数控等离子切割机弧压调高系统
数控等离子切割机弧压式自动调高系统
重要 , 它不仅 造成 电弧参 数 的变化 , 而且 直接 影 响切 割 质量 。
目前 , 国内数控等 离子切 割高度 控制 一般 由模拟 电路 实现 , 虽
然其电路 简单 、 成本低 , 也存 在控制精度低 、 制高度 范围波 但 控 动大 、 经常需用手动调节缺点 。
1 等离子电弧切割过程分析 等离子 电弧是一种高能量 密度 的压缩 电弧 , 以压缩气 体 它 为工作介质 , 通过被压缩气体电离形成 高温高速 的等离子 电弧 将金属熔化 并“ 吹离” 基体 而形成 光 洁的切 口。电弧柱 的 电流 和电压 与电弧有效切割厚度有如下关 系 :
Auoajsme tC nrl ytm f cVotg ls utr t-dut n o t se o l ei NC PamaC t oS Ar a n e
Z AO J -h n , HE o gh n B i w H i ze g C N Z n -eg, U Ja u a -
Ab ta t An l e h rc s fpa m r u .T ea cv l g a l ga d d so i u e v l g in l nosn lc i sr c : ay d te po es o l a ac c t h r ot e smp i i sn p t ot e s a it ige hp,a d s s a n n p g h t a g n
抗在板材厚度和切割枪及其他切 割工艺参数确 定情况下 , 主要
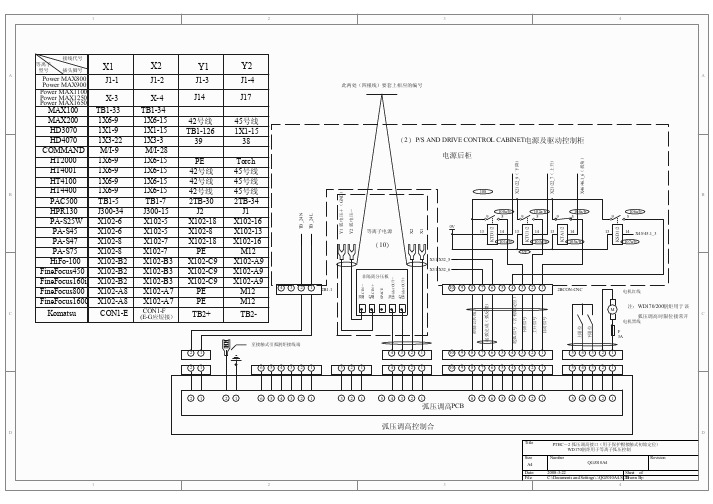
随切割枪与工件距 离 变化 而变化 。这种 变化 影响 电弧 的电压 和 电流。反过来说 , 电弧的电流和电压 的变化 影响 了电弧的有 效切割厚度 . 2 系统硬件构成 系统按功能主要 分为 弧压检 测单元 、 号处理 单元 ( 括 信 包 滤波 、 电隔离放 大器 等)单 片机运算处理单 元 、 进 电机 、 光 、 步 机 械执行 机构及系统 电源 等。其 中弧压检 测单 元主要 完成 直流
数控等离子 弧压调节
(2)P/S AND DRIVE CONTROL CABINET弧等电电自割割电
X46/46.1_6(拐拐) X21/22_9( 下下) X21/22_7( 上上)
弧等电电
Y1 弧弧弧+( GND)
108
B
Y2 弧弧弧-
TB_24N
TB_24L
9 KTD1/2 X2 X1
100a/b 5 14 101a/b 13
Power MAX800 Power MAX900 Power MAX1100 Power MAX1250 Power MAX1650
此此此(四四控)要要上要应要要自
B
起弧自自(含用用用用)
起弧起起(弧弧弧)
MAX100 TB1-33 MAX200 1X6-9 HD3070 1X1-9 HD4070 1X3-22 COMMAND M/I-9 HT2000 1X6-9 HT4001 1X6-9 HT4100 1X6-9 HT4400 1X6-9 PAC500 TB1-5 HPR130 J300-34 PA-S25W X102-6 PA-S45 X102-6 PA-S47 X102-8 PA-S75 X102-8 HiFo-100 X102-B2 FineFocus450 X102-B2 FineFocus160i X102-B2 FineFocus800 X102-A8 FineFocus1600 X102-A8 Komatsu CON1-E
0V
非非割非弧非
ARC IN - SPACE
4
3
2
1
ARC IN +
2B1.1
10987源自6543
2
1
2BCON-CNC
弧电电控
39
42
等离子弧压调高器性能分析
等离子弧压调高器性能分析山东省德州学院贾长来等离子切割机弧压调高器的性能,主要表现在以下5点:1、调高速度;2、调高精度;3、抗干扰能力;4、简单易用;5、故障率低。
1、调高速度:调高速度和调高稳定性是一对矛盾,调高速度快,可以有效地减小割炬定位的时间,提高切割效率,但在切割过程中如遇割缝交叉或板材上有沟槽,会造成扎枪,撞枪;反之,调高速度较慢,调高器工作稳定,但影响调高器的跟踪特性和切割效率。
要解决这一问题,可以在逻辑编程时对弧压采样数据进行分析,对于过陡的弧压跳变采用“坏值剔除”和“多次采样”等算法。
另外,手动调高速度和自动弧压调高速度也应该区分开来,常用数控系统中,手动调高速度同时也是起弧前降枪和收弧后升枪的速度,在手动操作允许的情况下,速度越快,工作效率越高,所以弧压调高器应具有手动调高速度明显高于自动调高速度的特性。
2、调高精度:弧压调高器要做到精准调高,就必须保证电机能迅速启动、停止和快速反向,从这一角度看,适应这种要求的电机依性能排序从低到高的顺序依次为:直流电机——步进电机——伺服电机,其成本排序也是如此。
如果成本允许,选用伺服电机当然是最好的,不过伺服电机和伺服驱动的价格太高,一般客户不好接受,这样一来,采用步进电机应该是最好的选择,不过,要实现步进电机的迅速启动、停止和快速反向,就必须要认真地优化加减速曲线,在实际工作环境中,经过反复地试验——修改——再试验,选择一条最优的加、减速曲线,使得调高速度和精度得到最好发挥。
实践证明,采用步进电机做调高器,其综合性能还是相当不错的。
参见本文后面所附测试参数表。
3、抗干扰能力:在所有切割形式中,等离子切割的电磁干扰是最强的。
所以抗干扰能力是衡量弧压调高器的一个硬性指标。
基于单片机编程的调高模式的调高器,从上电开始,就一直处于程序运行状态。
在强烈的电磁干扰下,尽管在外围电路和程序中采取许多抗干扰措施,但偶尔死机还是在所难免。
除此之外,程序运行的速度也成为提高调高器性能的瓶颈。
数控弧压调高使用说明书

弧压调高控制器使用说明书转移弧后,调高器向数控系统发出弧压使能信号,数控系统进行切割运行。
调高器在向等离子发出起弧压使能信号的同时,将弧压引入到调高器控制系统,弧压引入后,如调高器本身“自动允许”并且数控系统已发出自动调高信号,调高器即处于自动调高状态。
注:当你选用的数控系统不能接收起弧压使能信号时,应采用延时的方法控制数控运行。
即数控向调高器发出起弧信号后,延时使数控运行。
4、操作面板功能介绍面板示意图如图一:给定弧压弧压显示初始定位穿孔时间起弧测试穿孔高度高度设置设置初始定位测试自动(上)/手动开关上升/下降图一:面板弧压显示(Arc Voltage):在起弧前显示的是给定弧压,在起弧后显示的是实际弧压。
给定弧压:根据切割材料的厚度和速度,按照等离子设备提供的参数表设置切割时的弧电压,设定的弧压在起弧前可从弧压显示表中看出。
给定弧压的大小决定了切割时的高度,给定弧压电压增大,切割高度增高,在切割过程的自动状态下,调整给定弧压即调整了切割高度。
引弧高度设置电位器(Set IHS):设置初始定位的高度,顺时针旋转,高度增加。
初始定位的高度是通过延时方式来实现。
图二:非隔离分压电路注意:加入到调高器的弧压为负值,如果极性接反,则自动调高无效。
非隔离直接分压方式由于和等离子电源直接连接,不能对引弧时的高频进行隔离,因此对调高器电路的干扰较大。
但这种分压方式成本很低。
实际工作中,分压后的弧电压是延时后接到控制电路的,因此对实际工作影响不大。
接触引弧的等离子,使用非隔离直接分压方式对调高器没有影响,使用高频引弧的等离子,只要将弧压引入时间加长,有效的避开引弧过程即可。
5.2、隔离分压方式隔离分压器使等离子弧压经过100:1的非隔离分压、经隔离电路处理后连接到调高器,因此,经隔离处理后的弧压对调高的干扰小。
随机部件中已为用户提供了一个分压器,该分压器即可接成非隔离分压方式,也可接成隔离分压方式。
接线方法如下图三所示。
VHC15弧压调高安装使用手册

显示内容
参数初始化
备注 电机正反转试运行模式。
退出模式
SET/ENT
进入手动测试使能状态。
SET/ENT
工作模式
U
正在上升。
高级参数模式的切换换:
键操作
显示内容
备注 参数编辑模式
D
MODE/ESC
正在下降。
返回到电机正反转 试运行模式。
MODE/ESC
试运行模式
监视模式 退出模式 (退出后高级模式自动关闭)
产品用途:用于等离子切割机的割炬高度自动控制,适用于绝大多数的 进口或国产等离子电源。
工作原理:VHC15 弧压高度控制器的原理是利用等离子电源的基本恒流 的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高 度变化,实现对切割割炬的高度控制。
应用建议:弧压高度控制器需要与割炬升降体配合使用,应根据不同的 升降体调整不同的设置参数,为了更好的使 VHC-15 弧压高度控制器工 作在最佳性能,请选择合适的升降体配套使用。为了保护您等离子割炬 安全,强烈建议您安装割炬防碰撞装置。
产品特点: 1、手动动态速度自动调整,开始动时为低速运转,持续动作 1 秒以上 自动转为高速。 2、初始定位速度自动转换,可以解决由于等离子初始定位速度过慢而 造成效率过低,解决初始定位速度过快引起的对升降体冲击过大,延长 升降体、等离子割炬及等离子易损件的寿命。 3、支持力矩检测初始定位方式,用户可以不需要再等离子割枪夹持器 上安装初始定位接近开关或欧姆夹,可以解决使用欧姆夹时由于钢板喷 漆或生锈而导致的接触不良或使用接近开关时由于接近开关损坏而无 法成功初始定位,从而导致割枪持续撞击钢板而导致的割枪损坏。 4、智能的报警提示代码,现场人员可以很容易的通过这些故障代码来 判断是什么原因引起的报警,报警时还会有蜂鸣器提示报警音。 5、数字弧压高度控制器,软件提供终身免费升级服务。
弧压调高说明书
锐盾弧压调高器使用说明书工作原理:锐盾弧压调高器是利用等离子电源的基本恒流特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬的高度控制,适用于绝大多数的进口或国产等离子机型。
产品特点:1、兼容于目前所有的(数控)切割系统强切割效率,通过弧压传感器,在切割全过程中,割炬高度始终保持恒定、工件不平时,切割仍可进行,恒定的割炬高度,保证了高水平的切割质量,具有非常高的性价比。
2、可用于国产等离子和进口等离子。
3、具有设定弧压显示、实际弧压显示、穿孔时间设置功能。
4、具有保护帽定位、接近开关定位定位功能。
5、状态指示功能(自信号延时功能和行车输出延时功能)。
6、分压比50:1,也可按照用户要求设定分压比。
7、PWM脉宽调制控制方式。
8、可采用电流模式判断起弧信号,精准无误,防止工件损坏。
锐盾弧压调高器推荐采用接近开关来完成初始定位,既能定位又能防撞。
接近开关定位工作过程:调高器接收到数控系统发出的起弧信号后,割炬立即下降,当接触到钢板时,接近开关脱离接近点,并发出接触信号,调高器接收到信号,立即控制割炬提升到设定的定位高度(在提升过程中,接近开关会自动复位),定位完成后,调高器自动控制等离子起弧。
采用这种方式,适用于所有等离子的初始定位。
描述&规格参数Description & Ratings(START1, START2)50:1分压输出,请用对绞屏蔽电缆锐盾弧压调高器等离子分压信号接入图注意:该接口的VOLT+与VOLT-接入信号为等离子实际弧压经过50:1 分压后的分压信号,切忌将实际弧压接入,否则会造成损坏!请务必按照上面接入分压信号,并且分压传输电缆必须使用带屏蔽电缆!描述&规格参数Description & Ratings描述&规格参数Description & Ratings升降小车接线图请注意:实际接线时,如果电机运转方向与要求方向相反,将 servo motor1 ,servo motor 2两条线调换即可。
数控等离子切割机切割枪自动高低调节系统
收稿日期:2004-03-17作者简介:黎民英(1963-),女,江西吉安人,南华大学计算机科学与技术学院工程师.主要研究方向:自动化控制.第18卷第2期南华大学学报(理工版)V ol.18N o.22004年6月Journal of Nanhua University (Science &Engineering Edition )Jun.2004文章编号:1006-737X (2004)02-0054-04数控等离子切割机切割枪自动高低调节系统黎民英,颜拥军,汪琳霞,龙 斌(南华大学计算机科学与技术学院,湖南衡阳421001)摘 要:分析等离子电弧切割过程,通过弧压采样电路将采样电压信号经A ΠD 转换送入单片机,由I ΠO 口输出控制信号经直流脉冲宽度调速电路控制切割枪高低调节电机,可实现数控等离子切割枪自动高低调节控制.关键词:等离子电弧;自动调节控制;脉冲宽度调速电路中图分类号:TP271 文献标识码:ASinglechip Auto -adjustment System of NC Plasm a CutterLI Min 2ying ,YAN Yong 2jun ,WANG Lin 2xia ,LONG Bin(School of C om puter Science and T echnology ,Nanhua University ,Hengyang ,Hunan ,China 421001)Abstract :This paper analyses the process of plasma arc cut.The arc v oltage sam pling circuit puts v oltage signal into singlechip by A ΠD switching ,and then signal which is sent out from I ΠO interface controls cutter adjusting electrom otor by direct current pulse breadth timing circuit.Fi 2nally the auto -adjustment control of the NC plasma cutter is achieved in the process.K ey w ords :plasma arc cut ;auto -adjustment control ;pulse breadth timing circuit0 前言数控等离子切割以其切割速度快、工件变形小、切割精度好等优点,广泛地用于中薄金属板材自动化切割.而在切割过程中等离子切割枪与工件的高度距离控制很重要,其不仅造成等离子电弧参数(U ,I )的变化,而且直接影响切割质量.目前国内数控等离子切割高度控制一般由模拟电路实现,虽然其电路简单,成本低,但也存在控制精度低,控制高度范围波动大,经常需用手动调节缺点.在此我们介绍以单片机为核心的自动调节控制系统.1 等离子电弧切割过程分析等离子电弧是一种高能量密度的压缩电弧,它以压缩气体为工作介质,通过被压缩气体电离形成高温高速的等离子电弧将金属熔化并“吹离”基体而形成光洁的切口.电弧柱的电流和电压与电弧有效切割厚度有如下关系[1]如下:δ=K0.24IUγ(Δt ×C +C ′)bv(1)式中:δ—电弧有效切割厚度,mm ;I —电弧电流,A ;U —电弧电压,V ;K —功率利用系数;γ—金属比重,kg Πm 3;Δt —金属初始温度与熔化温度之差,℃;C —金属质量热容J Π(kg ・K );C ′—金属熔化热,J Πkg ;b —切口宽度(由喷嘴喷孔直径决定),mm ;v —切割速度,mm Πs.上式中,电弧切割厚度广义讲应包括切割板材厚度λ、切割枪与工件距离h 和切割枪的喷道孔长度l ,即:δ=λ+h +l .当切割电源、切割枪以及切割速度确定后,公式中δ的变化主要影响电弧电流I 和电弧电压U .从切割角度希望切割枪与工件距离越近越好,同时又要保证切割枪不碰工件.而等离子电弧又具有电阻抗作用,其阻抗在板材厚度和切割枪及其它切割工艺参数确定情况下,主要随切割枪与工件距离变化而变化.这种变化影响电弧的电流和电压.反过来说,电弧的电流和电压变化影响了电弧的有效切割厚度(切割板材厚度λ).而在实际切割过程中,由于板材不可避免的会有变形,使切割可以概括为上坡切割和下坡切割二种情况.为保证切割质量,切割枪必需上、下调整以稳定电弧在正常值的范围内切割.2 系统控制域的设计分析电弧变化允许范围域的设计,直接反映了所设计的自动调节控制系统的灵敏度和精度.范围太小,灵敏度过高,在切割过程中会造成频繁切割枪调整;范围域太大,则切割枪调节会过于“迟钝”,切割枪容易碰到切割工件或远离切割工件.由δ=λ+h +l 可知,切割中λ、l 是一定的,那么h 的变化取决于电弧变化.在本控制系统中是取电弧电压采样,它的控制域精度直接影响着本控制系统精度.图1为自动调节控制系统的控制域原理图.图中U 0为最佳切割对应的电弧电压值,且定义U 0附近的一小区域(U 0+δU ,U 0-δU )为切割最佳域对应的上下电弧电压值,当调节控制系统检测到电弧电压U i >U 0+δU 时,启动切割头电机下调切割枪,电机的转速由n =U i -(U 0+δU )的大小来改变;反之,当U i <U 0-δU 时,上调切割枪,电机的转速由n =(U 0-δU )-U i 的大小来改变,直至U 0+δU >U i >U 0-δU .值得注意的是由公式(1)可知,在切割速度不变情况下,该最佳电压值U 0受切割枪与工件距离、电网波动及喷嘴加工误差等影响,在每次引弧切割过程中U 0会有所变化,因此,U 0的值由单片机在正常切割的初始1~2秒内采样平均计算确定.图1 调节控制系统控制域Fig .1 Control dom ain of adjusting control system3 系统设计系统由电弧电压采样电路、单片机处理核心和直流脉冲宽度调速电路等组成,见图2系统结构框图.其要求实现的功能为:a .能采集电弧电压变化量,并与切割电源有效隔离;b .能自动生成最佳切割电弧的电压域,并能调节电压域宽度;c .能准确输出电机的启动、停止、刹车控制信号和方向信号;d .能驱动直流伺服电机,且电机转速可自动调整.图2 系统结构框图Fig .2 Frame picture of the system structure55第18卷第2期 黎民英等:数控等离子切割机切割枪自动高低调节系统3.1 电弧电压采样电路在等离子切割电源上用分压电路取得电压变化量,经电压信号处理、光电隔离后送入单片机A ΠD.图3为线性光电隔离电路[2].电路中U 1和U2图3 线性光电隔离电路Fig .3 Linear photoelectricity isolatedcircuit是同一封装的双光电耦合器,可以认为它们的传输系数的温度特性和电流非线性是完全一致的,U 1作负反馈,U 2作输出,因此,其输出为常数.3.2 单片机处理当单片机接收到切割机PC 主机起弧成功正常切割信号后,采样初始切割的多个电压数据平均后作为最佳电压值U 0,根据工艺事先设好δU ,由单片机自动生成控制域,其切割上位控制电压U 上=U 0+δU ,下位控制电压U 下=U 0-δU .而后的采样电压信号U i 为控制信号,当U 下<U i <U 上,则说明实时切割机头合适,不须调整;当U i>U 上时,切割枪须下降,其下降速度由δ=U i -U 上值的大小控制;当Ui <U 下时,切割枪须上升,其上升速度由δ=U 下-U i 值的大小控制.图4为中断服务流程图.它包括模-数转换、数据处理、比较以及控制输出等.图4 中断服务程序流程框图Fig .4 F low ch art of intermit service program3.3 驱动电路此电路是带方向控制的脉冲宽度调速电路[3],电路简图如图5所示.用D8255并行口的P B 为输出口,P B1和P B0作控制位,当P B 口输出为02H 时(P B1=1,P B0=0)时,74LS125四总线缓冲器的4#三态门打开,使K 4闭合,同理,2#三态门输出“0”,使1#三态门的控制端也为“0”电平,使1#三态门也打开,所以开关晶体管K 1导通,即K 1闭合.晶体管开关K 1和K 4分别驱动两个达林顿功放管(一个为PNP 型,另一个为NPN 型),电65南华大学学报(理工版) 2004年6月机正转,反之,当P B 口输出01H 时,K 2和K 3闭合,电机反转.缓冲器74LS125控制端连接的原因是保证误码时不使电源短路.其真值表见表1.图5 脉冲宽带调速电路Fig .5 Pulse breadth timing circuit表1 脉冲宽度调速电路真值表T able 1 Actu al value of pulse breadth timing circuit P B1P B0状态K 1K 2K 3K 410正转100101反转011011刹车113.4 抗干扰措施由于该系统装置在数控等离子切割机上,所受到的干扰是多方面的.主要是电网干扰、切割电源干扰、外部环境干扰和整个系统内的有源或无源干扰.因此,在系统设计中采取必要的抗干扰措施.1)电源配置:采用隔离变压器以减少初、次级线圈间耦合电容,提高其抗共模干扰;采用低通滤波器滤去高于市电基波的高次谐波以改善电源波形;采用开关一体化电源对不同的部分分开供电.2)信号通道抗干扰措施:所有输入、输出接口均采用光电耦合电路,以阻止来自信号通道的干扰,并使计算机电源和接口电源与地分开.3)地线设计和去耦合电容的配制:由于数控等离子切割机有系统地、机壳地(大地)、数字地(逻辑地)和模拟地等,对此,应使这些地线分开接,并尽量加大接地线接地面积.同时,在主机印刷电路板的各个关键部位配置去耦合电容.4)由于等离子切割在起弧过程中,电源对电网具有较大冲击,且高频电磁干扰很强,因此,在起弧阶段系统采样电路必需与切割电源断开,系统只有在起弧过后且正常切割时才能自动投入工作.4 结束语将单片机应用到数控等离子切割枪自动高低调节控制,实现了数控等离子切割机的三轴自动控制,大大减轻了现场操作工人的劳动强度,提高了切割质量.该系统已在数控等离子切割机上得到试用实验证明,该系统性能稳定,控制精度好,特别是能根据现场条件自动生成切割高度控制域,实现了等离子电弧切割最佳域的控制,具有很高的实用价值.参考文献:[1]崔信昌等.离子弧焊接和切割.[2]崔建吾,许彦斌,钱 彬,等.实用性线隔离放大器[J ].电子技术应用,1991(12):11.[3]秦继荣,沈安俊.现代直流司服控制技术及其系统设计[M].北京:机械工业出版社出版,1993.[4]陈汝全.单片机实用技术[M ].北京:电子工业出版社,1992.[5]刘振东.微型机应用系统抗干扰技术[M].北京:人民邮电出版社,1991.75第18卷第2期 黎民英等:数控等离子切割机切割枪自动高低调节系统。
等离子弧压调高器技术说明书[2]
![等离子弧压调高器技术说明书[2]](https://img.taocdn.com/s3/m/d9bfceb0f424ccbff121dd36a32d7375a417c6ef.png)
等离子弧压调高器技术说明书[2]□□□□技术说明书一、简介:本产品适用于当今广泛应用的恒流特性等离子电源数控切割系统。
采用直接测控切割弧压的方式来间接控制割枪和钢板之间的相对高度,是一款功能简洁、调试方便、安装容易的通用型产品。
二、功能及特点:具有切割过程中所必须的割枪高度调节功能;具有为满足自动切割条件而设立的初始化高度,即穿孔高度自动定位功能。
A 不会发生某些机型常出现的程序错乱问题。
B 多种可选配件,能适应各种系统配置。
C 操作方便的“回缩高度选择”可根据工况选择。
D 碰触钢板快速回缩功能。
E 增加了“运动急停”输出端,为割枪增加一份安全。
三、技术规格:测量技术:弧压反馈与电压接触式检测最高控制精度:±1 V控制电压范围:55-220 V电机驱动方式:桥式脉冲调宽(PWM)最大输出功率:150 W初始定位上升时间:0.2-1.5 s穿孔延时时间:0.2-3 s切割结束回缩时间:1s 2s 3s弧压显示:4位蓝色背光LCD工作电源:DC 24V (电流视升降电机而定)输入、输出接口:1个五芯航插、1个六芯航插、1个D型连接器外壳体积:82mm×145mm×200mm工作环境温度:0-50℃四、前面板元件作用及其操作:4位数字电压表:电源指示/设置弧压/实际弧压接通电源后表头的背光灯即亮,同时数字显示为设定弧压,切割时显示实际弧压(无论在手动模式或自动模式)。
弧压值设定旋扭:此旋扭用来设定自动控制模式下所希望的稳定状态值。
其内装配多圈电位器,应参考相关切割表预设,再在切割时观察当时高度随时调整。
初始定位旋扭:设定自动模式下的穿孔高度,此操作实际上是改变割枪碰触钢板后回缩的时间,可在0.2-1.5秒之间调整。
定位高度还与另一个调整项(回缩速度)有关。
穿孔延时旋扭:“切割运行”信号输出延时。
如果此延时时间不合适,在切割不同厚度的板材时便会出现穿孔不透就行走或已完成穿孔却还等待的现象。
等离子弧压调高
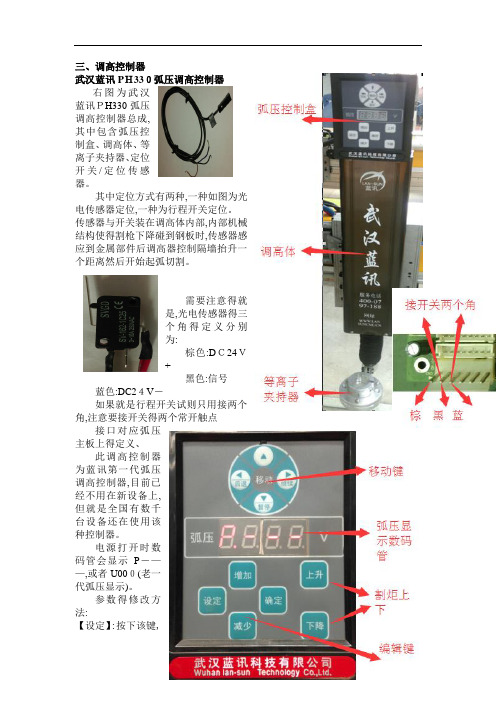
三、调高控制器武汉蓝讯PH330弧压调高控制器右图为武汉蓝讯PH330弧压调高控制器总成,其中包含弧压控制盒、调高体、等离子夹持器、定位开关/定位传感器。
其中定位方式有两种,一种如图为光电传感器定位,一种为行程开关定位。
传感器与开关装在调高体内部,内部机械结构使得割枪下降碰到钢板时,传感器感应到金属部件后调高器控制隔墙抬升一个距离然后开始起弧切割。
需要注意得就是,光电传感器得三个角得定义分别为:棕色:DC24V+黑色:信号蓝色:DC24V-如果就是行程开关试则只用接两个角,注意要接开关得两个常开触点接口对应弧压主板上得定义、此调高控制器为蓝讯第一代弧压调高控制器,目前已经不用在新设备上,但就是全国有数千台设备还在使用该种控制器。
电源打开时数码管会显示P-——,或者U000(老一代弧压显示)。
参数得修改方法:【设定】:按下该键,可以循环设定等离子调高参数【增加】:按下键键,参数数值增加【减少】:按下该键,参数数值减少【确定】:按下该键,保存修改过得调高参数【上升、下降】:控制升降体得升降【方向键】:设备得前后左右四个方向得移动,移动速度较慢,用于微调割嘴位置,按住设备行走,松开即停止。
参数含义:U实时弧压:范围为30~250V。
割嘴与工件得切割间隙会对应一个特殊得弧压值。
切割过程中得间隙越高,则对应得弧压值越大,间隙越低,则弧压值越小;切割速度越高,则对应得弧压值越小,速度越低,则弧压值越大。
要设置适合跟踪弧压值才能保证合适得切割高度,获得最好得切割效果。
L弧压上限:设置一个弧压跟踪上限值主要用于切割时自动检测割缝或工件得边缘、如果实际弧压超过弧压跟踪上限值,此时,自动跟踪功能将暂时失效,割枪保持在原来得实际高度行走,当弧压低于弧压上限设置值时,自动跟踪功能将再次被激活,割枪在交叉得割缝或返回到工件上时会出现这种情况。
设定范围:比理想跟踪弧压值高20%~50%PH定位高度:切割开始割枪定位时割嘴碰到钢板后抬升得高度,该值越大割枪碰到钢板后提枪高度越高反之越小,一般来讲3-5MM高度最为合适。
混合遗传算法优化的等离子切割机弧压调高控制研究
Ke r s r otg du t g h ih y tm ;c mpe e ei ag r h ;p rmee pi z t n y wo d :acv l e aj s n eg ts s a i e o lx g n t loi m c t aa tro t miai o
在 等离 子 弧 压 调 高 系统 中 , 服 电机 是 控 制 的 伺 核 心部 分 , 用 D 2 V直 流伺 服 电机 , 出 电流 ,= 采 C4 输 6 输 出功率 U =2 0 , 定 转速 n =3 0 rmi, A。 0W 额 0 0/ n 转 动惯 量 J :0 0 7 m。 . 0 mN 建立 其数 学模 型如 下 :
j sig h ih y tm nNC pa mac t n c ie ti c a trsac e h o t lmeh d o r ot u t eg ts se i ls ut g ma hn ,hs h pe e r h d tec nr to fac v l n i o —
A bs r c t a t:By t k ng i t ot on i a ,l a i t r a c a i n o m orn l ne r o d d s u b n e,d f c tt e p i a o tolp r m e e s i i i ul o g t o tm lc n r a a t r n
实 际 T业 切 割环 境具 有 非 线性 、 变 的特 点 , 此 , 时 因
常规 的 PD参 数 辨 识 方 法 整 定 效 果 不 够 理 想 , 时 I 实
基 金 项 目 』 东 省 教育 厅 产学 研 示 范基 地 科 技 成果 转 化重 大 项 目 ( gh d 8 1 ; 东 省 教 育 厅 科 技 项 曰( 0 8 8 ); 东 省 教 育 部 产 学 研 结 ‘ c z z0 1 ) 广 2 00 8 广
数控等离子切割机弧压自动调高系统
现代制造工程2007年第1期数控加工技术数控等离子切割机弧压自动调高系统赵家政,补家武(中国地质大学(武汉)机电学院,武汉430074)摘要:分析等离子切割机的切割过程,并采用弧压采样的方式将采样电压经过信号处理后输入给单片机,由I/O口输出控制信号控制步进电动机,实现数控等离子切割枪自动调节高度控制。
关键词:等离子电弧;弧压自动控制;步进电动机中图分类号:TP23文献标识码:B文章编号:1671)3133(2007)01)0028)03Auto-adjust m ent control syste m of the arc voltage i n NC plas ma cutterZhao Jia-zheng,Bu Jia-wu(Faculty ofM echan ical and E lectron ic Eng i n eeri n g o f Ch i n a Un i v ersity of Geosciences,W uhan430074,C HN) Abstrac t:A na l yses the process of plas m a arc cut.The arc vo ltage sa m pli ng and dispo si ng puts the vo ltage signa l i n t o si ng lech i p, and t hen the si gna l wh i ch is sent ou t by t he I/O i nterface controls the steppi ng m otor.F ina lly t he auto-adjust m ent contro l of the NC plas m a cutti ng is achieved i n the process.K ey word s:P las m a arc auto-ad j ust m ent;Contro l of t he arc vo ltage;S teppi ng mo tor0引言数控等离子切割机具有切割速度快、切口热影响区窄、工件变形小、切割精度好等优点,被广泛用于中、薄金属板材自动化切割。
方菱数控 F16208 F16209型 弧压调高器总线控制台 使用说明书

弧压调高器总线控制台使用说明书(V1.0)(F16208、F16209)上海交亿数控设备有限公司2021-06使用注意事项阅读手册本说明书适用于上海交亿数控设备有限公司生产的F16208/F16209系列弧压调高器总线控制台。
使用前请认真阅读该使用说明书和当地安全条例。
注意:1) 由于本产品的不断改进,本手册中涉及的技术参数以及硬件参数如有修改,恕不另行通知。
如果您对本产品有其他疑问或者看法而本说明书内容未尽其详,请及时提出咨询,我们将很乐意回答您提出的问题、建议和批评。
再次感谢贵公司的选择和信任。
2) 本产品的设计不适合现场维护,如有任何维护要求,请联系电话:************传真:************E-mail:*****************环境要求●本调高器总线控制台适宜工作在环境温度为0℃至50℃,相对湿度5-95%无凝结。
●工作电压:F16208:额定电压:直流5伏(DC 5V)。
F16209:面板额定电压:直流5伏(DC 5V)。
分压板额定电压:直流24V(DC 24V)。
●本调高器总线控制台应当安装在具有保护粉尘的控制台外壳内。
●本调高器总线控制台最好在远离高压高频等高辐射性的场合使用。
维护●该设备应该且只能由受过培训的人操作。
●不是本公司授权的技术人员,严禁自主拆缷机器。
●使用时,切勿溅泼酸性、碱性、腐蚀性等物品到调高器及分压板上。
●不使用时,请及时关闭调高器的电源。
安全注意事项●本设备会接入高压,不慎接触高压部分会伤人致死。
电源接通时,不能接触电线及电缆。
●必须按照装箱件规定步骤及要求进行安装。
●调高器标识为接地的端子必须良好接地。
使用前注意事项●正确接入弧压电缆:等离子弧压引入线、碰撞检测电缆必需准确接入相应的端子,接错将导致危险。
●保护帽定位接线要求:等离子阳极电缆必须接到工件上才可进行保护帽碰撞检测及保护帽初始定位操作。
●采用屏蔽电缆接线:为保护本设备正常运行,保证CAN总线通信工作正常,请将本设备所有电缆(包括调高器到CNC的电缆等)采用屏蔽电缆。
常州艾兰电气科技有限公司 弧压调高AL1002 系统说明书

数控弧压高度控制器
型号:AL1002
本控制器是一个闭环PWM控制系统,适合等离子切割机的割据高度自动控制,国产进口等离子都可以适配,本控制器采用100:1的分压板。
一、 技术参数:
输入电源:DC24V ,5A 输出功率:100W
控制电机:24V永磁直流电机 弧压检测:30V-350V
调整精度:可调 外形尺寸:145x105x25
二、接线示意图
三、 装箱单
序号 名称 数量
1 弧压高度控制板 1
2 隔离分压板 1
3 1K电位器 1
5 数显表头 1
6 使用说明书 1
产品质保说明:
本产品提供一年质保,终身成本维修。
下列情况,不属于服务范围:
1)不符合保修规定,产品编号不符,或缺失。
2)由于环境,及使用不当,未经我公司同意擅自维修造成损坏。
有疑问,请联系:0519‐83265602/5702
134****5692
常州艾兰电气科技有限公司。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机电一体化专栏
T h e s pe c ia lC o l u m e o n M e c h a tro n ic s
30
2007年第1期
数控等离子切割机弧压调高系统
赵家政,补家武
(中国地质大学(武汉)机电学院,湖北 武汉 430074)
摘 要:本文分析了等离子切割机的切割过程,并采用弧压采样的方式将采样电压经过信号处理后输入给单片机,由I /O 口输出控制信号控制步进电机,从而实现数控等离子切割枪自动高低调节控制。
关键词:等离子电弧;弧压调高;步进电机
0 前言
数控等离子切割机应用了以等离子弧为热源的高能量熔化切割的切割方法,具有切割速度快、切口的热影响区窄、工件变形小、切割精度好等优点,被广泛用于中薄金属板材自动化切割。
而在切割过程中等离子切割枪与工件的高度距离控制很重要,它不仅造成电弧参数(U,
I)的
变化,而且直接影响切割质量。
目前国内数控等离子切割高度控制一般由模拟电路实现,虽然其电路简单、成本低,但也存在控制精度低,控制高度范围波动大,经常需用手动调节缺点。
在此我们介绍以单片机为核心的自动调节控制系统。
1 等离子电弧切割过程分析
等离子电弧是一种高能量密度的压缩电弧,它以压缩气体为工作介质,通过被压缩气体电离形成高温高速的等离子电弧将金属熔化并 吹离 基体而形成光洁的切口。
电弧柱的电流和电压与电弧有效切割厚度有如下关系:
=
0 24IU
( t
+
)bv
(1)
式中: 表示电弧有效切割厚度,mm;
I 表示电弧电流,A;U 表示电弧电压,
V ;
表示功率利用参数;
b 表示切口宽度(由喷嘴喷孔直径决定),mm;v 表示切割速度,mm /s;
t 表示金属初始温度与熔化温度之差, ; 表示金属比重,
kg /m 3;
表示金属质量热容,J /(kg k); 表示金属熔化热,
J /kg 。
上式中,电弧切割厚度广义讲应包括切割板材厚度 、切割枪与工件距离h 和切割枪的喷道孔长度l ,即: = +h +l 。
当切割电源、切割枪以及切割速度确定后,公式中 的变化主要影响电弧电流I 和电弧电压U 。
从切割角度希望切割枪与工件距离越近越好,同时又要保证切割枪不碰工件。
而等离子电弧又具有电阻抗作用,其阻抗在板材厚度和切割枪及其它切割工艺参数确定情况下,主要随切割枪与工件距离变化而变化。
这种变化影响电弧的电压和电流。
反过来说,电弧的电流和电压的变化影响了电弧的有效切割厚度(切割板材厚度 )。
2 系统硬件构成
系统按功能主要分为弧压检测单元、信号处理单元(包括滤波、光电隔离放大器等)、单片机运算处理单元、步进电机、机械执行机构及系统电源等。
其中弧压检测单元主要完成直流弧压信号的采集,其输出信号送入信号处
理为0~5V 的直流采样信号。
为消除干扰杂波并将其处理单元进行有源滤波处理。
为消除工频干扰,此处的滤波截止频率取为40Hz 。
经该单元处理后的信号,再经一级光电隔离放大器,送入单片机处理单元,这样可以将单片机处理单元与测量现场实现电气上的完全隔离,大幅度提高单片机系统运行的可靠性。
弧压信号经过模拟到数字的转换后送入到单片机。
为提高测量精度,此处采用12位A /D 转换器。
测量结果经数字滤波处理后,作为实际的弧压测量值,单片机将实际的弧压测量值与根据工艺设定的最佳
弧压值及其精度值作出综合运算处理后,得出最终的弧长
机电一体化专栏
T h e s p e c i a lC o l u m e o n M e c h a tro n i c s 第十卷
31
图1 控制系统硬件框图
补偿调节量,再经光电隔离后,送入步进电机驱动单元,带动机械执行机构完成最终的补偿处理。
本系统采用拨码开关将给定的电压值输入给单片机,LED 则动态地显示出等离子切割机在切割过程中的电弧电压值。
2 1 弧压采样电路
本系统利用霍尔电压传感器CHV 25P,将等离子切割机工作时的电弧电压转换成0~5V 的直流电压,经有源滤波、光电隔离及二极管钳位电压后直接送入A /D 转换器中,实现对电压的实时采样。
图2 弧压采样及调理电路
以上采集与调理电路中在模拟输入端加上有源滤波电路,可以起到低通滤波的作用,减轻噪音的影响。
电路中U 1,U 2是同一封装的双光电耦合器,可以认为它们的传输系数的温度特性和电流非线性是完全一致的,U 1作负反馈,U 2作输出,巧妙地补偿了它们的非线性。
图中D 1,D2作钳位二极管,用来防止瞬间出现损坏A /D 转换通道的高压。
2 2 单片机处理
根据工艺事先设定好最佳电压值U 0以及电压波动值 U,U 0由拨码开关输入,单片机接受到U 0后自动生成控制域,其切割上位控制电压U 上=U 0+ U,下位控制电压U 下=U 0- U 。
而后的采样电压信号U i 为控制信号,当U 下<U i <U 上,则说明实时切割机头合适,不需调整;当U i >U 上时,切割枪应该向下运动,其下降速度由 =U i -U 0值的大小控制;当U i <U 下时,切割枪应向上运动,其上升速度由 =U 0-U i 值的大小控制。
图3为中断服务流程图。
2 3 驱动电路
该控制系统中的驱动电路采用U LN 2803达林顿管驱动,使三相式步进电机在中断服务程序的控制下完成较高精度的旋转,从而实现弧压值始终位于控制域的范围内,即:U 下<U i <U 上。
2 4 抗干扰措施
由于该系统装置在数控等离子切割机上,所
受到的干扰是多方面的。
主要是电网干扰、切割电源干扰、外部环境干扰和整个系统内的有源或无源干扰。
因此,在系统设计中采取必要的抗干
扰措施。
图3 中断服务程序流程框图(U1=U 下,U2=U 上)
(1)电源配置:采用隔离变压器以减少初级、次级线圈间耦合电容,提高其抗干扰共模干扰;采用低通滤波器滤去高于市电基波的高次谐波以改善电源波形;采用开关一体化电源对不同的部分分开供电。
(2)信号通道抗干扰措施:所有输入、输出接口均采
机电一体化专栏
T h e s pe c ia lC o l u m e o n M e c h a tro n ic s
32
2007年第1
期
图4 步进电机的驱动电路
用光电隔离电路,以阻止来自信号通道的干扰,并使计算机电源和接口电源与地分开。
(3)地线设计和去耦合电容的配置:由于数控等离子切割机有系统地、机壳地(大地)、数字地(逻辑地)和模拟地等,对此,应使这些地线分开接,并尽量加大地线面积。
同时,在主机印刷电路板地各个关键部位配置去耦合电容。
(4)由于等离子切割在起弧过程中,电源对电网具有较大冲击,且高频电磁干扰很强,因此,在起弧阶段系统采样电路必须与切割电源断开,系统只有在起弧过后且正常切割时才能自动投入工作。
3 结束语
将单片机应用到数控等离子切割机弧压自动调高系统,实现了数控等离子切割机的三轴自动控制,大大减轻了现
场操作工人的劳动强度,提高了切割质量。
该系统已在数控等离子切割机上得到使用,实验证明该系统性能稳定、控制精度好。
参考文献:
[1]崔信昌等 等离子弧焊接和切割
[2]崔建吾,许彦斌,钱彬等.实用性线性隔离放大器[J].电
子技术应用,1991(12):11
[3]王晓明.电动机的单片机控制.北京:北京航空航天大学出
版社,2002
[4]南建辉等.M CS 51单片机原理及应用实例[M ].北京:清
华大学出版社,2004
[5]刘保延等.步进电机及其驱动控制系统[M ].哈尔滨:哈尔
滨工业大学出版社,1997
[6]刘振东.微型机应用系统抗干扰技术[M ].北京:人民邮电
出版社,1991
AB B 再次参与北京轨道交通建设
全球领先的低压电器设备将增进北京地铁四号线的运行稳定性
(2007年1月8日,北京讯)全球领先的电力和自动化技术集团A BB 今天宣布获得了北京地铁3800万元人民币的订单合同,为北京的第二条南北轨道交通大动脉 地铁四号线项目提供M N S 低压开关柜。
这是ABB 继成功服务于北京地铁一号、二号线以及八通线后,再次为首都的轨道交通建设做出贡献。
根据合同,600余台ABB MN S 低压开关柜将于2007年9月和11月分两批交付。
A B
B 中国自动化产品部低压产品及系统业务负责人兼厦门ABB 低压电器设备有限公司总裁倪步青先生表示: 我们非常高兴能再次参与到首都轨道交通的建设中。
北京地铁项目素以对技术和产品的高标准,严要求而著称,只有达到世界先进水平的技术和产品才能够被应用到项目建设中,从而保证首都地下城市动脉的稳定与畅通,有效缓解城市日趋加剧的交通压力。
A B
B 与北京地铁的合作由来已久。
早在1996年,北京地铁总公司就先后从厦门A BB 低压电器设备有限公司购进了300余台M N S 低压开关柜用于北京地铁环线改造和复八线改扩建工程。
产品运行安全可靠、操作维修简便,配置方案紧凑有效,为双方的再次合作奠定了基础。
A B
B 一直广泛参与国内重点轨道交通建设项目。
其中低压气体绝缘开关设备、中压气体绝缘开关柜、牵引变流器和 雷神 干式变压器,被分别应用在长春轻轨二期工程、广州地铁二、三、五号线项目、深圳地铁一期工程、上海地铁、天津地铁一号线工程中,保证了轨道交通的稳定与可靠运行。
(ABB (中国)有限公司)。