易飞erp批号管理方案
易飞ERP9.0.3序号管理系统

壹.系统概要1-001 前言在购得本『制造业序号管理子系统』的软件包时,您将取得程序光碟片及本『系统使用手册』.本『系统使用手册』乃存放在软盘中,您可在屏幕上查阅,亦可打印成册.经由阅读本『系统使用手册』的各项说明后,您可以顺利的将『制造业产品结构子系统』录入于计算机中,同时按步就班的将贵公司的产品结构管理子系统作业实施计算机化.以下简单介绍本『系统使用手册』中各章内容,以便利阅读.第壹章系统概要:概括性介绍本系统的目的及特色,可初步了解本系统所适用的行业及基本功能.第贰章系统简介:.『程序总览』一节将对本系统中所有的作业逐一说明,使您了解其功能为何..『文档总览』一节将对本系统中所有的文档逐一说明,使您了解其用意为何..『信息字段一览表』一节将对本系统中各文档的信息字段的名称,意义,信息类型与长度逐一说明..『程序相关文档一览表』一节将使您了解各程序所需用到的文档..『文档相关程序一览表』一节将使您了解各文档所关联的程序..『系统流程』一节使您了解在本系统中各程序如何应用在各流程的程序中,进而规划出适合贵公司的操作系统.总的,您可以从本章中获得对于本系统的一个完整观念,有助于您发挥其功能及优点.第叁章系统使用说明:计算机化作业时必须严守其特有的作业程序才可确保信息的正确.所谓作业程序,简单的说便是在适当的时机做该作的作业.本章即在说明本系统在例行作业时,每天,每月月底或每年年底该按步就班做哪些动作.因此,必须详阅后,才能确保例行作业的顺利与信息的正确.第肆章作业功能说明:本章将把系统中各项作业的目的、程序编号、使用时机、屏幕格式、字段说明、操作说明或报表格式、信息处理等,逐一陈述说明.可让您对于每一项作业有详细的了解.此章可以逐节阅读,亦可做为参考手册,在需要时才予查阅.对于多数的制造业而言,其成品往往是由多种的组件所组成,特别是电子产品,机械产品,化学产品等,其组成的配件或配方动辄数十种,甚至数百种,而且在组成的方式上,常为多层式的结构,也就是说一种成品,由许多半成品组成,而这些半成品,又由次一阶的半成品组成,使得一个成品的组成结构像树状图一样为多阶层方式.在实际应用上,常常会需要查询一种成品的组成信息,譬如在报价,或接单时必须估算一种成品的成本.或者工厂要生产一种产品时,必须知道对于其组成料件所需要领用或采购的数量.当产品的组成方式复杂时,这种查阅计算的工作变得十分繁琐且容易出错.如果利用计算机来处理,可以预先将成品的组成方式,对材料的使用量信息和各项成本信息保存在计算机中,日后需要计算成本,或主生产排程 (MPS) ,物料需求 (MRP) 等需要计算对原物料的需求量时,可以随时利用计算机来完成各项查询及计算打印的工作,不仅节省人力,且在时效上,正确性上远超过人工作业.本系统即针对上述需要而设计.本产品结构子系统乃针对一般中小型企业,特别是制造业的产品结构管理而设计.因此在设计上是以下列四点为依据:1.系统功能,必须提供完整而实时的报表信息.2.作业程序必须与一般产品结构管理作业配合.3.操作方式必须简捷,易学.4.易于集成其他最新的信息应用系统.目的在使本系统能让一般中小型企业的管理人员在不必具备计算机专业知识,不必大幅度更改现行的产品结构管理作业程序,仅由阅读本系统的使用手册,即可将产品结构管理作业实施计算机化,以达到节省人力,提高效率的目标.本『产品结构管理子系统』有以下多点特色:1.提供替代件 (主副料) 或取代件 (新旧料) 的优先顺序用料信息录入,以便于当MRP (物料需求计划) 计算用料时,主要料件可用库存量或供应不足时,能按所录入的优先用料顺序自动生成用料,增加料品的使用弹性,避免发生缺料或库存虚增情形.2.材料用量信息的功能特色:(1).输入查询画面采多栏式,与人工编制的材料清单格式相符,容易阅读并可联机绘制多阶结构图供查询使用.(2).材料用量信息的输入,更改或取消皆采联机实时更新方式,操作程序简单,维护容易.(3).生效日及失效日的记录,以满足工程变更时的管理需求.(4).提供标准生产批量的参数设置,以满足因生产规模条件或销售方式的批量生产所需的对应材料用量.(5).提供虚设料件 (Phantom) 的处理方式,以简化BOM管理.(6).提供Configuration(配置件) 的处理方式,以简化BOM输入,同时方便业务人员接单时处理选择性配件的需求.(7).对一组成件的零件用料提供是否纳入标准成本计算的参数设置,亦提供材料属性 (直接材料,间接材料,供应商供料,客户供料,不发料) 参数设置;方便销售时可能发生的运费,报关费,佣金,管销费用等纳入成本估价作为报价的参考外,兼顾费用类生产用料数量管理,同时符合实际成本计算的原则.(8).材料的组成用量可采分数表达方式,故对于以重量,容积计算的材料或包装材料的用量,无法整除时可避免小数过长,小数误差的困扰.(9).提供材料损耗率的计算因素,以满足采购或领用时的实务需要.(10).在一组成件上,允许同一零件材料若使用在多个不同的工艺时,可分别独立的录入方式,除完整记录用料时点外,于生产时并可按工艺别不同领发料.(11).允许用料按用户录入的顺序排列呈现;允许用料记录其工艺顺序或插件位置.3.提供单阶、多阶、尾阶展开的材料用量清单 (正展) 及单阶、多阶、尾阶展开的材料用途清单 (逆展) (Where Used) ,多层查询或列表作业,提供相关人员了解产品组成关系.4.提供元件用料整批替代或用料信息整批变更的功能,各有关主件的材料用量材料的整体自动更改功能,并将变更相关信息记入工程变更当中,纳入管理符合ISO 管理原则.5.提供材料用量信息复制,失效元件整批删除,元件序号重排的功能,以方便用户维护产品结构.6.提供按主件需求量的信息展开而自动生成请购单的功能,方便对不同物料政策的料件需求运行请购作业.7.对于每一主件或元件提供其标准成本 (材料成本,人工成本,制造费用) 的信息,故可透过逆叙倒推方式自动计算产品的标准成本,可做为标准成本控制的基础.8.提供低阶码 (Low-Level-Code) 自动计算更新的功能,便于标准成本,用料需求的展算与生产成本的计算,迅速便利.9.提供单阶及多阶的标准成本表,可供了解一产品的成本结构,以及订定商品价格的参考.10.提供工程变更作业 (ECN) ,可追溯历史版本变更记录,打印变更凭证及清单,以利于工程变更管理.11.针对工程变更管理,提供「BOM 预期呆滞分析表」协助研发单位预防工程变更而生成呆滞物料的成本浪费.12.提供工程变更单的单据性质录入作业,以便于对工程变更单单别加以分类.13.提供料件认可功能,当同一料件品号,有一家以上供应商供货时,系统提供认可供应商信息录入及异动的管理,并可打印报表作为管理参考,而且可设置其中一家供应商为主要认可供应商,作为LRP采购计划生成时的参考依据.14.提供 E-BOM 管理最主要提供开发中临时品号及工程材料用量的管理,主要功能如下:(1). 录入工程品号信息,此作业主要录入此工程品号的基本信息,也作为E-BOM录入时的取得信息.(2). 录入E-BOM用量,如同BOM用量录入作业一样,是将一成品的材料品号、用量、类型等信息录入起来,可按此生成E-BOM多阶材料用量、用途清单,也可作为将来正式转BOM用量时的依据.(3). 录入E-BOM变更单,可追溯历史版本变更记录,打印变更凭证及清单,以利于E-BOM工程变更管理.(4).BOM转E-BOM,当E-BOM信息和BOM信息差异不大时,可先利用此作业将BOM信息复制至E-BOM信息档,再于E-BOM信息做调整作业,以节省输入信息时间.(5).E-BOM转BOM,当E-BOM信息要正式成为BOM信息时,可利用此作业将E-BOM信息转入BOM信息档.贰.系统简介2-001 程序总览本系统的程序总览如后所附,您可以了解到系统中各项作业的名称,程序编号及其概要功能的说明. 程 序 总 览系统名称:产品结构管理子系统序号 程序编号 作 业 名 称功 能 说 明 001 PSMI01录入序号信息 把做序号管理的品号按一定规则录入序号 002 PSMI02录入不良原因 可以录入不良的原因编号,具体信息. 003 PSMI03录入工站信息 对工站信息和对应工站人员信息进行录入 004 PSMI04录入工站产品 对于生产品号进行工站的设置和主要元件信息进行设置 005 PSMI05录入产品序号 对M件品号进行进站记录,维护 006 PSMI06维修站维护 对于工站不良的品号进行维修站维修记录. 007 PSMI07产品序号追踪 查询某个工单某个产品的进站情况及维修处理情况 008 PSMI08录入序号开帐 对于品号的序号进行开账录入设置. 009 PSMR01按产品打印商品(序号)条码 打印品号的条码信息. 010 PSMR02序号库存明细表 打印序号的库存,批号等明细信息. 011 PSMQ01查询序号树状信息 对于某个序号的BOM,销售,生产,库存等信息进行树状查询. 012 PSMR03序号盘点盈亏明细表 打印序号的盘点盈亏明细信息. 013 PSMR04产品序号结构报表 对工单的产品序号进行打印.2-002 文档总览本系统的文档总览如后所附,您可以了解到系统中所保存使用到的各种信息文档的编号,文件名与其存放信息内容的概要说明. 文 档 总 览系统名称:产品结构管理子系统序号 程序编号 作 业 名 称功 能 说 明 001PSMTA 序号交易明细档 . 002PSMMA 序号仓库档 . 003PSMMB 序号交易临时档 . 004PSMMC 订单工单序号档 . 005PSMMD 序号变更历史记录档 . 006PSMME 订单工单变更序号档 . 007PSMMF 不良原因信息档 . 008PSMMG 工站信息档 009PSMMH 工站人员信息档 010PSMMI 工站产品设置单头档 011PSMMJ 工站产品设置单身档 012 PSMMK 工站产品设置子单身档013 PSMTB 产品序号对应单单头档档014 PSMTC 产品序号对应单单身档015 PSMTD 产品序号对应单不良原因单身档016 PSMTE 维修站维护单身档. 017 PSMTF 盘点底稿信息序号子单身档. 018 PSMTG 序号开账调整单头档. 019 PSMTH序号开账调整单身档2-003 信息字段一览表信 息 字 段 一 览 表系统名称:序号管理子系统文档编号PSMTA文件名序号交易明细档文档说明类 型5(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名唯一性键 值 栏 位PRIMARY TA001+TA002+TA003+TA004字段编号字段名称类型长度字段说明TA001 单别 C4单据单别TA002 单号 C15单据单号TA003 序号 C4单据序号TA004 产品序号V255产品序号TA005 标识位C1A:正常;B:报废;C:破坏TA006 单据日期时间C23YYYY-MM-DDHH:NN:SS:ZZZTA007 最近交易类型C1A 采购进货B 采购退货C 销售出货D 销售退货E 生产领料F 生产退料G 生产入库 H 委外进货 I 委外退货J 借出 K 借入 L 借出归还 M 借入归还 N 一般交易入 O 一般交易销 P一般交易领 Q 一般交易调拨 R 一般交易调整 S 成本开帐调整 T 序号开帐 U 调拨V 报废W 销毁X 组合单信 息 字 段 一 览 表系统名称:序号管理子系统Y 拆解单 Z 新增序号文档编号PSMMA文件名序号仓库档文档说明类 型1(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名唯一性键 值 栏 位PRIMARY MA001字段编号字段名称类型长度字段说明MA001产品序号V255产品序号MA002最近交易类型C1A 采购进货B 采购退货C 销售出货 D 销售退货 E 生产领料 F 生产退料 G 生产入库 H 委外进货 I委外退货 J 借出 K 借入 L 借出归还 M 借入归还 N 一般交易入O 一般交易销 P 一般交易领 Q 一般交易调拨 R 一般交易调整 S 成本开帐调整 T 序号开帐 U 调拨V 报废 W 销毁 X 组合单 Y 拆解单 Z 新增序号MA003序号属性C1A 易飞生成 B客户序号 C 供应商序号MA004序号库存N10或者1MA005仓库C10仓库MA006库位C10库位MA007品号C20品号MA008批号C20批号MA009客户C10客户MA010供应商C10供应商MA011日期码C20日期码MA012数量N10数量MA013流水码C12流水码MA014自定义参照栏位一C40自定义参照栏位一MA015自定义参照栏位二C40自定义参照栏位二MA016自定义参照栏位三C40自定义参照栏位三MA017自定义参照栏位四C40自定义参照栏位四MA018自定义参照栏位五C40自定义参照栏位五MA019自定义参照栏位六C40自定义参照栏位六MA020自定义参照栏位七C40自定义参照栏位七MA021自定义参照栏位八C40自定义参照栏位八MA022自定义参照栏位九C40自定义参照栏位九信 息 字 段 一 览 表系统名称:序号管理子系统 MA023 自定义参照栏位十C 40自定义参照栏位十 MA024 编码格式 C20编码格式 MA025 打印次数N 2打印次数 MA026 参照栏位批号 C 20参照栏位批号 文档编号 PSMMB 文件名序号交易临时档 文档说明类 型 5(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名 唯一性键 值 字 段 PRIMARYMB001+MB002+MB003+MB004 字段编号 字段名称 类型 长度 字段说明MB001 单别 C4 单据单别 MB002 单号 C15 单据单号 MB003 序号 C4 单据序号 MB004 产品序号V 255 产品序号 MB005交易类C 1 A:采购进货 B:采购退货 C:销售出货 D:销售退货 E:生产领料 F:生产退料 G:生产入库 H:委外进货 I:委外退货 J:借出 K:借入 L:借出归还 M:借入归还 N:一般交易入 O:一般交易销信 息 字 段 一 览 表系统名称:序号管理子系统信 息 字 段 一 览 表系统名称:序号管理子系统 型P:一般交易领 Q:一般交易调拨 R:一般交易调整 S:成本开帐调整 T:序号开帐 U:调拨 V:报废 W:销毁 X:组合单 Y:拆解单 Z:新增序号MB006标识位 C1 A:正常 B:报废 C:破坏 MB007 供应商序号 C1 Y/N[DEF:"N"] MB008客户序号C1Y/N [DEF:"N"]文档编号 PSMMC 文件名订单工单序号档文档长度文档说明 类 型 5(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它) 索引档名唯一性键 值 字 段PRIMARY INDEX01 MC001+MC002+MC003+MC004 MC001+MC002+MC003 字段编号 字段名称 类型长度字段说明 MC001 单别 C 4 单据单别 MC002 单号 C 15 单据单号 MC003 序号 C 4 单据序号 MC004 产品序号 V 255 产品序号 MC005 状态码 C 1 Y/N MC006客户序号C1Y/N [DEF:"N"]文档编号 PSMMD 文件名 序号变更历史记录档文档长度文档说明 类 型 5(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它) 索引档名唯一性键 值 字 段PRIMARY MD001+MD002+MD003+MD004+MD005字段编号字段名称类型长度字段说明MD001 单别 C4 单据单别MD002 单号 C15 单据单号MD003 序号 C4 单据序号MD004 变更版本C4 变更版本MD005 产品序号V255 产品序号信 息 字 段 一 览 表系统名称:序号管理子系统信 息 字 段 一 览 表系统名称:序号管理子系统信 息 字 段 一 览 表系统名称:序号管理子系统 文档编号 PSMME 文件名 订单工单变更序号档文档长度文档说明 类 型 5(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它) 索引档名 唯一性键 值 字 段PRIMARYME001+ME002+ME003+ME004+ME005字段编号字段名称类型长度字段说明ME001 变更单别 C 4变更单别 ME002 变更单号 C 15变更单号 ME003 变更序号 C 4变更序号 ME004 产品序号 V 255产品序号 ME005 变更版本 C 4变更版本 ME006 序号状态 C 1Y/N [DEF:"N"]ME007 客户序号 C 1Y/N [DEF:"N"] ME008 状态码 C 1Y/N ME009原序号C4原序号文档编号 PSMMF 文件名 不良原因信息档文档长度文档说明 类 型 2(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它) 索引档名 唯一性键 值 字 段PRIMARYMF001 字段编号字段名称类型长度字段说明MF001 不良原因编号 C 10 不良原因编号 MF002 不良原因名称 C 20 不良原因名称 MF003备注V255 备注文档编号 PSMMG文件名 工站信息档文档长度信 息 字 段 一 览 表系统名称:序号管理子系统信 息 字 段 一 览 表系统名称:序号管理子系统 文档说明 类 型 1(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它) 索引档名 唯一性键 值 字 段PRIMARYMG001 字段编号字段名称类型长度字段说明MG001 工站编号 C 10 工站编号 MG002 工站名称 C 20 工站名称 MG003 工作中心 C 10 工作中心 MG004 工厂 C 6 工厂MG005维修站C1 Y/N[DEF:"N"]文档编号 PSMMH 文件名 工站人员信息档文档长度文档说明 类 型 2 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名 唯一性键 值 字 段PRIMARYMH001+MH002+MH003 字段编号字段名称类型长度字段说明MH001 工站编号 C 10 工站编号 MH002 人员编号 C 10 工站名称 MH003 备注 V 255 备注文档编号 PSMMI 文件名 工站产品设置单头档文档长度文档说明 类 型 1 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名唯一性键 值 字 段PRIMARYMI001字段编号 字段名称 类型长度字段说明 MI001 主件品号 C 20 主件品号 MI002 配置方案 C 15 配置方案 MI003备注V255备注信 息 字 段 一 览 表系统名称:序号管理子系统文档编号 PSMMJ 文件名 工站产品设置单身档文档长度文档说明 类 型 1 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名 唯一性键 值 字 段PRIMARYMJ001 字段编号字段名称类型长度字段说明MJ001 主件品号 C 20 主件品号 MJ002 配置方案 C 15 配置方案 MJ003 工站编号 C 10 工站编号 MJ004 序号C 4 序号 MJ005 必经工站C 1 Y/N [DEF:"Y"] MJ006 维修后跳站编号 C 10 维修后挑站编号信 息 字 段 一 览 表系统名称:序号管理子系统信 息 字 段 一 览 表系统名称:序号管理子系统 文档编号 PSMMK 文件名 工站产品设置子单身档文档长度文档说明 类 型 2 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名唯一性键 值 字 段PRIMARY INDEX01 MK001+MK002 MK003+MK001 字段编号字段名称类型长度字段说明MK001 主件品号 C 20 主件品号 MK002 序号C 04 序号MK003 元件品号 C 20 元件品号 MK006 组成用量 N 16.6 组成用量 MK007 底数 N 04 底数 MK008 损耗率% N 05.4 损耗率% MK009 工艺C 04 工艺MK010 取替代料 C 01 1.无,2.有替换件,3.有替代件 MK011 生效日期 C 08 FORMATE:YMK MK012 失效日期C 08 FORMATE:YMK MK013 可选特性设置 C 01 Y/N MK014 标准成本计算 C 01 Y/NMK015 插件位置 V 255 插件位置 MK016 备注V 255 备注MK017材料类型C011.直接材料,2.间接材料,3.供应商供料,4.不发料,5.客户供料 MK018 投料间距N 03投料间距MK019 类型C011.工程品号,2.正式品号MK020 新插件位置1 C 80 新插件位置1 MK021 新插件位置2 C 80 新插件位置2 MK022 新插件位置3 C 80 新插件位置3 MK023 新插件位置4 C 80 新插件位置4 MK024 新插件位置5 C80新插件位置5 MKC01T插件位置文档编号 PSMTB文件名 产品序号对应单单头档文档长度信 息 字 段 一 览 表系统名称:序号管理子系统 文档说明类 型1 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名 唯一性键 值 字 段PRIMARYTB001 字段编号字段名称类型长度字段说明TB001 序号 C 15 序号 TB002 主件品号 C 20 主件品号 TB003 主件序号 V 255 主件序号 TB004 工站编号 C 10 工站编号 TB005 工单单别 C 4 工单单别 TB006 工单单号 C 11 工单单号 TB007 工站人员编号 C 10 工站人员编号 TB008 不良码 C 1 Y/N [DEF:"N"] TB009 数量 N 16.6 数量 TB010 进站时间 C 17 进站时间 TB011 上一站编号 C 10 上一站编号 TB012 有效码 C 1 Y/N[DEF:"N"] TB013重工标志C1 Y/N[DEF:"N"]文档编号 PSMTC 文件名产品序号对应单单身档文档长度文档说明 类 型 2 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名 唯一性键 值 字 段PRIMARYTC001+TC002 字段编号字段名称类型长度字段说明TC001 序号 C 15 序号 TC002 序号 C 4 序号 TC003 元件品号 C 20 元件品号 TC004 元件序号 V 255 元件序号信 息 字 段 一 览 表系统名称:序号管理子系统TC005 进站时间 C 17 进站时间 TC012 有效码C 1 Y/N[DEF:"N"] TC013 批号 C 20 批号文档编号 PSMTD 文件名产品序号对应单不良原因单身档文档长度文档说明 类 型 2 (1.主档单头 2.主档单身 3.交易单头 4.交易单身 5.交易记录 6.月档/统计 7.系统档 8.其它) 索引档名 唯一性键 值 字 段PRIMARYTD001+TD002 字段编号字段名称类型长度字段说明TD001 单头序号 C 15单头序号 TD002 序号 C 4序号 TD003 不良原因编号 C 10不良原因编号 TD004 备注 V 255备注信 息 字 段 一 览 表系统名称:序号管理子系统文档编号PSMTE文件名维修站维护单身档文档长度文档说明类 型2(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名唯一性键 值 字 段PRIMARYTE001+TE002字段编号字段名称类型长度字段说明TE001 单头序号C15 单头序号TE002 序号 C4 序号 TE003 维修说明V255 维修说明信 息 字 段 一 览 表系统名称:序号管理子系统文档编号PSMTF文件名盘点底稿信息序号子单身档文档长度文档说明类 型2(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名唯一性键 值 字 段PRIMARYTF001+TF002+TF003字段编号字段名称类型长度字段说明TF001盘点底稿编号 C10盘点底稿编号TF002盘点底稿序号 C5盘点底稿序号TF003产品序号 V25产品序号TF004品号 C20品号TF005批号 C20批号TF006仓库 C10仓库TF007库位 C10库位TF008账面数量 N16.6账面数量TF009盘点数量 N16.6盘点数量TF010 标识位 C1A.手动增加 B.自动生成 TF011 盘点日期 C8盘点日期[FORMATE:YMD] TF012 批号说明 V80批号说明TF013 序号盈亏标示 C21 0 -1系统名称:序号管理子系统文档编号PSMTG文件名序号开账调整单头档文档长度文档说明类 型1(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名唯一性键 值 字 段PRIMARYINDEX01TG001+TG002TG003+TG001+TG002字段编号字段名称类型长度字段说明TG001 单别 C4 单别 TG002 单号 C11 单号 TG003 调整日期 C8 调整日期[FORMATE:YMD] TG004 部门 C6 部门 TG005 工厂 C6 工厂 TG006 备注 V255 备注 TG007 总数量 N16.6 总数量 TG008 审核码 C1 Y/N/V[DEF:"N"] TG009 单据日期 C8 单据日期[FORMATE:YMD] TG010 审核者 C10 审核者 TG011 项目编号 C20 项目编号系统名称:序号管理子系统文档编号PSMTH文件名序号开账调整单身档文档长度文档说明类 型2(1.主档单头2.主档单身3.交易单头4.交易单身5.交易记录6.月档/统计7.系统档8.其它)索引档名唯一性键 值 字 段PRIMARY TH001+TH002+TH003字段编号字段名称类型长度字段说明TH001单别 C4 单别 TH002单号 C11 单号 TH003序号 C4 序号 TH004品号 C20 品号 TH005品名 V60 品名 TH006规格 V60 规格 TH007数量 N16.6 数量 TH008仓库 C10 仓库 TH009批号 C20 批号 TH010备注 V255 备注 TH011审核码 C1 Y/N/V[DEF:"N"] TH012批号说明 V80 批号说明 TH013库位 C10 库位 TH014项目编号 C20 项目编号肆.作业功能说明4-I01 录入商品(序号)条码信息■程序编号: PSMI01■程序名称: 录入商品(序号)条码信息■作业目的: 对品号的序号进行录入及打印.■前序作业: 1. 录入品号信息■输入画面:■字段说明:单头1. 打印类型(C 01)* 1.产品条码 2.数量条码 3.序号条码*启用序号管理(CMS.MA179): 3.序号条码 可用启用条码管理(CMS.MAH01):1.产品条码 2.数量条码可用2.条码(MG001/MH001)* 根据条码编码格式组成元素动态生成.3.序号编码*根据编码格式自动生成,流水码部分以*号代替*根据序号编码格式组成元素动态实时生成4. 品号(MG002/MH002/MA007)*不可空白.*[F2]品号信息查询默认品名(MG003/MH003),规格(MG004/MH004),库存单位(MG005/MH005),编码格式(MG007/MH007)5. 品名(BMS.MG003/BMS.MH003/INV.MB002)* 仅为显示字段6. 规格(BMS.MG004/BMS.MH004/INV.MB003)* 仅为显示字段7. 库存单位(BMS.MG005/BMS.MH005/INV.MB004)* 仅为显示字段8. 编码格式编号(MG007/MH007/MA024)* 从品号信息中关联得出* [F2]编码格式编号9. 批号(MG006/MH006/MA008)* 品号属性区分为:P为采购件,M为自制件,S为委外加工件,Y为虚设件,C为配置件.10. 日期码(MG020/MH021/MA011)* 默认 当前系统日期* 日期快手11. 数量(MH020/MA012)* 如果 打印类型='1.产品条码' ,那么该字段隐藏不可用* 如果 打印类型='3.序号条码',且序号组成参照栏位中还有数量,那么则该字段可见并可用;另外字段隐藏不可用*如果打印类型='2.数量条码',那么该字段可见并可用* [F2]换算单位查询(INVMD-04)11. 打印份数(C 03)* 默认 '0'* 允许输入大于0的整数* 要求光标在此栏位中时,可以直接输入数量,而不必先删除原有数量再修改12. 打印次数 (MA025)* 新增时默认 0* 仅作显示字段。
易飞ERP9.0 LRP

LRP上线前置条件
基本信息之正确性
产品结构系统
录入BOM信息 单头: ·标准批量 ·工单单别 单身: ·组成用量 ·底 数 ·生效日期 ·失效日期 ·交叉排程 ·变动损耗 ·考虑上阶固定前置天数 录入取替代料 单头: ·取替代料 单身: ·数量 ·生效日期 录入料件认可信息 ·制造商 ·认可型号 ·主要来源 ·生效日期 ·核准状况 ·损 耗率 ·投料间距 ·固定损耗量
批次生产计划维护
工单发放或生产计划锁定
产生采购计划
采购计划维护 发放采购单据
与其他系统的关联
销售子系统
存货子系统
批次需求 计划系统
产品结构子系统
工单/委外子系统 主生产计划 子系统
采购子系统
基 本 信 息 创 建
LRP解决生产管理之困扰 LRP上线前置条件
重要名词解释
上线前准备 设置批次计划
·替代他料
= 根据BOM取替代关系,取替代其他料件的数量
重要名词解释
净需求数量
出 +计划销售 +计划领料 +预计销售 +预计领料 +被取替代 入 -库存可用量 -计划生产 -计划采购 -预计进货 -预计生产 -预计请购 -取代他料
净需求数量
重要名词解释
生产计划及采购计划之数量计算
·P件 净需求>0时 产生批次采购计划 ·M/S件 净需求>0时 产生批次生产计划
实例说明
交叉排程说明(以“考虑上阶固定前置天数”=“Y”为例)
检验天数2天
工单Ax:需求日为10-25号,扣除(1+1)天,预计10-21号完工(22、23日为假日),批量300,变 动前置天数3天,故10-14预计开工-----------------------------------------------------600PC 工单Bx :预计10-14完工,10-03预计开工,检验2天,10-18检验完成--------------600PC 交叉条件:在匀速生产的情况下,上下阶可并行生产,但上阶不能因下阶供应不上导致停工待料 交叉逻辑:下阶第一个批量完工,检验后,可供应上阶开工(含准备时间在内),并且,下阶完 工,检验后,可供应上阶最后批量开工;如果上下阶进度不是刚好匹配,则提前下阶计划,以同 时满足上阶的第一个批量和最后一个批量的开工要求 上例中:Ax、Bx各2个生产批量,Bx第一批量完工是10-07,检验完成是10-11,能满足上阶开工 (10-14),第二批量完工是10-14,检验完成是10-18,能满足上阶最后批量开工(10-19)---两个 条件同时满足,其中,Bx的第一批量超前完成,以便最后批量能赶上上阶最后批量开工需求
易飞ERP操作培训-录入品号信息介绍

变动前置天数:属于工作中心的加工时间或采购件பைடு நூலகம்供应商制造时间,如果
此时间的设置会因「量」的不同而成正比的变化,请于「批量」字段输入 计量批量。 批量:变动前置天数中量的设置,如生产数量,供货数量。
最低补量:对于某些物料,碍于生产或包装方式,如厂商要求的采购最低
订购量,工厂设置的经济批量。
录入品号信息操作介绍
ERP小组编制
设置编码原则: 对于料件编号,客户编号,供应商编号本系统提供由系统自动编号的功能。 须先于本作业设置需自动编号的类别,届时需自动编号的信息便可以此设置 来编码。
录入品号信息:基础信息
录入品号信息:基本信息1
录入品号信息:基本信息1
品号属性:
P采购件:直接对外采购,不需工厂加工料件 M自制件:工厂加工半成品及组装成品 S委外件:委托外厂加工半成品及成品 Y虚设件:简化BOM结构,提高BOM管理效率而设置的虚拟件
必选件,针对产品特性,简化BOM数量而设置的虚拟件 Option :选配件,针对产品特性,简化BOM数量而设置的虚拟件 具体详细解释可参照帮助文件(在录入品号信息界面中按【F1】键)
Feature:
录入品号信息:基本信息2
录入品号信息:采购资料1
录入品号信息:采购资料1
固定前置天数:一般指公司内部固定准备时间,如开单、核准、检验等。
补货倍量:对于某些物料,碍于生产或包装方式,采购量必须为此量的倍
数,称为补货倍量。如一个纸箱需备四个隔板,隔板的补货倍量为4. 领用倍量:对于某些物料,碍于生产或包装方式,领料量必须为此量的倍 数,称为补货倍量。如一个纸箱需备四个隔板,纸箱的领用倍量为1,隔 板的领用倍量为4.
录入品号信息:采购资料2
ERP批号管理解决方案.ppt

日常业务规范(5)
同一工单分 批次入库
日常业务规范(6)
销货单单身 也要有批号
如何通过报表进行追溯(1)
自定义报表
源工单编号
当有质量异常时,先通过有异常的批号即生产入库 单单身批号查到对应的源工单编号或订单编号!
如何通过报表进行追溯(2)
自定义报表
材料批号及供 应商
然后通过源工单编号(或订单审核)查到对应的材料批号 及供应商! 若同一工单领用多个批次的同种材料,则将成品入库 批号尾四位数与材料批号尾四位数对照,自然就知道 对应的材料批号了!
易飞ERP—批号管理 解决方案
神州数码管理系统有限公司
Digital China Management Systems Limited
批号管理之目的:
一. 原材料批次追溯: 即在生产过程中或产品销售后的质量问题可以 直接追溯到原料的进货批号及供应商。
二. 先进先出管理的需求。
提供的解决方案: 第一步
如何通过报表进行追溯(2)
在生产SQL栏增加条件: WHERE MOCTA.TA033<>'' 选择计划批号不为空的工单,即半成品工单,成品工 单是手工输的,没有计划批号,不需再显示。
报表管理(1)
查讯批号的交易情况及结余数
报表管理(2)
即时查讯批号结余数
成功可以复制,源于专业务实!
谢谢各位
2.但为了管控生产过程中批号混淆,现要求各半成车间一定要 填写流程卡,卡上一定要填上所用材料的批号及该工单 号、源工单号,成品入库时可以对应流程卡上的源工单号入 库,可以防止生产现场混用批号的现象. [注:工单派发明细表里请增加源工单单别及源工单单号 字段]
3.流程卡要一直流转到成品入库为止,如果一个套件成品有多 半成品配件组成,每个半成品会有一张流程卡,此流程卡一 定要随实物流转到成品入库为止,可防止材料的批号混淆.
易飞系统计划操作指引
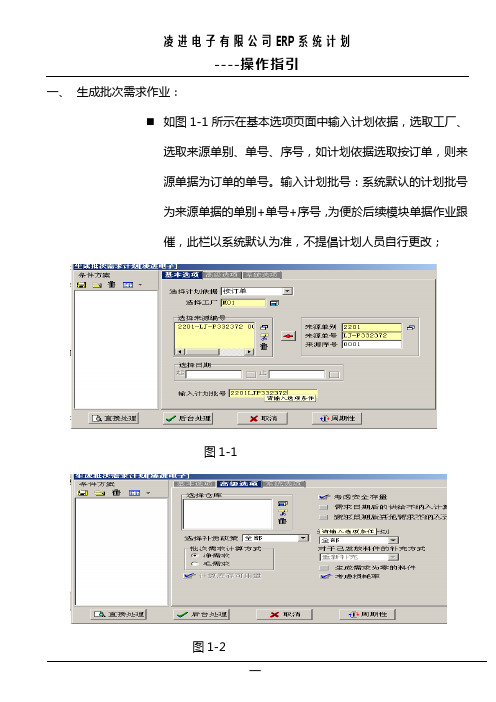
一、生成批次需求作业:如图1-1所示在基本选项页面中输入计划依据,选取工厂、选取来源单别、单号、序号,如计划依据选取按订单,则来源单据为订单的单号。
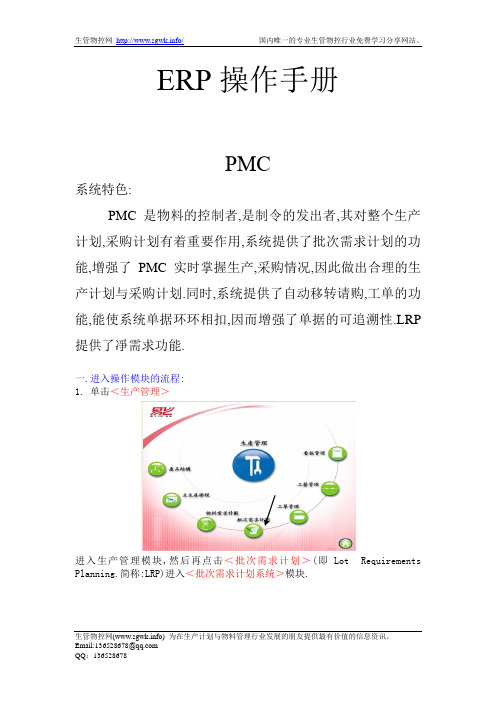
输入计划批号:系统默认的计划批号为来源单据的单别+单号+序号,为便於后续模块单据作业跟催,此栏以系统默认为准,不提倡计划人员自行更改;图1-1图1-2二、维护批次生产计划-按品号作业;⏹计划人员在处理完生成批次需求作业,至此作业将已生成的批次生产计划信息以品号的方式、查询、更改、删除其生产计划信息。
⏹进入维护批次生产计划—按品号作业程式进入如图2-1页面,点击查询按钮输入刚才生成计划批号;⏹在页面计划人员主要维护生产数、完工日、等栏目;图2-1 选定单身记录点击此处即可看到此品号组成材料及用量图2-2⏹如图在计划人员可以根据订单及生产需要针对单身的记录一一锁定;发放LRP工单时可以针对锁定的生产计划一一发放;⏹预计进货:已下采购单未进货⏹预计请购:已下请购单未转为采购单⏹预计生产:已开工单未生产数⏹预计销售:已下订单未销货(即订单未交数)⏹预计领用:生产工单预计需领用数量;⏹计划采购:已生成采购计划未发放请购单数量⏹计划生产:已生成生产计划未发放LRP工单的数量⏹计划领用:已生成生产计划需领用的数量;⏹计划销售:预测订单未交数量;图2-3三、可用量查询:⏹作业说明:当计划人员对通过ERP系统中所跑出生产计划中生产数量有疑问时,应到库存管理模块中打开查询库存状况程式作业如图2-3所示;图2-3⏹ 计划人员在生成LRP 需求时可以根据需要只生采购计划或只生成生产计划;四 维护批次采购计划—按品号⏹ 作业目的:可以将已生成的批次采购计划信息以品号的方式,查询,更改删除其计划信息;如图4-1所示;⏹ 作来说明:如果由人工方式计划其采购计划信息,可由计划者按品号方式输入其计划信息,注意由人工输入时计划信息一般都需锁定再运行其批次计划;⏹ 单身字段输入控制。
若用户无审核权限者,则单身信息仅可更1、在输入查询的品号改以请购相关字段,采购品号,采购数量,采购单位,采购日,锁定码,备注,仓库编号;图4-1五、发放LRP 工单作业;⏹作业目的:在生产计划生成后,经确认无误,且需转为正式工单时,可利用本作业发放。
易飞批号管理

批号管理
1.批号管理流程图:
2.批号管理的操作步骤:
1)启用批号管理
2)用其它出库单清空库存
说明:下列操作需在库存量为0的情况下作业(如有库存量可以用其他出库单将库存清0,如进行此类操作完成下列作业后请以其他入库单将库存恢复)
3)打开录入品号信息,对原有物料批号进行删除
4)在录入品号信息界面设置批号管理的形式:(N:不需要;W:仅需警告;Y:需要不检查库存量;T:需要
且检查库存量)
说明:①若选择需要且检查库存量:领料出库时无法显示过期产品对应的信息,库存量不足的批号也无法领料出库;
②若选择仅需警告:则领料出库时可以显示过期产品对应的信息,亦可领料出库。
当库存中存在几个不同批号,且库
存量充足的条件下,库存量为0的批号亦可领料出库。
(存在不合理现象)
③若选择需要不检查库存量:库存量为0的批号也是可以领料出库。
若启用保质期管理的产品必须与批号管理联合使用。
5)用其它入库单入库还原库存并指定批号
6)录入进货单
7)录入库存交易单
8)录入领料单
9)录入批号界面查询到的信息:。
易飞ERP操作手册PMC部分
ERP操作手册PMC系统特色:PMC是物料的控制者,是制令的发出者,其对整个生产计划,采购计划有着重要作用,系统提供了批次需求计划的功能,增强了PMC实时掌握生产,采购情况,因此做出合理的生产计划与采购计划.同时,系统提供了自动移转请购,工单的功能,能使系统单据环环相扣,因而增强了单据的可追溯性.LRP 提供了凈需求功能.一.进入操作模块的流程:1.单击<生产管理>进入生产管理模块,然后再点击<批次需求计划>(即Lot Requirements Planning.简称:LRP)进入<批次需求计划系统>模块.二.批次需求计划处理流程:1.在<批次需求计划系统>模块的画面上点击<生成批次需求计划>进入<生成批次需求计划>画面.分别有基本选项,高级选项,系统选项.A.<基本选项>操作要领:a.<选择计划依据>的设定:点下拉符号<▼>,有4个选项,分别是:<按工单>,<按订单>,<按计划来源>,<按MPS计划>.选择<按订单>,(注意:有颜色的为必选项).见下图b. <选择工厂>的设定:点击:旁边的方块符号,会弹出查询窗口,选择<01:即格第电子>,然后点击<确定>.c. <选择来源编号>的设定:点击, 可以开窗点选相就订单(可选择多张订单)见下图d. <输入计划批号>的设定:将鼠标移到<输入计划批号>的栏内,单击标鼠就会出现计划批号了,此时<来源单别>和<来源单号>也会自动出现.B .<高级选项>操作要领: 点击高级选项进入画面.选择按订单做为计划依据a.<选择补货政策>的设定: 点下拉符号<▼>,有3个选项,分别是:<按要求>,<按批补货>,<全部>.我们一般选<全部>.b.<批次需求计算方式>的设定:有<凈需求>和<毛需求>,系统默认为<凈需求>,且<计算库存可用量>默认为<v>.如果选择<毛需求>,则<计算库存可用量>变为可选项,要把此项的<v>去掉.在ERP实施的初期,一般选择<毛需求>,待ERP运行稳定后,再视情况选择<凈需求>.c.<选择需生成的计划>的设定: 点下拉符号<▼>, 有3个选项, 分别是:<生产计划>,<采购计划>,<全部>.在ERP实施初期,我们一般选<全部>,待ERP运行稳定后,其余两项视情况而定.d.<对于已发料件的补充方式>的设定:如果<批次需求计算方式>选择为<凈需求>.则此项默认为<重新补充>, 且不可更改.如果<批次需求计算方式>选择为<毛需求>.则此项会变为可选, 点下拉符号<▼>, 可以看到有3个选项,分别是:<不再补充>, <重新补充>,<补充差额>,三种选项将视不同的情况进行合理的选择.e.<生成需求为零的料件>和<考虑损耗率>都不要打<v>.C .<系统选项>:在ERP实施初期不需做任何设定,待ERP使用熟练后,再根据需要做设定.D . 设定完毕后,点击<直接处理>,此时如果系统正常,会显示出服务器的<批处理处理进度>,此时请你不要操作计算机,系统处理完<批次需求计划>后,会先显示出100%,过一会再显示出<处理完毕>,并显示出处理的成功记录和不成功的记录,请注意.确认完毕后,点击<OK>,关闭处理完毕画面.然后再点击<取消>,关闭<生成批次需求计划>画面.完成批次需求计划的操作后,紧接着就要进行<维护批次生产计划>和<维护批次采购计划>.三.维护批次生产计划:A.<维护批次生产计划>的方式有两种,<按品号>和<按开工日>,我们这里仅<按品号>进行说明.1点击<按维护批次生产计划-按品号>,进入功能画面,点击查询图标,进入<设置查询条件>画面. 见下图:B.<一般选项>操作要领:a.用鼠标点击查询字段下的<计划批号>,然后点下拉符号<▼>,可以看到有4个选项,分别是:<计划批号>,<备注>,<工厂>,<工厂名称>.我们一般选<计划批号>.b.<操作符>的意义:1. 等号=:表示只查询操作者在条件栏下输入的计划批号(如:2210608001) ,(其它批号一律不查询(如:2210608002),也称为精确查询.2. 大于或等于号>=: 表示只查询大于或等于操作者条件栏下输入的计划批号(如:2210608002以上的批号,含2210608002),不查询小于操作者输入的计划批号(如:2210608001以下的批号).3. 小于或等于号<=: 表示只查询小于或等于操作者条件栏下输入的计划批号(如:2210608002以下的批号,含2210608002),不查询大于操作者输入的计划批号(如:2210608003以上的批号).4. 大于号>: 表示只查询大于操作者条件栏下输入的计划批号(如:2210608002以上的批号,不含2210608002),不查询小于操作者输入的计划批号(如:2210608002以下的批号,含2210608002).5. 小于号<: 表示只查询小于操作者条件栏下输入的计划批号(如:2210608002以下的批号,不含2210608002),不查询大于操作者输入的计划批号(如:2210608002以上的批号,含2210608002).6. 不等于号<>: 表示查询操作者条件栏下输入的计划批号以外的批号(如:2210608002以外的批号),不查询操作者输入的计划批号(如:2210608002).7. LIKE:意为象什么什么一样,这是一个很笼统的概念,一般都不推荐用此项,也称为模糊查询.8. IN:意为在某某范围以内,表示只查询操作者条件栏下输入的两个计划批号范围内的单号(如:2210608002~2210608033以内的批号,含2210608002和2210608033).c.<AND>和<OR>的认识: 点击<AND>,然后点下拉符号<▼>,可以看到有2个选项,分别是:<AND>,<OR>,AND意为和,OR意为或者.D.<高级设置>操作要领:a.用鼠标点击<LA00计划批号>这边的下拉符号<▼>,可以看到有11个选项,分别是:<LA001计划批号>,<LA003备注>,<LA004工厂>,<MB002工厂名称>,<FLAG标识>,<MODI_DATE更改日期>, <MODIFIER更改者>,<CREATE DATE录入日期>,<USE_GTOUP组编号>,<CREATOR录入者>,<COMPANY公司编号>.操作者要根据选择的项,配合操作符和输入的条件.然后点击<添加>后,按<确定>即可查询.此时就会出现符合你选择条件的计划批号,如果操作者把含单身筛选条件的灰色方框打上勾<v>,那么可供查询的项目就更多了,操作者可根据自身的熟练程度灵活的运用.E.│维护生产计划与采购计划:a.生产计划,见下图图(1)操作员需对工单单别,工作中心,开工日,完工日,仓库,生产数量,如果是委外工单,还要对委外供货商进行相应维护.如果有某些工单暂时不需发放,勾选’锁定’即可,如需改取替代料,见下图b .维护批次采购计划:A.<维护批次采购计划>的方式有两种,<按品号>和<按开工日>,我们这里F3键可查取替代料仅<按品号>进行说明.1,进入功能画面, 按批号找出相应采购图(1)操作员对采购数量,仓库等进行维护.如有些材料暂时不发放,勾选’锁定’即可.四.发放LRP 请购单与工单:A.点击<发放LRP 请购单>,进入功能画面.B.在<基本选项>中,利用<选择计划批号>,同时注意锁定码的使用,选择你要发放LRP请购单的计划批号.C.在<高级选项>中的<输入单别>栏, 点击, 会弹出查询窗口,选择请购单别,点击<确定>,在<输入采购人员方式>栏, 点下拉符号<▼>,可以看到有2个选项,分别是:<输入指定采购人员>和<选择品号采购人员>,一般选<选择品号采购人员>,设置完毕后,点击<直接处理>,最后记下系统自动处理完毕后的请购单号即可.D.审核请购单,见下图:操作员可在采购管理子系统里的’录入请购单’画面找出相应批号的请购单,不单据没有审核前还可以进行数据维护,确认无误后进行审核,审核后的请购单上会出现红色的’核’字.E.发放LRP工单,见下图首先选择计划批号,选择工单单别(分委外,厂内工单),如果二者同时发放,则不需要选择,同时注意锁定码的就用,再看高级选项,见下图发放排序依据可选择:计划批号,品号,如果多计划同时发放,最好是选择前者,发放日期为系统日期,一般不做更改.最后点直接处理,等待系统自动完成后,记下生成的工单单别,单号.接下来在’工单委外子系统’里做工单的审核动作,见下图:未审核的工单状态码为’未生产’,而且单据上没有红色的’审’字,此时,单身信息还是能进行维护修改,但此时的工单单别不能再做修改.(状态码说明:2.已发料是指此工单已经有审核了的领料单,3.生产中是指此工单已经有过已审核了的入库单,但还没有生产完.Y.已完工是指此工单的入库数等于了预计产量.y.指定完工是指因客观原因,工单发生了变更,生产不能继续,最后由手工做变更完成).厂内/委外与高级设置,见下图:此处可查看到批号,订单单号信息,可做为查询条件如果性质为:2.委外工单,那么工做中心为不可选. 为 1.厂内工单,则委外供货商则不可选.未审核工单数量变化操作,见下图:重计用量数量说明:如果操作者在工单未审核前进行数量上的变化,那么就需要重计单身数据(需领用量),这时请选择用量计算按钮,展开方式:1.单阶,勾选重计已有单身者.最后点确定.总结:操作者确认工单无误后即可审核工单.提示:工单处在非1.未生产状态下时,将不能再解除审核.五.工单变更操作:说明: 对于尚未领料开工生产的工单,如果工单内容有所变动,可以直接加以修正或取消,但不应更动到实际已经发生的『已生产量』与『已领用量』.唯预计用料信息如果需要利用『用料计算』功能重新展开计算时,若确实已有领用数量的记载,将保留『已领用量』;若发现已领用量不正确时,可利用『批处理』中的『重新计算工单已领料数量』重新自领料单去累计该工单的材料实际『已领用量』.正在生产中的工单,如果因故要中断生产,不可以直接取消的.而应该先将已领出而尚未耗用的材料办理退料入库,已完成的成品办理生产入库.然后,再由计算机调出该工单,以手动方式指定该工单为『指定完工』.见下图:可改变工单状态可改预计产量F2键可查询单身信息图(1)指定结束工单可在’状态码’字段选择’y.指定结束’预计产量的改变需重计单身信息(见图2),单身信息的改变需按f2键(见图3)定即可.图(3)在材料品号处按f2键可查询单身所有信息,在需要变更的物料处双击,即可回到单身处做修改,(注已发料的物料不可改变品号.需领用量的改变不可小于已领用量),如果要新增一材料,可在变更单单身处重新录入,系统自动视其为新增材料.六.录入委外核价单图(1)点新增,选择单别,选择委外供就商,含税是否勾选视实际状况而定,单身输入品号,输入委外单价,选择生效日期即可,委外核价单需要审核.。
ERP原理与应用-实验1 订单录入与批次需求计划

实验1订单录入与批次需求计划1.订单录入第1步:登录系统。
双击桌面上易飞ERP系统按钮的快捷方式,进入“系统登录”界面后,以“DS”账号登录到“光华家具3”账套中。
登录后,进入系统主界面,如图7-1所示。
图7-1 系统主界面本章实验公司账套为“光华家具3”,在登录系统时一律选择该公司;第2步:录入客户订单。
从系统主界面(如图7-1所示)左边树状结构处,选择“进销存管理”→“销售管理子系统”,进入“销售管理子系统”,单击“录入客户订单”模块,进入“录入客户订单”界面,按以下顺序进行操作:(1)单击“新增”按钮;(2)单击“订货单别”右边的图标,在打开的窗口内选择:DD(客户订单)。
(3)单击“客户编号”右边的图标,在打开的窗口内选择:ZS(中实集团)。
(4)单击“业务人员”右边的图标,在打开的窗口内选择:001(蔡青)。
(5)单身信息中,单击“品号”,在打开的窗口内选择:BGY(办公椅)。
输入“订货数量”:100。
输入“单价”:600。
双击“预交货日”空格,在打开的窗口内选择:2014-12-26。
(6)单击“保存”按钮,完成客户订单的录入,系统自动进入下一张客户订单的录入状态,单击“取消”按钮,关闭该界面。
第3步:进入“录入客户订单”界面,单击“查询”按钮,弹出查询条件对话框,直接单击“确定”按钮,列出客户订单信息列表,选择订单并双击,调出订单信息进行查看。
如图7-2。
单身信息中需要填制的选项,如在选项右边有图标的,表示该选项可以单击图标,在打开的窗口内选择信息填入,不需要手工输入,后边的操作均类似,不再一一说明。
“审核者”项为“DS系统管理员”,是系统自动回写为登录该系统的审核员。
【实验结果】本实验生成一张中实集团购买办公椅100把的客户订单。
预交货日:2014-12-26。
图7-2 客户订单界面2.生成批次需求计划(LRP)第1步:设置批次需求计划。
登录系统,在系统主界面(如图8-1所示)左边树状结构中,选择“生产管理”→“批次需求计划子系统”,进入“批次需求计划子系统”界面,单击“设置批次计划”模块,进入“设置批次计划”界面。
易飞ERP系统操作管理规定

1.由各部门主管推荐,ERP系统项目推行委员会主席确认。每季度定期评选出本部门表现优秀的ERP操作员一名,评选结果在公司公告栏公示,并每人每次奖励100元。
2.各部门ERP系统操作人员在不使用ERP系统时应即时退出ERP系统,对未使用而不退出长时间占用用户数的操作人员,一经查证相关操作人员每次罚款20元。
2.开发部对于产品改模、变更版本等原因需升级品号而下发的ECN,必须在ECN上注明原品号的现有库存结存数量、现有在制数量及处理方法。
3.开发部对已量产的BOM表下发ECN,签核完成后,必须先交与开发部ERP系统文员在ERP系统中修改。如最终造成导致生产产品的报废的责任处理适用本规定的第八条。
六、货仓部的ERP相关管理:
八、上述未注明处罚的条款,适用公司相关厂纪厂规处理。
九、因不按上述规定及流程操作,给公司造成财产损失的,视其情节轻重,追究经济责任,并按公司其它相关规章制度给予处分。
一十、本规定及相关条款最终解释权归ERP项目推行委员会所有。
文件名称:ERP系统管理规定
修 订 记 录
版本号
修订章节
修订内容
生效日期
分发部门:
□总经理□销售部□开发部□采购部□PMC部□货仓部□品质部□注塑部□装配部□工模部□行政人事部□工程部□报关部 □邦定科□以上所有
编制杨江勇ERP工程师 签名姓名职位日期
为保持我司ERP系统持续有效、稳定的运作,充分利用ERP系统中各模块的管理功能。保证ERP系统各相关人员按规定正确完整的输入各类单据,按流程完成单据的审批签字,按要求分发各类单据到部门。特制定如下管理规定及奖惩条例;
一、单据的管理:
1.库存调整单由货仓部仓管人员录入、打印,ERP系统项目推行委员会主席签核,ERP项目工程师负责系统中审核;单据备注中写明此库存调整原因;
ERP批号与供应商多批号的操作方法

2015.3.30
批号管理类别与规则
1、U8系统进行批号管理目前是塑胶料与产品做了批 号管理。 产品批号规则:生产年月-6位 例如3月份生产的则批号录入为201503
2、塑胶料(原料与抽粒): 1)外购--按入库日期(年月日8位)+供应商的生 产批号;例如20150330A001 20150330是入库日期,A001供应商批号
则系统会自动选择批次号分解行次与数量;如下图所示。 (出货单操作相同,不需另外去查看有几个批号)
多批号领料的操作
还有一种方式不用快捷键时的操作:
打开了批号参照列表后,点击表头菜单“自动” 项,系统会根据你领出的数量来按批号次序自动增行与领用 量。
多批号领料的操作
领用时,输入数量后在选择批号时,光标停在批号栏选择 状态(红框所示),同时选[Ctrl+B]快捷键,则系统会自 动按批号分项选出,不需多次手工选择物料号。 如下图示:前面入库有三批次共900KG,现要出库800KG, 则只需录入一行即可
多批号领料的操作
在批号栏点击鼠标后,按下[Ctrl+B]快捷键
2)内部抽粒--抽粒生产日期(抽粒房需在入 库单上注明)
批号选择
领用原则是按“先进先出”,如不同日期所入的批次号是 相同的,则报表显示是按批次号合并显示。
如以下例举所示:同款材料有三个批次号,其中有两笔不同 时间入库但批号相同为不同批号是分开行显示的,批号相 同不同时间入库的则会合并在一起显示。
鼎捷ERP系统 -易飞9.0-产品配置管理

易飞ERP系统9.0版本产品配置管理目录前言 (2)一制造模式划分 (2)二配置解决的难题 (3)三CTO解决方案 (3)3.1 规划-名词解释 (3)3.2 族产品和BOM族规划 (4)3.3 录入基础数据-单阶|多阶配置(族产品品号) (5)3.4录入基础数据-配置件品号 (5)3.5 录入标准件 (7)3.6 录入基础数据-录入BOM族 (8)3.6.1 建立单层BOM (8)3.6.2 BOM族 (11)3.3 产品配置-录入产品配置 (11)3.4 配置方案-成本模拟 (13)3.5 录入报价单 (14)3.5.1报价单引用配置方案或新建配置方案 (14)3.5.2录入报价单-单价操作 (14)3.5.3 录入报价单-成本模拟 (15)3.5.4 录入报价单-预估利润查询 (15)3.6 录入订单\订单变更-配置录入 (17)3.6.1 客户订单引用配置方案 (17)3.6.2录入订单\订单变更-价格模拟查询 (18)3.6.3 录入订单/订单变更-毛利预估 (19)3.7 生成LRP计划 (19)3.8 录入工单 (20)3.8.1 引用销售订单生成工单, (20)3.8.2 自制生产工单 (21)3.9录入生产入库单 (25)3.10 录入销货单 (25)3.11 实施注意事项 (25)前言最近在做产品的配置管理,在网上搜索了很多操作说明,但是很多说明书都是有理论没案例,或是案例不连贯,看的我是云里雾里的;因此就下定决心,以鼎捷的ERP易飞9.0版本为例,将操作说明分享给大家。
希望大家能够真正的掌握产品的配置管理的原理和实际操作。
一制造模式划分制造模式划分按照订单为切入点,制造模式可分为:1.按分销生产(Make To Distribution)2.按库存生产(Make To Stock)3.按单组装(Assemble To Order)4.接单制造(Make To Order)5.按单设计(Engineering To Order)如上图所示,按订单配置适用的企业特征如下:1.产品采用接单式生产。
易飞ERP系统操作管理规定

易飞ERP系统操作管理规定⽂件名称:ERP系统管理规定修订记录版本号修订章节修订内容⽣效⽇期分发部门:□总经理□销售部□开发部□采购部□PMC部□货仓部□品质部□注塑部□装配部□⼯模部□⾏政⼈事部□⼯程部□报关部□邦定科□以上所有编制杨江勇ERP⼯程师2011.04.18签名姓名职位⽇期为保持我司ERP系统持续有效、稳定的运作,充分利⽤ERP系统中各模块的管理功能。
保证ERP系统各相关⼈员按规定正确完整的输⼊各类单据,按流程完成单据的审批签字,按要求分发各类单据到部门。
特制定如下管理规定及奖惩条例;⼀、单据的管理:1.库存调整单由货仓部仓管⼈员录⼊、打印,ERP系统项⽬推⾏委员会主席签核,ERP项⽬⼯程师负责系统中审核;单据备注中写明此库存调整原因;2.其他⼊库单、其他领料单、其他出库单由打单中⼼统⼀录⼊、打印,仓管员负责审核。
录⼊必须选定部门编号,在备注写明录⼊此单据原因,3.⽣产部门ERP操作⼈员在输⼊领料单必须输⼊领料部门.4.当天录⼊的单据当天必须审核完成,如有特殊情况当天⽆法完成应以邮件形式知会ERP项⽬推⾏委员会。
5.ERP操作⼈员必须按⽣产通知单及PO领料、⼊库,不得窜单领料、窜单⼊库、不得挪料⽣产。
6.仓管⼈员按单据操作出⼊库物料,如遇紧急情况,不能按流程操作,则必须在六⼩时完成补单。
7.各ERP操作⼈员应妥善保管⾃已密码,不得将ERP帐户泄漏或借与他⼈使⽤;8.各部门将有效单据按⽉按⽇期装订成册,妥善保管,不得遗失。
⼆、计划批次需求管理:1、批次计划⼈员在⽣成LRP需求计划时,必须按净需求发放。
2、计划⼈员必须及时指定⼯单结束,因⼯单未及时指定结束⽽净需求⽣产数准确,造成少⽣产⽽延误订单交期,每次罚款20元。
3、计划⼈员⼿⼯开出⾮LRP⼯单时必需输⼊相关订单号、订单序号、输⼊⼿⼯开出⾮LRP⼯单原因;4、计划⼈员在做⼯单变更单时,新增⼯单单⾝序号、变更需领料数量必需注明变更原因者;5、采购⼈员维护采购单未交数量,对已结束的采购单应及时指定结束,如因采购单未及时指定结束⽽影响计划采购净需求,导致⽣产线停⼯待料,每次罚款20元;6、打单中⼼开出⾃制件的超领单,计划部必须变更单⾝相关料件需领⽤量,凡未变更需领⽤量⽽影响净需求计算,每次罚款20元。
易飞erp批号管理方案

提供的解决方案: 第三步
• 批号编码原则确定:
1. 原则上要求供应商提供批号,原材料进货单上 录入供应商提供的批号即可,如供应商一批送货 分两个批号,则要分批号录入。
同品号因批号不同,分批号重量录入两次
提供的解决方案: 第三步
• 批号编码原则确定:
如供应商不提供批号,则仓库入进货单时自行 编号,原则如下: 代号+年月日+两位流水号 = T +070601+01 一定要与供应商调强:如供应商不提供批 号,则按我们公司自己确定的批号,日后因质 量问题追溯起来供应商要认可!!!
提供的解决方案: 第四步
期初开帐:通过上线开帐单将需做批号管 理的品号在开帐时输入对应的批号.
开帐要有批号
• 在以上步骤都已经完成的基础上.
•请继续往下……
日常业务规范(1)
进货单录入批号
注意:同一品号同一次送货有多个批号,一定要分批号在进货单单身录入。
日常业务规范(2)
由订单跑 LRP,订单 单号将成为 我们进行批 号追溯的线 索!
日常业务规范(4)
4.成品生产入库单上的批号就用生产入库单单别+单号录入, 若单身有多笔品号,则在批号后加A、B、C…区分. 5.对于一张工单所领用的同一种原材料有两种(含)以上批 号的情况,成品生产入库单录入时也要区分批号,注 意此时的批号原则:生产入库单单别+单号+A或B或C+随料 单带过来的材料批号尾四位数,为了便于与材料批号对 应。 eg:做5万半成品领了两个批号的原材料,则同一成品工单要 分两个批号入库,除了在入库单单别+单号后加A、B、C字母 后,还要加上材料批号的尾四位数字,便于不同入库批次 追溯不同材料批号。
易飞ERP存货管理系统
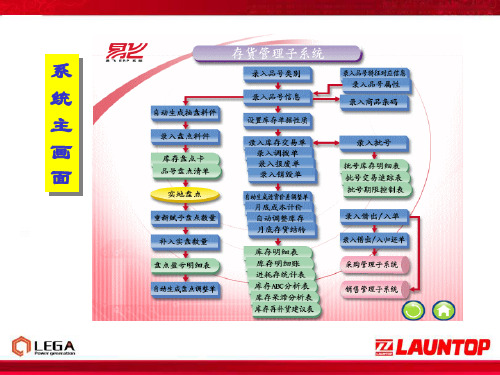
基本信息创建
3.录入品号信息—批号管理
采购件:从品号进货时因质量或来源因素,须针对该批进货予以标示, 管制自库存、领用、不良至出货的批次交易信息,以满足后续信息管 理需求,该料件须进行批号管制 Y。如:有效期间为一年的涂料或黏 胶
制造件:从成品入库后必须针对该批生产的质量或生产条件予以
记录识别,方便将来针对该成品的生产程序追踪,自入库、出库 或销货所有交易须要填入批号者,该品号必须进行批号管制。如: 芯片产品必须管制其有效年限或者将来销货后必须进行生产记录 的追溯者 相关字段:有效天数及复检天数
当实盘后,以盘盈亏报表查询发觉账面数量及实 盘数量生成差异时,必须生成盘点调整单 (盘盈 盘亏单) 来调整库存账面量,本作业目的就是自 动生成盘盈亏调整单.
其他管理功能
5.不合格品管理-自动生成报废单
1.来源为:进货单\委外进货单\生产入库单\转移单\ 转移入库单 2.批次运行成功后,产生报废单,同时相应单
其他管理功能
1. 批号管理-录入批号
交易单据审核后可至录入批号作业中查询批号 交易明细
其他管理功能
2.库位管理-即时查询库位存量
其他管理功能
3.借出\借入管理-借入流程 料件借入需求
借入单 凭证 借出入 状况表
录入借入单 借入单确认
借入单
N 核准 Y N 良品 Y 仓库接收 入库
其他管理功能
基本信息创建
4.设置单据性质-单别示范
单据 单别 影响 更 新 更 新 更 新 编号 名称 库存 入库日 出库日 盘点日 影响成本码 对方科目 ─────────────────────────────── 1109 仓库报废单 - Y 赋予成本结果 盘盈损 ─────────────────────────────── 1120 赠品入库单 + Y 赋予成本结果 无 ─────────────────────────────── 1121 赠品出库单 - Y 赋予成本结果 无 ─────────────────────────────── 1122 工艺报废入 + Y 赋予成本结果 无 ─────────────────────────────── 1123 工艺报废出 - Y 赋予成本结果 无 ────────────────────────────── 1130 期初开帐 + Y 成本来源 制造费用 ────────────────────────────── 1201 调拨单 - Y Y 赋予成本结果 无 ──────────────────────────────
01 MTC 易飞ERP系统设置规范new

一、易飞ERP系统设置规定1、系统架构:1)系统帐套名称:兆驰多媒体2)流程架构图:2、权限设置:1)操作权限的签发程序:部门提出书面申请ERP项目负责人确认ERP系统管理员发放并备查。
2)公司机构变动、部门增减等应书面通知ERP项目实施小组,由项目实施小组在系统内做相应调整。
3)部门操作人员(岗位)的变更,应书面通知ERP项目实施小组,在系统内做相应调整。
4)部门经办人员的增加,打单中心人员根据业务需要提出,ERP项目实施小组人员在系统上增加。
5)采购单据来源:由计划部门(PMC)生成请购单,采购部门依据请购单生成采购单。
采购单的生成必须走核价流程,采购价格、税率等信息来源于核价单。
采购员只能在“采购单”核对价格,不可修改价格,采购单上价格修改的权限为采购部经理、ERP项目经理、系统管理员。
6)系统的审核与反审核:审核是由部门岗位操作人员将信息入录系统后,部门负责人在系统内的确认操作。
单据一经审核后如需修改其信息则需在系统进行反审核操作称为反审核。
7)反审核流程:部门填《ERP单据修改申请单》ERP项目经理审核(涉及价格还需总经理签核)ERP系统管理员执行反审核8)系统审核日期要求。
所有单据必须及时审核,操作人员不得擅自提前或退后审核日期。
3、共用参数设置:1)基本参数:日期格式:公历YYYYMMDD 数量表达式:单一单位审核日依据:系统日记帐本位币:RMB人民币税率:17%税额计算方式:按行项目计算“一品号对应多条码”不勾选。
2)进销存参数设置:商品分类方式:1.会计2.仓管3.待定4.待定品号税率与单据税率不同时的处理方式:警告成本计价方式:月加权平均成本库存现行年月:自然年月(如2005-04)库存关账年月:每年公历12月(如2004-12)账务冻结日期:公历自然月前一月最后一天(如2005-3-31)品号快捷码、客户快捷码及供应商快捷码全设为:模糊查询3)财务参数设置:期间类型:12期科目快捷码:模糊查询会计现行年月:2005 会计现行期间:04会计关账年度:2004 会计关账期间:12银行存款现行年月:2005-04应收现行年月:2005-04 应收关账年月:2004-12应付现行年月:2005-04 应付关账年月:2004-124)人事参数设置:计薪:2005-045)启用系统模块:销售分析、质量管理、应收/应付管理、自动分录、票据资金、生产管理电子签核4、公司信息:公司简称:INCREAT公司全称:INCREAT ELECTRONICS LIMITED英文公司全称:INCREAT ELECTRONICS LIMITED地址:深圳市福田区泰然工业区云松大厦10A5、工厂信息设置:工厂信息编码以“INCREAT”英文因确定只设一个工厂故“厂别编号”输入为;00001编号:00001 工厂名称:INCREAT地址:深圳市福田区泰然工业区云松大厦10A6、仓库设置:库别信息编码原则:仓库编号以仓库前两位名称的拼音缩写,后加两码流水以阿拉伯数字代表。
易飞ERP系统(90)品号承认书管控与采购核价
1,TFT产品需要根据品号承认书状态来管控采购 核价; 2,CTP样品项目的品号没有承认书管控,可以直 接做采购核价; 问题: 同一帐套,不能实现两个流程在同一个程序操作。
解决方案一:后台触发器管控方案
1,当前解决方案: (1)在录入品号信息单头设置承认书管控码(Y/N); (2)在录入品号信息单身通过自定义字段,设置具体供应商和对应的承认 状态 (3)在审核采购核价单的时候,通过后台触发器控制能否审核。
2在录入品号信息单身通过自定义字段设置具体供应商和对应的承认状态3在审核采购核价单的时候通过后台触发器控制能否审核
易飞ERP系统(90)
品号承认书管控与采购核价
宇顺电子信息系统部
目录
当前问题
解决方案
方案优势
当前问题:
由于长沙基地将长沙显示与长沙触控的业务进行合并,即: 在同一个帐套(长沙显示)中进行业务扭转。而:
综上所述 :(前台品号即时承认状态管控方案) TFT产品的承认状态管控和CTP样品的核价及采购都在 同一程序上实管控方案
(4)在录入采购单的时候: 品号录入之后,自动将该供应商的当前时间的承认状态带入单身,且为只 读,并跟采购单一起保存; 采购人员根据品号的承认状态判断是否可以下单,还是要重新核价。
前台品号即时承认状态管控方案的优势:
(1)品号维护方面: 减少了维护工作量,只需维护品号信息单身的承认状态; (2)核价方面: 在核价单单身直接显示承认状态,且可以保存到核价单中, 更直观地标明该品号是在什么承认状态下作的核价。 (3)采购方面: 在采购单单身直接显示承认状态,且可以保存到采购单中, 更直观地标明该品号是在什么承认状态下的采购。 (4)CTP样品采购方面: 解决了样品在核价和采购的管控。
ERP系统批号管理具体问题

ERP系统批号管理具体问题:批号管理是企业进行物料追踪与控制的一个重要工具。
如现在的食品、药物等外包装盒上都会有一个批号。
如果管理恰当,通过这个批号可以查询出产品的出货日期、完工日期、在哪条生产线上生产的、原材料是哪个供应商在什么时间提供的、产品与原材料的检验信息等等。
可见,批号管理可以帮助企业管理者追踪物料的详细情况。
不过由于中间信息过多,如果通过手工来管理批号的话,工作量非常大。
为此在手工管理阶段,很少有企业会使用批号管理。
在ERP系统中,相关的批号作业都是有系统完成的。
人工操作的工作量相当的少。
为此随着ERP系统的普及,批号管理也将得到广泛的应用。
笔者认为,要做好批号管理,需要注重细节。
一、哪些物料需要进行批号管理?项目管理员需要根据企业物料的重要性确定批号管理的范围。
即使是像药物、食品等国家强制要进行批号管理的企业,也并不是需要对所有的物料都进行批号管理。
如外包装盒上的塑料薄面就不需要进行癖好管理。
所以企业需要根据物料的重要性(如物料的价值、物料对成品的影响程度)来确定需要进行批号管理的物料。
在这个过程中,需要注意一个问题。
即国家相关法律法规的要求。
对于食品、医疗等行业,国家都有规定,对于哪些物料需要进行批号的管理。
此时在考虑批号管理的范围时,就要兼顾到国家法律法规的规定。
二、ERP项目前是否有批号管理工具?有些企业,在没上ERP系统之前,就已经有了批号管理的信息化系统。
不过这个系统是相对独立的,只记录了批号相关的信息。
企业准备上ERP系统后,项目管理员就需要考虑,怎么对待原有的癖好管理系统?对此项目管理员有三个选择。
一是让批号管理系统与ERP系统并存。
即相关帐务与物料控制在EPR系统中进行,而批号则仍然通过批号管理系统来控制。
这么操作,显然会增加用户的工作量。
因为用户同时需要负责两套信息的数据。
通常情况下,如果企业需要进行批号管理等范围并不是很大,可以考虑采用这种方式。
否则的话,并不推荐使用。