热轧汽车大梁钢氧化铁皮结构的控制
热轧带钢氧化铁皮控制技术的研究

《热轧带钢氧化铁皮控制技术的研究》1. 引言热轧带钢生产过程中,氧化铁皮的形成是一个不可避免的问题。
氧化铁皮的存在会影响带钢的表面质量和机械性能,因此如何有效控制氧化铁皮的形成成为热轧带钢生产中的一项关键技术。
本文将围绕热轧带钢氧化铁皮控制技术展开深入探讨。
2. 概述热轧带钢氧化铁皮的形成原因在热轧带钢生产中,氧化铁皮主要是由于带钢表面与空气中的氧气发生化学反应而产生的。
而在热轧过程中,高温、高速和严苛的工艺条件下,带钢表面氧化的速度会进一步加快,导致氧化铁皮的形成。
3. 热轧带钢氧化铁皮的影响氧化铁皮的存在会导致带钢表面出现细小凹坑,降低带钢的表面质量。
氧化铁皮还会对带钢的成形加工和表面涂层造成不利影响,进而影响带钢的整体机械性能。
4. 热轧带钢氧化铁皮控制技术的研究为了控制热轧带钢氧化铁皮的形成,研究人员提出了多种技术方案。
其中,常用的技术包括表面处理技术、控制轧制工艺参数技术、控制炉后冷却技术等。
4.1 表面处理技术通过对带钢表面进行镀锌处理等防腐技术,可以有效避免氧化铁皮的形成。
还可以采用化学处理技术,对带钢表面进行脱油和除锈处理,从源头上控制氧化铁皮的生成。
4.2 控制轧制工艺参数技术调整热轧带钢的轧制工艺参数,如温度、速度、压下量等,可以控制带钢表面氧化的程度,进而控制氧化铁皮的生成。
4.3 控制炉后冷却技术在带钢热轧后的冷却过程中,控制冷却速度和冷却介质的温度等,可以有效控制氧化铁皮的生成,并提高带钢的表面质量。
5. 总结与展望在热轧带钢生产中,氧化铁皮的控制技术对带钢的表面质量、机械性能以及生产成本都有着重要的影响。
当前,关于热轧带钢氧化铁皮的研究还处于不断深入的阶段,未来可以进一步探讨新的技术方案,提高热轧带钢的质量和竞争力。
个人观点:在热轧带钢生产中,氧化铁皮的控制技术是一个具有挑战性和研究价值的领域。
通过不断深入的研究与实践,相信未来一定会取得更多突破,为热轧带钢生产提供更多有效的控制技术,不断提高产品质量和市场竞争力。
热轧带钢表面氧化铁皮控制与消除
热轧带钢表面氧化铁皮控制与消除随着国民经济的快速发展,各种新技术的层出不穷都大大推动了钢铁行业的发展,作为国民经济的主导行业之一,钢铁行业对我国经济建设的发展有着极其重要的影响和作用,对此,必须引起高度的重视。
文章主要针对作为钢铁行业重要品种之一的热轧带钢在现阶段存在的一些问题进行简要的分析与总结,并针对其质量问题提出了相应的解决措施,从而减少成本的大量输出,提高整体的综合效益。
标签:热轧带钢;表面氧化;控制分析1 热轧带钢氧化铁皮控制技术及其发展1.1 热轧带钢生产工艺流程在进行生产工艺前,必须清楚的了解每一个板坯连轧施工作业方式,通常情况下,板坯是经由炼钢连铸车间的连铸机将其直接推入热轧板坯库,然后再经由加热炉加热进行连铸作业。
针对不能直接进行加热的板坯,可先将放入保温库然后通过吊车直接运送加热炉内进行加热。
这样做的目的不仅仅可以保证板坯不被损害且为直接轧制创造了可能。
连铸板坯是利用计算机技术进行数据的整合,通过辊道将其直接运送至板坯库,操作人员可以在其监视器上进行板坯相关问题的处理,针对不合格板坯可以直接进行核对,并进行登记输入,这样不仅仅提高了工作效率,还有效的避免了不合格板坯在生产过程中的使用,大大提高了质量,避免不必要损失的发生。
利用计算机进行整合管理也将成为未来钢铁行业发展的趋势之一。
普通板坯进行装炉连轧时,要按照相应的步骤进行连轧,这样才能保证其质量。
连轧过程中,要针对连轧板坯的数量、重量进行一一的核对,保证没有错漏的情况下就可以直接推入炉内进行辊道连轧,然后经过测试、定位再进行加热。
连铸和热轧作为不同的两种工艺,在直接热装轧制中都起到了至关重要的作用。
为了有效的降低生产成本,提高工作效率可以制定相同的生产计划,将合格的连铸板坯在指定的加热炉内进行加热,这样就减少了板坯反复运送的吊车作业,可以通过卸料直接进行热装板坯至加热炉内,板坯在经过了加热以后通过上料辊道由装钢机进行加热一定温度后,就可以按照轧制的要求拖钢,最后放在加热炉出炉的辊道上。
热轧钢筋的分段阶梯型冷却控制氧化铁皮结构的方法
热轧钢筋的分段阶梯型冷却控制氧化铁皮结构的方法热轧钢筋,这个名字可能对大多数人来说有点陌生,或者只是知道它和建筑有关,反正它不是什么大家伙就对了。
它是一种强度很高的钢材,广泛应用于各种工程项目,尤其是混凝土结构中不可缺少的“骨架”。
说到这里,你可能会想,钢筋也能有“皮肤”吗?对,就是有,这“皮肤”就是钢筋表面那层厚厚的氧化铁皮。
这个“铁皮”可是钢筋在高温状态下冷却时形成的,就像人晒太阳时皮肤会变黑一样,钢筋也是经过了高温的“熏陶”,变得硬生生的,虽然有点粗糙,但它有它的存在意义。
而现在我们要聊的,就是如何通过分段阶梯型冷却控制这种“铁皮”的形成,确保它不厚也不薄,刚刚好。
什么是分段阶梯型冷却呢?简单来说,就是通过不同的冷却速率,在钢筋从热轧出来到完全冷却的过程中,采取不同的温度控制手段,像分步走的节奏一样,一步一步来。
这不只是为了让钢筋的表面有个合适的氧化铁皮,更是为了让它内部的结构更加均匀,强度更好。
如果冷却太快,那表面就容易出现裂纹;如果冷却太慢,又容易导致温度差异大,产生内应力。
就是说,这个冷却的过程啊,就得像烤肉一样,火候要刚刚好,不能急,也不能慢,稳扎稳打才行。
说到这里,可能有些小伙伴会问,为什么不直接把钢筋冷却成“冰块”那样简单粗暴呢?其实啊,这个氧化铁皮的形成对钢筋的强度和耐腐蚀性可是有重要影响的。
如果表面形成的氧化铁皮太厚,钢筋就容易受到外界环境的腐蚀,而如果它太薄,钢筋的耐磨性就差,容易生锈。
所以,得控制得恰到好处,刚刚好,做事得有个度,不然钢筋的品质就会大打折扣,严重的话,还可能导致建筑的安全隐患。
你懂的,谁也不希望自己住的房子变成摇摇欲坠的“危楼”。
好了,回到冷却控制的具体方法。
我们要知道,分段冷却可不是随便搞搞就行的,它有着严格的要求。
一般来说,分段冷却分为高温阶段、中温阶段和低温阶段。
每个阶段的冷却速率不同,分别根据钢筋的温度和时间来调整。
高温阶段的冷却速率比较慢,钢筋表面温度会维持在一个较高的范围内,这样可以避免因为冷却过快导致的裂纹。
热轧带钢氧化铁皮控制技术要点

热轧带钢氧化铁皮控制技术要点摘要:氧化铁皮是钢坯在加工过程中所产生的一种物质,会对钢坯质量产生直接影响,所以必须明确氧化铁皮产生的具体原因,才能够制定科学的控制技术方案,将氧化铁皮产生的质量影响进行控制,是提高热轧带钢加工生产质量的有效方式。
因此,本文详细介绍了热轧带钢氧化铁皮的具体分类、形成机理以及组成,对氧化铁皮产生的影响因素进行全面分析,并阐明了氧化铁皮的控制技术要点,旨在进一步提高炼钢技术水平。
关键词:热轧带钢;氧化铁皮;控制技术;关键要点;发展我国钢铁行业发展受到很大阻碍,在国家政策的要求下,钢铁材料加工能耗不断提升,使得钢铁行业经济效益受到很大影响。
当前钢铁加工需要使用“减酸洗”甚至“免酸洗”的原材料产品,为了满足该需求,我国钢铁厂开始研发热轧免酸洗钢生产技术,其研究重点为发展氧化铁皮控制技术,在热轧过程中,氧化铁皮的压入是热轧带钢表面出现斑点等质量问题的主要原因,所以必须采用科学的控制技术,才能够降低氧化铁皮对钢材的质量影响,从而提高生产经济效益。
1热轧带钢氧化铁皮分类根据热轧带钢氧化铁皮产生的过程可以分为钢坯在加热炉内产生的一次氧化铁皮、进入精轧机组前生成的二次氧化铁皮以及精轧机组和冷却过程中产生的三次氧化铁皮。
在加热炉内产生的一次氧化铁皮厚度一般在1mm足有,随着加热时间的提高以及加热温度的提升,钢坯氧化铁皮的厚度也会不断增加,从而形成一层氧化铁皮覆盖在钢坯表面,通常会在除鳞箱内采用高压水将氧化铁皮去处;二次氧化铁皮通常在进入粗轧机前在除鳞箱和精轧机前采用高压水去除;三次氧化铁皮一般在轧制期间采用铁磷抑制剂、精轧温度控制以及卷取温度等方式对氧化铁皮的厚度进行控制,最后采用喷丸工艺将其去除[1]。
2热轧带钢氧化铁皮产生机理分析通常情况下,纯铁的氧化过程为铁→氧化亚铁(含氧量23.25%)→四氧化三铁(含氧量为27.64%)→氧化铁(含氧量30.04%)。
在对铁氧系热力学的分析中表明,铁在氧化过程中会形成许多独立物质,比如富氏体、铁内氧化物固溶体以及氧化固溶体等[2]。
热轧带钢氧化铁皮控制研究
热轧带钢氧化铁皮控制研究摘要:经过改革开放,我国经济得到了快速发展,尤其是钢铁生产工艺获得了比较快速的发展。
目前工业产业的快速发展,使得工艺制造企业的产品换代速度快速增加。
以前的冷轧钢生产技术在工业生产中应用相当普遍,随着工艺水平的提高,越来越多企业使用热轧钢替代冷轧钢。
但是热轧钢表面易出现氧化铁皮缺陷,因此如何提升热轧钢抗氧化能力已经成为了工艺生产的重点。
关键词:热轧带钢;氧化铁皮;控制技术;发展;氧化铁皮是一种带钢表面质量缺陷,热轧带钢表面氧化铁皮的控制,已成为衡量热轧产品质量的主要指标。
一、热轧带钢表面氧化铁皮的分类热轧带钢表面的氧化铁皮按热轧生产过程可以分成3种形态:(1)钢坯在加热炉内形成的一次氧化铁皮;(2)在进入精轧机组前形成的二次氧化铁皮;(3)在精轧机组和后续冷却过程中形成的三次氧化铁皮。
在加热炉内形成的氧化铁皮厚度一般在0.5-3.0 mm。
随着加热时间的延续和加热温度的升高,铸坯表面的氧化铁皮的厚度也逐渐增加,形成一层皮壳包裹在钢坯表面。
钢坯在加热炉内产生的一次氧化铁皮在轧制前,一般用轧机前的除鳞箱中的高压水将其去除。
二次氧化铁皮一般是由粗轧机前的高压水除鳞箱和精轧机前的高压水除鳞箱去除。
三次氧化铁皮可以通过在轧制过程中精轧机组投入铁鳞抑制水、控制精轧轧制温度和卷取温度等的措施来调整其氧化铁皮的厚度及与带钢基体结合的状态,在使用前再通过喷丸或酸洗等工序去除。
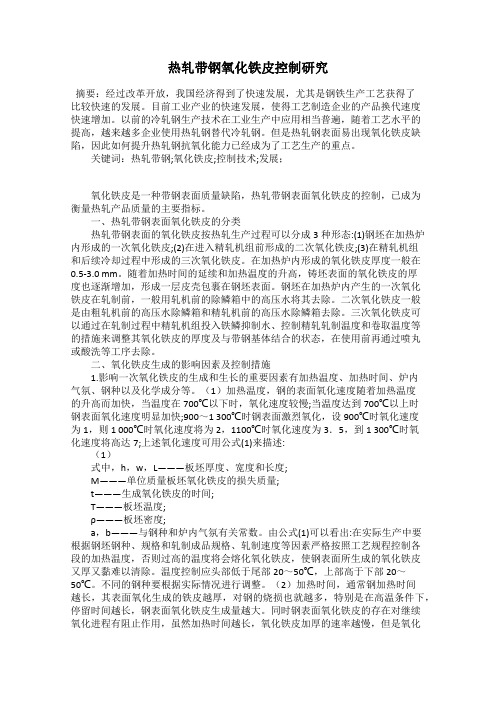
二、氧化铁皮生成的影响因素及控制措施1.影响一次氧化铁皮的生成和生长的重要因素有加热温度、加热时间、炉内气氛、钢种以及化学成分等。
(1)加热温度,钢的表面氧化速度随着加热温度的升高而加快,当温度在700℃以下时,氧化速度较慢;当温度达到700℃以上时钢表面氧化速度明显加快;900~1 300℃时钢表面激烈氧化,设900℃时氧化速度为1,则1 000℃时氧化速度将为2,1100℃时氧化速度为3.5,到1 300℃时氧化速度将高达7;上述氧化速度可用公式(1)来描述:(1)式中,h,w,L———板坯厚度、宽度和长度;M———单位质量板坯氧化铁皮的损失质量;t———生成氧化铁皮的时间;T———板坯温度;ρ———板坯密度;a,b———与钢种和炉内气氛有关常数。
热轧工艺参数对汽车梁用钢表面氧化铁皮结构的影响
热轧工艺参数对汽车梁用钢表面氧化铁皮结构的影响【摘要】以热轧铌微合金化汽车梁用为研究对象,分别进行了氧化动力学和热模拟实验,研究了热轧工艺参数对热轧板表面氧化铁皮结构的影响。
实验表明,汽车大梁钢在 700℃时氧化增重随时间基本呈直线变化,而高于800℃时按抛物线规律变化。
在热模拟实验中,模拟了从精轧到卷取段的氧化铁皮的生成情况。
随着开轧温度的升高,Fe3O4层的比例逐渐增大;随着终轧温度的升高,Fe3O4+FeO共存层的厚度逐渐减小;Fe3O4+FeO共存层的比例随着卷取温度的降低而增大。
【关键词】热轧带钢氧化铁皮氧化动力学热模拟温度1.前言纯铁的氧化铁皮一般分为三层结构, 即表层为氧化铁Fe2O3、中间是四氧化三铁Fe3O4、内层是氧化亚铁FeO , 三层比例在高温状态下接近1∶4∶95[1 , 2 ], 带钢在热轧及冷却过程中表面均会形成一定厚度的氧化铁皮。
因此,在冷轧前热轧带钢要经过酸洗工序将氧化层破碎并彻底去除, 以保证冷轧成品带钢的表面质量。
据文献[3 ,4] ,成分不同的氧化层在酸洗中需要不同的机械破碎力度和不等的酸洗时间。
因为氧化层的生成及成长过程受温度和时间等条件的影响, 所以热轧带钢表面氧化层的厚度及组成决定于热轧后其表面的氧化及冷却条件[5-7]。
由于氧化铁皮的显微结构特征不仅是衡量热轧板表面质量的重要指标, 同时也直接影响用户在使用过程中的相关工序质量于生产成本, 因此对热轧带钢在生产过程中氧化铁皮形成及结构进行深入研究是非常必要的。
本文运用管式电阻炉和热模拟机模拟氧化铁皮的生成情况,并运用SEM对生成的氧化铁皮进行检测,分析热轧工艺参数对热轧铌微合金化汽车梁用钢氧化铁皮结构的影响。
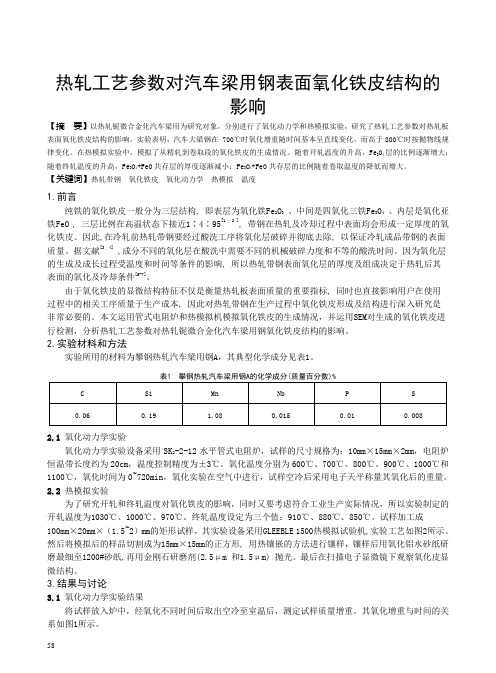
2.实验材料和方法实验所用的材料为攀钢热轧汽车梁用钢A,其典型化学成分见表1。
2.1 氧化动力学实验氧化动力学实验设备采用SK2-2-12水平管式电阻炉,试样的尺寸规格为:10mm×15mm×2mm,电阻炉恒温带长度约为20cm,温度控制精度为±3℃。
热轧钢材高温氧化行为及氧化铁皮控制技术开发与应用
热轧钢材高温氧化行为及氧化铁皮控制技术开发与应用在热轧钢材的世界里,高温氧化就像个不请自来的客人,偏偏还爱在你最不想见的时候造访。
想象一下,刚刚从炉子里出来的钢材,浑身热气腾腾,结果就遭遇了空气中那些顽固的氧分子,哎,真是让人哭笑不得。
高温下,氧气像打了鸡血似的,直冲上来,要和钢材亲密接触。
于是,钢材表面开始出现一层令人头疼的氧化铁皮,这个家伙可不是吃素的,它不仅影响钢材的外观,还会降低它的性能,真是个麻烦!说到氧化铁皮,这东西可不简单,想让它乖乖听话,得费点心思。
咱们得知道它是怎么来的。
氧化铁皮的形成就像煮水,水开了,就得加盖,不然蒸汽四溅;同样,热轧的钢材在高温下暴露于氧气中,如果不加以控制,氧化铁皮就会迅速生成。
钢材越热,氧化越快,结果就是表面变得粗糙,像个经历了风雨的老爷爷,满是皱纹,谁见了都想避开。
可钢材毕竟是钢材,得想办法把它“美容”,让它重新焕发生机。
怎么控制氧化铁皮的形成呢?别急,这里有一些小妙招。
咱们可以在轧制过程中调节气氛,加入一些保护气体,比如氩气,这样一来,氧气的活动空间就被压缩了,氧化铁皮自然就不敢轻举妄动。
此外,咱们还可以在钢材表面涂上一层防护膜,这就像给钢材穿上一件保护衣,外面的氧气就很难侵入了。
哎,这种方法听上去简单,但效果却不一般,像是给钢材装上了保险杠。
不同的钢材对氧化的敏感程度也不一样。
就像人一样,有的人皮肤白皙,稍微一晒就红;而有的人则黑得像个小炭球,阳光照上去反而显得光彩夺目。
因此,咱们在进行高温轧制时,得根据不同材料的特性,制定个性化的氧化控制方案。
这样一来,才能让每一种钢材都能在高温的环境中尽情发挥,减少氧化皮的生成。
哦,对了,咱们还得关注一下钢材后期的处理。
即便在轧制过程中采取了防护措施,也不能掉以轻心。
钢材出炉后,最好能迅速进行冷却处理,像是给它来个“冰桶挑战”,这样一来,氧化反应就会被抑制,氧化铁皮的生成就会大大减少。
用这种方法,钢材就能保持更好的性能,不容易变质。
热轧带钢表面氧化铁皮控制

热轧带钢表面氧化铁皮控制热轧带钢是工业生产中不可或缺的一种材料。
然而,热轧带钢表面氧化铁皮控制是一个重要的问题,因为氧化铁皮可能会影响钢板的使用寿命和表面质量。
本文将介绍一些控制热轧带钢表面氧化铁皮的方法。
1.预热控制热轧带钢在生产过程中需要进行预热。
预热控制是非常重要的一个环节,因为过高或过低的预热温度都可能导致氧化铁皮形成。
预热温度应该在830-860℃之间,这样可以使钢板表面的氧化铁皮形成得更加均匀。
同时,在预热过程中还需要注意空气流通,以排出炉内的氧气,减少氧化铁皮的生成。
2.辊缝控制辊缝是热轧带钢生产中的另一个重要因素,因为钢板在轧制过程中会受到辊缝的冲击。
如果辊缝不均匀,就会导致氧化铁皮的形成。
为了解决这个问题,可以通过改变辊缝的形状和位置来减少辊缝对钢板的冲击。
3.适度降温适度降温可以有效降低氧化铁皮的形成。
在热轧带钢生产过程中,适度降温对钢板表面有很大的影响。
降温速度应该适中,太快会使钢板表面冷却过快,形成氧化铁皮;太慢则会导致氧化铁皮的生成。
要选择适当的降温方式,保持钢板的温度均匀性,以减少表面氧化铁皮的形成。
4.钝化处理钝化是一种化学处理方法,可以减少钢板表面的氧化铁皮形成。
该方法包括浸泡、喷淋或刷涂酸性或碱性溶液。
这些液体中的化学成分可以与钢板表面的氧化铁皮发生化学反应,从而形成一层保护膜,防止氧化铁皮进一步生成和腐蚀。
总之,控制热轧带钢表面氧化铁皮是一个非常重要的问题。
预热控制、辊缝控制、适度降温和钝化处理都可以有效地减少表面氧化铁皮的形成。
这些方法可以帮助保持钢板的表面质量,并延长其使用寿命,从而提高工业生产的效率和质量。
浅谈热轧带钢表面氧化铁皮的成因及控制

浅谈热轧带钢表面氧化铁皮的成因及控制摘要:近期热轧压氧问题出现较为频繁,导致产品降级改判情况较为严重,本论文针对出现的几种压氧产生的原因进行初步原因分析,并简单制定几种措施。
关键词:氧化铁皮,加热炉,除鳞氧化铁皮压入是影响热轧带钢表面质量的重要因素,特别是一次、二次氧化铁皮的压入,严重影响产品的表面质量,引起产品降级和质量异议,尤其对热轧酸洗板等表面质量要求比较高的产品。
针对酸洗反馈压氧、麻点、W压氧较多,影响产品质量,提出了一些措施,减少这些缺陷的产生。
1.氧化铁皮的分类及产生原因1.1.氧化铁皮形成的原因板坯在加热炉中加热时,空气中的氧气与加热状态的板坯中铁发生反应 ,在这个过程中,就会形成较厚的氧化铁皮表层,氧化铁皮由板坯内部向外依次分为FeO、Fe2O3、Fe3O4,并且越像表面氧化铁皮形成的膜就会越致密。
1.1.一次氧化铁皮(一次鳞)板坯在经过轧机轧制之前,需要在1100~1300℃的加热炉中经过预热、加热和均热阶段。
同时在马钢生产的主要汽车板和家电板的主要加热温度在1200℃以上,而在此温度下,板坯表面就容易与接触到的炉气中的氧原子发生氧化反应,从而生成一层1~3mm厚的氧化铁皮,这层氧化铁皮就称作一次氧化铁皮(一次鳞)。
一次氧化铁皮内部存在较大的空穴和缝隙,当板坯从加热炉出来之后,进入一次除鳞箱,除鳞箱中高压水在一排除鳞喷嘴的作用下,形成一条具有巨大冲击力的扇形水束,喷射到板坯表面,将板坯表面的氧化铁皮切开,形成裂缝,同时高压水透过裂缝遇到高温板坯内部急速汽化蒸发,形成类似爆破的效果,将氧化铁皮和母材剥离,同时高速流动的除鳞水与板坯呈现一定的倾斜角度将与板坯剥离的氧化铁皮冲刷离开板坯表面。
避免表面留存的氧化铁皮在轧制的时候压入到板坯中无法去除。
1.1.二次氧化铁皮(二次鳞)板坯经过出炉后的高压水一次除鳞后,一次氧化铁皮被除去,进入粗轧机进行8道次的往返粗轧,此时板坯温度一般在1100℃左右,此时在短时间的粗轧过程中板坯表面与水和空气接触,板坯表面会再次产生一层氧化铁皮,此层氧化铁皮称为二次氧化磁轭皮(二次鳞)。
浅析氧化铁皮在热轧板带钢生产过程中的危害及控制方法

浅析氧化铁皮在热轧板带钢生产过程中的危害及控制方法[摘要]氧化铁皮是轧钢生产中最常见的一种加热缺陷,正确分析其形成原因及其危害,采用合理的改进措施对轧材生产有一定的指导意义。
【关键字】氧化铁皮;加热温度控制;除鳞方法前言氧化铁皮在热轧产品表面最为常见,不及时去除被压入产品的表面势必造成产品质量缺陷,也会对经济效益有一定的影响。
因此正确分析其形成的原因,提出合理预防措施,能够为生产提供有利依据。
1、氧化铁皮的种类1.1氧化铁皮缺陷的分类氧化铁皮一般可分为两类:一次氧化铁皮和二次氧化铁皮。
一次氧化铁皮是钢在加热过程中,钢坯的表面与高温炉气发生氧化生成的氧化铁皮。
二次氧化铁皮是钢在轧制生产中一次氧化铁皮脱落,热的钢接触空气、水,在钢的表面生成的氧化铁皮。
1.2板带钢的表面压入氧化铁皮后的状态钢坯出炉后以及在轧制过程中钢坯表面的氧化铁皮不能及时从钢坯表面脱落粘在钢坯上,氧化铁皮冷却速度较快且冷却后的硬度比热坯硬度大,在轧制生产中,就会压入钢坯表面,由于氧化铁皮的压入在板带钢表面就会形成压入缺陷,呈现的状态是板带钢的表面形成麻点,其表面呈灰色,用小锤敲打掉氧化铁皮后,会在钢板上留有小的亮坑,二次氧化铁皮颗粒细小,轧制生产中是以颗粒状压入,呈现的状态是舟状,散沙状。
从而影响了表面质量。
1.3板带钢生产常见的压入氧化铁皮缺陷1.3.1直接压入板坯表面,形成结疤、麻面或麻点。
1.3.2在工作辊或卷取机、夹送辊上粘有氧化铁皮,在板带上形成凹坑。
1.3.3在轧制薄规格板带钢时,由于氧化铁皮的压入,影响板带钢的延伸,形成轧漏和孔洞。
2、产生氧化铁皮的原因2.1产生一次氧化铁皮的原因加热方面的原因⑴加热温度氧化铁皮的生成过程是一种扩散过程,温度越高,扩散就越快。
常温下氧化铁皮产生的速度比较缓慢,600℃以上时氧化铁皮生成的速度开始有显著变化,当温度达到900℃以上,氧化铁皮生成的速度急剧增加。
⑵加热时间在加热过程中,加热时间越长,生成的氧化铁皮的量就越多。
热轧带钢氧化铁皮控制技术的研究
热轧带钢氧化铁皮控制技术的研究热轧带钢是一种重要的金属材料,在工业生产中广泛应用。
然而,热轧带钢在加工过程中易受氧化而形成铁皮,对其质量产生不利影响。
因此,研究热轧带钢氧化铁皮控制技术对于提高产品质量和生产效率具有重要意义。
本文将针对热轧带钢氧化铁皮控制技术进行研究。
首先,需要了解热轧带钢氧化铁皮的形成机理。
热轧带钢氧化铁皮主要是由于带钢表面暴露在高温下,与空气中的氧发生反应而产生的。
在热轧过程中,带钢表面温度升高,使得表面铁原子与氧原子发生氧化反应,形成铁氧化物。
铁氧化物在高温下容易形成氧化铁皮,并且会对带钢的质量造成影响。
其次,研究热轧带钢氧化铁皮控制技术的具体方法。
针对热轧带钢氧化铁皮控制技术,可以从以下几个方面进行研究:1.温度控制:通过控制热轧过程中的温度,可以降低带钢表面的温度,减少氧化反应的发生。
在实际生产中,可以采用冷却装置对热轧带钢进行冷却,降低温度,从而减少氧化铁皮的生成。
2.气氛控制:在热轧过程中,通过改变带钢表面的气氛,可以控制氧化反应的发生。
采用还原性气氛可以减少氧化铁皮的生成,提高产品的质量。
在实际生产中,可以通过向炉膛内加入还原剂,如氢气、甲烷等,改变带钢表面的气氛。
3.表面处理:在热轧带钢表面进行预处理,可以减少氧化反应的发生。
可以采用酸洗、机械刮除等方法对带钢表面进行处理,去除氧化铁皮,使得带钢表面更加光滑,减少氧化反应的发生。
最后,需要进行实验验证和技术应用。
将开展实验来验证研究得到的热轧带钢氧化铁皮控制技术的有效性。
可以通过在实际热轧生产线上进行试验,对比采用不同气氛、温度和表面处理措施的带钢氧化铁皮厚度和质量,以及产品的成品率和生产效率。
通过实验结果的分析,可以评估研究得到的氧化铁皮控制技术的效果,并进行技术应用。
总结起来,研究热轧带钢氧化铁皮控制技术对于提高产品质量和生产效率具有重要意义。
通过对温度、气氛和表面处理等方面进行控制,可以有效降低氧化铁皮的生成,提高产品的质量。
热轧过程中氧化铁皮的生成与控制

热轧过程中氧化铁皮的生成与控制摘要:热轧带钢厂生产计划编排中,大都仅考虑轧钢制周期的变化,而很少考虑钢坯在加热过程中的氧化烧损及加热炉的节能降耗,前者对轧机状况而言,增加了产量,后者是对加热炉而言,减少了能源的消耗,资源的浪费,是有利于子孙万代的事,又适应了当今社会和谐这个大潮流。
在轧制过程中氧化铁皮的产生严重的影响了带钢的质量,这对企业和用户都是不利的因素。
为了提高我国钢铁企业的国际竞争力,国家投入了大量的人力和物力。
一大批的科研单位和个人为此作出了巨大的贡献,今天我有幸对这个问题做了一些研究,仅供参考。
关键词:氧化铁皮;氧化性气氛;缺陷;表面质量;还原性气氛;加热制度一、前言钢在常温中的生锈就是氧化的结果,在现实生活中随处可见,常温环境中,氧化速度非常慢,当温度达到200℃~300℃时就会在钢的表面生成薄薄的一层氧化铁皮.温度继续升高氧化的速度也随之加快,当温度达到1000℃以上时,氧化开始剧烈进行,当温度达到1300℃以后时,氧化铁皮就开始熔化,这时的氧化速度更为剧烈.如果900℃时烧损量作为1,则1000℃时为2,1100时就为3.5,到1300℃时则为7。
鞍钢1780生产线大都采用冷热坯混装(冷料50%,温料40%,热料10%)且钢坯材质变换频繁,板坯宽度跳跃大,从而导致钢坯在加热过程中氧化烧损增加,均热段氧化铁皮脱落严重,需要频繁的停炉清渣,浪费时间影响了加热炉的正常生产,减少了产量。
轧制中的氧化铁皮严重的影响了质量,需要进行控制。
氧化是不可避免的,但可以控制它的生成量,来减少氧化烧损的损失。
二、热轧生产中钢的氧化过程(一)加热中的氧化初生氧化铁皮与板坯本体的界面结合力主要与板坯在炉时间、空燃比和出炉温度有关。
如板坯在炉时间长、空燃比高、出炉温度高,则氧化铁皮较厚,与板坯本体的界面结合力较强,不宜彻底清除。
且出炉温度高,相应板坯在粗轧机组和中间辊道时的温度高,容易形成较厚的、界面结合力较强的二次氧化铁皮,在精轧机组前除鳞时,亦不易彻底被清除。
热轧卷氧化铁皮形成原因分析及控制措施
要是由于切水板表面堆积了氧化铁皮粉尘,轧制过 程中带有较多氧化铁皮粉尘的泥水飞溅到带钢表面 所导致� 表面无规则形状一摊摊形粘铁,一般在定修或 换辊开轧过程中易发生,是 F6 上游机架内产生氧 化铁皮粉及脏物在轧制过程中粘到带钢表面所致�
4
4.1
照片7 良好的辊面
主要控制措施
除鳞系 主要控制措施: (1) 每次定修时, 检查水嘴 集管, 遇有损伤即更换; (2 ) 高压除鳞水嘴按周期更换; (3 ) 6 0 分钟停机点检时检查除鳞箱内水嘴状态,
(4 ) 粗轧温度控制过高, 不利于氧化铁皮控制; (5) 带钢下表面温度高于上表面不利于下表面 氧化铁皮控制; (6 ) 带钢经过精轧前机架发生剧烈氧化; 总体而言,带钢温度系的原因都可以归结于前 机架入口温度过高, 导致氧化铁皮产生� 一般而言, 主要是指 F1 � F2 机架入口温度过高,此时温度处 于易氧化阶段� 3.4 轧辊系 一般良好的辊面 (照片 7 ) 即使在较高轧制温度 下亦不易产生氧化铁皮� 所以区分辊面状况及其可 能带来的影响非常重要�
新疆钢铁
总 1 0 9期
种轧制完后, 又安排轧制表面质量要求高的钢种, 如 酸洗板等; (3 ) 轧辊冷却水使用效果差, 对轧辊辊面氧化膜 的建立及保持造成影响; (4 ) 前机架负荷分配过大, 单位轧制力过大, 导 致辊面剥落; (5) 夏季环境温度过高, 水温及水压不能满足轧 辊冷却要求, 导致辊温过高� 3.5 粘铁 圆形或椭圆形粘铁一般为 F6 出口后产生, 主
4 3
2 0 0 9 年第 1 期
新疆钢铁
带钢 � 主要包括:
总 1 0 9期
(3 ) 在稳定性前提下, 尽可能多的使用 F1 2 � F23 机架间带钢冷却水; (4 ) F4 5, F56 间机架水使用可以提高轧制速度, 但由于降低此机架间氧化速度的同时,提高了前机 架入口温度, 应选择性使用� 总体而言,控制带钢温度系的都可以归结于控 制前机架入口温度, 主要是指 F1 � F4机架�采用机 架水, 通常情况下降低了此机架间的氧化程度 � 但由 于穿带速度的影响, 同时提高了前机架的入口温度, 故机架水的使用到 F5 6 间时, 已不能对氧化铁皮控 制形成积极作用 � 4 .4 轧辊系 主要控制措施: (1) 进行因材备辊, 目前辊面分析为 1 类 � 2 类, 3 类辊面; (2) 定期检查轧辊冷却水过滤网; (3 ) 日常检查轧辊下机温度, 确保轧辊在机时处 于较低工作温度以下 �一般要求低于 7 0 � ; (4 ) 适当优化轧制力负荷, 增加负荷分配到 F5 � F6 机 架 上 � 如 果精 度 及板 形 较好 , 可以 增 加 负 荷分配 到 F6 上 � 此 外, 可 以将 负荷 转移到 粗轧 , 要求 粗轧 控制 粗轧 出口 厚度 � 这样 同 时增 加 了 温降, 降低 了精 轧入 口温 度, 但可 能对 薄板 带来 稳定性 影响 � (5) 轧制计划编排时, 要做到尽量去保护轧辊表
钢材热轧过程氧化行为控制技术开发及应用

钢材热轧过程氧化行为控制技术开发及应用钢材热轧过程中的氧化行为是制约热轧质量的关键问题之一。
热轧过程中钢材表面会产生一层氧化皮,不仅影响产品表面质量,还会降低钢材的机械性能和耐腐蚀性能。
因此,控制热轧过程中的氧化行为是热轧钢材生产中必须解决的技术问题。
本文将重点介绍钢材热轧过程氧化行为控制技术开发及应用的情况。
钢材在高温下与空气中的氧气、水蒸汽等反应生成氧化物。
在热轧过程中,钢材表面氧化反应速度与钢材表面温度、气氛成分、气氛流速等因素密切相关。
一般来说,氧化反应速度会随着温度的升高而加快,而在还原气氛中,氧化反应速度则会减缓。
钢材热轧过程中,氧化皮对钢材表面的影响包括两个方面:一方面是氧化皮的厚度,另一方面是氧化皮的质量。
氧化皮的厚度会直接影响产品表面质量和工艺效率。
而氧化皮的质量则会影响钢材的力学性能和耐腐蚀性能。
由于钢材热轧过程中的氧化行为非常复杂,因此控制氧化皮的厚度和质量是非常困难的任务。
为了控制钢材热轧过程中的氧化行为,需要采取一系列对策。
主要的控制技术包括以下几个方面:1.气氛控制技术气氛控制技术是控制钢材热轧过程中氧化行为的主要手段之一。
通过调节气氛的成分和流速等参数来控制钢材表面的氧化行为。
一般来说,还原性气氛和惰性气氛都能有效地降低钢材表面的氧化速度。
常用的气氛包括氢气、氩气、氮气等。
氢气具有还原性,可使表面氧化皮还原为金属铁,其还原反应的优势会随氢气流量的增大而提高。
但氢气的缺点是具有爆炸、液化和易泄漏等安全问题。
因此在实际生产中往往采用氧气含量较低的还原性气氛代替氢气。
惰性气氛是指不参与钢材的化学反应,而只起保护作用的气氛。
惰性气氛包括氩气、氮气等。
这些气氛不但具有良好的保护性能,而且安全可靠,因此在实际生产中得到广泛应用。
2.表面活性剂技术表面活性剂是一类能够吸附在液体或气体界面上并能使界面能量降低的物质。
在热轧过程中添加表面活性剂可以有效地减缓钢材表面的氧化速度,降低氧化皮的厚度和质量。
热轧钢板氧化铁皮压入缺陷的预防与控制
热轧钢板氧化铁皮压入缺陷的预防与控制李朋伟(本钢板材股份有限公司热连轧厂㊀辽宁㊀本溪㊀117000)摘㊀要:社会生产力水平不断提升,对于钢材需求度逐步提升,而影响热轧钢板质量的一个主要因素,则是氧化铁皮.在具体生产过程中,由于生产过程工艺复杂,环节众多,容易受到多种因素影响,如果操作不当容易在钢板生产中出现氧化铁皮压入缺陷,影响到成品质量,造成不同程度的资源损耗.故此,应该加深热轧钢板氧化铁皮压入缺陷综合分析,制定合理的预防和控制措施,以求提升钢板生产质量,推动社会生产力持续提升.关键词:氧化铁皮;热轧钢板;预防控制;生产质量ʌ中图分类号ɔT G 335㊀㊀㊀㊀㊀ʌ文献标识码ɔA㊀㊀㊀㊀㊀ʌ文章编号ɔ1674-3733(2020)03-0156-01㊀㊀热轧钢板生产中,由于氧化铁皮压入导致的缺陷,是常见的钢板表面缺陷之一,对产品质量影响较大.对于氧化铁皮压入轻微的问题,基于人工修磨即可处理,但是生产期间可能存在大面积的氧化铁皮压入,出现深浅不一的沟痕,不仅会极大的影响到成品质量,还会增加资源损耗和生产成本,降低企业经营效益.故此,应该加强热轧钢板生产过程质量控制,综合分析产生氧化铁皮压入缺陷的原因,做好预防和控制,为成品质量提供坚实保障.1㊀热轧钢板的氧化铁皮压入缺陷的原因分析1.1㊀一次氧化铁皮压入缺陷一次氧化铁皮压入缺陷的产生,表现在多个方面:①除鳞设备.除鳞设备产生问题,主要是由于高压水嘴堵塞,高压水未能集中喷射在钢坯表面,加之除鳞喷嘴角度安装不合理和喷射距离不符合要求,进而导致轧件上的氧化铁皮未能充分清理干净[1].②加热方面.在加热期间,由于加热温度高,炉内供风量大和加热时间过长,可能影响到后期出钢轧制期间有氧化铁皮粘附在钢板上,清理难度较大,容易出现一次氧化铁皮压入缺陷.③生产指挥不当.如果在热轧钢板生产期间,由于设备故障停机,生产指挥人员自身疏忽未能及时告知加热工停机时间,设备故障排除后未能提前通知加热升温.另外,如果除鳞设备自身的性能较差,而生产活动却仍然继续生产.④轧制计划不合理.轧制计划安排不合理,会对后续生产活动顺利展开带来极大的影响,如容易出氧化铁皮的钢坯排产在轧制速度慢的钢坯后生产,这就导致钢坯在炉内加热时间过长,增加炉内氧化铁皮含量[2].1.2㊀二次氧化铁皮压入缺陷此类缺陷的产生,多表现在钢板轧制期间,由于钢板表面温度较高,同空气接触出现氧化反应,但是后期轧制时未能充分清理干净氧化层,轧辊压入钢板基体中,影响到热轧钢板成品质量[3].2㊀氧化铁皮压入缺陷的有效预防措施2.1㊀一次氧化铁皮压入缺陷预防针对不同情况,针对性选择预防措施:①除鳞设备预防控制.根据生产要求调整除鳞设备喷嘴高度和角度,喷嘴和喷水管轴线的夹角大概为15ʎ,喷射散射角为30ʎ,喷嘴安装高度保持在150mm 到200mm 之间,每次设备检修时及时调整不合格的参数.检查喷嘴,是否存在堵塞㊁磨损和脱落问题,根据轧制产量可以定期更换磨损的喷嘴[4].需要注意的是,每次检修喷嘴前,要求除鳞水切换为常压水,然后检查喷嘴情况.与此同时,定期检查过滤器,并对除鳞水质进行全面监管和控制,如果出现异常及时改进,并将其中的杂质充分清理干净.检查管道压力中是否由于喷嘴座泄漏而降低,检查除鳞阀关闭时管路的运行状态,收集和分析压力反馈,对比标准值判断管道有无泄漏缺陷.②加热缺陷的预防控制.在热轧钢板生产中,根据生产标准要求来减少钢坯在加热段停留时间,头部温度较之尾部的温度低20ħ-50ħ左右,加热时间长可能导致氧化铁皮清理难度大,反之则会增加F e O 含量[5].基于此,应根据中下限控制板坯头的温度,选择快速加热方式,这样可以大大减少在炉内加热时间.如果轧机故障停机,应适当的降低各段供风量,相较于加热段均热段的供风量下降幅度更大,烟温在800ħ以内,风温500ħ以下,根据具体的停机时间来确定炉温降低幅度,最佳控制在800ħ左右.③生产管理问题的预防控制.如果轧机故障停机,应及时通知加热工具体停机时间,为后续的加热炉保温操作提供支持.故障排除前及时通知生产人员,至少半小时告知加热工操作升温.降温开轧前,经加热工同意后进行.如果除鳞设备发生故障,优先处理故障后,然后恢复生产,根据氧化铁皮反馈信息动态调整各项参数,并检查除鳞设备的运行情况.④轧制计划预防控制.对于此类问题的预防,综合分析不同钢种特性,容易产生氧化铁皮的钢种与加热温度低的钢种安排在一起生产,缩短钢坯在炉内的加热时间,降低加热温度,可以有效减少氧化铁皮产生量.2.2㊀二次氧化铁皮压入缺陷预防控制二次氧化铁皮的压入缺陷预防控制,需要综合考量缺陷产生原因,减少钢板在轧机内的停留时间,加强开轧温度控制和除鳞控制,可以有效减少二次氧化铁皮压入缺陷的产生.如果开轧温度较高,除鳞后的高温板坯会出现二次氧化铁皮,高温下转变为熔融状,清理难度较大.为了保证除鳞效果,要求中间坯头尾温度不超过1030ħ,高速轧制钢板,以此来控制氧化铁皮的产生速度.另外,高压水要规范使用,是清理氧化铁皮的重点所在,尽可能预防缺陷出现.结论:综上所述,热轧钢板生产中,氧化铁皮压入缺陷较为常见,对最终成品质量影响较大.所以,要综合考量一次氧化铁皮压入缺陷和二次氧化铁皮压入缺陷产生原因,制定合理的预防控制措施,优化生产流程,一旦发现问题及时改进,保证最终的成品质量符合要求.参考文献[1]㊀任培东,武小强,王长波,惠恺,李聚宝.固溶处理对2205双相不锈钢氧化铁皮结构的影响[J ].钢铁研究学报,2018,30(12):1006-1012.[2]㊀徐科,王磊,王璟瑜.基于T e t r o l e t 变换的热轧钢板表面缺陷识别方法[J ].机械工程学报,2016,52(04):13-19.[3]㊀杨勇,边江.热轧钢板氧化铁皮压入缺陷的预防与控制[J ].宽厚板,2015,21(06):20-22.[4]㊀陈连生,齐祥羽,宋进英,田亚强,张源.50M n 热轧钢板宽向不同位置氧化铁皮结构及对酸洗行为的影响[J ].热加工工艺,2015,44(21):162-164+167.[5]㊀孙彬,刘振宇,王国栋.热轧钢板典型压入式氧化铁皮的分类及其形成机理[J ].东北大学学报(自然科学版),2016,31(10):1417-1420.651 电力与技术写真地理2020年1月㊀第3期。
热轧板带钢氧化铁皮产生原因及控制分析

热轧板带钢氧化铁皮产生原因及控制分析摘要:随着我国综合国力的持续提升,各行业都得到了更好的发展,其中,汽车工业与家电行业都得到了很好的发展。
同时,对钢板表面质量也提出了更高的要求,IF钢冷压板是比较常见的一种,由于缺陷需要经过多道工序,因此最终表现形式也比较复杂,各个生产厂家,炼钢厂与轧钢厂之间,由于不清楚问题的主要原因,而出现了责任互相推卸的问题,有的企业还采取了盲目的方式,浪费了较多的人力物力与财力。
为此,本文着重分析了热轧板带钢表面氧化铁皮的成因,并在此基础上给出了相应的处理对策。
关键词:汽车工业;表面质量;热轧板;处理对策引言:经仔细分析和了解,带钢表面氧化铁皮的压入对质量会造成很大的影响,也是经常出现的问题,会造成带钢加工性能不断下降,甚至会加大材料失效问题发生的可能性与几率,因此,工作人员要对氧化铁皮缺陷产生的主要原因展开深入的分析,然后通过科学的方式,将问题得到有效的解决,从而提高产品的整体质量,节省更多的费用,为企业带来更多的经济效益。
在此基础上,本文主要对热轧板带钢氧化铁皮产生原因以及控制策略进行深入探讨。
1.炉生氧化铁皮与控制被投入到加热炉中产生的氧化铁皮被称为炉生氧化铁皮,也可以被称为一次氧化铁皮。
在大量的实验中,我们发现,氧化主要是由两种元素扩散产生的,因为它的内部含有更多的铁离子,氧很少,因此会形成更低的氧化物,而更多的是更高的氧化物。
1.1炉生氧化体的影响因素分析分析后发现,产生氧化铁的原因有四个。
钢的氧化并不是一成不变的,它会随时间的流逝,温度的上升而加速,表面的温度越高,氧化的程度就越重,实际的氧化铁的厚度就越厚。
第二,在炉中形成。
在这种高温环境下,钢铁在炉子里呆的时间越久,生成的氧化铁就越多。
第三种,则是炉中的气体影响。
根据炉膛气氛对铸坯氧化度的影响,按从重到轻的顺序排列。
炉膛中的氧化性气体有:氧,二氧化碳,水,二氧化硫等。
还原气包括一氧化碳,氢气等。
通过有效地控制空气和燃料的比例,保证了容器处于微弱的还原状态,从而有效地控制了氧化反应。
浅析热轧带钢氧化铁皮的控制措施

浅析热轧带钢氧化铁皮的控制措施刘岩松摘要:氧化铁皮是影响热轧带钢表面质量的重要因素之一,国内各研究机构和钢厂都进行分析研究,本文结合本钢1700mm热轧生产线状况,分析产生的原因并实施有效的调控措施,减少氧化铁皮产生的数量,提高产品表面质量。
关键词:氧化铁皮;表面质量;负荷分配;加热工艺0.引言长久以来,热轧带钢的氧化铁皮缺陷一直是热轧产品最主要也是最难以控制的表面质量缺陷。
国内各条热轧生产的工程技术人员、产品研发人员结合自身产线的特点一直并长期进行着研究。
其中,本钢1700线由于设备超期服役,部分设备设计老旧、能力弱等原因,带钢表面氧化铁皮缺陷更为突出。
氧化铁皮缺陷会导致热轧商品带钢表面喷漆后出现色差,冷轧或车轮钢等酸洗后会留下麻点、麻坑或色差,对产品的表面质量影响较大,严重影响本钢热轧产品的产品形象[1]。
每个月带钢表面氧化铁皮缺陷造成的质量返修品和降级品,以及由于非计划换辊和在线工艺调整的停机时间,对生产连续性和运行成本造成较大影响。
并且,1700mm生产线钢卷头部下表面50m内铁皮是困扰一热分厂产品质量的顽疾。
为此,对本钢1700mm热轧生产线氧化铁皮产生的原因进行了研究分析,锁定主要原因,实施有效措施,提高产品质量,降低生产成本。
1.氧化铁皮产生的原因及控制措施1.1 温度系氧化铁皮原因及措施1.1.1 产生原因板坯在加热炉内加热过程中,炉内氧化气氛的影响特别是在均热段炉门处吸入空气后增加炉内含氧量,造成板坯表面形成生成约2mm厚的氧化铁皮,称为一次氧化铁皮或一次鳞,正常情况下此类氧化铁皮可以通过粗轧前高压水除鳞装置正产清除掉。
但加热温度过高或均热段“急火”烧钢导致的一次氧化铁皮缺陷,在高压除鳞中难以除掉,而冷却后的氧化铁皮的硬度大于热坯硬度[2],导致氧化铁皮压入。
加热温度过高会造成铁皮压入缺陷,同样板坯出炉温度过低,在轧制的过程中会由于轧机负荷过大或轧机震荡,造成轧辊氧化膜脱落附着在钢板表面形成氧化铁皮缺陷(辊生氧化铁皮)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(3)
在冷却过程中 Fe3O4 在 FeO 中的形核率比 α-Fe 在 FeO 中的形核率要大得多。
1.2 共 析 反 应 行 为
根 据 图 1 可 知 ,在 冷 却 的 过 程 中 ,当 温 度 下 降 到
570℃时,达到 FeO、Fe3O4 和 α-Fe三 相 平 衡。 随 着 温度的继续下 降 达 到 一 定 的 过 冷 度 时,具 有 共 析 成
(东北大学轧制与连轧自动化国家重点实验室,辽宁 沈阳 110006)
摘 要:介绍了汽车大梁钢(510L)在热连轧过程 中 表 面 氧 化 铁 皮 的 结 构、组 成 和 演 变 规 律。 通 过 热 力 学 分 析 和 FeO 层中氧的贫化与富集分析了 FeO 的先共析和共析反 应 行 为,指 出 FeO 等 温 转 变 分 为 两 个 阶 段,即 第 一 阶 段 为析出先共析 Fe3O4,后续阶段发生共析反应(FeO→Fe+Fe3O4)。通 过 控 制 卷 取 温 度 ,可 以 控 制 FeO 的 共 析 反 应,从而达到控制氧化铁皮结构的目的。现场试 轧 结 果 表 明,氧 化 铁 皮 以 Fe3O4 为 主,其 含 量 超 过 80% (质 量 分 数 ,下 同 ),氧 化 铁 皮 厚 8~11μm,冷 弯 试 验 表 明 ,氧 化 铁 皮 与 钢 板 结 合 牢 固 ,氧 化 铁 皮 粘 附 性 好 。 关键词:氧化铁皮;FeO 层;先共析 Fe3O4;共析转变;卷取温度 文 献 标 志 码 :A 文 章 编 号 :1001-0963(2011)10-0024-05
曼常数;T 为温度;γ 为界面能。
从式(2)中可以看出,随着 (ΔGγv3+ε)2的 下 降,形
核率会大大提高。图2表示了在425℃时 FeO 的化
学成分为 X0 时,Fe3O4 和铁从母体中析出时的最小
体 积 自 由 能。 其 中,Fe3O4 的 体 积 自 由 能 要 比 铁 的
体积自由能大,且 Fe3O4 在冷 却 的 过 程 中 与 FeO 会 形成共格 界 面[10],导 致 FeO 和 Fe3O4 间 的 界 面 能 较
第10期 曹光明等:热轧汽车大梁钢氧化铁皮结构的控制
· 25 ·
1 FeO 共析反应
1.1 先共析 Fe3O4 的形成 根据 Fe-O 相图(图1)可知,FeO 在较高温 度 下 (850~1 000℃)的含氧 量 要 比 在 较 低 温 度 下 (350~ 550℃ )大 得 多 ,因 此 在 570℃ 以 上 时 ,使 含 氧 量 达 到 过饱和 是 不 容 易 的。 但 在 冷 却 至 较 低 温 度 下 等 温
基 金 项 目 :中 央 高 校 基 本 科 研 业 务 青 年 教 师 科 研 启 动 基 金 资 助 项 目 (N100307006) 作 者 简 介 :曹 光 明 (1982— ),男 ,博 士 ,讲 师 ; E-mail:caogm@ral.neu.edu.cn; 收 稿 日 期 :2011-01-06
带 钢 表 面 氧 化 铁 皮 的 结 构 ,降 低 氧 化 铁 皮 厚 度 ,取 消 后续酸洗工序,实 现 免 酸 洗 冲 压。 目 前 日 本 等 国 已 开 发 出 可 带 氧 化 铁 皮 进 行 深 加 工 的 “黑 皮 钢 ”。 这 种 钢表面氧化 铁 皮 主 要 由 Fe3O4 组 成,具 有 较 高 的 塑 性 、较 薄 的 厚 度 及 与 基 体 紧 密 的 结 合 力 ,在 深 加 工 过 程中氧化铁皮 可 随 基 体 发 生 变 形,因 此 不 需 要 通 过 酸洗去除氧化铁皮 。 [6-7] 在570℃以下时,FeO 发生共析反应生成α-Fe+ Fe3O4 的 混 合 产 物,本 文 通 过 热 力 学 分 析 和 FeO 层 中氧的贫化与富集,分 析 了 FeO 的 先 共 析 和 共 析 反 应 行 为 ,在 此 基 础 上 通 过 制 定 合 理 的 卷 取 温 度 ,控 制 FeO 的共析反应,获得理想的氧化铁皮结构。
时,FeO 层中的含氧量会逐渐达到过饱和状态,导致
在靠近 Fe3O4 层的 FeO 层 中 析 出 先 共 析 Fe3O4,其 反应如下:
Fe1-xO→1x--4yyFe3O4 +11--44yxFe1-yO
(1)
图 2 ΔGv(Fe3O4)和 ΔGv(Fe)的 对 比 值 Fig.2 Graphical determination ofΔGv(Fe3O4)andΔGv(Fe)
低。从图2中 可 以 看 出,Fe3O4 的 ΔGv 要 比 α-Fe的 ΔGv 大,且 Fe3O4 在冷却的 过 程 中 与 FeO 会 形 成 共 格界面[10],导致 FeO 和 Fe3O4 间的界面能较低。因
此在共析反应温度以下有:
(ΔGγv3+ε)2|Fe3O4 (ΔGγv3+ε)2|Fe
图1 Fe-O 相图 Fig.1 Fe-O phase diagram
关 于 先 共 析 Fe3O4 的 形 成 机 理,Gleeson 认 为
任何一相改变的热力学驱 动 力 都 与 自 由 能 ΔG 的 变
化有很大的关系 。 [8] 当 ΔG 为 负 值 时 反 应 才 可 能 发
生。但是 ΔG 并 不 能 表 示 出 每 个 相 形 核 率 的 大 小。
Oxide Scales Control of Hot-Rolled Automotive Frame Steel
CAO Guang-ming, SUN Bin, LI Cheng-gang, LIU Zhen-yu
(The State Key Laboratory of Rolling and Automation,Northeastern University,Shenyang 110006,Liaoning,China)
降,在先共析 Fe3O4 周围形成一个相对贫氧区,在 较
远 处 形 成 一 个 相 对 富 氧 区。 当 FeO 层 达 到 了 共 析
平 衡 成 分 ,这 时 在 贫 氧 区 形 成 单 质 铁 晶 核 ,同 时 在 富
氧区出现了 Fe3O4 的 形 核,二 者 共 同 形 成 了 一 个 共 析反应产物的晶核。共析反应产物的晶核形成后继
对于新相形核来 说,其 体 积 自 由 能 ΔGv 和 界 面 能γ 更为重要。其热力学模型 如 [9] 下:
[ { }] Nv=Kexp
-1 kT
(ΔGAvγ+3ε)2 +Q
(2)
Nv 为单位时间单位体积内的形核率;ΔGv 为体积自
由能;K 和A 为模 型 常 数;Q 为 激 活 能;k 为 波 尔 兹
分的 FeO 就要发生共析反应,其共析反应如下:
4Fe1-yO→Fe3O4 + (1-4y)Fe
(4)
当温度在570℃ 以 上 时,过 冷 FeO 层 中 的 含 氧
量的过饱和度 较 大,在 含 氧 量 较 高 的 地 方 优 先 发 生
析出 反 应 生 成 先 共 析 的 Fe3O4。 随 着 温 度 继 续 下
图3 FeO 层共析反应产物—Fe3O4/Fe的断面形貌 Fig.3 Cross-sectional image of eutectoid reaction products—Fe3O4/Fe
ቤተ መጻሕፍቲ ባይዱ
2 现场工艺制定
对 国 内 某 钢 厂 热 连 轧 生 产 线 汽 车 大 梁 钢 (510L) 进行试轧 试 验,其 化 学 成 分 见 表 1。 通 过 降 低 开 轧 温 度 ,提 高 轧 制 速 度 降 低 氧 化 铁 皮 厚 度 ;通 过 控 制 卷 取温度控制钢 板 表 面 氧 化 铁 皮 结 构,轧 制 工 艺 参 数 如表2所示。 采用两种取样工艺研究氧化铁皮在卷取过程中 的 共 析 转 变 ,第 1 种 取 样 方 案 为 卷 取 后 立 即 取 样 ,空 冷至室温获得原 始 的 三 次 氧 化 铁 皮,第 2 种 取 样 方 案为卷取后随 卷 空 冷 至 室 温 后 开 卷 (剥 去 钢 卷 最 外 圈),用于研究卷取过程中的共析反应情况。 用线切 割将 试 样 切 割 成 15mm×15mm,将 切 割 好 的 试 样 经 超 声 波 清 洗 和 镶 嵌 处 理 后 ,进 行 打 磨 、抛 光 ,再 采 用
Abstract:The structure and evolution rules of oxide scales during hot strip rolling were discussed.The proeutec- toid and eutectoid transformation behaviors of FeO were discussed in terms of thermodynamics and oxygen deple- tion or enrichment in FeO.The isothermal transformation of FeO was divided into two stages,or the occurrence of proeutectoid precipitation of Fe3O4followed by the eutectoid transformation of FeO→Fe+Fe3O4.The eutectic re- action kinetics from FeO can be controlled by changing coiling temperature,and the oxide structures can be con- trolled.The results of hot rolling trials show that the content of Fe3O4is above 80% and the thickness of oxide scales is between 8and 11μm,the results of cold bending trial show that the adhesion between oxide scale and substrate is good. Key words:oxide scale;FeO layer;proeutectoid Fe3O4;eutectoid transformation;coiling temperature