺栓的表面不连续性58. SAE J 125-1988 铸铁温升性能59. SAE J 126-1986 冷、热轧钢板和钢带的选择和说明60. SAE J 128-1994 乘用车和轻型载货车乘员约束系统评价61. SAE J 129-1981 发动机和传动系识别号码62. SAE J 131-2003 摩托车转向信号灯63. SAE J 133-2003 商用挂车和半挂车牵引销性能64. SAE J 134-1993 乘用车和轻型载货车与挂车组成的列车制动系统道路试验代码65. SAE J 135-1993 乘用车与挂车组成的列车行车制动系统性能要求66. SAE J 138 试验人体动力学研究摄影分析指南67. SAE J 139-1999 点火系统术语68. SAE J 140-1995 座椅安全带硬件试验规程69. SAE J 141-1995 座椅安全带硬件性能要求70. SAE J 153-1987 操作人员预防措施71.SAE J 156-2000 保险丝72. SAE J 159-2002 额定容量系统73. SAE J 160-2001 摩擦材料在暴露在温度升高的环境中时尺寸的稳定性74. SAE J 163-2001 低压电线和电缆终端接头及铰接夹75. SAE J 164-1997 散热器盖和加水口颈76. SAE J 167-2002农用拖拉机顶部防护—试验规程和性能要求77. SAE J 169-1985 非道路车辆操作人员空间内空调系统的设计指南78. SAE J 174-1998 英制钢螺纹紧固件力矩-应力试验规程79. SAE J 174M-1998 公制钢螺纹紧固件力矩-应力试验规程80. SAE J 175-2003 道路车辆车轮冲击试验规程81. SAE J 176-1994 非道路自驱动工作机械快速加油设备82. SAE J 179-2001 载货车盘式车轮和可拆卸轮辋—表识 2 代号名称83. SAE J 180-2002 建筑和工业机械充电系统84. SAE J 182-1997 机动车辆基准标志和三维参考系85. SAE J 183-2002 发动机油性能和发动机维修分类(除节能方面外)86. SAE J 184-1998 噪声数据获得系统的检定87. SAE J 185-2003 非道路机械的接近系统88. SAE J 187 载货车识别号码89. SAE J 188-2003 高体积膨胀型动力转向压力软管90. SAE J 189-1998 低压动力转向回油软管91. SAE J 190-1998 钢丝编织动力转向压力软管92. SAE J 191-2003 低体积膨胀型动力转向压力软管93. SAE J 192-2003 雪地车外部噪声等级94. SAE J 193-1996 球节及球座总成试验规程95. SAE J 195-1988机动车辆自动车速控制器96. SAE J 198-2003 载货车、大客车及多用途车风窗玻璃刮水系统97. SAE J 200-2001 橡胶材料分类体系98. SAE J 201-1997 乘用车和轻型载货车在用制动器性能试验规程99. SAE J 207-1985 汽车金属装饰件和结构件的镀铬和镍100.101. SAE J 211-1-2003 冲击试验用仪器—第 1 部分—电子仪器102. SAE J 211-2-2001 冲击试验用仪器—第2 部分—摄影仪器103. SAE J 212-1998 乘用车制动系统测功机试验规程104. SAE J 213-1997 摩托车分类105.106. SAE J216-1999 乘用车玻璃—电路107. SAE J 217-1994 不锈钢17-7PH 弹簧钢丝和弹簧108. SAE J 218-1981 乘用车识别术语109. SAE J 220-1998 起重机起重臂限位装置110. SAE J 222-2000 驻车灯(前位置灯)111. SAE J 224-1980 碰撞变形分类112. SAE J 225-2003 商用车制动系统扭矩平衡试验代码113. SAE J 226-1995 发动机预热器114. SAE J 228-1995 空气流量参考标准115. SAE J 229-1993 乘用车行车制动器结构总成试验规程116. SAE J 230-1994 不锈钢,SAE 30302,弹簧钢丝和弹簧117. SAE J 232-1994 工业旋转割草机118. SAE J 234 电动风窗玻璃清洗器开关119. SAE J 235 电动鼓风机电机开关120. SAE J 238-1998 螺母和锥形弹簧垫圈总成121. SAE J 240-2002 汽车蓄电池寿命试验122. SAE J 243 汽车密封胶,粘结剂和缓冲胶剂的试验方法123. SAE J 244-1992 柴油机进气或排气流量测量124. SAE J 246-2000 球面和凸缘管接头125. SAE J 247-1987 测量车内噪声脉冲的仪器3 代号名称126. SAE J 249-1988 机械制动灯开关127. SAE J 250 合成树脂塑料密封胶—不干型128. SAE J 253-1989 前照灯开关129. SAE J 254-1993 废气排放测量用仪器和测量技术130. SAE J 257-1997 商用车制动器额定功率要求131. SAE J 259 点火开关132. SAE J 264-1998 视野术语133. SAE J 265-2002 柴油机燃油喷嘴总成—8,9,10 和11 型134. SAE J 266-1996 乘用车和轻型载货车稳态方向控制试验规程135. SAE J267-1999 车轮/轮辋—载货车—性能要求和试验规程136. SAE J 268-1989 摩托车后视镜137. SAE J 272-1981 车辆识别号码体系138. SAE J 273-1981 乘用车识别号码体系139. SAE J 274-1989 悬架弹簧额定承载能力140. SAE J 276-2002 铰接式装载机和拖拉机转向锁141. SAE J 277-1995 雪地车电气系统设计电压的维持142. SAE J278-1995 雪地车制动灯143. SAE J 279-1995 雪地车尾灯(后位置灯)144. SAE J 280-1984 雪地车前照灯145. SAE J 283-1999 带三点式挂接装置的农用拖拉机液压举升能力试验规程146. SAE J 284-2002 农用、建筑和工业装备安全警报信号147. SAE J 285-1999 汽油分配泵喷嘴148. SAE J 286-1996 SAE 第2 号离合器摩擦试验机械指南149. SAE J 287-1988 驾驶员手控制区域150. SAE J 288-2002 雪地车燃油箱151. SAE J 291-1980 制动液温度的确定152. SAE J 292-1995 雪地车及车灯、反射装置和相关装备153. SAE J 293-1995 车辆坡道驻车性能要求154. SAE J 294-1993 GVWR 大于4 500 公斤(10 000 lb)车辆的行车制动器总成试验规程155. SAE J 297-2002 工业装备操作人员控制件156. SAE J 299-1993 制动距离试验规程157. SAE J 300-1999 发动机机油黏度分级158. SAE J 301-1999 新的或已修订技术报告的有效日期159. SAE J 304-1999 发动机机油试验160. SAE J 306-1998 汽车齿轮润滑剂黏度分级161. SAE J 308-1996 轴和手动变速器润滑剂162. SAE J 310-2000 汽车润滑脂163. SAE J 311-2000 乘用车自动变速器液164. SAE J 312-2001 车用汽油165. SAE J 313-1998 柴油166. SAE J 314-2002 毛毡—羊毛和部分羊毛167. SAE J 315-1985 纤维板试验规程4 代号名称168. SAE J 318-2003 汽车气制动管接头169. SAE J 321-1999 推土机牵引机械操作人员防护轮罩170. SAE J 322-1996 非金属装饰材料—确定抗硫化氢腐蚀性的试验方法171. SAE J 323-1998 确定柔性塑料材料冷裂性的试验方法172. SAE J 326-1986 液压反铲挖掘机术语173. SAE J328-1994 乘用车及轻型载货车车轮性能要求和试验规程174. SAE J 331-2000 摩托车噪声声级175. SAE J 332-2002 测量乘用车和轻型载货车轮胎一致性的试验机械176. SAE J 335-1995 多位小型发动机排气系统点火抑制177. SAE J 336-2001 载货车驾驶室内部噪声声级178. SAE J 339-1994 座椅安全带织带磨损试验规程179. SAE J 342-1991 大型发动机火花防止器试验规程180. SAE J 343-2001 SAE 100R 系列液压软管和软管总成试验和试验规程181. SAE J 345a 干或湿路面乘用车轮胎最大和抱死时车轮制动力182. SAE J 347-2002 7 型(9.5 mm)柴油机燃油喷嘴总成183. SAE J 348-1990 车轮三角垫木184. SAE J 349-1991 黑色金属杆,棒,管和丝的表面缺陷检查185. SAE J 350-1991 中型发动机火花防止器试验规程186. SAE J 356-1999 可以抑制焊瘤的弯曲,双层扩口和卷边正火低碳钢187. SAE J 357-1999 发动机油的物理和化学特性188. SAE J 358-1991 非破坏性试验189. SAE J 359-1991 红外线试验190. SAE J 360-2001 载货车和大客车坡道驻车性能试验规程191. SAE J 361-1996汽车内饰件和外饰件视觉评价规程192. SAE J 363-1994 滤清器座的安装193. SAE J 365-1994 装饰材料抗擦伤性试验方法194. SAE J 366-2001 重型载货车和大客车外部噪声声级195.196. SAE J 369-2003 车辆内部聚合物材料燃烧特性—试验方法197. SAE J 370-1998 建筑和工业机械用螺栓和内六角螺钉尺寸198. SAE J 371-1993 非道路自驱动工作机械的放油、注油和油位螺塞199. SAE J 373-1993 单片和双片弹簧加载式离合器壳内尺寸200. SAE J 374-2002 车顶抗压试验规程201. SAE J 375-1994 负荷半径式悬臂角指示系统202. SAE J 376-1985 起重机举升负载指示装置203. SAE J 377-2001 车辆通行声音信号装置204. SAE J 378-1988 船用发动机布线205. SAE J 379-1996 制动衬片高氏硬度206. SAE J 380-2002 摩擦材料比重207. SAE J381-2000 载货车,大客车和多用途车风窗玻璃除雾系统试验规程和性能要求208. SAE J 383-1995 机动车辆座椅安全带固定点设计建议209. SAE J 384-1994 机动车辆座椅安全带固定点试验规程5 代号名称210. SAE J 385-1995 机动车辆座椅安全带固定点性能要求211. SAE J 386-1997 非道路工作机械操作人员约束系统212. SAE J 387-1995 机动车辆灯光术语213. SAE J 390-1999 双向尺寸214. SAE J391-1981 颗粒物尺寸定义215.216. SAE J 393-2001 商用车辆车轮,轮毂,轮辋术语217. SAE J 397-1995 防护结构试验室评价—偏转极限值218. SAE J 398-1995 乘用车,多用途车和轻型载货车燃油箱加注口条件219. SAE J 399-1985 阳极化处理的铝制汽车部件220. SAE J 400-2002 表面覆层的耐剥落试验221. SAE J 401-2000 钢的选择和使用222. SAE J 402-1997 锻制钢和轧制钢的SAE 编号系统223. SAE J403-2001 SAE 碳素钢的化学成分224. SAE J 404-2000 SAE 合金钢的化学成分225. SAE J 405-1998 SAE 锻制不锈钢的化学成分226. SAE J 406-1998 钢的可淬性确定方法227. SAE J 409-1995 产品分析—热处理或铸钢化学成分分析的容许变差228. SAE J 411-1997 碳素钢和合金钢229. SAE J 412-1995 钢的热处理和一般特性230. SAE J 413-2002 热处理可锻钢的机械性能231. SAE J 415-1995 热处理术语定义232. SAE J 417-1983 硬度试验和硬度值换算233. SAE J 419-1983 脱碳的测量方法234. SAE J 420-1991 磁粉检查235. SAE J 422-1983 用显微镜确定钢所含物质的方法236. SAE J 423-1998 硬化层深度测量方法237. SAE J 425-1991 用涡电流法进行电磁试验238. SAE J 426-1991 液体渗透剂试验方法239. SAE J 427-1991 渗透辐射检查240. SAE J 428-1991 超声波检查241. SAE J 429-1999 外螺纹紧固件机械性能和材料要求242. SAE J 430-1998 非螺纹紧固件碳素钢实心铆钉机械性能和材料要求243. SAE J 431-2000 汽车灰铸铁件244. SAE J 434-1986 汽车可锻(球墨)铸铁件245. SAE J 435-2002 汽车铸钢件246. SAE J 437a 工具和模具钢的选用和热处理247. SAE J438b 工具和模具钢248. SAE J 439a 硬质合金刀具249. SAE J 441-1993 切割钢丝喷丸250. SAE J 442-2001 喷丸处理用试验带,支架和钢带251. SAE J 443-2003 使用标准喷丸试验带的规程252. SAE J 444-1993 喷丸处理和喷砂清洗用铸丸和铸粒的规格 6 代号名称253. SAE J 445-1996 金属喷丸和喷粒的机械性能试验254. SAE J 447-1995 机动车辆车身及底盘部件的防腐255. SAE J 448a 表面质地256. SAE J449a 表面质地的控制257. SAE J 450-2002 屈服强度和屈服点术语的使用258. SAE J 451-1989 铝合金—基本原理259. SAE J 452-2003 SAE 铸铝合金的一般信息—化学组成,机械和物理性能260. SAE J 454-1991 锻制铝合金的一半数据261. SAE J 457-1991 SAE 锻制铝合金的化学组成,机械性能限值和尺寸公差262. SAE J459-1991 轴承和轴瓦合金263. SAE J 460-1991 轴承和轴瓦合金—SAE 轴承和轴瓦的化学组成264. SAE J 461-2002 锻铜和铸铜合金265. SAE J 462-1981 锻铜合金266. SAE J 463-2002 锻铜和铜合金267. SAE J 464-1989 镁合金268. SAE J 465-1989 铸镁合金269. SAE J 466-1989 锻镁合金270. SAE J 467b 特殊用途合金(超级合金)271. SAE J 468-1988 锌合金锭和压铸件锌合金的成分272. SAE J 469-1989 锌模铸合金273. SAE J 470c 锻镍和与镍有关的合金274. SAE J 471d 粉末冶金黑色金属部件275. SAE J 473a 焊锡276. SAE J 474-1985 电镀及抛光277. SAE J 476a 干密封式管螺纹278. SAE J 482-1998 高六角头螺母279. SAE J 483-1998 槽顶(暗,盖帽式)螺母280. SAE J 485-1998 安装开口销用螺栓和螺钉杆上的孔及螺母的槽281. SAE J 490-1996 球节282. SAE J 491-1987 转向球头销和球座总成283. SAE J 492 铆钉和铆接284. SAE J 493 杆端销和U 形夹285. SAE J 494 带槽销286. SAE J 495 圆柱销(实心)287. SAE J 496 弹性圆柱销288. SAE J 497 非淬火接地柱销289. SAE J 499a 装配用零件软拉孔直齿内花键290. SAE J 501 轴端291. SAE J 502 半圆键292. SAE J 503 半圆键槽和键沟2.。
SAEJ1100v002代码定义

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.QUESTIONS REGARDING THIS DOCUMENT: (724) 772-8512 FAX: (724) 776-0243TO PLACE A DOCUMENT ORDER; (724) 776-4970 FAX: (724) 776-0790SAE WEB ADDRESS FIGURE 1—THREE-DIMENSIONAL REFERENCE SYSTEMEyellipse—See SAE J941.Two- and Three-Dimensional Devices—See SAE J826.Head Position Contour—See SAE J1052.Head Contour Locator Line-Fixed Seat—See SAE J1052.Eyellipse and Head Contour Locator Line—See SAE J941.T-Point—Any point on the Head Contour Locator Line-Fixed Seat (see 3.8).H-Point—The H-Point is the Pivot Center of the torso and thigh on the Two- or Three-Dimensional devices used in defining and measuring vehicle seating accommodation (see SAE J826).D ESIGN H-P OINT—The Design H-point is located on a drawing by the H-Point on the two-dimensional drafting template placed in any designated seating position. If the designated seating position can be adjusted, the path of the Design H-Point through the full seat adjustment establishes the Design H-Point travel path, and can be dimensionally described by coordinates relative to the three-dimensional reference system. (See Section 14.)FIGURE 2—REFERENCE POINTSCowl Point—Cowl Point is a point on the exterior windshield glazing surface on the zero "Y" plane at the highest height of the Cowl, Hood, or exterior components. (See Figure 3.)Deck Point—Deck Point is a point on the exterior rear-window glazing surface on the zero "Y" plane at the highest height of the Deck Lid Panel, or exterior components. (See Figure 3.)FIGURE 3—DLO AND EXTERIOR DIMENSIONS, LENGTHFoot Pedal References—(See Figure 2.)H EEL P OINT (AHP)—The lowest point at the intersection of the manikin heel and the Depressed Floor Covering with the shoe on the Undepressed Accelerator Pedal. The foot angle (L46) is at a minimum of 87 degrees with the manikin H-Point at the SgRP. For vehicles with SgRP to heel vertical (H30) greater than 405 mm, the accelerator pedal may be depressed as specified by the manufacturer. If the depressed pedal is used, the foot must be flat on the accelerator pedal.(BOF)—A point on a straight line tangent to the bottom of the manikin's shoe in side-view mm from the Accelerator Heel Point. The lateral (Y coordinate) location for the Ball of Foot is mid-width on the shoe at the side view Ball of Foot location.3.16.3A CCELERATOR F OOT P LANE (AFP)—A plane passing through the Accelerator Heel Point (AHP) and the Ball ofFoot (BOF) that is normal to the Y plane.3.17Centerline of Occupant (C/LO)—Centerline of Occupant is the "Y" coordinate of the center plane of theoccupant in each designated seating position.3.18Torso Line—Torso Line is the line on the two-dimensional drafting template connecting the shoulder referencepoint-SAE J826 and the H-Point (corresponds to centerline of head room probe in full back position of H-Point machine). The Torso Line is parallel to the straight (flat) portion of the lower back on the torso and is used to facilitate the definition of torso angle.3.19Front of Dash—Front of Dash represents a vertical tangent to the foremost predominating surface of the dashpanel at the centerline of driver, disregarding flanges and small localized formations. The dash panel is usually the vertical extension of the toe panel.3.20Undepressed Floor Covering—Undepressed Floor Covering is the surface of the floor covering at adesignated point on the vehicle without any load applied to the covering.3.21Depressed Floor Covering—Depressed Floor Covering is the surface of the floor covering at a designatedpoint in the vehicle, with a load applied to the covering as specified by the manufacturer.3.22Daylight Opening DLO—Daylight Opening is a line on the exterior glazing surface that defines the minimumunobstructed opening through any glass aperture, including opaque coatings, reveal or garnish moldings adjoining the glass, according to a given direction or projection. Opaque coatings, reveal or garnish moldings adjoining the interior glazing surface are projected normal and outward to the exterior glazing surface. Interior components not adjoining to the glass are projected horizontally to the interior glazing surface, then normal and outward to the exterior glazing surface. Exterior components are projected horizontally to the exterior glazing surface (see Figure 3).3.23Thigh Centerline—Line connecting H-Point and Knee Pivot Point. (See SAE J826.)3.24Cushion Line—Cushion Line is the Thigh Centerline on the H-Point machine when installed without the lowerlegs and the T orso Weights redistributed about the seat pan. Cushion Line is used to facilitate the definition of Cushion Angle which reflects the attitude that the the Seat Cushion imposes on the seated occupant’s thighs.(See SAE J826.)3.25Leg Centerline—Line connecting Knee Pivot Point and Ankle Pivot Point. (See SAE J826.)3.26Normal Top of Frame-Truck—The longest normal surface of the top flange of the truck frame within the wheelbase.3.27Cargo Floor—The surface for supporting cargo including ribs, or Undepressed Floor Covering.4.General—The dimensions in this report will enable the measurement of a vehicle as designed. The prefix "A"may precede a dimension taken from a vehicle as built, which will enable a comparison between vehicles as designed and/or built.All dimensions are defined normal to the three-dimensional reference system, described in SAE J182 except for ground-related dimensions which are defined normal to ground with the vehicle loaded to a design load weight, unless defined in the dimension definition.All dimensions are measured to the base vehicle and do not include Regular Production Options (RPO) or accessory parts, unless defined by the dimension definition.The dimensions in this document are classified in groups of relevant interest. Each dimension is assigned a code which is composed of a prefix letter denoting the direction or type of dimension and a number issued in sequence as required by each prefix letter. The code is interpreted as follows:NOTE—# in front of dimension code indicates a change from the previous version of SAE J1100.The prefix letter:W-Width dimensionsH-Height dimensionsPD-Passenger distribution dimensionsL-Length dimensionsS-Surface area dimensionsSD-Seat facing direction dimensionsV-Volume dimensionsPL-Pedal Lengths (sizes & clearances)PW-Pedal Widths (sizes & clearances)PH-Pedal Heights (sizes & clearances)TL-Length dimensions-H-Point Location & TravelTH-Height dimensions- H-Point Location & TravelThe number:1-99Interior dimensions100-199Exterior dimensions200-299Cargo or luggage dimensions300-399Interior dimensions-Unique for Truck and MPV's400-499Exterior dimensions-Unique for Truck and MPV's500-599Cargo Dimensions-Unique for Truck and MPV'sTo assist in locating dimensions in this document, numeric and alphabetic sequences are shown in Sections 15 and 16.4.1Interior Dimensions—All Interior Dimensions are defined with an adjustable front seat in its rearmost normaldriving position, resulting in the Design H-Point being positioned at the Seating Reference Point (SgRP) position. All other adjustable features, such as an adjustable steering wheel and adjustable seat height, a seatback that adjusts independently from the Seat Cushion, power 4-way or 6-way seats, etc., shall be positioned in their normal driving position as specified by the manufacturer. Steering wheel shall be positioned with front wheels in straight-ahead position.All interior dimensions for designated seated positions are defined on the Y-plane centerline of the occupant, unless otherwise defined in the dimensions definition. The H-Point machine and two-dimensional drafting template specified in SAE J826 shall use the 95th percentile leg segments.For heavy-duty trucks, suspension seats will be positioned as specified by the vehicle manufacturer in the normal driving position with any fore and aft isolator locked out.4.2Exterior Dimensions—All exterior dimensions terminate at the outside surface of the sheet metal, bumper, orintegral moldings, unless otherwise specified. The front wheels shall be positioned in the straight-ahead position. All exterior dimensions define the proportional shape of the vehicle, as opposed to its designed pieces. For example, when two vehicles with the same front end profile are designed, one with a bolt on bumper and one with bumper integrated with the front end, the front end length dimension (L126) on both vehicles will be the same.4.3Cargo Dimensions—All dimensions are measured with the front seat positioned the same as the interiordimensions and all rear seats folded as specified by the manufacturer. All head restraints shall be in the stowed position and considered part of the seat.4.4Luggage Capacity—The Luggage Capacity will be measured with the use of simulated luggage described in8.1 and properly installed, detailed in 9.2, in a luggage compartment separate from the passengercompartment.4.5The ISO Cargo Volume—Measuring methods allow for cargo volume comparisons with non-U.S. vehiclesusing ISO standards. (Refer to Section 11.)5.Fiducial Mark Dimensions5.1Fiducial Mark-Number 1L54-"X" coordinateW21-"Y" coordinateH81-"Z" coordinateH161-Height "Z" coordinate to ground at curb weightH163-Height "Z" coordinate to ground5.2Fiducial Mark-Number 2L55-"X" coordinateW22-"Y" coordinateH82-"Z" coordinateH162-Height "Z" coordinate to ground at curb weightH164-Height "Z" coordinate to ground5.3Fiducial Mark-Number 3L56-"X" coordinateW23-"Y" coordinateH83-"Z" coordinateH167-Height "Z" coordinate to ground at curb weightH168-Height "Z" coordinate to ground6.Interior Dimensions6.1Front Seat Compartment Dimensions—Driver unless otherwise specified. (See Figures 4 through 12.)6.1.1PD1-P ASSENGER D ISTRIBUTION-F RONT6.1.2H5-S G RP-F RONT T O G ROUND—The dimension measured vertically from the SgRP to ground.FIGURE 4—INTERIOR DIMENSIONS, HEIGHTFIGURE 5—INTERIOR DIMENSIONS, HEIGHTFIGURE 6—INTERIOR DIMENSIONS, HEIGHTFIGURE 7—INTERIOR DIMENSIONS, HEIGHTFIGURE 8—INTERIOR DIMENSIONS, LENGTHFIGURE 9—INTERIOR DIMENSIONS, LENGTHFIGURE 10—INTERIOR DIMENSIONS, LENGTHFIGURE 11—TRUCK INTERIOR DIMENSIONS, ENGINE COMPARTMENTFIGURE 12—INTERIOR DIMENSIONS, WIDTH6.1.3H26-I NTERIOR B ODY H EIGHT-F RONT A T Z ERO "Y" P LANE—The dimension measured along a line 8 degreesrear of vertical which lies on the zero "Y" plane and passes through the SgRP-front "X" and "Z coordinate from the nearest obstruction or underbody sheet metal to the roof sheet metal.6.1.4H27-I NTERIOR B ODY H EIGHT-F RONT A T S G RP "Y" P LANE—The dimension measured along a line 8 degreesrear of vertical which passes through the SgRP-front from the nearest obstruction or underbody sheet metal to the roof sheet metal.6.1.5H30-S G RP-F RONT T O H EEL—The dimension measured vertically from the SgRP-front to the Accelerator HeelPoint.6.1.6#H35-V ERTICAL H EAD C LEARANCE-D RIVER—The minimum vertical shift of the appropriate SAE 95thpercentile rear-view head position contour until any contact is made of a section on the "X" plane intersecting the side-view top of contour. For interference condition, move the head contour in the opposite direction and indicate a negative dimension.6.1.7#H37-H EADLINING T O R OOF P ANEL-F RONT—The dimension from the intersection of the headlining to thesheet metal along the extended Effective Head Room line.6.1.8#H41-M INIMUM H EAD C LEARANCE-D RIVER—The minimum distance between the appropriate SAE 95thpercentile side-view head position contour and any surface (headlining, molding, sun roof, etc.) on the `Y' plane intersecting the rear-view top of contour (centerline of contour). For interference condition, move the head contour in the opposite direction and indicate a negative dimension.6.1.9H53-D-P OINT-F RONT T O H EEL—The vertical dimension from the D-Point to the Accelerator Heel Point.6.1.10H54-D-P OINT-C ENTER P ASSENGER-F RONT T O T UNNEL—The minimum dimension measured from theD-Point-Front to the underbody sheet metal at the zero "Y" plane.6.1.11#H56-D-P OINT-F RONT T O F LOOR—The minimum dimension measured from the D-Point-Front to theunderbody sheet metal at the SgRP "Y" plane.6.1.12H61-E FFECTIVE H EAD R OOM-F RONT—The dimension measured along a line 8 degrees rear of vertical fromthe SgRP-front to the headlining, plus 102 mm (4 in).6.1.13H65-D-P OINT-F RONT-D IFFERENTIAL, S IDE T O C ENTER—The dimension measured vertically from the driverD-Point to the center occupant D-Point.6.1.14H67-F LOOR C OVERING T HICKNESS-U NDEPRESSED-F RONT—The dimension measured vertically from thesurface of the Undepressed Floor Covering to the underbody sheet metal at the Accelerator Heel Point.6.1.15H68-F LOOR C OVERING T HICKNESS-D EPRESSED-F RONT—The dimension measured vertically from theAccelerator Heel Point to the underbody sheet metal.6.1.16H70-S G RP-F RONT "Z" C OORDINATE6.1.17H75-E FFECTIVE T-P OINT H EAD R OOM-F RONT—The minimum radius from the T-point to the headlining plus762 mm (30 in).6.1.18H79-S G RP D IFFERENTIAL, S IDE T O C ENTER-F RONT—The dimension measured vertically from the driver SgRPto the center occupant SgRP.6.1.19H311-E NGINE C OVER H EIGHT—The vertical dimension from Accelerator Heel Point to top of engine cover.6.1.20#L27—C USHION A NGLE—F RONT—The angle measured from a horizontal line through the SgRp-Front andthe Cushion Line. The lower leg segments are detached to allow free rotation of the thigh segment around the SgRP. (See SAE J826.)6.1.21L31-S G RP-F RONT, "X" C OORDINATE6.1.22L33-M AXIMUM L EG R OOM-A CCELERATOR—The dimension measured along a line from the Ankle Pivot Centerto the Rearmost Design H-Point (see 14.1) plus 254 mm (10 in) measured with the right foot on the Undepressed Accelerator Pedal defined from the SgRP location. The Rearmost Highest or Rearmost Lowest Design H-Point location, or any point in between, may be used if a larger value is obtained. This assumes that the seat is not rotated and design Cushion Angle is maintained. For vehicles with SgRP to heel (H30) greater than 405 mm, the accelerator pedal may be depressed as specified by the manufacturer.If the accelerator is depressed, the manufacturer shall place foot flat on pedal and note the depression of the pedal.6.1.23#L34-E FFECTIVE S G RP L EG R OOM-A CCELERATOR—The dimension measured along a line from the AnklePivot Center to the SgRP-front plus 254 mm (10 in) measured with right foot on the Undepressed Accelerator Pedal. For vehicles with SgRP to heel (H30) greater than 405 mm, the accelerator pedal may be depressed as specified by the manufacturer. If the accelerator is depressed, the manufacturer shall place foot flat on pedal and note the depression of the pedal.6.1.24#L38-H EAD C LEARANCE T O W INDSHIELD G ARNISH-D RIVER—The minimum distance between the appropriateSAE 95th percentile side-view head position contour and the lowest horizontal tangent point on the windshield garnish molding, weatherstrip, headlining, or header measured on the Y-plane intersecting the rear-view top of contour.6.1.25#L40-T ORSO (B ACK) A NGLE-F RONT—The angle measured between a vertical line through the SgRP-front andthe Torso Line. If the seatback is adjustable, use the normal driving and riding position specified by the manufacturer.6.1.26L42-H IP A NGLE-F RONT—The angle measured between Torso Line and Thigh Centerline.6.1.27L44-K NEE A NGLE-F RONT—The angle measured between Thigh Centerline and lower leg centerline measuredon the right leg.6.1.28L46-F OOT A NGLE-F RONT—The angle measured between the lower leg centerline and a line tangent to theball and heel of the bare foot flesh line measured on the right leg (Reference SAE J826).6.1.29L53-S G RP-F RONT T O H EEL—The dimension measured horizontally from the SgRP-front to the AcceleratorHeel Point.6.1.30L62-K NEE C LEARANCE-F RONT—The minimum dimension measured in the side-view from the Knee PivotCenter to the nearest interference minus 51 mm (2 in). The center of Knee Pivots are laterally separated for proper foot placement. The right pivot is with the right foot lined up on the accelerator and the left pivot is with the left foot on the floor in line with the clutch pedal.6.1.31L114-F RONT W HEEL C/L T O F RONT S G RP—The horizontal dimension measured between the Front WheelCenterline and SgRP.6.1.32L308-E NGINE C OVER L ENGTH—The maximum dimension measured horizontally from front of dash to rear ofengine cover, excluding the flanges on floor.6.1.33W3-S HOULDER R OOM-F RONT—The minimum dimension measured laterally between the trimmed door orquarter trim surfaces on the "X" plane through the SgRP-front at the height between the belt line and 254 mm(10 in) above the SgRP-front, excluding the door assist strap and attaching parts.6.1.34W5-H IP R OOM-F RONT—The minimum dimension measured laterally between the trimmed surfaces on the"X" plane through the SgRP-front within 25 mm (1 in) below, and 76 mm (3 in) above the SgRP-front and 76mm (3 in) fore and aft of the SgRP-front. Any portion of this 101 mm by 152 mm area around the SgRP in side view below and behind the seat cushion and seat back trim is excluded. If the area is totally excluded by the seat cushion and seat back trim, measure width to trimmed door or trim surface closest, in side view, to the SgRP.6.1.35W20-S G RP-F RONT, "Y" C OORDINATE6.1.36#W27-H EAD C LEARANCE D IAGONAL-D RIVER—The minimum outboard shift of the appropriate SAE 95thpercentile rear-view head position contour along a line originating at the intersection of the contour centerline and a line Y-Y and at an angle of 30 degrees above horizontal while maintaining the horizontal relationship of the contour until any contact is made at a section on the "X" plane intersecting the side-view top of contour.For interference condition, move the head contour in the opposite direction and indicate a negative dimension.6.1.37W31 E LBOW R OOM-F RONT—The minimum dimension measured laterally between the trimmed surfaces onthe “X” plane through the SgRP-front at a height 30 mm above the highest point on the flat surface of the arm rest. If no arm is provided at the designated “X” plane, use a height of 180 mm above the SgRP.6.1.38#W35-H EAD C LEARANCE L ATERAL-D RIVER—The minimum horizontal shift of the appropriate SAE 95thpercentile rear-view head position contour until any contact is made at a section on the "X" plane intersecting the side-view top of contour. For interference condition, move the head contour in the opposite direction and indicate a negative dimension.6.1.39#W38-H EAD C LEARANCE M INIMUM-D RIVER—The minimum distance measured between the SAE 95thpercentile head position contour and the interior surface.6.1.40W300-E NGINE C OVER W IDTH-L EFT—The maximum dimension measured laterally between the zero "Y" planeand the left side of engine cover, excluding flanges at floor.6.1.41W301-E NGINE C OVER W IDTH-R IGHT—The maximum dimension measured laterally between the zero "Y"plane and the right side of the engine cover, excluding flanges at floor.6.2Second Seat Compartment Dimensions—(Left outboard passenger unless otherwise specified.) (SeeFigures 6, 7, 9, and 10.)6.2.1PD2-P ASSENGER D ISTRIBUTION-S ECOND6.2.2H10-S G RP-S ECOND T O G ROUND—Measured in the same manner as H5.6.2.3H28-I NTERIOR B ODY H EIGHT, S ECOND A T Z ERO `Y' P LANE—The dimension measured along a line 8 degreesrear of vertical which lies on the zero "Y" plane and passes through the SgRP-second "X" and "Z"coordinates, from the underbody sheet metal to the roof sheet metal.6.2.4H29-I NTERIOR B ODY H EIGHT-S ECOND A T S G RP "Y" P LANE—The dimension measured along a line 8 degreesrear of vertical which passes through the SgRP-second from the underbody sheet metal to the roof sheet metal.6.2.5H31-S G RP-S ECOND T O H EEL—The dimension measured vertically from the SgRP-second to thetwo-dimensional device heel point on the depressed floor covering.6.2.6#H36-H EAD C LEARANCE V ERTICAL-S ECOND—The minimum vertical shift of the appropriate SAE 95thpercentile rear-view head position contour until any contact is made at a section at the"X" plane intersecting the side-view top of contour. For interference condition, move the head contour in the opposite direction and indicate a negative dimension.6.2.7#H38-H EADLINING T O R OOF P ANEL-S ECOND—The dimension measured from the intersection of theheadlining to the sheet metal along the extended Effective Head Room line.6.2.8#H42-M INIMUM H EAD C LEARANCE-S ECOND—The minimum distance between the appropriate SAE 95thpercentile side-view head position contour and any surface (headlining, molding, glass, etc.) on the `Y' plane intersecting the rear-view top of contour (centerline of contour). For interference condition, move the head contour in the opposite direction and indicate a negative dimension.6.2.9H55-D-P OINT-C ENTER P ASSENGER-S ECOND T O T UNNEL—The minimum dimension measured from the D-Pointto the underbody sheet metal at the zero "Y" plane.6.2.10H57-D-P OINT-S ECOND T O F LOOR—The minimum dimension measured from the D-Point to the underbodysheet metal at the SgRP "Y" plane.6.2.11H60-D-P OINT T O H EEL P OINT-S ECOND—The vertical dimension from the D-Point to Heel Point with the frontseat in rearmost position.6.2.12H63-E FFECTIVE H EAD R OOM-S ECOND—The dimension measured along a line 8 degrees rear of vertical fromthe SgRP to the headlining, plus 102 mm (4 in).6.2.13H66-D-P OINT-D IFFERENTIAL, S IDE T O C ENTER-S ECOND—The dimension measured vertically from the D-Pointto the center occupant D-Point.6.2.14H71-S G RP-S ECOND, "Z" C OORDINATE6.2.15H72-F LOOR C OVERING T HICKNESS-U NDEPRESSED-S ECOND—The dimension measured vertically from thesurface of the Undepressed Floor Covering to the underbody sheet metal at the heel point.6.2.16H73-F LOOR C OVERING T HICKNESS-D EPRESSED-S ECOND—The dimension measured vertically from thesurface of the Depressed Floor Covering to the underbody sheet metal at the heel point.6.2.17H76-E FFECTIVE T-P OINT H EAD R OOM-S ECOND—Measured in the same manner as H75.6.2.18#H80-S G RP-D IFFERENTIAL, S IDE T O C ENTER-S ECOND—The dimension measured vertically from theSgRP-second to the center occupant SgRP second.6.2.19L3-M INIMUM C OMPARTMENT R OOM-S ECOND—The minimum dimension measured horizontally from the backof the front seat to the front of the second seatback at a height tangent to the top of the second Seat Cushion within a lateral space 127 mm either side of the second seat occupant centerline. If the second seat is adjustable, it should be positioned at the SgRP and at a back angle as specified by the manufacturer.6.2.20L32-S G RP-S ECOND T O R EAR W HEEL C ENTERLINE—The dimension measured horizontally from theSgRP-second to the centerline of the rear wheels.6.2.21L35-S G RP-S ECOND, "X" C OORDINATE6.2.22#L39-H EAD C LEARANCE T O B ACKLIGHT G ARNISH—The minimum distance between the appropriate SAE 95thpercentile side-view head position contour and the lowest horizontal tangent point on the backlight garnish molding, weatherstrip, headlining, or header, measured on the Y-plane intersecting the rear-view top of contour.6.2.23#L41-T ORSO (B ACK) A NGLE-S ECOND—The angle measured between a vertical line through the SgRP-secondand the Torso Line.6.2.24L43-H IP A NGLE-S ECOND—The angle measured between Torso Line and Thigh Centerline.6.2.25L45-K NEE A NGLE-S ECOND—The angle measured between Thigh Centerline and lower leg centerline.6.2.26#L47-F OOT A NGLE-S ECOND—The angle measured between the lower leg centerline and a line tangent to theball and heel of the Three-Dimensional Devices bare foot flesh line (reference SAE J826).6.2.27#L48-M INIMUM K NEE C LEARANCE-S ECOND—The minimum dimension within a lateral space 127 mm eitherside of the occupant centerline, measured from the Knee Pivot Center to the back of the front seatback, minus 51 mm (2 in). If the second seat is adjustable, it should be positioned at the SgRP and at a back angle as specified by the manufacturer.6.2.28L50-S G RP C OUPLE D ISTANCE—The dimension measured horizontally from the driver SgRP-front to theSgRP-second.6.2.29#L51-E FFECTIVE S G RP L EG R OOM-S ECOND—The dimension measured along a line from the Ankle PivotCenter to the SgRP-second plus 254 mm (10 in). The foot may be placed on the floor pan with the centerline of the leg segment up to 127 mm either side of the Y plane occupant centerline.6.2.30W4-S HOULDER R OOM-S ECOND—The minimum dimension measured laterally between the trimmed-door orquarter-trim surfaces on the "X" plane through the SgRP-second at a height between 254 to 406 mm (10 to16 in) above the SgRP-second, excluding the door-assist strap and attaching parts.6.2.31W6-H IP R OOM-S ECOND—The minimum dimension measured laterally between the trimmed surfaces on the“X” plane through the SgRP-second within 25 mm (1 in) below, and 76 mm (3 in) above the SgRP-second and 76 mm (3 in) fore and aft of the SgRP-second. Any portion of this 101 mm by 152 mm area around the SgRP in side view below and behind the seat cushion and seat back trim is excluded. If the area is totally excluded by the seat cushion and seat back trim, measure width to trimmed door or quarter trim surface closest, in side view, to the SgRP.6.2.32W25-S G RP-S ECOND "Y" C OORDINATE6.2.33W32-E LBOW R OOM-S ECOND—The minimum dimension measured laterally between the trimmed surfaces onthe “X” plane through the SgRP-second at a height 30 mm above the highest point on the flat surface of the arm rest. If no arm rest is provided at the designated “X” plane, use a height of 180 mm above the SgRP. 6.2.34#W33-H EAD C LEARANCE D IAGONAL-S ECOND—The minimum outboard shift of the appropriate SAE 95thpercentile rear-view head position contour along a line originating at the intersection of the contour centerline and line Y-Y and at an angle of 30 degrees above horizontal while maintaining the horizontal relationship of the contour until any contact is made at a section on the "X" plane intersecting the side-view top of contour.For interference condition, move the head contour in the opposite direction and indicate a negative dimension.。
SAEJ941眼椭圆中文翻译版

实用标准文档文案大全机动车辆驾驶员的眼睛位置前言---此被推荐实行的SAE标准介绍了眼椭圆——驾驶员眼睛位置的一种统计表示法,它便于对机动车辆视野进行设计与评估。
眼椭圆的应用包括后视镜尺寸和位置,雨刮及除霜面积,车柱尺寸及位置,以及一般的外部视野。
这些应用在其他SAE标准及ISO标准中有讲解。
这篇眼椭圆修订本是SAE J941自编制以来最有意义的一次修订。
新的眼椭圆与旧的眼椭圆不同之处有以下几个方面:a.俯视图和后视图中椭圆轴线与汽车轴线平行。
b.侧视图中X轴的角度在前部向下倾斜角更大。
c.95%(99%)的眼椭圆:1.x轴增长了7.5(18.9)mm2.Y轴减短了44.6(63.6)mm3.Z轴增长了7.4(10.1)mm。
d.眼椭圆中心定位在更高,更向后的位置。
e.侧视图中眼椭圆中心位置是由一些参数(SgRP, 转向轮位置,座椅坐垫角度,及有无离合器踏板)组成的函数式确定。
f.眼椭圆不再根据驾驶员座椅靠背角来确定。
g.座椅前后行程小于133mm时的眼椭圆x轴长度与先前SAE J941中是一样的。
Y轴、z轴及眼椭圆中心的位置,则是依据本文中所给出的新的方程式来确定。
h.P点和E点的位置是根据俯视图中到后视镜及A柱的视野线来确定,但要根据新的眼椭圆形状和位置进行调整。
新增内容及附录,总结如下:a.美国人群按男女等比例混合后95%及99%人群在固定座椅情况下的眼椭圆(附录B)。
b.身高和性别按任何比例混合后的人群,在可调座椅和固定座椅下的眼椭圆的绘制步骤(附录A和C)。
c.切线眼椭圆与inclusive眼椭圆的对比图表。
可用这些图表信息来创建inclusive眼椭圆(附录D)B类车辆的眼椭圆和以前的 SAE J941是一样的(附录E)。
附录仅仅提供信息,并不是本文的标准化要求。
目录1.范围 (3)2.参考文献 (3)3.名词解释 (4)4.美国人群男女等比例(50/50)混合后,可调座椅时, 95%和99%眼椭圆 (6)4.1眼椭圆轴长 (6)4.2眼椭圆轴的角度……………………………………………………………… .64.3眼椭圆中心位置 (7)5.眼椭圆的确定步骤(A类车辆) (8)6.P点和E点位置的确定步骤(A类车辆) (8)附录A 身高和性别按任何比例混合后的人群,可调座椅时的眼椭圆 (10)A.1椭圆轴的角度 (10)A.2椭圆中心参考位置 (10)A.3椭圆的轴长 (10)A.4最终的椭圆中心位置 (12)A.5所选世界人口的眼椭圆 (12)附录B 男女等比例(50/50)混合后的美国人群,固定座椅下,95%和99%眼椭圆 (15)B.1背景 (15)B.2椭圆轴的角度 (15)B.3椭圆的轴长 (16)B.4椭圆中心位置 (16)附录C身高和性别按任何比例混合后的人群,固定座椅下的眼椭圆 (18)C.1轴的角度 (18)C.2轴的长度 (18)C.3椭圆中心位置 (20)附录 D 切线眼椭圆(Tangent cutoff eyellipses)和。
SAE-J2302-1996 中文翻译

套管隔热的热效率测量标准1 范围该程序是测量套管材料对辐射热源的热效率。
套管的热效率(S E)是通过在指定的温度和指定的位置和距离(相对辐射热源)测量光滑黑色的单径陶瓷棒(有或者没有标准直径的套管两种状态)的表面温度的区别来确定的。
1.1 安全性这种方法可能涉及危险的物质,操作和设备。
美国汽车工程师学会(SAE)的标准并没有提出解决其与使用相关的安全问题。
本文档的使用者在使用之前有责任查阅并建立合适的安全与健康条例和确定规章使用范围。
1.2 局限性该方法测量的温度范围是从121°C -482°C。
套管的尺寸大小仅限于内径:19mm,长:30cm±2cm 。
测试距离是从辐射热源表面到陶瓷棒表面的最短测量跨度。
除非另有规定,标准距离是指陶瓷棒平行于热源正上方并距离其25mm±2mm。
测试是在无风和没有震动的条件下执行的。
不要将温度序列作为一个热循环使用。
1.3 这个测试方法是基于国标标准单位。
1.4 使用者注意:当引用本文件时,使用合适的字母代码来指定温度条件(表1),序列(表2),烟气生成选项(见6.3.2)和样品位置(见6.3.3)。
例如,在SAE文件号码后的一行代码B(2)S(25)P(3)D(20)的意思是:按照序列2的条件加热,先加热到121°C,然后再加热到260°C,测量烟气生成(S)时间不超过25s。
样品的放置位置(P)是在3点钟位置,距离热源20mm(D)。
把数字放在括号里。
2 参考文献2.1 文献的适用性:以下出版物构成了该标准的一部分,并可以在此延伸。
2.1.1 NIST(美国国家标准技术研究所)出版物:来自国家标准技术协会,美国商务部,Gaithersburg(盖瑟斯堡),MD20899。
(前身NBS)NIST(NBS)报单590:关于测量热电偶和热电偶材质的方法。
3 摘要该方法描述了测试套管隔热热效率的程序和设备。
saeja1010v001

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.TO PLACE A DOCUMENT ORDER: (724) 776-4970 FAX: (724) 776-0790SAE WEB ADDRESS Copyright 2000 Society of Automotive Engineers, Inc.1.3Tailoring—This document does not specify the activities, tasks or methods to be included in the program.Rather, the content of each program must be tailored to satisfy customer requirements using the most appropriate means.2.References2.1Related Publications—The following publications are provided for information purposes only and are not arequired part of this document.2.1.1SAE P UBLICATIONS—Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE JA1010-1 (Draft)—Maintainability Program Standard Implementation GuideSAE JA1004—Software Supportability Program Standard2.1.2M ILITARY P UBLICATIONS—Available from DODSSP, Subscripton Services Desk, Building 4D, 700 RobinsAvenue, Philadelphia, PA 19111-5094.MIL-HDBK-470A Designing and Developing Maintainability Products and Systems (Volumes I and II)3.Definitions3.1Activity—A defined action that uses one or more methods to satisfy a maintainability program requirement. 3.2Customer—The recipient of a product (e.g., the customer may be the purchaser, beneficiary, ultimateconsumer or user.)3.3Life Cycle—A series of stages a product or process passes through during its lifetime, from concept throughdecommission.3.4Process—A series of activities leading to a desired result.3.5Product—The output of a process.3.6Qualification—Activities that constitute formal evidence the product or process specifications have metcustomer requirements, including quantitative and qualitative measures.3.7Maintainability—Maintainability is a characteristic of design, installation, and operation, usually expressed asthe probability that an item can be retained in, or restored to, a specific operating condition within a specified interval of time, when maintenance is performed in accordance with prescribed procedures and resources.NOTE—In some industries, such as automotive, maintainability is referred to as serviceability.3.8Requirementa.Customer Requirements—The expressed or inferred needs and wants that a customer desires from aproduct.b.Product Requirements—Acceptable levels of specific performance parameters for a given set ofconditions.c.Program Requirements—The three requirements identified in 1.1.3.9Resources—The means available to an organization for developing a product or process including, but notlimited to, materials, facilities, personnel, capital, time, equipment, hardware, and software.3.10Supplier—An organization, either internal or external, that provides a product or service to a customer.3.11Task—An assigned piece of work to be accomplished within a specified time.4.Program Requirements4.1The Supplier Shall Ascertain Customer Requirements—The maintainability program shall containdocumented activities to ensure that customer requirements are fully understood and defined. Customer requirements shall include, but are not limited to, conditions of use, operating environment, maintenance concept, service requirements, and product specifications.4.1.1E STABLISH S UPPLIER-C USTOMER D IALOGUE—A documented supplier-customer dialogue shall be initiated, nolater than conceptual design and prior to development of the maintainability program, to establish mutually understood requirements. Where requirements are not known, assumptions of requirements shall be made by the supplier, verified by the customer, and mutually agreed upon.4.1.2I DENTIFY C ONDITIONS OF U SE—The supplier, with input from the customer, shall identify all relevant productusage information for all stages of its life cycle, operational profile, environment conditions, resources required, and any maintenance and service policies, which are used in determining maintainability requirements.4.1.3D EFINE M AINTENANCE AND S ERVICE—The supplier and customer shall mutually agree upon any maintenanceand service requirements.4.1.4E STABLISH M ETRICS—Metrics, which assesses the ability of the product to meet customer requirements, shallbe identified by the supplier and agreed upon by the customer. These metrics shall be tracked throughout the program.4.1.5D EVELOP P RODUCT S PECIFICATION—The supplier and customer shall mutually agree upon a product orprocess specification, which adequately reflects the intended performance and use of the product.4.1.6O PERATING E NVIRONMENT—The supplier, with input from the customer, shall identify all available product,mission, and life cycle environment conditions necessary for product/processes maintainability.4.2The Supplier Shall Meet Customer Requirements—The maintainability program shall contain activities toensure customer requirements are met.4.2.1C HARACTERIZE R ESOURCES—The supplier shall identify the resources, including their capabilities, used indeveloping the product. The supplier and customer shall mutually agree upon the level of detail required to document resources.4.2.2A SSESS AND M ANAGE R ISK—On an on-going basis, the supplier shall evaluate program risks to identifyprogram risks to the customer. The supplier shall restructure the maintainability program, with customer concurrence to reduce risks to an acceptable level.4.2.3D ESIGN TO A CHIEVE M AINTAINABILITY—The supplier shall determine appropriate maintainability design anddevelopment methods for the maintainability program. When selecting methods, product performance, cost, and schedule shall be considered.4.3The Supplier Shall Assure That Customer Requirements Have Been Met—The maintainability programshall contain activities to assure that customer requirements have been met.4.3.1Q UALIFY THE P RODUCT AND P ROCESS—The supplier shall select appropriate methods for product andprocess qualification.4.3.2E STABLISH P ROCESS C ONTROL—Process monitor and controls shall be established to ensure continuousconformance to requirements.4.3.3P URSUE C ONTINUOUS P ROCESS I MPROVEMENT—Process improvement activities shall be established tocontinuously reduce variation.4.3.4E STABLISH D ATA C OLLECTION AND R EPORTING—The supplier and customer shall agree upon methodology tocontinuously assess product maintainability and cost effectiveness.5.Program Elements—The supplier shall prepare and implement a maintainability program to satisfy the threerequirements identified in 1.1. The Maintainability Program shall be mutually agreed upon by the customer and supplier, and should include the following elements:anization and Managementanization and management of maintainability program including the interactions/interfaces withother appropriate organizations/disciplines.2.Schedule/duration of the activities/tasks.3.Indication of critical activities.4.Resource allocation (including planned customer supplied resources such as, but not limited to,proving grounds and test facilities, maintenance and/or service facilities, support equipment, etc.)5.Method of reconciling issues when requirements are not met or cost effective.b.Program Description1.Program milestones (including interfaces with program management).2.Description of the activities/tasks.3.Quantitative maintainability models pertinent to the program.4.Maintainability methodology used, either quantitative or qualitative used to influence the design.c.Program Documentation1.Evidence that requirements have been met.2.Documentation of the rationale for program changes.PREPARED BY THE SAE G-11 MAINTAINABILITY PROGRAM STANDARD SUBCOMMITTEEOF THE SAE G-11 MAINTAINABILITY COMMITTEERationale—Not applicable.Relationship of SAE Standard to ISO Standard—Not applicable.Application—This document applies to activities related to the specification, design, development, and assurance of any system (hardware and/or software) product or processes.Reference SectionSAE JA1010-1 (Draft)—Maintainability Program Standard Implementation GuideSAE JA1004—Software Supportability Program StandardMIL-HDBK-470A—Designing and Developing Maintainability Products and Systems (Volumes I and II) Developed by the SAE G-11 Maintainability Program Standard SubcommitteeSponsored by the SAE G-11 Maintainability Committee。
SAE_J1100-2002_汽车尺寸标准【中文版】 SAE法规

汽车车身推荐标准1、范围—美国汽车工程师协会(SAE)操作规程建议定义了一套关于车辆尺寸参数的测量和标准步骤。
尺寸参数最初用来测量在设计环境下设计车辆(例如,CAD)。
在本标准中所有的尺寸参数都可用这种方法测量的。
除此之外,一些尺寸参数可在实际车辆中使用。
如果考虑物理特性,在数值上会有一些不同。
但是,要注意衡量标准不要与设计目的弄混。
除非特别说明,除了只适用于地面有关的尺寸,所有的尺寸在与三维参考系中都可以正常测量(见SAEJ182),。
所有的尺寸都是在整备质量下测量的,除非另有说明。
所有尺寸测量于基本型车辆,不包括正规生产选择方案(RPO)或者配件,指定尺寸例外。
即使有许多术语和尺寸用人体部位来命名,它们的各种布置、性能和舒适度与之无关。
2. 参考文献2.1 适用书刊——以下书刊为本标准一部分指定范围的延伸说明。
除非另有说明,否则SAE最新版刊行即将实施这些标准。
2.1.1 SAE书刊——SAE J182-机动车辆基准点SAE J287-驾驶员人工操纵SAE J826-用于定义和测量车辆座椅位置的装置SAE J941-机动车辆驾驶员视角范围SAE J1052-启动车辆驾驶员和乘客的头部位置SAE J1516-参考点工具的布置SAE J1517-驾驶员选择座椅位置2.1.2 国际标准化组织(ISO)刊物——许可由美国国家标准学会(ANSI),纽约市25ISO 3832——乘用车——长途客车——测量基准2.2 相关刊物——以下内容只提供目标信息,并不是本标准规定的一部份。
2.2.1国际标准化组织(ISO)刊物——许可由美国国家标准学会(ANSI),纽约市25ISO 1176 道路车辆:词汇及代码ISO3833道路车辆:分类及定义ISO4133道路车辆:乘用车尺寸代码3.定义3.1 机动车辆3.1.1 乘用车——机动车辆载重最多10人,包含摩托车和拖车。
车辆的种类包括轿车、货车、运动型多用途车(SUV)和多用途乘用车(MPV)。
saej2260v002
SURFACEVEHICLESTANDARD SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report isentirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2004 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER: Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)2.2Related PublicationsThe following publications are for information purposes only and are not a required part of this document.2.2.1ASTM P UBLICATIONSAvailable from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM D 412—Test Methods for Rubber Properties in TensionASTM D 4000—Classification System for Specifying Plastic MaterialsASTM D 4066—Specification for Nylon Injection and Extrusion Materials3.Installation, Assembly, and Handling Recommendation3.1End FittingsEnd fittings can be assembled to the tubing providing that they do not cause mechanical damage to the tubing that results in decreased performance. Assemblies manufactured with tubing described in this document and end fittings must meet all of the requirements of SAE J2045.3.2Support and RoutingWhen installed in a vehicle this tubing shall be routed and supported so as to:a. Prevent chafing, abrasion, kinking, or other mechanical damage.b. Be protected against road hazards by installation in a protected location or by providing adequateshielding in vulnerable areas.c. Be protected from heat by proper clearance or the addition of insulation and/or heat shielding (refer toSAE J2027), for use in applications where temperatures exceed the upper limits of 115 °C.3.3HandlingTubing ends should be protected during handling and storage to prevent internal contamination.4.ConstructionTubing shall consist of an extrudate of one or more layers within the body of the wall. The dimensions and tolerances of the one or various layers shall be expressed in millimeters and the material name should be called out on the drawing.4.1MaterialsThe requirements of this document apply to the tubing as a whole and not necessarily to the individual materials used in the construction of the tubingF or monowall tubing, the material used must meet all applicable exposure criteria described in this document.4.2.2.3 A single construction of multilayer tubing in which one layer is regrind must be qualified. Oncequalified, the thickness and position of the regrind layer is fixed but any blend of regrind less than the amount qualified may be used in the regrind layer.4.2.2.4Qualification of a regrind/virgin resin blend applies only to the manufacturer who developed theregrind blend and tubing construction and obtained the qualification.4.2.3R EGRIND G UIDELINES4.2.3.1If single resin regrind is used to produce monowall tubing or the inner or outer wall of multilayerconstructions the amount of regrind in the blend shall be limited to 10% max.4.2.3.2Use of regrind might have an effect on the long term capability of tubing to resist exposure tolong term heat aging or zinc chloride. The end user should be consulted to determine if moreaggressive testing is necessary than listed in this document.4.3ColorThe outside layer of the tubing constructions is usually black although, alternative colors are permissible, if necessary, for purposes of color-coding. The following criteria must be met:a. The tubing color and the label color must be such that there is sufficient contrast to achieve easyreadability.b. Material used in outside layer of the MLT or as the material of the monowall tubing should be U.V.stabilized to withstand expected exposure (either with an additive or by the inherent characteristics of the material). Requirements necessary to adequately resist sunlight exposure will depend strongly on the application. The end user must be consulted for specific standards to be met. As a general guideline, also refer to SAE J1960.4.4Identification4.4.1The following minimum information, in the order listed, is required. Additional information and/oranother lay line may be added: SAE J2260 – L-D-Type-XX/YY-P.a. L refers to the construction of the tubing: (S for single layer and M for more than one layer)b. D refers to the reference size in mm from Tables A1 located in the Appendix.c. TYPE refers to the type of tube as indicated by two descriptions.1. The first description (xx) refers to conductivity and has 2 options:C: This is a tubing that is conductive as defined by Section 7.9N: This is a tubing that is non-conductive (the requirements of section 7.9 do not have to bemet)2. The second description is (YY) refers to pressure application and has 3 options:HPF: This is a type of tubing described in the scope as high-pressure liquid fuel line.LPF: This is a type of tubing described in the scope as low-pressure liquid fuel line.V: This is a type of tubing described in the scope as one that handles fuel vapor orevaporative emissions.These two descriptions are included by printing them with a “slash” line separating them. Two examples of this “type” as printed on the tubing would be:C/HPF and N/Vd. P refers to the permeation category as determined by the procedures described in 7.10. It shall be asingle digit that is identified from 7.10.5.If it is not practical to print on the outside of the tubing (convoluted tubing or tubing with an outside surface that is not smooth, for example), then the labeling will be done by a tag or loop of tape permanently attached to the outside circumference of the tubing. Such labeling must be repeated every 500 mm or less along the entire length.For convoluted or corrugated tubing, the necessary printing can be done by the labeling or tagging procedure that is described. An acceptable alternative is to print the necessary wording only on each straight end section.4.4.2E XAMPLES OF IDENTIFICATIONThe following are examples of appropriate identification of a tubinga. SAE J2260 – M-8-C/HPF-2: This is a multilayer tubing construction with an 8mm nominal O.D. It isconductive and is targeted toward a high pressure liquid fuel application; permeation category is 2. b. SAE J2260 – M-28-C/LPF-1: This is a multilayer tubing construction with a 28mm nominal O.D. It isconductive and is targeted toward a low-pressure liquid fuel application; permeation category is 1.c. SAE J2260 – S-14-N/V-4: This is a monowall tubing with a 14mm nominal O.D. It is non-conductiveand is targeted toward a fuel vapor application; permeation category is 4.5.Dimensions5.1Tubing Sizes and Dimensions5.1.1D IAMETERSTubing diameters refer to outside diameter (O.D.); standard sizes and their tolerances are listed in Tables A1 and A2 in the Appendix.5.1.2W ALL T HICKNESSThere are numerous factors that can have an influence on the wall thickness that is selected; for example:a. The burst pressure of a given tube construction and diameter is a function of its wall thickness.b. As walls become thicker, the minimum bend radius increases for a given tube diameter (for a free-form bend).c. For MLT constructions with elastomeric covers, the critical dimension is the ID. The wall thickness isdetermined by the materials utilized and the requirements of the applicationd. Tubing wall thickness may differ for convoluted/corrugated wall (refer to Section 6.3)The result of all these factors is that the end user must be consulted to determine all requirements. The wall thickness is then determined by those requirements and the materials selected for the various layers of the multilayer tubing or for the monowall tubing.Details on available standard wall thicknesses and their tolerances are found in Tables A1 and A2.5.3.2C ONNECTORS,P LUGS,M ANDRELSFor the various tests that are done, there are a variety of connectors, plugs, and mandrels that are used for the various exposure testing. The material from which those are made shall be a type 300 stainless steel or equivalent (as agreed to by end user and producer).6.Convoluted or Corrugated Tubing (CVT)6.1CriteriaSome applications may require tubing with flexibility beyond the capability of straight wall tubing. Tubing with a wall that has a convoluted or corrugated configuration for all or portions of its length can resolve this concern. A CVT may not have the same performance level as the equivalent straight-wall tube but still it must meet the pertinent acceptance criteria for all sections of this specification appropriate to it’s end use.6.2Test ConsiderationsThe convoluted or corrugated shape of the wall can effect how the CVT is handled as the tests are conducted. Some of these are identified in section 6.4; some others are mentioned in the sections that discuss a particular test. They can have an effect on how specific tests are conducted or results are reported.6.3Dimensional Considerations for CVT6.3.1The CVT shall be identified by its nominal ID; this is the same as ID of the straight wall section ateach end (known as the cuff of the CVT), see Table A1). In most cases, the inner diameter of the straight-wall portion is not exactly the same as the inner diameter of the corrugated area. Due to the manner in which most CVT is produced (with the so called “over-pressure-technique”), the diameter of the corrugated area has an inner diameter which is a little bit smaller than the inner diameter of the cuff ends. If the diameter of the cuff ends and the corrugated area are exactly the same, the sealing plug can touch the inner surface of the cuff ends and causes scratches and core “smear-marks” which then can cause leaks (when the connectors are inserted). Therefore, the inner diameter of the convoluted area typically ends up being about 0.1 mm smaller than the inner diameter of the cuff ends. When the tubes are produced with the “vacuum-technique” the inner diameter of the straight-wall can be exactly the same as in the corrugated portion of the tube.6.3.2At each end of the convoluted or corrugated tubing, there will be a straight section (known as thecuff) used to join the tubing to connectors, nipples, and other attachment elements. The dimensions of this cuff will correspond to those identified on Tables A1and A2 unless a non standard size has been specified.6.3.3Wall thickness of the convoluted/corrugated portions of the tubing may differ from those indicatedin Table A1 due to the manufacturing process. Performance tests results will be used to establish that such “routinely occurring” variations in wall thickness are acceptable.NOTE—For dimensional considerations of sections 6.3 refer to tables A2-1 and A2-3 in Appendix.6.4Test Considerations for CVT6.4.1When a test is performed on CVT type tubing, the required procedure can be conducted on eitherthe convoluted portion of the tube or on the straight sections (cuff, for example). These tests are identified in each test description where it is appropriate.6.4.2Wherever possible, tests should focus on the convoluted sections of the tubing. This can be anapplication of the procedure directly to the convoluted or corrugated wall (example is cold impact and kink test). F or layer adhesion, the procedure of 7.13.2 should be followed using the CVT section for all testing after fuel exposures. F or determination of initial layer adhesion, the cuff section should be used. (Section 7.13.1)6.5Consideration for Liquid Fuel Line ApplicationsAny CVT used in liquid fuel applications must meet the conductivity requirements called for in 7.9. In addition, the end user must have the final application carefully tested to determine that unacceptable electrostatic charging is avoided (refer to SAE J1645) during usage and when it’s being tested (such as during fuel recirculation or during permeation measurements (SAE J1737).7.Performance Requirementsa. All tests described in this standard are to be performed on the completed product (tubing) that hasnot been formed (all tests are done on straight tubing). Differences in performance criteria between high pressure liquid fuel, low pressure liquid fuel, and fuel vapor applications are indicated in the procedure or acceptance criteria of each section. If no distinction is made, all types of tubing must meet the entire requirement as written.b. The dimensions and configurations of test specimens used must conform to the guidelines ofsections 5.3 and 6.3, unless there are specific length or other criteria identified for a specific test.c. Tubing shall be allowed to equilibrate at 23 °C and 50% Relative Humidity for a minimum of 24 h afterproduction before it is subjected to any tests.d. For all testing in this section, there shall be a quantity of test specimens used as shown in Table 1.The result of testing each specimen must meet the acceptance criteria. When comparison are made from one section to another, the numeric value used in those comparisons shall be the average of the values obtained for the number of specimens of the specific test procedure.e. All test temperatures specified may vary by ± 2 °C, unless otherwise specified. All times are minimumunless otherwise specified.f. For testing that is done involving flowing fuel (fuel exposure-testing and permeation measurements),there is a possibility of electrostatic charge build up. This is more likely when the wall of the tubing is corrugated or convoluted and/or the material used in the innermost layer is not conductive. Steps should be taken to minimize the occurrence of electrostatic charges. These steps can include (but are not limited to) the following:• reduce flow of fuel to a very low rate• substitute weight loss procedures where such alternative test methods are acceptable• use conductive fittings for the testing and bond them to the appropriate ground plane It is recommended that pertinent sections of the Recommended Practice SAE J1645 be consulted.7.1Room Temperature Burst Test7.1.1I NITIAL B URST T EST M EASUREMENTThe tubing specimens shall be stabilized for ½ to 3 hrs at 23 °C and tested by increasing pressure of a suitable liquid fluid inside the tubing at a rate of 7 MPa/min ± 1 MPa/min. Continue at that rate until tubing bursts. Any type of fitting can be used during this burst test as long as it does not effect the burst capability of the tubing and meets the criteria of 5.3. If the connectors blow out of the tubing before the required level of burst pressure is reached, the data from that particular sample should be discarded. Additional clamps over the existing connectors or fittings may be utilized, if necessary, to ensure that the tubing sample fails by bursting.The initial value for room temperature burst for 5 test specimens must be recorded. The average of those test results will be used as the baseline for comparison of burst tests done on tubing that has been subjected to certain procedures and test fluid exposures (see 7.1.2).7.1.2B URST T EST M EASUREMENTS A FTER E XPOSURESThere are 5 sections of the performance requirements that include a subsequent burst test measurement (7.4, 7.5, 7.7, 7.8, and 7.14). After each of the steps described in each section, the tubing specimen subjected to the particular procedure/exposure is tested by the room temperature burst procedure described in section 7.1.1.NOTE—If the connectors blow out of the “exposed” tubing before the required level of pressure is reached, the result of that particular test should be discarded. The sample can be used again (another connector inserted) to avoid having to conduct the exposure test all over again.7.1.3A CCEPTANCE C RITERIA7.1.3.1For all test specimens that are exposed under the 5 identified sections, the measured burst testresult shall not be less than 75% of the measured initial burst test result on unexposed tubing(initial value obtained in section 7.1.1.).7.1.3.2It is possible for a tube to have a decrease greater than the level indicated in section 7.1.3.1and still be acceptable. For that to be the case, the following criteria must to met:a. After the initial drop off of greater than 25%, the performance of the tube can be proven to level offand to not drop below the minimum burst pressure of section 7.2.1.1 for the expected life of the application.b. Acceptance of such a construction shall be by a specific end user and for a specific producer.(Acceptance by one end user does not imply acceptance by any other end user and acceptance for one producer does not imply acceptance for any other producer).7.2High Temperature Burst Test7.2.1The test procedure described in 7.1.1 shall be performed at a temperature of 115 °C. The tubingshall be stablized at the test temperature for 2 hours prior to conducting the test. A minimum of 5 test specimens are to be used; test results of those 5 will be averaged.FIGURE 3—COLD IMPACT TEST FIXTURE7.5.1P REFERRED P ROCEDUREExpose the test samples and the impact test apparatus to –40 °C for 4 h. Place each sample in the supporting platform of the apparatus and allow the impact head to fall on it. Impact should occur with both apparatus and specimens inside the cold chamber.7.5.2O PTIONAL P ROCEDUREIf the impact test cannot be done inside the cold chamber, the apparatus and the specimens can be removed from the chamber by the following procedure:a. The apparatus is removed from the chamber for up to a 3 min period. During that period, impacttests of several tubing specimens can be completed. At the end of the 3 min period, the apparatus is returned to the chamber for additional temperature soak (–40 °C) of at least 25 min duration. After the additional soak at temperature, the apparatus can be removed again for an additional set of cold impact of tubing specimens (within a 3 min period). This procedure is repeated until all testspecimens have been impacted properly.b. All test specimens are kept in the cold chamber until immediately before impact in the apparatus.When a tubing specimen is removed, it must be impacted in the apparatus within 5 s of its removal from the cold temperature environment.NOTE—The temperature of the ambient air where these impacts occur shall not be higher than 23 °C.7.5.3A CCEPTANCE C RITERIASeveral types of specimens are tested by this impact procedure (after exposures of sections 7.6, 7.7, 7.8, 7.12 and 7.14). In each case, after impact of a tubing specimen, it is allowed to return to 23 °C. The tubing specimen is then subjected to Room Temperature Burst per (see 7.1). All criteria of that section must be met. The sample must be free of visible cracks and fractures (after impact and before burst test).7.6Fuel Exposure-PreconditioningThis is a long-term fuel exposure procedure designed to provide a pre-conditioning step to test specimens that are used in sections 7.5 (cold impact), 7.13 (layer adhesion) and the “C” test fluid exposure for section 7.9 (electrical resistance).This procedure is not intended as a routinely required test because it takes too much time. It is for the initial qualification for each particular wall configuration of a given type of tubing.7.6.1The two test fluids for this procedure shall be “C” and “CE-10”, as described in SAE J1681.7.6.1.1For test fluid C, its composition should remain constant during the full time of exposure. Theimportant consideration is to maintain appropriate fluid levels.7.6.1.2F or test fluid CE-10, the composition of the fluid can change with time (especially alcoholcontent). Besides maintaining the appropriate fluid levels, the alcohol content must be maintained as described in sections 7.6.4.1 (recirculation method) and sections 7.6.4.2 (reservoir/tubing method).7.6.2The temperature of test fluid used in the exposure shall be 60 °C.7.6.3T EST S PECIMENS7.6.3.1For the recirculation method of 7.6.4.1, the tubing can be exposed to the test fluids before it iscut to length (as specified in 5.3.1) for the subsequent tests.7.6.3.2F or the reservoir method of 7.6.4.2, the length of test specimens being exposed to the testfluids shall be as specified in 5.3.1.7.6.3.3F or each specific, defined configuration of layers in the wall construction, only one diametershould be tested for a given wall thickness. Separate tests must be done on tubes having thesame ID, but wall thicknesses or layer configurations that are different.7.6.4P ROCEDURESThere are two procedures described here for exposing the test specimens to each of the two test fluids: Recirculation method (7.6.4.1) and Reservoir/tubing method (7.6.4.2) The procedure of section 7.6.4.1 shall be followed for tubing intended for high pressure liquid fuel applications. For tubing intended for low pressure liquid fuel applications and fuel vapor applications, the procedure of 7.6.4.1 is recommended; however, the optional procedure of section 7.6.4.2 may be followed.7.6.4.1Recirculation Method7.6.4.1.1For test fluid C, follow the recirculation procedure of SAE J1737.7.6.4.1.2For test fluid CE-10, the same procedure of SAE J1737 is followed; however steps must betaken to maintain the alcohol content as described in the following paragraph.Composition of the fuel should be measured and adjusted periodically to ensure that thealcohol content of the fuel is maintained at 10% ± 2% (frequency of the checking of thecomposition is determined primarily by the size of the liquid fuel reservoir used in therecirculation process). Alcohol content shall be measured every day after the start of testuntil it is established that the rate of alcohol content change is less than + 2% over a longerperiod of time. The frequency of checking alcohol content can then be decreased. If thesetests are done frequently and a history of how often the alcohol should be checked can besubstantiated from previous test specimens, then that established schedule can be utilized.Alcohol content shall always be checked at least once per week. If the alcohol content of thefuel goes outside of the limits, the test fuel must be replaced with a new mixture with thecorrect level or alcohol.7.6.4.2Reservoir/Tubing Method7.6.4.2.1For test fluid “C”, follow the procedure as described in SAE J2663.7.6.4.2.2For test fluid CE-10, follow the procedure as described in SAE J2663. Steps must be takento maintain the alcohol content of the test fluid (7.6.4.1.2 procedure can be followed).7.6.5P ROCEDURES7.6.5.1For “C” Test Fluid7.6.5.1.1Using recirculation method continuously expose a length of tubing (1.0 meters or more) toASTM fuel C for 1000 hrs @ 60 °C. At the end of the exposure, five (5) specimens are cut tolength (200mm minimum) and used in the procedure of section 7.9.7.6.5.1.2Using reservoir method, continuously expose a minimum of 5 test specimens to ASTM fuel Cfor 1000 hrs @ 60 °C. At the end of that period, the other 5 specimens (200 mm minimumlength) are used in the procedures of section 7.9 (electrostatic charge procedures).7.8Resistance to Auto-Oxidized Fuel7.8.1The fuel exposure and preconditioning steps of section 7.6 shall be followed for the followingconditions:Test temperature 40 °CTest exposure time 1000 hrs.Test fluid Auto oxidized test fluid uses a base fuel of ASTM Fuel C and has a concentration of 50 millimols/1 of tertiary-butyl-hydroperoxide (TBHP) (using copper additive)as described in SAE J1681. The concentration must be maintained ±millimols/liter throughout the entire exposure. A technique similar to themaintenance of alcohol percentage in 7.6.4.1.2 or 7.6.4.2.2 (whichever ispertinent) should be followed.Test specimens Quantity needed depends number of layer interfaces that are in the MLT being tested (refer to section 5.3 as well as 7.6.3 for details). The specimens can beexposed individually or in a full- length, then cut-to-size as needed.Subsequent procedures on tubing that have been exposed to auto-oxidized test fluid for the full 1000 hrs @ 40 °C.•Five (5) test specimens are needed to test for cold impact resistance per 7.5 (including the burst test).The cold soak must be started immediately after emptying the tubing of the sour gas fuel (to avoid any drying out of the tubing).•Test for layer adhesion per section 7.13.2 (need 5 test specimens for each layer interface).7.8.2A CCEPTANCE C RITERIAAll criteria of sections 7.5 and 7.13 shall be met for all tubing tested.7.9Conductive TubingLiquid carrying fuel tubes (both high pressure and low pressure) designated as conductive per section 4.4 of this document shall have a conductive inner layer and meet the conductivity requirements of this test method. For monowall tubing, the whole tubing all meet those conductivity requirements.For tubing used in fuel vapor and evaporative emissions systems, electrostatic charge is not an issue, so section 7.9 is not required for those applications. (Refer to SAE J1645 for details about this).7.9.1R EFERENCE D OCUMENT FROM SAESAE J1645 is a Recommended Practice that addresses the issue of electrostatic charge that may develop in a flowing liquid fuel system. It gives guidelines that should be followed on liquid tube and how it should be integrated into a fuel system to minimize the adverse effects that can develop from an electrostatic charging condition. These guidelines include such matters as configuration of the tube, assembly issues, and bonding to the vehicle ground. When developing a system to carry liquid fuel, care must be taken to consider all aspects of the system from an electrostatic charge perspective7.9.4T ESTING A FTER E XPOSURES7.9.4.1There are 3 sections in this specification where tubing samples have been subjected to othertests or preconditioning and then are to be tested to determine if they maintain their performance levels adequately.Section 7.4—Kink Procedure: After two kinking steps are done, the surface resistivity is determined. (No subsequent burst test is done in this particular case)Section 7.5—Cold Temperature Impact: After the tubing specimen has been impacted per section 7.5, it is allowed to return to 23 °C. (No subsequent burst test is done in thisparticular case)Section 7.6—F uel Exposure: After exposure to ASTM fuel C for 1000 hrs @ 60 °C as described in section 7.6.5, the surface resistivity of the 5 exposed test specimens isdetermined. NOTE: The test fluid used in this fuel exposure part of the testing does notcontain any alcohol for reasons described in SAE J1645 (sections 5.3 and Appendix A1.7).7.9.4.2Test ProcedureFor testing after exposures, the procedure of section 7.9.3. is used. For the fuel exposed specimens of section 7.6.5, the measurements shall be taken within 2 hours after the exposure fuel has been removed from the exposed test specimens. Acceptance criteria of section 7.9.5 applies to both procedures.7.9.5A CCEPTANCE C RITERIASurface Resistivity Level—The surface resistivity determined from measured resistance values measured on test specimens both before and after exposure testing shall not be greater than 106Ω/square.7.10Permeation Test Procedure7.10.1T EST C ONDITIONSThe test fluid shall be CE-10 as described in SAE J1681. For that test fluid, the temperature the test shall be 60 °C and the pressure of the circulating test fluid shall be 2 bar.7.10.2T EST S PECIMENSThe tubing used in this procedure shall conform to the requirements of SAE J1737 and the criteria of section 5.3 of this document.7.10.3P ROCEDUREThe permeation measurement shall be done using the recirculation method of SAE J1737 and refer to section 7.6.4.4.2 for the reservoir tube method). The test shall be until steady state is achieved (as described in SAE J1737).7.10.4R EPORTING R ESULTSThe steady state permeation measurement results shall be recorded; all measurements are to be recorded in grams/meter2·day of tubing.。
汽车总布置尺寸saej1100v004

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright ©2002 Society of Automotive Engineers, Inc.All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)Fax: 724-776-0790Email: custsvc@2.1.2ISO P UBLICATION—Available from ANSI, 25 West 43rd Street, New York, NY 10036-8002.ISO 3832—Passenger cars—Luggage compartments—Method of measuring reference volume2.2Related Publications—The following publications are provided for information purposes only and are not arequired part of this specification.2.2.1ISO P UBLICATIONS—Available from ANSI, 25 West 43rd Street, New York, NY 10036-8002.ISO 1176—Road vehicles—Masses—Vocabulary and codesISO 3833—Road vehicles—Types—Terms and definitionsISO 4131—Road vehicles—Dimensional codes for passenger cars3.Definitions3.1Motor Vehicles3.1.1P ASSENGER V EHICLE—A motor vehicle designed for carrying 10 persons or less, excluding motorcycles andtrailers. This category includes vehicles such as cars, vans, sport utility vehicles and multipurpose vehicles.3.1.2L IG HT T RUCK—An open bed or enclosed motor vehicle designed primarily for transporting cargo with amaximum gross vehicle rating (GVWR) of 4536 kg (10 000 lb) or less.3.1.3H EAVY T RUCK—A motor vehicle designed primarily for transporting cargo with a maximum gross vehicleweight rating (GVWR) over 4356 kg (10 000 lb).3.1.4A DDITIONAL V EHICLE C LASSIFICATIONS—See Tables 1 and 2. The classification is based on a set of fivedimensions. This classification is used to determine the appropriate procedure in other SAE practices (SAE J287, SAE J1516, SAE J1517, SAE J941, etc.)TABLE 1—CLASS A VEHICLESDimension Code RangeChair Height H30-1127 to 405 mmDesign H-Point Rise TH170.0 to 50 mmNormal Driving and Riding Seat Track Travel TL23100 mm or moreSteering Wheel Diameter W9less than 450 mmBack Angle A40-1 5 to 40 deg.reesTABLE 2—CLASS B VEHICLESDimension Code RangeChair Height H30-1405 to 530 mmDesign H-Point Rise TH170 mmNormal Driving and Riding Seat Track Travel TL23100 mm or moreSteering Wheel Diameter W9450 to 560 mmBack Angle A40-111 to 18 deg.rees3.2Vehicle Loads3.2.1C URB L O AD, C URB W EIG HT—The weight of the base vehicle (standard equipment only), with all fluids filled tomaximum (fuel, oil, transmission, coolant, etc.). For heavy trucks, the curb weight does not include engine fuel.3.2.2G ROSS V EHICLE W EIGHT R ATING—The value specified by the vehicle manufacturer as the maximum loadedweight of a single vehicle.3.2.3EPA L OAD, EPA W EIG HT—Curb load, plus the weight of all options and accessories which weigh 1.36 kg(3lb) or more and which are sold on at least 33% of the vehicle line, plus two occupants. Each occupant weighs 68 kg (150 lb).3.3Coordinate Dimension—All points of interest are described as coordinates dimensioned from the intersectionof the zero planes in the three-dimensional reference system. X, Y, Z coordinates are dimensioned to their respective planes. (See Figure 1. See also SAE J182.)3.4Vehicle Fiducial Marks—See SAE J182.3.5General Vehicle Reference Points and Definitions3.5.1C ARG O F LOOR—The surface for supporting cargo. If ribs are present, the cargo floor is at the top of the ribs.If the floor is covered, it is the undepressed floor covering surface.3.5.2C ENTERLINE OF O CCUPANT (C/LO)—The lateral (Y) centerline of an occupant in a given designated seatingposition.3.5.3C OWL P O INT—The highest point on the cowl or hood point on the vehicle centerline (See Figure 2.)3.5.4D AYLIGHT O PE NING (DLO)—A line on the exterior glazing surface that defines the minimum unobstructedopening through any glass aperture. Opaque coatings, reveals, and garnish moldings are considered obstructions. Opaque coatings, reveals, and garnish moldings adjoining the interior glazing surface are projected normal and outward to the exterior surface. Interior components not adjoining the glass are projected horizontally to the interior glazing surface, then normal and outward to the exterior surface. Exterior components are projected horizontally to the exterior surface.3.5.5D ECK P OINT—The highest point on the deck lid panel on the vehicle centerline. (See Figure 2.)3.5.6D EPRESSED F LO OR C OVE RING—The surface of the floor covering at a designated point in the vehicle, with aload applied to the covering as specified by the manufacturer.3.5.7D ESIGNATE D S EATING P OS ITION—Any location intended by the manufacturer to provide seating for a driver oradult passenger while the vehicle is in motion, excluding temporary seating such as folding jump seats.Examples of designated seating positions include driver, 1st row (front seat) outboard passenger, 1st row center passenger, 2nd row outboard passenger, etc.3.5.8E YELLIPSE—See SAE J941.3.5.9F RONT OF D ASH—A vertical tangent to the foremost predominant surface of the dash panel at the centerlineof the driver, disregarding flanges and small localized formations. The dash panel is usually the vertical extension of the toe panel.3.5.10H EAD P OS ITION C O NTOUR—See SAE J1052. Dimensions specified in this practice are measured fromsections cut through the appropriate 95th percentile head contour. After the head contour is constructed and oriented, sections are cut normal to grid in side view and rear view through the ellipse centroid. The side view section is used for L38, L39, and H41. The rear view section is used for W27, W35 and H35.3.5.11N ORMA L T O P O F F RAME-T RUCK—The longest normal surface of the top flange of the truck frame within thewheel base.3.5.12U NDEPRESSED F LOOR C O VERING—The surface of the floor covering at a designated point in the vehicle,without any load applied to the covering.3.6H-Point Devices – Reference Points and Definitions (See SAE J826)—H-Point devices are used toestablish key reference points and dimensions in the vehicle’s interior. The most critical reference point established is the H-Point. There are two types of devices that can be used to define the location of an H-Point;the H-Point Machine (HPM) and the H-Point Design Tool (HPD). The HPM is a physical device used in physical properties for the purpose of auditing and benchmarking. The HPD is a CAD tool used during design for establishing the occupant package.H-Point devices have a number of parts, including cushion pan, back pan, lower leg segment, thigh segment, shoe tool, and head profile. The back pan consists of three segments; pelvic, lumbar, and thoracic. In addition, the HPM uses 24 weights, and has a number of scales, readouts, and mechanical linkages.Terms and reference points related to the shoe tool are listed separately in 3.7.This document is supplemental to the procedures addressed in SAE J826. It is a reference for key terms and definitions. However, it does not provide sufficient information for someone to properly position and use an H-Point device.3.6.1B ACK L INE—A line in side view, connecting the H-Point to the “sliding thorax pivot” (at the upper end of thethorax line) on an H-Point device. The angle of this line from vertical defines back angle. (See Figure 3.)3.6.2C USHION L INE—A line in side view, forward from the H-Point, parallel to the top of the cushion pan assemblyof an H-Point device. The angle of this line from horizontal defines cushion angle. (See Figure 3.)3.6.3D-P OINT—A point on an H-Point device located on the bottom surface of the cushion pan, at the lateralcenterline, and 25.5 mm (15 degrees) rearward of the H-Point. (See Figure 3.)3.6.4H-P OINT—The H-Point is located on an H-Point device. However, when an H-Point device is properlypositioned within a vehicle – either in CAD or in an actual physical property – the location of the H-Point within the vehicle can be used as a vehicle reference point. Unless otherwise noted, this is how the term H-Point is used in this practice.On an H-Point device, the H-Point is at the pivot center of the back pan and cushion pan assemblies, translated to the lateral centerline of the device. The H-Point is also the intersection of the cushion line and the back line. (See Figure 3.)3.6.4.1Actual H-Point, Actual H-Point Travel Path—This refers to H-Points measured in physical properties usinga properly positioned H-Point machine.3.6.4.2Design H-Point, Design H-Point Travel Path—This refers to H-Points defined during design using an H-Point design tool and appropriate procedures.3.6.4.3H-Point Travel Path—All possible locations of the H-Point provided by the full range of seat adjustments(horizontal, vertical or rotational) for a given designated seating position. Only seat adjustments intended for driving and riding are included. Seat adjustments intended to facilitate entry, egress, cargo storage, etc.are excluded.3.6.5K-P O INT O R K NEE P IV OT P OINT—A pivot point between the thigh and lower leg segments on the H-Pointdevices.3.6.6L O WER L EG L INE—A line connecting the K-Point to the ankle pivot center on the H-Point devices.3.6.7S EATING R EFERENCE P OINT (S G RP)—SgRP is a specific and unique H-Point for a given designated seatingposition. Although adjustable seats will have many design H-Points within their design H-Point travel path, there is one – and only one – H-Point defined as the SgRP for any seat/seating position.The SgRP is established early in the vehicle design process. The most critical SgRP is the one defined for the driver. It is used in positioning many other design tools, defining a number of key vehicle dimensions(e.g, legroom, shoulder room, etc.), and is referenced by several national and international standards andregulations.How SgRP is defined depends on the type of seat and designated seating position.a.Adjustable Seats, Driver:SgRP X = 913.7 + 0.672316(H30) – 0.0019553(H30)2 mm aft of PRP.SgRP Z: If the driver’s seat has a vertical adjustment, it is preferred that the intersection of the previousSgRP equation and the mid-height point in the H-Point travel path be used.SgRP Y = Centerline of occupant (at SgRP XZ)b.Adjustable Seats, Any Passenger Seating Position:SgRP XZ: Selected at the manufacturer’s discretion, it is any H-Point within the design H-Point travelpath. However, for the 1st row (front seat) outboard passenger, it is customary to use the X and Zlocation of the driver’s SgRP.SgRP Y = Centerline of occupant (at SgRP XZ)c.Fixed Seat, Any Designated Seating Position: Since in fixed seats there is only one H-Point possible,the SgRP is that H-Point.SgRP X = Design H-Point XSgRP Z = Design H-Point ZSgRP Y = Centerline of occupant = Design H-Point Y3.6.7.1SgRP – Front—This term refers to the SgRP of the driver, unless otherwise specified.3.6.7.2SgRP – Second—This term refers to the SgRP of the second row outboard passenger, unless otherwisespecified.3.6.7.3SgRP – Third—This term refers to the SgRP of the third row outboard passenger, unless otherwisespecified.3.6.7.4SgRP – Fourth—This term refers to the SgRP of the fourth row outboard passenger, unless otherwisespecified.3.6.7.5SgRP – Fifth—This term refers to the SgRP of the fifth row outboard passenger, unless otherwisespecified.3.6.8S UPPORT P OINTS—Seat contact points on the H-Point Devices. There are five points on the cushion pan(SC1 through SC3) and four on the back pan (SB1 through SB3). The support points are used as landmarks for measuring seat dimensions.3.6.9T HIGH L INE—A line connecting the K-Point to the H-Point.3.7Shoe Tool – Reference Points and Definitions (See SAE J826)—The shoe tool is part of an H-Point device,and necessary for the proper positioning of the device within a vehicle (in CAD or in a physical property).3.7.1A CCELERATOR H EEL P OINT (AHP)—The AHP is the intersection of the heel of shoe and the depressed floorcovering, when the shoe tool is properly positioned. (Essentially, with the ball of foot contacting the lateral centerline of the undepressed accelerator pedal, while the bottom of shoe is maintained on the pedal plane).See Figure 3.3.7.2B ALL OF F O OT (BOF)—A point on the shoe tool. BOF is located at the lateral centerline of the shoe, 200 mmfrom the heel of shoe. See Figure 3.3.7.3B ARE F OOT F LESH L INE—A line in side view, 6.5 degrees from the bottom of shoe. The origin of the angle is286.9 mm forward of the heel of shoe.3.7.4B OTTO M OF S HOE (BOS)—The underside of the shoe, used in side view to establish planes or angles. Onlythe flat section of the BOS, from AHP to BOF, is of concern.3.7.5F LOO R P LANE—A plane normal to the Y-Plane, established by the bottom of shoe contacting the floor, withthe heel of shoe on the depressed floor covering at the floor reference point.3.7.6F LOO R R EFERENCE P O INT (FRP)—FRP is established using the shoe tool of an H-Point device. It is theintersection of the heel of shoe and the depressed floor covering, with the bottom of foot resting on the depressed floor covering. This reference point does not apply to the driver’s right foot (AHP is used instead).For the driver’s left foot, this location is specified at the discretion of the manufacturer. For second and third row passengers the FRP is determined within 127 mm. to either side of centerline of occupant, with the shoe and/or lower leg segment moved forward to rest against the seat in front (contacting the underseat structure, lower portion of the seat back trim, etc.). See Figure 3.3.7.7H EEL O F S HOE (HOS)—A point on the shoe tool, located at the lateral centerline, bottom-back of the shoe. 3.7.8P EDAL P LANE—A plane normal to the Y-Plane. Established for the undepressed accelerator in its designposition. (1) Flat Pedals: The pedal plane is the same plane as the pedal face. (2) Curved Pedals: The pedal plane is established by finding a tangent on the accelerator surface at a 200 mm straight line distance from the depressed floor covering. If the shoe tool is used, the pedal plane is defined by the bottom of the shoe when the heel of shoe is at the AHP, and the ball of foot is contacting the undepressed accelerator. See Figure 3.3.7.9P EDAL R EFERE NCE P OINT (PRP)—The point on the accelerator pedal lateral centerline where the ball of footcontacts the pedal when the shoe tool is properly positioned (heel of shoe at AHP, bottom of shoe on pedal plane).The PRP is a key landmark for occupant packaging. Several other SAE tools are positioned relative to the PRP (e.g., Eyellipses, SgRP).4.Code Explanation, Vehicle Set-Up, and General Measurement4.1Codes—Each dimension is assigned a code, which consists of an alpha prefix and a number (e.g., H30 orA40). The letters denote the direction of measurement (e.g., height, width) or type of measurement (e.g., angle). See Tables 3 and 4.In addition, many of the interior dimensions can be applied in an identical manner to several designated seating positions. In this event, the basic alphanumeric code remains the same, but a suffix is added (e.g., H30-1, H30-2, H30-3, etc.). The suffix indicates which designated seating position the particular measurement applies to.See Table 5. When codes with suffixes are used in equations, the hyphen (-) is replaced with a tilde (~).4.2Interior Dimensions - Vehicle Set-Up—The seats are positioned as indicated in Table 6 for all measurements of interior dimensions.The steering wheel is positioned with the front wheels in a straight-ahead position. Measurements are taken at the centerline of occupant, unless otherwise specified. When an H-Point device is required, the SgRP leg lengths are used. (See J826.)TABLE 3—ALPHA PREFIXESLetter MeaningW Width measurements (cross car distance), or location of Y coordinate. L Length measurements (longitudinal distance), or location of X coordinate.H Height measurements or location of Z coordinate.A Angular measurements.PW Widths associated with pedal and pedal usage.PL Lengths associated with pedal and pedal usage.PH Heights associated with pedal and pedal usage.TL Lengths defining H-Point locations/travel.TH Heights defining H-Point locations/travel.PD Passenger distribution S Surface area measurements.VVolume indices.TABLE 4—NUMERIC SCHEME (GENERAL)Number RangeType of dimension1-99Interior 100-199Exterior200-299Cargo compartments400-599Dimensions unique to trucks, vans, sport utility vehicles, etc.TABLE 5—SUFFIXESSuffix Designated Seating Position-1(- Front) Measurement taken at the driver’s designated seating position.-2(- Second) Measurement taken at the second row outboard passenger’s designated seating position.-3(- Third) Measurement taken at the third row outboard passenger’s designated seating position.-4(- Fourth) Measurement taken at the fourth row outboard passenger’s designated seating position.-5(- Fifth) Measurement taken at the fifth row outboard passenger’s designated seating position.TABLE 6—SEAT POSITIONING AND ATTITUDE FOR MEASUREMENTSAdjustment1st Row Seats2nd and 3rd Row Seats Seat Position (x, z)At Driver’s SgRP X,ZNormal Riding Position (1)1.As specified by the manufacturer.Back Angle22 degrees 25 degrees if possible (2)2.See SAE J826.Seat Contour Adjustment (e.g., lumbar support)Set to minimum.(i.e., deflated; least intrusive)Set to minimum.All Other Adjustments(e.g., tilt or telescoping steering wheel, cushion angle, etc.)Normal Driving Position (1)Normal Riding Position (1)4.3Exterior Dimensions—All exterior dimensions terminate at the outside surface of the sheet metal, bumper, orintegral moldings, unless otherwise specified. The front wheel shall be positioned in the straight-ahead position5.Fiducial Mark Dimensions—See Table 7 for definitions of dimensions.6.Dimensions for Key Coordinates—All coordinates are established relative to the vehicle grid (see SAEJ182).6.1Seating Reference Point (SgRP) Coordinates—See 3.6.7 and Table 8.6.2Accelerator Heel Point (AHP) Coordinates—These dimensions apply only to the driver’s position. See Table9 for definitions, and 3.7.1 and SAE J826 for additional information.6.3Pedal Reference Point (PRP) Coordinates—These dimensions apply only to the driver’s position. See Table10 for definitions, and 3.7.9 and SAE J826 for additional information.6.4Floor Reference Point (FRP) Coordinates—See Table 11 for definitions, and 3.7.6 and SAE J826 foradditional information.6.5Additional Coordinates—Definitions for additional coordinates are listed in Table 12.7.Interior Dimensions—See 4.2 for vehicle set-up, and SAE J826 for proper positioning of H-Point deviceswhere necessary. Tables 13 through 20 provide the codes and definitions for interior dimensions (excluding cargo dimensions and volume indices).8.Exterior Dimensions—All measurements are taken at curb load on a based equipped vehicle, unlessotherwise specified. Tables 21 through 24 provide the codes and definitions for exterior dimensions.8.1Exterior Dimensions, Length—For dimensions involving dual rear axles, measurement is taken to a pointhalfway between the centerlines of the rear wheels. See Table 21.8.2Exterior Dimensions, Width—See Table 22.8.3Exterior Dimensions, Height—See Table 23.8.4Exterior Dimensions, Angles—See Table 24.9.Cargo Dimensions and Cargo Volume Indices—The cargo dimensions and cargo volume indices provideestimates of cargo compartment size. As with all measurements in this document, they were developed to assist during the design and engineering of a vehicle.Discrete measurements of irregular spaces – such as the point to point measurements made of a vehicle’s interior – are often ambiguous to interpret. Further, different values can result from minor and local variations.Tables 25 through 27 provide the codes and definitions for cargo dimensions. Table 28 lists the codes and formulas for cargo volume indices.9.1Cargo Dimensions, Length—See Table 25. For cargo lengths measured along the floor, the cargo surface tothe rear of the forward measurement point should be unobstructed. Seats to the rear of the forward measurement point must be in their stowed or cargo optimized position. If there is an obstruction, such as that caused by a second row seat being folded up to the rear of the front seat, the measurement is taken from the most rearward surface of the limiting obstruction.9.2Cargo Dimensions, Width—See Table 26.9.3Cargo Heights—See Table 27.9.4Cargo Volume Indices (CVI)—The intent of the cargo volume indices is to provide reasonable estimates of the cargo compartment potential . They do not yield actual cargo volumes. Further, although due care has been taken to clarify the dimensions used in the calculations, it is possible that innovations to interior design will result in equivocal interpretations.The indices are all calculated using the same basic formula:(Eq. 1)The definitions provided in Table 28 indicate the L dimensions to use for length, the W dimensions to use for width and the H dimensions to use for height. Measurements are taken in millimeters.In the formulas, the suffix indicating measurement row is separated from the code by a tilde (~) rather than a dash (i.e., L204~1, W3~2 rather than L204-1 or W3-2) to avoid confusion with a minus sign.NOTE—In order to calculate the CVIs in English units, the formula is:(Eq. 2)Or if dimensions were measured in metric units use: Liters / 2832 = ft 310.Luggage Capacity Dimensions—The luggage set is defined in Table 29. All standard equipment, includingspare tires, convertible tops, tool kits, etc., must be in their stored position, and the trunk lid or other access door must close and lock freely. One entire set of luggage, excluding H-boxes, must be positioned before pieces from subsequent sets are used. H-boxes can then be used to complete the loading. Table 30 provides the codes and definitions for luggage capacity measurements.11.ISO Cargo Volumes—ISO uses modules of various lengths, widths, and heights to determine cargo volume and luggage capacity. The modules, procedures for use, and dimensions used in reporting can be found in ISO 3832.12.Glass Area Dimensions—See Table 31 for codes.13.Figures—Figures are provided at the back of this document in numerical order.14.Dimension Indices—This revision provides a new coding scheme, resulting in new codes for many dimensions. Further, new dimensions have been added, and many old dimensions have been eliminated. To assist the user, several conversion tables are provided in the Appendix (see Tables A1 through A18).14.1Dimensions Index Listed by Alphanumeric Codes—See Tables A1 through A9 for lists of all dimensions inthis practice.14.2Deleted Dimensions Index—Dimensions not kept in this revision are listed in order of their former codes. SeeTables A10 through A14.14.3Dimensions Index Listed by Old Codes—Dimensions kept in this revision are listed by their former codes(see Tables A15 through A18). Items in bold font have been assigned a new alphanumeric code. However, all items in this practice should be considered revised, whether they have been assigned a new code or not.Length Width Height××106--------------------------------------------------------------------Liters=Length inches ()Width inches ()×Height inches ()×1728---------------------------------------------------------------------------------------------------------------------------------------------ft 3=TABLE 7—FIDUCIAL MARK DIMENSIONSCode Dimension Definition NotesL54Fiducial Mark No. 1 – XCoordinate The distance from the zero X plane to fiducial mark number 1.Grid Coordinate(See J182)L55Fiducial Mark No. 2 – XCoordinate The distance from the zero X plane to fiducial mark number 2.Grid Coordinate(See J182)L56Fiducial Mark No. 3 – XCoordinate The distance from the zero X plane to fiducial mark number 3.Grid Coordinate(See J182)W21Fiducial Mark No. 1 – YCoordinate The distance from the zero Y plane to fiducial mark number 1.Grid Coordinate(See J182)W22Fiducial Mark No. 2 – YCoordinate The distance from the zero Y plane to fiducial mark number 2.Grid Coordinate(See J182)W23Fiducial Mark No. 3 – YCoordinate The distance from the zero Y plane to fiducial mark number 3.Grid Coordinate(See J182)H81Fiducial Mark No. 1 – ZCoordinate The distance from the zero Z plane to fiducial mark number 1.Grid Coordinate(See J182)H82Fiducial Mark No. 2 – ZCoordinate The distance from the zero Z plane to fiducial mark number 2.Grid Coordinate(See J182)H83Fiducial Mark No. 3 – ZCoordinate The distance from the zero Z plane to fiducial mark number 3.Grid Coordinate(See J182)H161Fiducial Mark No. 1 – ZCoordinate to Ground The distance from fiducial mark number 1 to the ground line atcurb weight.Curb LoadH162Fiducial Mark No. 2 – ZCoordinate to Ground The distance from fiducial mark number 2 to the ground line atcurb weight.Curb LoadH167Fiducial Mark No. 3 – ZCoordinate to Ground The distance from fiducial mark number 3 to the ground line atcurb weight.Curb LoadTABLE 8—SgRP COORDINATESCode Dimension DefinitionL31SgRP X Coordinate (SgRP x)The longitudinal (X) coordinate of the SgRP location for a given designated seatingposition.The suffix following L31 identifies the designated seating position.L31-1SgRP X – Front DriverL31-2SgRP X – Second Second row outboard passenger.L31-3SgRP X – Third Third row outboard passenger.L31-4SgRP X – Fourth Fourth row outboard passenger.L31-5SgRP X – Fifth Fifth row outboard passenger.W20SgRP Y Coordinate(SgRP Y)The lateral (Y) coordinate of the SgRP location for a given designated seating position.The suffix following W20 identifies the designated seating position.W20-1SgRP Y – Front DriverW20-2SgRP Y – Second Second row outboard passenger.W20-3SgRP Y – Third Third row outboard passenger.W20-4SgRP Y – Fourth Fourth row outboard passenger.W20-5SgRP Y – Fifth Fifth row outboard passenger.H70SgRP Z Coordinate (SgRP Z)The vertical (Z) coordinate of the SgRP location for a given designated seatingposition. The suffix following H70 identifies the designated seating position.The suffix following H70 identifies the designated seating position.H70-1SgRP Z – Front DriverH70-2SgRP Z – Second Second row outboard passenger.H70-3SgRP Z – Third Third row outboard passenger.H70-4SgRP Z – Fourth Fourth row outboard passenger.H70-5SgRP Z – Fifth Fifth row outboard passenger.TABLE 9—AHP COORDINATESCode Dimension DefinitionL8AHP X Coordinate (AHP X)The longitudinal (X) coordinate of the accelerator heel point (driver only).W8AHP Y Coordinate (AHP Y)The lateral (Y) coordinate of the accelerator heel point (driver only).H8AHP Z Coordinate (AHP Z)The vertical (Z) coordinate of the accelerator heel point (driver only).TABLE 10—PRP COORDINATESCode Dimension DefinitionL1PRP X Coordinate (PRP X)The longitudinal (X) coordinate of the pedal reference point (driver only).W1PRP Y Coordinate (PRP Y)The lateral (Y) coordinate of the pedal reference point (driver only).H1PRP Z Coordinate (PRP Z)The vertical (Z) coordinate of the pedal reference point (driver only).。
SAE J1100 JUL2002机动车辆尺寸

SAE J1100 JUL2002——机动车辆尺寸1.范围——此SAE工业标准为汽车尺寸定义了一系列测量方法和标准程序。
这些尺寸主要为了评估在设计环境中(例:CAD)车辆的设计目的。
所有标准中的尺寸可以以此测量。
除此之外,一些尺寸可以从实际车辆中获得。
如果尺寸在物理属性状态下测得,值的一些偏差是可以预见的。
所以要仔细区分设计目的尺寸和物理状态下所得的尺寸。
除非另有说明,所有的尺寸测量都是垂直于三维参考系统(见SAE J182),除了地面相关尺寸是垂直于地面。
所有的尺寸都是在汽车空载状态下测得,除非另有说明。
所有的尺寸从基本车辆上测得,不包括正常生产选择(RPO)或附件,除非另有说明。
尽管许多术语和尺寸使用了人体身上的部位名称,但它们不能被解释成显示占用者的设备、性能或舒适度的衡量方法。
2.参考2.1应用出版物——以下出版物在这里的某种程度上形成了此规格的一部分。
除非另有说明,SAE出版物的最新版本将被应用。
2.1.1 SAE出版物——Available from SAE,400 Commonwealth Drive,Warrendale,PA,15096-0001。
SAE J182——机动车辆标准号SAE J287——驾驶员手部控制区域SAE J826——定义和测量汽车座椅的使用设备SAE J941——机动车辆驾驶员眼睛范围SAE J1052——机动车辆驾驶员和乘客头部位置SAE J1516——设备工具参考点SAE J1517——选择驾驶员座椅位置2.1.2 ISO 出版物——Available ANSI ,NY 10036-8002.ISO 3832——乘用车——测量参考体积的方法。
2.2 相关出版物——以下提供的出版物仅作信息目的,并不是此规格的要求部分。
2.2.1 ISO出版物——Available from ANSI,25 West 43rd Street,New York,NY 10036-8002。
AS-1 100 产品说明书

The AS-1100 is easy to use. The Any Spot ® WPM replaces floor wedges and the amplifiers that power them. Simply plug the ANY SPOT ® into a ‘monitor out’ jack on the mixing console, create the desired mix, and it’s ready to deliver quality sound. The AS-1100 has 120 selectable UHF frequencies to help locate the best and clearest signal to transmit. The transmitter (AS-1100T) is selectable to either mono or stereo.The AS-1100R (receiver) features a 100mw headphone amplifier with a standard3.5mm (1/8") headphone output. The AS-1100R is sure to be plenty loud for any environment. The receiver has a built in limiter & LCD display.The AS-1100T (transmitter) has two XLR/1/4" combo jacks for its inputs, stereo/mono switch, headphone output, volumecontrol, & LCD display. The transmitter includes asingle/dual rack mount kit, for mounting one unit inone rack space or mounting two transmitters side byside in one rack space.The AS-1100 can be purchased with either of ourEar bud upgrades the EB6 (AS-1106) or the EB10(AS-1110).The Any Spot ® Series of Wireless Personal Monitorsis a great alternative for performers who are tired oflugging around heavy and bulky floor monitors andtired of leaving a gig with ringing ears. The AS-1100allows the user to move freely around the stage and continue to hear the monitor mix.AS-1100T120 Selectable UHF Frequencies● Send a Stereo or Mono Mix to Any Number of Receivers ● on StageTrouble Free Wireless Connectivity● XLR to 1/4 Connection From Any Source Device●" Easy to Read LCD Screen with metering● Input Level Control● 1/4 Headphone Output with Volume Control for●" Easy MonitoringAS-1100R High Contrast LCD Screen with Four Bar Battery Indicator ● Rubberized Cover for Slip Resistant Use on Belt● or Guitar Strap Easy to Set Group and Channel Selection ● Built-in Limiter ● Operates on 2 AA Batteries (up to 5 hours Alkaline)● Lightweight Titanium Driver EB4 Ear Buds Included ●The AS-1100-4 Band Pack Systems makes it easy for any band toGet Personal . The system includes four receivers and onetransmitter. It is designed to get the whole band wireless in onepackage. The AS-1100-4 will allow a band to send one stereo mix to 4individuals.Add as many additional receivers as needed.Specifications subject to change without notice.V20190419601 E. Pawnee Wichita, KS 67211 316. 263.2852 FAX 316.263.0642 Distributed in Canada by Audio Distributors International (ADI ) 1275 Newton, unit 6 Boucherville, QC J4B 5H2 Canada 450.449.8177 FAX 450.449.8180Specifications:AS-1100 SystemBand: UHFFrequencies: 120Transmitter Output Level: 10 mWOperating Range: Under Typical Conditions 300' (92m)Note: actual range depends on RF signal absorption,reflection, interference, and battery characteristicsAudio Frequency Response: +/-3dB 70Hz~15kHzTotal Harmonic Distortion: <1% @ 1kHzSignal to Noise: 85dBAMaximum Deviation Range: +/-40kHzDynamic Range: >90dB A-weightedOperating Temperature Range: 14ºF to 122ºF (-10º C to +50º C)Note: battery characteristics may limit this rangeIncluded Accessories: Power Supply, EB4 Ear Buds, Antenna,Single/Dual Rack Ears, Quick Start GuideAS-1100T TransmitterMain Frame Size: EIA STANDARD 1/2UModulation Mode: FM Standard ModulationRF Output: 10 mWMax Audio input level: +6dBVGain Adjustment Range: 40dBAudio Input: Line Level x 2, XLR/ 1/4" Combo JackXLR input: Impedance balancedPin: 1 Ground (cable shield)Pin: 2 Audio +Pin: 3 No Audio -Dimensions: 1.5" x 8.3" x 3.78" (38 x 212 x 96 mm) (HxWxD)Weight: 21 oz. (605 g)Power Supplied By: 12-18 V DC at 300mA suppliedby external power supplyAS-1100R Body Pack ReceiverAudio Output Level: 100mWSensitivity: -94dBm for 30dBStereo Separation: 40dB (at 1kHz)Output Connector: 1/8" (3.5mm) Stereo Earphone ConnectorDimensions: 3.74" x 2.6" x 1" (95 x 65 x 25 mm) (HxWxD)Weight: 3.5 oz (100 g) without batteriesPower Supplied By: 2 (AA) size alkaline or rechargeable batteriesBattery Life: About 5 hours (alkaline)CODE D 584-607 MHzCODE N518-542 MHz。
SAE J1100-2002 汽车尺寸标准【中文版】

汽车车身推荐标准1、范围—美国汽车工程师协会(SAE)操作规程建议定义了一套关于车辆尺寸参数的测量和标准步骤。
尺寸参数最初用来测量在设计环境下设计车辆(例如,CAD)。
在本标准中所有的尺寸参数都可用这种方法测量的。
除此之外,一些尺寸参数可在实际车辆中使用。
如果考虑物理特性,在数值上会有一些不同。
但是,要注意衡量标准不要与设计目的弄混。
除非特别说明,除了只适用于地面有关的尺寸,所有的尺寸在与三维参考系中都可以正常测量(见SAEJ182),。
所有的尺寸都是在整备质量下测量的,除非另有说明。
所有尺寸测量于基本型车辆,不包括正规生产选择方案(RPO)或者配件,指定尺寸例外。
即使有许多术语和尺寸用人体部位来命名,它们的各种布置、性能和舒适度与之无关。
2. 参考文献2.1 适用书刊——以下书刊为本标准一部分指定范围的延伸说明。
除非另有说明,否则SAE最新版刊行即将实施这些标准。
2.1.1 SAE书刊——SAE J182-机动车辆基准点SAE J287-驾驶员人工操纵SAE J826-用于定义和测量车辆座椅位置的装置SAE J941-机动车辆驾驶员视角范围SAE J1052-启动车辆驾驶员和乘客的头部位置SAE J1516-参考点工具的布置SAE J1517-驾驶员选择座椅位置2.1.2 国际标准化组织(ISO)刊物——许可由美国国家标准学会(ANSI),纽约市25ISO 3832——乘用车——长途客车——测量基准2.2 相关刊物——以下内容只提供目标信息,并不是本标准规定的一部份。
2.2.1国际标准化组织(ISO)刊物——许可由美国国家标准学会(ANSI),纽约市25ISO 1176 道路车辆:词汇及代码ISO3833道路车辆:分类及定义ISO4133道路车辆:乘用车尺寸代码3.定义3.1 机动车辆3.1.1 乘用车——机动车辆载重最多10人,包含摩托车和拖车。
车辆的种类包括轿车、货车、运动型多用途车(SUV)和多用途乘用车(MPV)。
as1100标准

AS1100标准是一种针对汽车电子元件的测试标准,由美国汽车工程师协会(SAE)发布。
它规定了汽车电子元件的测试要求、测试方法和合格标准等方面的内容,用于确保汽车电子元件的质量和可靠性。
AS1100标准主要包括以下内容:
测试要求:规定了汽车电子元件的测试要求,包括电气性能、环境适应性、机械性能等方面的要求。
测试方法:详细描述了汽车电子元件的测试方法,包括测试设备、测试程序、测试数据等方面的内容。
合格标准:规定了汽车电子元件的合格标准,包括测试数据的分析、合格判定等方面的内容。
AS1100标准的测试范围涵盖了汽车电子元件的各个方面,包括传感器、执行器、控制器等。
该标准适用于汽车电子元件的生产商、供应商和用户等,以确保汽车电子元件的质量和可靠性达到一定的标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAE J1100 V02-2002车辆尺寸1 应用范围本标准是SAE推荐实施的标准,定义了一系列车辆的测量尺寸及标准测量程序。
这些尺寸主要是想要测量车辆的设计不超出设计环境(例如CAD)。
本标准中所有的尺寸都可以用这种方法测量。
另外,一些尺寸可以被实际的车辆使用。
如果测得尺寸具有物理特性,一些数值上的差异被认为是合理的。
同样,测量这些具有物理特性的尺寸应注意不要搞乱设计的意图。
除非有特别说明,所有的尺寸是在三维的参考系统中被正常测量(见SAE J182),除了与地面相关的尺寸(这些尺寸被定义为垂直于地面)。
车辆的所有尺寸都是在整车整备的状态量的除非有特别说明。
所有的尺寸是在基础车型上测得的而且不包括可选装的常规产品(RPO)或附件,除非有特别说明。
虽然许多术语及尺寸在它们名称中用人体部分,但不应解释为这些尺寸可以表达乘员的适应能力、接受能力与舒适性。
2 参考2.1 适用出版物—下列出版物构成本标准的一部分在一定程度上说明于此。
除非有特别申明,SAE出版物的最新版本适用于本标准。
2.1.1 SAE出版物—可利用的SAE,400 Commonwealth Drive, Warrendale, PA, 15096-0001. SAE J182—机动车基准点SAE J287—驾驶员手控制及伸及范围SAE J826—H点装置及其在设计和测量汽车座椅过程中的使用SAE J941—车辆驾驶员眼点的范围SAE J1052—车辆驾驶员及乘员的头部位置SAE J1516—座椅调节工具参考点SAE J1517—驾驶员可选的乘坐位置2.1.2 ISO出版物—利用美国国家标准化组织(ANSI), 纽约25西部第43街, NY 10036-8002. ISO 3832—乘用车—行李箱容积—测量参考容积的方法。
2.2 相关出版物—下列出版物只是用来提供信息,不是本标准要求的部分。
2.2.1 ISO出版物—利用美国国家标准化组织(ANSI), 纽约25西部第43街, NY 10036-8002. ISO 1176—道路车辆—质量—词汇和代码ISO 3833—道路车辆—类型—术语和定义ISO 4131—道路车辆—乘用车尺寸代码3. 定义3.1 汽车3.1.1 乘用车—设计载荷为可载10人(含10人)以下的汽车,不包括摩托车和托车。
这种类别车包括轿车、货车、SUV、及多功能车辆(MPV)。
3.1.2 轻卡—一个敞开的平板被附上一个发动机,主要是为运输货物而设计,最大总质量(GVWR)不超过4536kg。
3.1.3 重卡—主要是为运输货物而设计的汽车,最大总质量(GVWR)超过4536kg。
3.1.4 另外的车辆分类—见表1和表2。
这个分类是以5个尺寸为基础的。
这个分类是用来决定其它SAE标准((SAEJ287, SAE J1516, SAE J1517, SAE J941等)适当的程序。
表1—A类车表2—B类车3.2 车辆载荷3.2.1 净载荷,净重—基础车型的重量(只是标准配置),最大量地加满所有液体(燃料,油,变速箱油,冷却液等)。
对于重卡,净重量不包括发动机用燃料。
3.2.2 车辆额定总重量—车辆制造厂规定的把单个车辆的最大承载重量当作车辆额定总重量。
3.2.3 EPA(美国环保署)载荷,EPA重量—净载荷加上所有选装件的重量,加上重量不低于1.36kg附件的重量,并且在33%的车型线上装备,加上两个人的重量,每个重量为68kg。
3.3 坐标尺寸—在由三个零平面组成的三维参考坐标系中描出所有重要点。
X,Y,Z坐标在各自的平面上标出尺寸(见图1或SAE J182)。
3.4 车辆的基准点—见SAE J182。
3.5 一般车辆的参考点及定义3.5.1 货箱地板面—支承货箱的平面。
如果出现加强筋,货箱地板应置于加强筋之上。
如果地板是被覆盖的,它是未压缩的地板覆盖物表面。
3.5.2 乘员中心线(C/LO)—在给定位置就座的乘员的Y方向的中心线。
3.5.3 前风窗玻璃下端点(cowl point)—在车辆的YZ对称平面上,汽车发动机罩的最高点或前风窗玻璃下端点。
3.5.4 DLO(Daylight Opening)—通过所有玻璃,在玻璃窗外表面定义的最小无障碍的开口线。
玻璃上的不透明物,展示或装饰用的成型物是应该考虑的障碍物。
与不透明物,展示或装饰用的成型物邻接的风窗玻璃内表面,垂直地向外表面投影。
内部与玻璃不相邻的组件被水平地投影到玻璃内表面上。
外部的组件被水平地投影到外表面上。
3.5.5 后风窗玻璃下端点(Deck Point)—在车辆的YZ对称平面上,汽车行李箱盖面板的最高点(或后风窗玻璃下端点)。
3.5.6 被压下的地板面—按照制造厂给定的载荷给车辆加载后的地板平面的位置。
3.5.7 指定的就座位置—在车辆运动中,制造厂为驾驶员或成年乘客提供的任何乘坐位置,除了临时性的座位如可折叠的座椅。
例如给定的座椅位置包括驾驶员,第一排外侧乘客,第一排中间乘客,第二排外侧乘客等。
3.5.8 眼椭圆—见SAE J941。
3.5.9 前围板—垂直于乘员中心线,相切于仪表板最前部的突出表面,忽略突起的边缘和局部构成。
仪表板经常垂直地延伸到脚趾面板3.5.10 头部位置轮廓线—见SAE J1052。
在这个标准中列出的尺寸是通过测量大约95%人体模型头部断面轮廓图。
头部轮廓构建成功且定位后,通过眼点在侧视图和后视图上用做垂直的断面。
侧视图断面是用来说明L38 ,L39和H41的。
后视图断面是用来说明W27,W35和H35的。
3.5.11 正常的卡车框架顶部—卡车框架顶部边缘在轴距之内的最长的垂直面。
3.5.12 没有被压下的地板面位置—在地板上没有任何负载的情况下车辆地板面的位置。
3.6 H 点装置—参考点及其定义(见SAE J826)—H点装置是用来在车辆内部建立主要参考点和尺寸的。
建立最主要参考点是H点。
这有两种能够用来定义H点位置的装置:HPM和HPD。
HPM是用来比照和核对检查物理特性的装置。
HPD是一个CAD设计工具,在居住者总布置设计时用。
H 点装置由一系列部件组成,包括座板,背板,小腿杆,大腿杆,脚(带鞋)工具和头部轮廓。
背板由三个部分组成:骨盆,腰部,胸部。
另外,HPM有24个砝码重量,而且有一系列的数值范围,读出器及机械铰链。
与鞋工具相关的条款和参考单独在3.7节列出。
本节只是对SAE J826标准的补充。
主要的术语和定义只作为参考。
但是,本节不能够为某人决定适当的位置及运用H点装置提供足够的信息。
3.6.1 躯干线—在H点装置上,侧视图中连接H点与滑动的胸腔支点(在胸腔线的上端)的一条直线。
这条线与垂直方向线的夹角定义为靠背角。
(见图3)3.6.2 座垫线—在侧视图中,过H点向前平行于H点装置中座板顶部的一条直线。
这条线与水平方向线的夹角定义为座垫角。
(见图3)3.6.3 D点—在H点装置上,位于座板底部表面上的一个点,在该装置的对称面上,而且沿H 点向后25mm(与躯干线成15°角)。
(见图3)3.6.4 H点—H点位于H点装置上。
但是,当H点装置放(在CAD中或实际的车上)的合适位置时,此时H点在汽车上位置可以被当作汽车的参考点。
除非有其它说明,这就是H点怎样被运用到实际中。
在H点装置上,H点是背板与座板装配体的铰接点,可以被解释为此装置对称面上的点。
H 点也是躯干线与座垫线的交点。
(见图3)3.6.4.1 实际H点,实际H点轨迹—这涉及到用H点装置的合适位置在实物(车)上测量得到的H点。
3.6.4.2 设计H点,设计H点轨迹—这涉及到用H点设计工具及合适的程序在设计中定义的H 点。
3.6.4.3 H点轨迹—对于给定的乘坐位置,通过全范围地(水平,垂直或旋转)调节座椅得到地H点全部地可能位置。
只是座椅的调节包括有意地去适应驾驶及乘坐,不包括有意地使出入便利及车厢存储等。
3.6.5 K点或Kp点—在H点装置上,大腿杆和小腿杆的铰接点。
3.6.6 小腿杆线—在H点装置上,连接K点和踝关节中心点的直线。
3.6.7 座椅参考点(SgRP)—SgRP点是一个特定的就座位置上的独特的H点。
虽然可调节座椅在其H点轨迹上具有许多设计H点,这里只能有一个且仅有一个H点可被定义为所有座椅或就座位置的SgRP点。
SgRP点是在车辆早期设计过程中建立的。
最重要的SgRP点是为驾驶员定义的一个点。
它被用在布置许多其它的设计工具,定义一系列的车辆关键尺寸(如腿部空间,肩部空间等),且被许多国家和国际标准及法规参考。
SgRP点是怎样定义的取决于座椅的种类和特定的就座位置。
a. 可调节座椅,驾驶员侧的SgRP点:SgRP X =在PRP点之后{913.7+0.672316(H30)-0.0019553(H30)2}mmSgRP Z:如果驾驶员座椅可以上下方向调节,前面等式与H点高度方向行程中点的交点是首选的。
SgRP Y=居住者的中心线(在SgRP XZ上)b. 可调节座椅,任何乘员座椅位置的SgRP点:SgRP XZ :选择制造厂的判断力,它是在H点轨迹上任何的H点。
但是,第一排外侧的乘客,习惯于用驾驶员的SgRP X,SgRP Z位置。
SgRP Y=居住者的中心线(在SgRP XZ上)c. 固定的座椅,任何特定的就座位置:由于座椅是固定的,所以只可能有1个H点,SgRP点就是那个H点。
SgRP X =设计H点的X坐标(H-Point X)SgRP Z =设计H点的Z坐标(H-Point Z)SgRP Y =居住者的中心线=设计H点的Y坐标(H-Point Y)3.6.7.1 第一排SgRP点—除非有其他说明,否则这个术语参照驾驶员的SgRP点。
3.6.7.2 第二排SgRP点—除非有其他说明,否则这个术语参照第二排外侧乘客的SgRP点。
3.6.7.3 第三排SgRP点—除非有其他说明,否则这个术语参照第三排外侧乘客的SgRP点。
3.6.7.4 第四排SgRP点—除非有其他说明,否则这个术语参照第四排外侧乘客的SgRP点。
3.6.7.5 第五排SgRP点—除非有其他说明,否则这个术语参照第五排外侧乘客的SgRP点。
3.6.8 支撑点—H点装置与座椅的接触点。
这是在座板上的5个点(SC1到SC3)和背板上的4个点(SB1到SB3)。
支撑点是用来作为测量座椅尺寸的界标。
3.6.9 大腿杆线—连接K点和H点的直线。
3.7 鞋工具—参考点及定义(见SAE J826)—鞋工具是H点装置的一部分,且在汽车内部(CAD或实物)确定H点装置的合适位置是必需的。
3.7.1 加速器脚后跟点AHP—AHP点是鞋后跟与被压下的地毯的交点,当鞋工具在合适的位置时。
(本来,当鞋底保持在踏板平面上时,BOF点在未踏下加速踏板的前端中心线上。