PA6+50%GF湿态-平行注塑流动方向拉伸实验数据-5_5
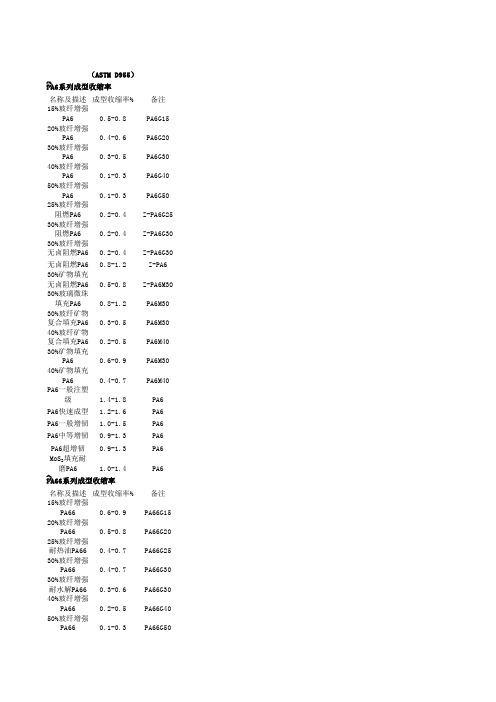
PA6缩水率

PA6系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA6 0.5-0.8 PA6G1520%玻纤增强PA6 0.4-0.6 PA6G2030%玻纤增强PA6 0.3-0.5 PA6G3040%玻纤增强PA6 0.1-0.3 PA6G4050%玻纤增强PA6 0.1-0.3 PA6G5025%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G2530%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G3030%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30无卤阻燃PA6 0.8-1.2 Z-PA630%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M3030%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M3040%矿物填充PA6 0.4-0.7 PA6M40PA6一般注塑级1.4-1.8 PA6PA6快速成型1.2-1.6 PA6PA6一般增韧1.0-1.5 PA6PA6中等增韧0.9-1.3 PA6PA6超增韧0.9-1.3 PA6MoS2填充耐磨PA6 1.0-1.4 PA6PA66系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G1520%玻纤增强PA66 0.5-0.8 PA66G2025%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G3030%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G4050%玻纤增强PA66 0.1-0.3 PA66G5025%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA6630%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M3030%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M3040%矿物填充PA66 0.4-0.7 PA66M40一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66MoS2填充耐磨PA66 1.2-1.6 PA66PA/ABS系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG1020%玻纤增强PA/ABS 0.2-0.5 PA/ABSG2030%玻纤增强PA/ABS 0.1-0.3 PA/ABSG3020%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS高冲击PA/ABS 0.8-1.0 PA/AB。
PA6材料性能范文

PA6材料性能范文PA6是聚酰胺6(Polyamide 6)的缩写,它是一种重要的合成聚合物材料。
PA6有许多出色的性能,使其在各种应用中得到广泛应用。
本文将详细介绍PA6的物理性能、机械性能、热性能、电性能以及其在各个领域的应用。
1.物理性能:PA6具有良好的透明度,其折射率接近1.5,使其成为许多光学应用的理想材料。
此外,它还具有较高的硬度和强度,能耐受许多化学物质的侵蚀,还具有很好的耐磨性和抗划伤性能。
2.机械性能:PA6的机械性能优越,在室温下具有较高的强度和刚度。
它的抗拉强度通常在50-100MPa之间,比重达到1.13 g/cm³,这使得它在许多工程应用中具有良好的机械性能。
3.热性能:PA6在高温下依然表现出色,其热变形温度通常在150-170℃之间。
此外,PA6具有较低的热膨胀系数和良好的热稳定性,使其成为一种优秀的工程塑料。
4.电性能:PA6是一种绝缘性能良好的材料,其表面电阻率在10^13-10^16Ω/cm²之间。
此外,它还具有良好的介电强度和耐电弧性能,使其广泛应用于电气和电子设备制造领域。
5.应用领域:PA6在许多领域具有广泛的应用。
在汽车工业中,PA6被广泛应用于制造汽车零部件,如发动机盖板、车身零件和电线束保护套等。
在电气和电子领域,PA6常用于制造插座、开关、连接器和绝缘电缆等。
此外,它还被用于制造日用品、运动用品、工业设备和纺织品。
总结:PA6是一种优秀的合成聚合物材料,具有良好的物理性能、机械性能、热性能和电性能。
它广泛应用于汽车工业、电气和电子领域以及其他领域。
随着技术的进步和材料配方的改进,PA6在未来有望在更多的领域得到应用。
PA6+50%GF-BG 50H

T ECHNICAL D ATA S HEETG RILON BG-50 HGrilon BG-50 H is a high heat stabilised PA6 injection moulding grade with 50% glass fibres.Grilon BG-50 H has the following important properties:•High stiffness•High heat resistance•High heat distortion resistance Application examples are stressed functional parts in the engine compartment such as clutch master cylinders and sensor housings.PROPERTIES Mechanical PropertiesStandard Unit StateGrilon BG-50 HTensile E-Modulus 1 mm/min ISO 527MPa drycond.1750011500Tensile strength at break 5 mm/min ISO 527MPa drycond.245165Elongation at break 5 mm/min ISO 527%drycond.36Impact strength Charpy, 23°C ISO 179/2-1eU kJ/m²drycond.9095Impact strength Charpy, -30°C ISO 179/2-1eU kJ/m²drycond.8590Notched impact strength Charpy, 23°C ISO 179/2-1eA kJ/m²drycond.1525Notched impact strength Charpy, -30°C ISO 179/2-1eA kJ/m²drycond.1112Ball indentation hardness ISO 2039-1MPa drycond.270155Thermal PropertiesMelting point DSC ISO 11357°C dry222 Heat deflection temperature HDT/A 1.8 MPa ISO 75°C dry210 Heat deflection temperature HDT/C8.0 MPa ISO 75°C dry170 Thermal expansion coefficient long.23-55°C ISO 1135910-4/K dry0.15 Thermal expansion coefficient trans.23-55°C ISO 1135910-4/K dry 1.00 Maximum usage temperature long term ISO 2578°C dry130 - 150 Maximum usage temperature short term ISO 2578°C dry200Electrical PropertiesDielectric strength IEC 60243-1kV/mm drycond.3633Comparative tracking index CTI IEC 60112-cond.475Specific volume resistivity IEC 60093Ω · m drycond.10121010Specific surface resistivity IEC 60093Ωcond.1012General PropertiesDensity ISO 1183g/cm³dry 1.58 Flammability (UL94)0.8 mm ISO 1210rating-HB Water absorption23°C/sat.ISO 62%-5 Moisture absorption23°C/50% r.h.ISO 62%- 1.5 Linear mould shrinkage long.ISO 294%dry0.05 Linear mould shrinkage trans.ISO 294%dry0.50Product-nomenclature acc. ISO 1874:PA 6, MH, 14-190, GF50Processing information for the injection moulding of Grilon BG-50 HThis technical data sheet for Grilon BG-50 H pro-vides you with useful information on material prepa-ration, machine requirements, tooling and process-ing.MATERIAL PREPARATIONGrilon BG-50 H is delivered dry and ready for proc-essing in sealed, air tight packaging. Predrying is not necessary provided the packaging is undam-aged.StorageSealed, undamaged bags can be kept over a long period of time in storage facilities which are dry,protected from the influence of weather and where the bags can be protected from damage.Handling and safetyDetailed information can be obtained from the “Material Safety Data Sheet” (MSDS) which can be requested with every material order.DryingGrilon BG-50 H is dried and packed with a moisture content of ≤ 0.10 %. Should the packaging become damaged or be left open too long, then the material must be dried. A too high moisture content can be shown by a foaming melt, excessive nozzle drool and silver streaks on the moulded part.Drying can be done as follows:Temperature:max. 80°C Time:4 - 12 hours Dew point of the dryer:-25°CTemperature:max. 100°C Time:4 - 12 hoursDrying timeIf there is only little evidence of foaming of the melt or just slight silver streaks on the part, then the above mentioned minimal drying time will be suffi-cient. If material is stored open for days, shows strong foaming, unusually easy flow, streaks or a rough surface on the moulded part, then the maxi-mum drying time is required.Silver streaks can also be caused by overheating of the material (over 350°C)or by too long melt residence time in the barrel.Drying temperaturePolyamides are affected by oxidation at tempera-tures above 80°C in the presence of oxygen. Visible yellowing of the material is an indication of oxida-tion. Hence temperatures above 80°C for desiccant dryers and temperatures above 100°C for vacuum ovens should be avoided. In order to detect oxida-tion it is advised to keep a small amount of granu-late (light colour only !) as a comparison sample.At longer residence times (over 1 hour) hopper heating or a hopper dryer (80°C) is useful.Use of regrindGrilon BG-50 H is a thermoplastic material. Hence,incomplete mouldings as well as sprues and run-ners can be reprocessed. The following points should be observed:• Moisture absorption • Grinding: Dust particles and particle size distri-bution • Contamination through foreign material, dust,oil, etc.• Level of addition to original material • Colour variation • Reduction of mechanical propertiesWhen adding regrind, special care has to be taken by the moulder.MACHINE REQUIREMENTSGrilon BG-50 H can be processed economically and without problems on all machines suitable for poly-amides.ScrewWear protected, universal screws with shut-off nozzles are recommended (3 zones).Length:18 D - 22 D Compression ratio:2 - 2.5Shot volumeThe metering stroke (less decompression distance)must be longer than the length of the non-return-valve.Shot volume = 0.5 - 0.8 x(max. shot volume of injection unit)ScrewSelecting the injection unitDesiccant dryer Vacuum ovenHeatingAt least three separately controllable heating zones, capable of reaching cylinder temperatures up to 350°C. Separate nozzle heating is neces-sary. The cylinder flange temperature must be controllable (cooling).NozzleOpen nozzles are simple, allow an easy melt flow and are long lasting. There is however, the danger that during retraction of the screws following injec-tion of the melt, air maybe drawn into the barrel (decompression). For this reason, needle shut-off nozzles are often used.Clamping forceAs a rule of thumb the clamping force can be esti-mated using the following formula:TOOLINGThe design of the mould tool should follow the general rules for glass fibre reinforced thermoplas-tics.For the mould cavities common mould tool steel quality (e.g. hardened steel) which has been hard-ened to level of 56HRC is necessary. We recom-mend additional wear protection in areas of high flow rates in the tool (e.g. pin point gates, hot run-ner nozzles).Demoulding / Draft angleAsymmetric demoulding and undercuts are to be avoided if possible. Generous provision should be made for ejection with many large pins or a stripper plate. Draft angles for the inner and outer wall be-tween 0.5 and 3° is usually sufficient. Textured surfaces require a larger draft angle (1° per 0.025 mm depth of roughness).(VDI 3400)121518212427 Depth of roughness (µm)0.40.60.8 1.1 1.6 2.2 Demoulding angle (%)11 1.1 1.2 1.3 1.5(VDI 3400)303336394245 Depth of roughness (µm) 3.2 4.5 6.391318 Demoulding angle (%) 1.82 2.5345Gate and runnerTo achieve the best mould filling and avoid sink marks, a central gate at the thickest section of the moulding is recommended. Pin point (direct) or tunnel gates are more economical and more com-mon with technical moulding.To avoid premature solidification of the melt and difficult mould filling, the following points should be considered:0.8 x thickest wall section of the injectionmoulding part1.4 x thickest wall section of the injectionmoulding part (but minimum 4 mm) VENTINGIn order to prevent burning marks and improve weld line strength, proper venting of the mould cavity should be provided (venting channels on the parting surface dimensions: Depth 0.02 mm, width 2 - 5 mm).PROCESSINGMould filling, post pressure and dosing The best surface finish and a high weld line strength are achieved when a high injection speed and a sufficiently long post pressure time are em-ployed.The injection speed should be regulated so as to reduce towards the end of the filling cycle in order to avoid burning. For dosing at low screw revolu-tions and pressure the cooling time should be fully utilised.Basic machine settingsIn order to start up the machine for processing Grilon BG-50 H, the following basic settings can be recommended:Flange60 - 80°CZone 1270°CZone 2280°CZone 3285°CNozzle290°CTool80 - 100°CMelt280 - 300°CInjection speed medium - highHold-on pressure (spec.) 300 - 800 barDynamic pressure (hydr.) 5 - 15 barScrew speed50 - 100 min-1Gate diameterRunner diameterTemperaturesPressures / SpeedsCUSTOMER SERVICESEMS-GRIVORY is a specialist in polyamide synthe-sis and the processing of these materials. Our cus-tomer services are not only concerned with the manufacturing and supply of engineering thermo-plastics but also provide full technical support in-cluding:•Rheological design calculation / FEA •Prototype tooling•Material selection•Processing support•Mould and component designWe are happy to advise you. Simply call one of our sales offices.The recommendations and data given are based on our experience to date, however, no liability can be assumed in connection with their usage and processing.ELH/05.2002。
PA6综述

纤维增强PA6前言聚酰胺6 (PA6),俗称尼龙6 (Nylon6),又称聚己内酰胺(Polycaprolactam),其分子式为n NH CH 25CO ,它通常是由 -己内酰胺缩聚制成,分子链带极性酰胺基(-NHCO-)基团。
PA6是一种结晶型聚合物,其外观为半透明或不透明的乳白色,相对分子质量一般在1.5万至3万之间。
尼龙6具有优良的自润滑性和耐磨性,机械强度较高,耐热性、电绝缘性好,而且低温性能优良,耐化学药品性好,特别是具有优良耐油性。
尼龙6的加工成型性比尼龙66容易,此外制品的表面光泽性较好,能在较宽的温度范围内应用;但由于其吸水率较高,使其在一定程度上产生塑化作用,导致制品的尺寸稳定性较差;尼龙6的熔点一般为230~235℃,与PA66相比刚性小、熔点低、加工性能优良,有很好的冲击性能和分散性。
由于PA6的易吸水性,所以加工前应对PA6粒料进行干燥处理,使其含水量降至0.1%以下,以免在制品中出现气泡,造成瑕疵和缺陷,PA6的干燥温度一般低于100℃,这样可以有效的防止PA6热降解及表面氧化]1[。
对PA6增强改性主要是利用纤维进行共混,提高PA6的强度,同时也改善PA6的抗水性。
纤维增强改性是指将一定配比的基体树脂、纤维材料、添加剂等,进行共混改性。
可显著改善复合材料物理机械性能,如刚性、强度、耐热性等;还能提高复合材料的最高使用温度,减轻复合材料的质量,增强耐腐蚀性等。
从而起到增加复合材料的附加价值,改善复合材料的应用价值,拓宽复合材料的应用领域。
一、无机纤维增强PA61、 玻璃纤维(Glass Fiber, GF )玻璃纤维的成分和玻璃一样,在人们的印象中玻璃强度较低,易碎,不可能作为增强材料。
事实上,当其牵伸成细丝之后,不但不像玻纤那样坚硬,反而具有一定的柔韧性。
其强度和弹性模量都非常大。
因此,可以作为一些聚合物基体的增强材料。
实验结果也表明,玻纤维的直径越小,其强度反而越高]2[。
收缩率表
0.3-0.6 0.3-0.5 0.1-0.3 0.3-0.5 0.7-0.9 0.4-0.6 0.3-0.5
PBTG25 PBTG30 PBTG50 PBTG30 Z-PBTG10 Z-PBTG20 Z-PBTG30
一般增韧PBT 1.4-1.8
PBT
中等增韧PBT 1.2-1.6
PBT
备注 PCG10 PCG20 PCG25 PCG30 Z-PCG20 Z-PCG25
30%玻纤增强 阻燃PC
20%玻纤增强 无卤阻燃PC 30%玻纤增强 无卤阻燃PC 20%玻璃微珠
填充PC
0.2-0.4 0.2-0.4 0.1-0.3 0.3-0.6
Z-PCG30 Z-PCG20 Z-PCG30
20%玻纤增强
Z-
阻燃PBT/ABS 0.2-0.4 PBT/ABSG20
30%玻纤增强
Z-
阻燃PBT/ABS 0.2-0.4 PBT/ABSG30
通用注塑级
PBT/ABS 0.8-1.2 PBT/ABS
通用阻燃级
PBT/ABS 0.7-1.1 PBT/ABS
PBT系列成型收缩率
名称及描述 成型收缩率%
30%玻纤增强
无卤阻燃PA6 0.2-0.4
备注 PA6G15 PA6G20 PA6G30 PA6G40 PA6G50 Z-PA6G25 Z-PA6G30 Z-PA6G30
无卤阻燃PA6 30%矿物填充 无卤阻燃PA6 30%玻璃微珠
填充PA6 30%玻纤矿物 复合填充PA6 40%玻纤矿物 复合填充PA6 30%矿物填充
10%玻纤增强
PBT
0.8-1.2
15%玻纤增强
PBT
0.7-1.0
pa6+50%gf密度

PA6+50%GF(尼龙6增强50%玻璃纤维)是一种聚酰胺6材料,通过在其结构中添加50%的玻璃纤维来增强其力学性能。
一般来说,PA6+50%GF的密度通常在1.5克/立方厘米左右。
然而,确切的数值可能会因制造商和具体配方而有所不同。
在工程塑料领域,PA6+50%GF常被用于需要高强度和刚性的应用,例如汽车零部件、工业零部件等。
密度是一个材料的物理性质,通常以质量与体积的比值来表示。
密度的具体数值在不同的材料和制造过程中可能有所变化。
如果你需要准确的密度值,最好参考制造商的技术规格或相关的材料数据表。
常见塑料收缩率大全
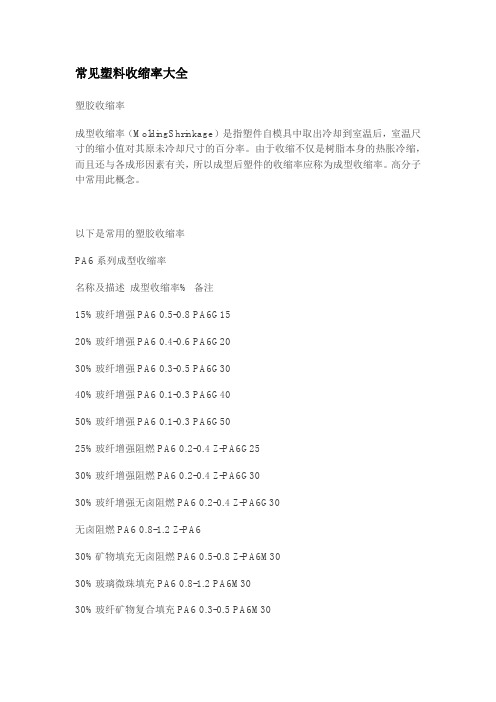
常见塑料收缩率大全塑胶收缩率成型收缩率(MoldingShrinkage)是指塑件自模具中取出冷却到室温后,室温尺寸的缩小值对其原未冷却尺寸的百分率。
由于收缩不仅是树脂本身的热胀冷缩,而且还与各成形因素有关,所以成型后塑件的收缩率应称为成型收缩率。
高分子中常用此概念。
以下是常用的塑胶收缩率PA6系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA6 0.5-0.8 PA6G1520%玻纤增强PA6 0.4-0.6 PA6G2030%玻纤增强PA6 0.3-0.5 PA6G3040%玻纤增强PA6 0.1-0.3 PA6G4050%玻纤增强PA6 0.1-0.3 PA6G5025%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G2530%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G3030%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30无卤阻燃PA6 0.8-1.2 Z-PA630%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M3030%玻璃微珠填充PA6 0.8-1.2 PA6M3030%玻纤矿物复合填充PA6 0.3-0.5 PA6M3040%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M3040%矿物填充PA6 0.4-0.7 PA6M40PA6一般注塑级1.4-1.8 PA6PA6快速成型1.2-1.6 PA6PA6一般增韧1.0-1.5 PA6PA6中等增韧0.9-1.3 PA6PA6超增韧0.9-1.3 PA6MoS2填充耐磨PA6 1.0-1.4 PA6PA66系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G1520%玻纤增强PA66 0.5-0.8 PA66G2025%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G3030%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G4050%玻纤增强PA66 0.1-0.3 PA66G5025%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA6630%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M3030%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M3040%矿物填充PA66 0.4-0.7 PA66M40一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66MoS2填充耐磨PA66 1.2-1.6 PA66PA/ABS系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG1020%玻纤增强PA/ABS 0.2-0.5 PA/ABSG2030%玻纤增强PA/ABS 0.1-0.3 PA/ABSG3020%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS高冲击PA/ABS 0.8-1.0 PA/ABSPP系列成型收缩率名称及描述成型收缩率% 备注20%滑石粉填充PP 1.0-1.5 PPM2030%滑石粉填充PP 0.8-1.2 PPM30 40%滑石粉填充PP 0.8-1.0 PPM40 20%滑石粉填充增韧PP 1.0-1.2 PPM20 20%碳酸钙填充PP 1.2-1.6 PPM20 10%玻纤增强PP 0.7-1.0 PPG1020%玻纤增强PP 0.5-0.8 PPG2030%玻纤增强PP 0.4-0.7 PPG3040%玻纤增强PP 0.3-0.5 PPG4020%玻璃微珠填充PP 1.2-1.6 PPM20 30%玻璃微珠填充PP 1.0-1.2 PPM20 15%玻纤增强阻燃PP 0.5-0.7 Z-PPG15 20%玻纤增强阻燃PP 0.3-0.5 Z-PPG20 30%玻纤增强阻燃PP 0.2-0.4 Z-PPG30 溴系阻燃级PP 1.5-1.8 PP无卤阻燃级PP 1.3-1.6 PP高流动高钢性PP 1.5-2.0 PP一般增韧PP 1.5-2.0 PP中等增韧PP 1.4-1.9 PP超增韧PP 1.3-1.8 PP耐热老化PP1 1.5-2.0 PP1耐热老化PP2 1.5-2.0 PP2耐热老化PP3 1.5-2.0 PP3抗冲击耐侯PP4 1.5-2.0 PP4高抗冲耐侯PP5 1.5-1.8 PP520%滑石粉填充PP6 1.0-1.2 PP630%滑石粉填充PP7 0.9-1.1 PP740%滑石粉填充PP8 0.8-1.0 PP820%玻纤增强PP9 0.5-0.8 PP930%玻纤增强高耐热PP 0.4-0.7 PP10PC系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC 0.3-0.5 PCG1020%玻纤增强PC 0.3-0.5 PCG2025%玻纤增强PC 0.2-0.4 PCG2530%玻纤增强PC 0.2-0.4 PCG3020%玻纤增强阻燃PC 0.2-0.4 Z-PCG20 25%玻纤增强阻燃PC 0.2-0.4 Z-PCG25 30%玻纤增强阻燃PC 0.2-0.4 Z-PCG30 20%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG20 30%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG30 20%玻璃微珠填充PC 0.3-0.6 PCM20PC/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS耐侯级PC/ABS 0.4-0.7 PC/ABS35%PC 0.4-0.6 PC/ABS65%PC 0.4-0.7 PC/ABS85%PC 0.4-0.7 PC/ABSPC/PBT系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG1020%玻纤增强PC/PBT 0.4-0.6 PC/PBTG2030%玻纤增强PC/PBT 0.3-0.5 PC/PBTG3030%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBTPBT/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PBT/ABS 0.3-0.5 PBT/ABSG2030%玻纤增强PBT/ABS 0.2-0.4 PBT/ABSG3020%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20 30%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30通用注塑级PBT/ABS 0.8-1.2 PBT/ABS通用阻燃级PBT/ABS 0.7-1.1 PBT/ABSABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率% 备注20%玻纤增强ABS 0.2-0.4 ABSG2025%玻纤增强ABS 0.2-0.4 ABSG2530%玻纤增强ABS 0.1-0.3 ABSG3020%玻纤增强阻燃ABS 0.1-0.3 Z-ABSG20 一般阻燃级ABS 0.4-0.7 Z-ABS一般注塑级ABS 0.4-0.7 ABS耐侯级ABS 0.4-0.7 ABS。
PA6物性及用途

PA6物性及用途PA6,即聚酰胺6,是一种合成的高分子材料,属于聚合酰胺类材料。
它由己内酰胺单体聚合而成,是一种具有良好耐热性、机械强度和刚性的塑料材料。
以下是关于PA6的物性及其用途的详细介绍。
首先,PA6具有较高的熔点和热变形温度,使其具有较好的耐热性能。
它能够在高温下保持较好的机械性能,能够承受高温环境下的应力和负荷,因此广泛应用于汽车、电子电器、工业设备等领域。
其次,PA6具有较高的强度和刚性,使其具备优良的机械性能。
它的拉伸强度、弯曲强度和冲击强度都较高,抗拉强度为70-80MPa,屈服强度为50-80MPa,这使得它具备很好的承载能力和抗冲击性能,可用于制造汽车零部件、工业设备配件等。
此外,PA6还具有较好的耐磨性和耐疲劳性能。
它具有出色的耐磨损性,可用于制造滑动件、轮胎、输送带等耐磨部件。
同时,它还具有良好的耐腐蚀性能,能够抵御多种化学物质的侵蚀,因此也可用于制造管道、容器等化工设备。
此外,PA6还具有很好的电性能和绝缘性能。
它可以在高温下仍保持良好的电气性能,并具有较高的绝缘强度和绝缘电阻,可用于制造电子电器设备、电力设备等。
此外,它还具有优良的阻燃性能,能够满足电气设备的阻燃要求。
另外,PA6具有较好的加工性能。
它可以通过注塑成型、挤出成型、吹塑成型等多种方法进行加工,可以制成不同形状的产品,如薄膜、板材、纤维等。
它还可以与其他材料进行共混加工,以改善其性能或制造复合材料。
综上所述,PA6具有较好的耐热性、机械强度、刚性、耐磨性、耐化学腐蚀性、绝缘性能等特点,因此在各个领域都有广泛的应用。
它被广泛地应用于汽车、电子电器、工业设备、化工管道、电力设备等领域,成为一种重要的高性能工程塑料材料。
随着科学技术的不断进步,PA6还将不断得到改进和发展,以满足各种不同领域对材料性能的需求。
PA66尼龙的收缩率是多少

PA66xx的收缩率是多少PA6系列成型收缩率名称及描述PA66的收缩率15%玻纤增强PA620%玻纤增强PA630%玻纤增强PA640%玻纤增强PA650%玻纤增强PA625%玻纤增强阻燃PA630%玻纤增强阻燃PA630%玻纤增强无卤阻燃PA6无卤阻燃PA630%矿物填充无卤阻燃PA630%玻璃微珠填充PA630%玻纤矿物复合填充PA640%玻纤矿物复合填充PA630%矿物填充PA640%矿物填充PA6PA6一般注塑级PA6快速成型PA6一般增韧PA6中等增韧PA6超增韧MoS2填充耐磨PA6PA66系列成型收缩率名称及描述15%玻纤增强PA6620%玻纤增强PA6625%玻纤增强耐热油PA6630%玻纤增强PA6630%玻纤增强耐水解PA66的收缩率40%玻纤增强PA6650%玻纤增强PA6625%玻纤增强阻燃PA6630%玻纤增强阻燃PA6630%矿物填充无卤阻燃PA66无卤阻燃PA6630%矿物填充无卤阻燃PA6630%玻璃微珠填充PA6630%玻纤矿物复合填充PA6630%矿物填充PA6640%矿物填充PA66一般注塑级PA66快速成型PA66一般增韧PA66中等增韧PA66超增韧PA66MoS2填充耐磨PA66的收缩率成型收缩率% 0.6-0.90.5-0.80.4-0.70.4-0.70.3-0.60.2-0.50.1-0.2- 0.4 0.2- 0.4 0.2- 0.40.8-1.2 0.4- 0.70.8-1.2 0.2- 0.5 0.6- 0.9 0.4-0.71.5- 1.81.81.2-1.71.2-1.61.2-1.61.2-1.6备注PA66G15 PA66G20 PA66G25 PA66G30 PA66G30 PA66G40 PA66G50 Z-PA66G25 Z-PA66G30 PA66M30 Z-PA66Z-PA66M30 PA66M30 PA66M30 PA66M30 PA66M40 PA66PA66PA66PA66PA66PA66成型收缩率% 0.5-0.80.4-0.60.3-0.50.1-0.30.1-0.2- 0.4 0.2- 0.4 0.2- 0.40.8-1.2 0.5- 0.80.8-1.2 0.3- 0.5 0.2- 0.5 0.6- 0.9 0.4- 0.71.81.2-1.61.0-1.50.9-1.30.9-1.31.0-1.4备注PA6G15 PA6G20 PA6G30 PA6G40 PA6G50 Z-PA6G25 Z-PA6G30 Z-PA6G30 Z-PA6Z-PA6M30 PA6M30 PA6M30 PA6M40 PA6M30 PA6M40 PA6PA6PA6PA6PA6PA6。
pa6材料标准

pa6材料标准
一、范围
本标准规定了PA6材料的技术要求、测试方法、检验规则及标志、包装、运输、贮存等。
本标准适用于以尼龙6树脂为主要成分的PA6材料。
二、技术要求
1. 外观要求:PA6材料应表面光滑,色泽均匀,无气泡、裂纹、杂质等缺陷。
2. 尺寸要求:PA6材料的尺寸应符合图纸或技术文件的规定。
3. 性能要求:PA6材料应满足以下性能要求:
(1)拉伸强度:≥50 MPa
(2)弯曲强度:≥70 MPa
(3)冲击强度(无缺口):≥30 KJ/m2
(4)耐磨损性:≤15 mm3
(5)比重:≤1.15 g/cm3
(6)热变形温度(A法):≥240 ℃
4. 环保要求:PA6材料应符合国家相关环保法规的规定。
三、测试方法
1. 外观检查:观察PA6材料的表面质量,色泽等。
2. 尺寸测量:测量PA6材料的尺寸,应符合图纸或技术文件的规定。
3. 性能测试:按照相关标准进行性能测试,如拉伸强度、弯曲强度、冲击强度等。
具体测试方法如下:
(1)拉伸强度测试:按照规定的方法进行测试。
(2)弯曲强度测试:按照规定的方法进行测试。
(3)冲击强度测试:按照规定的方法进行测试。
(4)耐磨损性测试:按照规定的方法进行测试。
(5)比重测试:按照规定的方法进行测试。
(6)热变形温度测试:按照规定的方法进行测试。
(完整版)PA6GF10%收缩率

名称及描述成型收缩率%15%玻纤增强PA6 0.5-0.820%玻纤增强PA6 0.4-0.630%玻纤增强PA6 0.3-0.540%玻纤增强PA6 0.1-0.350%玻纤增强PA6 0.1-0.325%玻纤增强阻燃PA6 0.2-0.430%玻纤增强阻燃PA6 0.2-0.430%玻纤增强无卤阻燃PA6 0.2-0.4无卤阻燃PA6 0.8-1.2 30%矿物填充无卤阻燃PA6 0.5-0.830%玻璃微珠填充PA6 0.8-1.230%玻纤矿物复合填充PA6 0.3-0.540%玻纤矿物复合填充PA6 0.2-0.530%矿物填充PA6 0.6-0.940%矿物填充PA6 0.4-0.7PA6一般注塑级 1.4-1.8PA6快速成型 1.2-1.6PA6一般增韧 1.0-1.5PA6中等增韧0.9-1.3PA6超增韧0.9-1.3MoS2填充耐磨PA6 1.0-1.4 PA66系列成型收缩率名称及描述成型收缩率% 15%玻纤增强PA66 0.6-0.920%玻纤增强PA66 0.5-0.8 25%玻纤增强耐热油PA66 0.4-0.730%玻纤增强PA66 0.4-0.7 30%玻纤增强耐水解PA66 0.3-0.640%玻纤增强PA66 0.2-0.550%玻纤增强PA66 0.1-0.325%玻纤增强阻燃PA66 0.2-0.430%矿物填充无卤阻燃PA66 0.2-0.4无卤阻燃PA66 0.8-1.2 30%矿物填充无卤阻燃PA66 0.4-0.730%玻璃微珠填充PA66 0.8-1.230%玻纤矿物复合填充PA66 0.2-0.530%矿物填充PA66 0.6-0.940%矿物填充PA66 0.4-0.7一般注塑级PA66 1.5-1.8快速成型PA66 1.5-1.8一般增韧PA66 1.2-1.7中等增韧PA66 1.2-1.6超增韧PA66 1.2-1.6MoS2填充耐磨PA66 1.2-1.6 PA/ABS系列成型收缩率名称及描述成型收缩率% 10%玻纤增强PA/ABS 0.3-0.620%玻纤增强PA/ABS 0.2-0.530%玻纤增强PA/ABS 0.1-0.320%玻纤增强阻燃PA/ABS 0.2-0.5耐冲击PA/ABS 0.5-0.8高冲击PA/ABS 0.8-1.0 PP系列成型收缩率名称及描述成型收缩率%20%滑石粉填充PP 1.0-1.530%滑石粉填充PP 0.8-1.240%滑石粉填充PP 0.8-1.020%滑石粉填充增韧PP 1.0-1.220%碳酸钙填充PP 1.2-1.610%玻纤增强PP 0.7-1.020%玻纤增强PP 0.5-0.830%玻纤增强PP 0.4-0.720%玻璃微珠填充PP 1.2-1.630%玻璃微珠填充PP 1.0-1.215%玻纤增强阻燃PP 0.5-0.720%玻纤增强阻燃PP 0.3-0.530%玻纤增强阻燃PP 0.2-0.4溴系阻燃级PP 1.5-1.8无卤阻燃级PP 1.3-1.6高流动高钢性PP 1.5-2.0一般增韧PP 1.5-2.0中等增韧PP 1.4-1.9超增韧PP 1.3-1.8耐热老化PP1 1.5-2.0耐热老化PP2 1.5-2.0耐热老化PP3 1.5-2.0抗冲击耐侯PP4 1.5-2.0高抗冲耐侯PP5 1.5-1.820%滑石粉填充PP6 1.0-1.230%滑石粉填充PP7 0.9-1.140%滑石粉填充PP8 0.8-1.020%玻纤增强PP9 0.5-0.830%玻纤增强高耐热PP 0.4-0.7 PC系列成型收缩率名称及描述成型收缩率%10%玻纤增强PC 0.3-0.520%玻纤增强PC 0.3-0.525%玻纤增强PC 0.2-0.430%玻纤增强PC 0.2-0.420%玻纤增强阻燃PC 0.2-0.425%玻纤增强阻燃PC 0.2-0.430%玻纤增强阻燃PC 0.2-0.420%玻纤增强无卤阻燃PC 0.2-0.430%玻纤增强无卤阻燃PC 0.1-0.320%玻璃微珠填充PC 0.3-0.6 PC/ABS系列成型收缩率名称及描述成型收缩率% 20%玻纤增强PC/ABS 0.2-0.4溴系阻燃PC/ABS 0.3-0.6无卤阻燃PC/ABS 0.4-0.7耐侯级PC/ABS 0.4-0.735%PC 0.4-0.665%PC 0.4-0.785%PC 0.4-0.7 PC/PBT系列成型收缩率名称及描述成型收缩率% 10%玻纤增强PC/PBT 0.5-0.820%玻纤增强PC/PBT 0.4-0.630%玻纤增强PC/PBT 0.3-0.5 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5高冲击高耐热PC/PBT 0.6-1.0 PBT/ABS系列成型收缩率名称及描述成型收缩率% 20%玻纤增强PBT/ABS 0.3-0.530%玻纤增强PBT/ABS 0.2-0.420%玻纤增强阻燃PBT/ABS 0.2-0.430%玻纤增强阻燃PBT/ABS 0.2-0.4通用注塑级PBT/ABS 0.8-1.2通用阻燃级PBT/ABS 0.7-1.1 PBT系列成型收缩率名称及描述成型收缩率%10%玻纤增强PBT 0.8-1.215%玻纤增强PBT 0.7-1.020%玻纤增强PBT 0.4-0.725%玻纤增强PBT 0.3-0.630%玻纤增强PBT 0.3-0.550%玻纤增强PBT 0.1-0.3 30%玻纤增强冲击改性PBT 0.3-0.510%玻纤增强阻燃PBT 0.7-0.920%玻纤增强阻燃PBT 0.4-0.630%玻纤增强阻燃PBT 0.3-0.5一般增韧PBT 1.4-1.8中等增韧PBT 1.2-1.6超增韧PBT 1.0-1.5PTFE一般耐磨改性PBT 1.5-2.0阻燃级PBT 1.2-1.7 ABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率%20%玻纤增强ABS 0.2-0.425%玻纤增强ABS 0.2-0.430%玻纤增强ABS 0.1-0.320%玻纤增强阻燃ABS 0.1-0.3一般阻燃级ABS 0.4-0.7一般注塑级ABS 0.4-0.7耐侯级ABS 0.4-0.7。
pa6的材料参数

pa6的材料参数
PA6又称尼龙6,是一种常见的合成材料,广泛应用于机械、电子、汽车、家电等领域。
其具有高强度、刚性、耐磨性、耐水性、耐化学腐蚀性等特点,下面为大家介绍PA6的材
料参数。
1.密度:PA6的密度为1.14-1.18g/cm3。
2.熔点:PA6的熔点为215-220℃,熔体粘度随熔化程度的增加而增加。
3.收缩率:PA6的收缩率约为1.5%-3.5%,高于其他常见的塑料材料,同时也取决于产品的形状和尺寸。
4.机械性能:PA6具有优异的机械性能,弯曲强度为90-120MPa,拉伸强度为
50-120MPa,弹性模量为2.5-4.5GPa。
5.热性能:PA6具有较好的热稳定性,在一定温度范围内具有一定的耐热性,玻璃化
转变温度为45-60℃,热变形温度约为80-100℃。
6.吸水性:PA6属于半结晶聚合物,易受水分影响,吸水率为2%-8%,水分对力学性能、电气性能等有较大影响。
7.电气性能:PA6具有良好的绝缘性和介电性能,介电常数约为3.5-4.0,耐电压可以达到20-35kV/mm。
8.耐化学性:PA6对大部分化学品具有良好的耐受性,尤其是对有机溶剂、酸、碱、
盐有很好的耐受性,不易受到腐蚀、变色、变形等损伤。
综上所述,PA6具有多种杰出的特性和性能,在不断发展的工业领域中具有广阔的应
用前景。
加玻纤材料收缩率

PA6中等增韧
0.9-1.3
PA6
PA6超增韧
0.9-1.3
PA6
MoS2填充耐磨PA6
1.0-1.4
PA6
PA66系列成型收缩率
名称及描述
成型收缩率%
备注
15%玻纤增强PA66
0.6-0.9
PA66G15
20%玻纤增强PA66
0.5-0.8
PA66G20
25%玻纤增强耐热油PA66
0.4-0.7
PA66G25
30%玻纤增强PA66
0.4-0.7
PA66G30
30%玻纤增强耐水解PA66
0.3-0.6
PA66G30
40%玻纤增强PA66
0.2-0.5
PA66G40
50%玻纤增强PA66
0.1-0.3
PA66G50
25%玻纤增强阻燃PA66
0.2-0.4
Z-PA66G25
30%玻纤增强阻燃PA66
0.8-1.2
PBTG10
15%玻纤增强PBT
0.7-1.0
PBTG15
20%玻纤增强PBT
0.4-0.7
PBTG20
25%玻纤增强PBT
0.3-0.6
PBTG25
30%玻纤增强PBT
0.3-0.5
PBTG30
50%玻纤增强PBT
0.1-0.3
PBTG50
30%玻纤增强冲击改性PBT
0.3-0.5
PBTG30
1.2-1.6
PA66
PA/ABS系列成型收缩率
名称及描述
成型收缩率%
备注
10%玻纤增强PA/ABS
0.3-0.6
pa6玻璃化转变温度

pa6玻璃化转变温度
PA6是尼龙6的简称,是一种常用的工程塑料。
它的玻璃化转
变温度是指在加热过程中,材料由玻璃态转变为橡胶态的临界温度。
对于PA6来说,其玻璃化转变温度通常在50°C至60°C之间。
这
个温度范围是一般性的指导数值,实际数值可能会受到具体材料配方、加工工艺等因素的影响而有所不同。
从材料性能角度来看,玻璃化转变温度是一个重要的参数,它
直接影响着材料的使用温度范围。
当温度高于玻璃化转变温度时,
PA6会变得柔软,弯曲性增加,力学性能下降,因此在高温环境下
的应用受到限制。
另外,玻璃化转变温度也与材料的尺寸、形状等
因素有关,较大的尺寸会使玻璃化转变温度略微升高。
除了PA6的玻璃化转变温度,还需要考虑材料的热稳定性、耐
热性等热学性能指标,以全面评估材料在高温环境下的性能表现。
在实际工程应用中,需要综合考虑材料的各项性能指标,选择合适
的材料以满足特定的使用要求。
PA6、PA66+GF25、15、30、50材料性能指标

材料为普通PA6,适用于一般外饰的零件,M1的六角基座,M6上盖,W系列正面的外下罩等
材料要求自攻螺丝不滑丝
材料为高冲击PA66,适用于M6中盖等内饰冲击比较高的零件
材料为普通PA66,适用于一般的内外饰件
阻燃PA66+GF30材料性能指标
1.材料要求自攻螺丝不滑丝
2.适用于温度比较高的地方,靠近母排的地方,如线圈骨架,骨架外罩等等
PA66+GF50材料性能指标
1.材料要求自攻螺丝不滑丝
2.该材料为高强度,高耐温材料,用于M1牵形杆,手柄等
阻燃PA66+20%滑石粉材料性能指标
1.材料要求自攻螺丝不滑丝
2.材料变形小,冲击比较低。
(完整版)PA6GF10%收缩率

(完整版)PA6GF10%收缩率名称及描述成型收缩率%15%玻纤增强PA6 0.5-0.820%玻纤增强PA6 0.4-0.630%玻纤增强PA6 0.3-0.540%玻纤增强PA6 0.1-0.350%玻纤增强PA6 0.1-0.325%玻纤增强阻燃PA6 0.2-0.430%玻纤增强阻燃PA6 0.2-0.430%玻纤增强无卤阻燃PA6 0.2-0.4无卤阻燃PA6 0.8-1.2 30%矿物填充无卤阻燃PA6 0.5-0.8 30%玻璃微珠填充PA6 0.8-1.230%玻纤矿物复合填充PA6 0.3-0.540%玻纤矿物复合填充PA6 0.2-0.530%矿物填充PA6 0.6-0.940%矿物填充PA6 0.4-0.7PA6一般注塑级 1.4-1.8PA6快速成型 1.2-1.6PA6一般增韧 1.0-1.5PA6中等增韧0.9-1.3PA6超增韧0.9-1.3MoS2填充耐磨PA6 1.0-1.4 PA66系列成型收缩率名称及描述成型收缩率% 15%玻纤增强PA66 0.6-0.920%玻纤增强PA66 0.5-0.8 25%玻纤增强耐热油PA66 0.4-0.7 30%玻纤增强PA66 0.4-0.7 30%玻纤增强耐水解PA66 0.3-0.6 40%玻纤增强PA66 0.2-0.550%玻纤增强PA66 0.1-0.325%玻纤增强阻燃PA66 0.2-0.430%矿物填充无卤阻燃PA66 0.2-0.4无卤阻燃PA66 0.8-1.2 30%矿物填充无卤阻燃PA66 0.4-0.7 30%玻璃微珠填充PA66 0.8-1.230%玻纤矿物复合填充PA66 0.2-0.530%矿物填充PA66 0.6-0.940%矿物填充PA66 0.4-0.7一般注塑级PA66 1.5-1.8快速成型PA66 1.5-1.8一般增韧PA66 1.2-1.7中等增韧PA66 1.2-1.6超增韧PA66 1.2-1.6MoS2填充耐磨PA66 1.2-1.6 PA/ABS系列成型收缩率名称及描述成型收缩率% 10%玻纤增强PA/ABS 0.3-0.6 20%玻纤增强PA/ABS 0.2-0.530%玻纤增强PA/ABS 0.1-0.320%玻纤增强阻燃PA/ABS 0.2-0.5耐冲击PA/ABS 0.5-0.8高冲击PA/ABS 0.8-1.0 PP系列成型收缩率名称及描述成型收缩率%20%滑石粉填充PP 1.0-1.530%滑石粉填充PP 0.8-1.240%滑石粉填充PP 0.8-1.020%滑石粉填充增韧PP 1.0-1.220%碳酸钙填充PP 1.2-1.610%玻纤增强PP 0.7-1.020%玻纤增强PP 0.5-0.830%玻纤增强PP 0.4-0.720%玻璃微珠填充PP 1.2-1.630%玻璃微珠填充PP 1.0-1.215%玻纤增强阻燃PP 0.5-0.720%玻纤增强阻燃PP 0.3-0.530%玻纤增强阻燃PP 0.2-0.4溴系阻燃级PP 1.5-1.8无卤阻燃级PP 1.3-1.6高流动高钢性PP 1.5-2.0一般增韧PP 1.5-2.0中等增韧PP 1.4-1.9超增韧PP 1.3-1.8耐热老化PP1 1.5-2.0耐热老化PP2 1.5-2.0耐热老化PP3 1.5-2.0抗冲击耐侯PP4 1.5-2.0高抗冲耐侯PP5 1.5-1.820%滑石粉填充PP6 1.0-1.230%滑石粉填充PP7 0.9-1.140%滑石粉填充PP8 0.8-1.020%玻纤增强PP9 0.5-0.830%玻纤增强高耐热PP 0.4-0.7 PC系列成型收缩率名称及描述成型收缩率%10%玻纤增强PC 0.3-0.520%玻纤增强PC 0.3-0.525%玻纤增强PC 0.2-0.430%玻纤增强PC 0.2-0.420%玻纤增强阻燃PC 0.2-0.425%玻纤增强阻燃PC 0.2-0.430%玻纤增强阻燃PC 0.2-0.420%玻纤增强无卤阻燃PC 0.2-0.430%玻纤增强无卤阻燃PC 0.1-0.320%玻璃微珠填充PC 0.3-0.6 PC/ABS系列成型收缩率名称及描述成型收缩率% 20%玻纤增强PC/ABS 0.2-0.4 溴系阻燃PC/ABS 0.3-0.6无卤阻燃PC/ABS 0.4-0.7耐侯级PC/ABS 0.4-0.735%PC 0.4-0.665%PC 0.4-0.785%PC 0.4-0.7 PC/PBT系列成型收缩率名称及描述成型收缩率% 10%玻纤增强PC/PBT 0.5-0.820%玻纤增强PC/PBT 0.4-0.630%玻纤增强PC/PBT 0.3-0.5 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5高冲击高耐热PC/PBT 0.6-1.0 PBT/ABS系列成型收缩率名称及描述成型收缩率% 20%玻纤增强PBT/ABS 0.3-0.530%玻纤增强PBT/ABS 0.2-0.420%玻纤增强阻燃PBT/ABS 0.2-0.430%玻纤增强阻燃PBT/ABS 0.2-0.4通用注塑级PBT/ABS 0.8-1.2通用阻燃级PBT/ABS 0.7-1.1 PBT系列成型收缩率名称及描述成型收缩率%10%玻纤增强PBT 0.8-1.215%玻纤增强PBT 0.7-1.020%玻纤增强PBT 0.4-0.725%玻纤增强PBT 0.3-0.630%玻纤增强PBT 0.3-0.550%玻纤增强PBT 0.1-0.3 30%玻纤增强冲击改性PBT 0.3-0.510%玻纤增强阻燃PBT 0.7-0.920%玻纤增强阻燃PBT 0.4-0.630%玻纤增强阻燃PBT 0.3-0.5一般增韧PBT 1.4-1.8中等增韧PBT 1.2-1.6超增韧PBT 1.0-1.5PTFE一般耐磨改性PBT 1.5-2.0阻燃级PBT 1.2-1.7 ABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率%20%玻纤增强ABS 0.2-0.425%玻纤增强ABS 0.2-0.430%玻纤增强ABS 0.1-0.320%玻纤增强阻燃ABS 0.1-0.3一般阻燃级ABS 0.4-0.7一般注塑级ABS 0.4-0.7耐侯级ABS 0.4-0.7。
pa6的平衡吸湿率
pa6的平衡吸湿率
PA6是一种常见的工程塑料,因其良好的耐化学性、机械性能和加工性能而广泛应用于各种领域。
然而,PA6的吸湿性是一个值得关注的问题,因为它可能影响其性能和加工过程。
PA6的平衡吸湿率是指材料在特定环境条件下吸收水分的程度。
平衡吸湿率是材料的重要特性之一,因为它可能影响材料的性能和加工过程。
例如,水分可以降低PA6的机械性能和耐化学性,因此在加工和使用过程中需要控制水分含量。
平衡吸湿率通常使用相对湿度来表示,相对湿度越高,材料吸湿率越高。
在不同的温度和湿度条件下,PA6的平衡吸湿率会有所不同。
一般来说,相对湿度在50%左右时,PA6的平衡吸湿率较低;而相对湿度超过80%时,平衡吸湿率会有所升高。
为了确保PA6的性能和加工过程不受影响,应在使用前对其进行充分的干燥处理。
干燥处理可以有效地降低PA6中的水分含量,从而降低其吸湿率。
同时,在使用过程中也应注意控制环境湿度,以避免水分对PA6的性能产生不良影响。
pa6是什么材料

pa6是什么材料
PA6是什么材料。
PA6,即聚酰胺6,是一种重要的工程塑料,也是一种热塑性塑料。
它具有良好的机械性能、耐热性能和耐化学性能,因此在工业领域得到了广泛的应用。
下面我们将详细介绍PA6的性能特点、用途和加工工艺。
首先,PA6具有优异的机械性能。
它的拉伸强度和弹性模量都比较高,具有较好的抗拉伸和抗弯曲性能,因此在需要承受较大力的场合下能够发挥稳定的作用。
同时,PA6还具有良好的耐磨性和耐疲劳性,能够在长期使用中保持稳定的性能。
其次,PA6具有良好的耐热性能。
它的熔点较高,能够在较高的温度下保持稳定的性能,因此在需要承受高温的工作环境下能够发挥重要作用。
此外,PA6还具有较好的绝缘性能,可以在电气领域得到广泛应用。
另外,PA6具有良好的耐化学性能。
它能够抵抗大多数酸、碱和盐的侵蚀,因此在化工领域得到了广泛的应用。
同时,PA6还具有较好的耐候性,能够在户外环境下长期使用而不易老化、变色。
总的来说,PA6是一种优异的工程塑料,具有良好的机械性能、耐热性能和耐化学性能,因此在汽车、机械、电气、化工等领域得到了广泛的应用。
在实际生产中,我们可以通过注塑、挤出、吹塑等工艺对PA6进行加工,制成各种零部件和制品,满足不同领域的需求。
综上所述,PA6是一种重要的工程塑料,具有优异的性能特点和广泛的应用前景。
相信随着科技的不断进步,PA6在各个领域的应用会更加广泛,为人们的生活和工作带来更多便利和效益。