BIQ工厂评估标准
工厂评估及评分指引
工厂评估及评分指引工厂评估及评分指引一、引言工厂评估是指对工厂的各项运营指标进行全面的评估分析,以便确定工厂的运营状况和潜在的风险。
评估的结果将在决策制定、改善运营和提高效率方面起到重要的作用。
本文将介绍工厂评估的方法和步骤,并给出一份评分指引。
二、工厂评估方法工厂评估的方法包括定性评估和定量评估两种。
定性评估主要是根据专家判断和经验进行评估,而定量评估则是通过各项指标的具体数据进行评估。
一般来说,综合采用两种方法可以更全面地评估工厂的运营情况。
其中,定性评估可以从以下几个方面进行评估:1.管理水平:评估工厂的管理水平,包括领导力、管理机制、决策过程等。
2.人力资源:评估工厂的员工和人力资源管理情况,包括招聘、培训、绩效评估等。
3.生产能力:评估工厂的生产能力和技术水平,包括设备状况、工艺流程、生产线布局等。
4.质量控制:评估工厂的质量管理体系和质量控制措施,包括质量检测、质量保证等。
5.供应链管理:评估工厂与供应商和客户之间的合作情况,包括供应链的可靠性、透明度等。
而定量评估则需要根据具体的数据进行分析和评估,可以从以下几个方面进行评估:1.产能利用率:评估工厂的生产能力利用率,包括工作时间利用率、设备利用率等。
2.产品质量:评估工厂生产的产品质量情况,包括不合格率、退货率等。
3.成本控制:评估工厂的成本控制情况,包括人工成本、原料成本、运营成本等。
4.交付准时率:评估工厂的交付准时率,包括订单交付率、交付延误率等。
5.客户满意度:评估工厂的客户满意度情况,可以通过客户调研和反馈来进行评估。
三、工厂评分指引为了更好地评估工厂的运营状况和潜在的风险,可以根据上述评估指标给出一份评分指引,用于对工厂进行评分和排名。
具体指引如下:1.管理水平:根据工厂的领导力、管理机制、决策过程等进行评分,满分为10分。
2.人力资源:根据工厂的招聘、培训、绩效评估等进行评分,满分为10分。
3.生产能力:根据工厂的设备状况、工艺流程、生产线布局等进行评分,满分为10分。
BIQ-制造质量
目视验证有利于标准化工装,防错装置,控具以及安全装置的利用。
预防-有计划地使用和验证防错装置,以保证所需功能不出错。 询问检查防错装置的清单。寻找 防错装置发挥功能的实例。
第 1 页,共 2 页
MGMS BIQ-制造质量
Item # BIQ-25 BIQ-26 BIQ-27 BIQ-28 BIQ-29 BIQ-30 BIQ-31 BIQ-32 BIQ-33 BIQ-34 BIQ-35
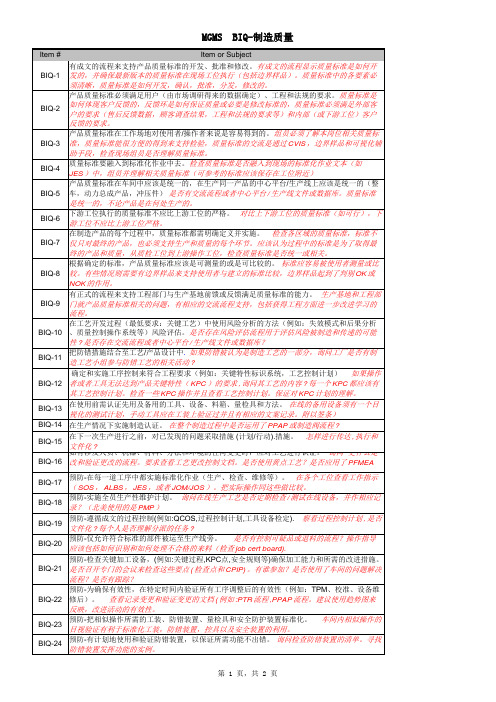
终的产品和质量,从质检工位到上游操作工位,检查质量标准是否统一或相关。
根据确定的标准,产品质量标准应该是可测量的或是可比较的。 标准应容易被使用者测量或比
较。有些情况则需要有边界样品来支持使用者与建立的标准比较,边界样品起到了判别 OK 或
NOK 的作用。
有正式的流程来支持工程部门与生产基地前馈或反馈满足质量标准的能力。 生产基地和工程部
在整个组织范围内, 使用确定的和以文件形式的交流方式,确定客户/供应商所要求的时间表、 内容和样式信息.请求看一个指定检验点的最新的缺陷报告并查看内容。确定以上所用信息反映 了问题解决的流程。
使用确定的和以文件形式的交流方式,建立并追踪工序内测量(例如:在质量检测工位的 FTQ/OK率、缺陷率).每个检验工位都有指标和目标。
异常情况的遏制-在所有的制造和检测工位采用“暗灯”系统,有效的执行将遏制在维修工位的加 工处理。检查地面的固定停止位和车间的暗灯绳。如果可能证实其功能。询问是否理解其流程 。在 CARE 线不需要 " 暗灯 ". 异常情况的遏制-影响下道工序工作的缺陷必须在本工位控制住,否则将停止本工序工作。 检 查 " 暗灯 " 运行和停止的反应 . 异常情况的遏制-遵循文件形式的、被确证为有效的遏制程序。对可适用的内容(力矩,焊接, 溢出等等)询问异常情况遏止和控制计划的程序。 异常情况的遏制-用问题解决流程确定有效的长期改正措施。 询问如何验证改正措施的有效性 。检查生产之前和生产中的维护内容。什么问题解决方法在使用 ? 使用确定的和以文件形式的交流方式,确定每道工序的客户和供应商。 问缺陷是如何记录的? ( CQIS,MSDB )应该被部门,工段和操作者使用并交流?
GMS-BIQ精益评估标准手册(3)(内部资料)
Element Name:Product Quality StandardsDefinition:Measurable requirements for product characteristics, which when satisfied, ensure our products meet internal /external customer requirements.Purpose:To provide criteria for product evaluation.要素名称:产品质量标准定义:当客户满意时为确保我们的产品满足内部、外部客户的要求的产品特点的可测要求目的:为产品评估提供标准BIQ-1A documented process is in place to develop, approve and revise the product quality standards.Look for Product Assembly Documents (PAD's, Process Sheets, Engineering Data Sheets, etc.), references to PAD's and change control process. How do PAD changes get communicated and updated on the floor?BIQ-2Product Quality Standards are clearly communicated to the user/operator at the work place.Look for evidence that Quality Standards were communicated to the Operator. Look for Boundary Samples, visual controls, check sheets, etc. at the workstation. Are they understood? are there tools to measure the standard? Is the standard defined and applied?BIQ-3The Product Quality Standards are incorporated into the standardized work.Look at Standardized Work Sheets, for necessary standards. (BPP, IOM/IOS, Key Element, CVIS, SOS, JES)BIQ-4Product quality standards are common within platforms. Engineering Change Process should be in place and understood. (Engineering Change Meeting Agenda and minutes)BIQ-5Product quality standards are not tighter than those applied in upstream processes.BIQ-1有文件化的程序来制订、批准和修改产品质量标准。
(工厂管理)工厂评估
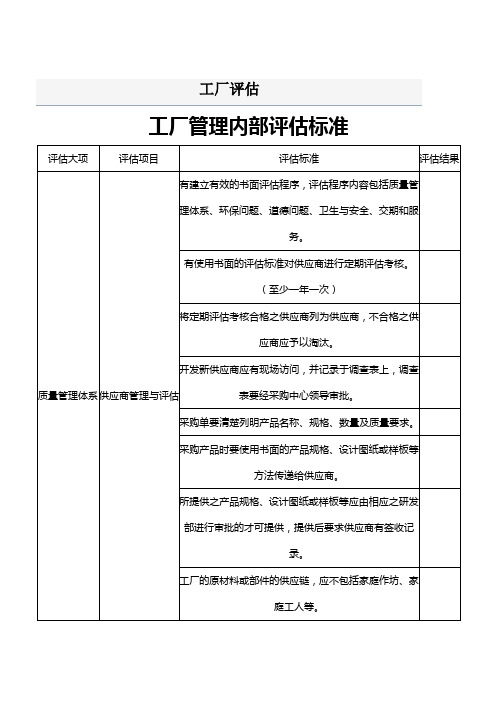
在有粉尘或烟雾的工位,要有足够的抽风装置。
工厂要保持清洁干净,过道通畅。
工厂的照明,取暖和降温设备齐全。(宿舍和厂区)
机器应有防护罩,以确保安全。
工厂应对机器操作工进行安全操作的培训。
对裸露的电线、开关应进行处理和维修,以拒绝安全隐患。
工人工作的岗位应有足够的照明。
来料检验区应设置并保持清洁干净、干燥和有充足的光线。
如有必要,外来物料要由供应商提供质量保证书、合格证书或分析报告、实验报告等。(如化学材料等)
工厂要建立控制外来物料的质量标准,并按照质量标准进行验收,保存验收记录。
检验中根据需要采用参考样板,并根据采购订单或图纸来进行检验,参考样本要界定接收与退货标准,拒收物料要清楚标识并隔离。
有培训工人让他们明白逃生程序。
工厂每层楼面都有中文的逃生路线图。
工厂每年举行最少二次火警演习并有记录。
环境
环境保护
工厂要有由总经理签署的富有意义的环境保护政策。
工厂有制订根据受控程序的环境改善行动计划。
工厂要有国家环保部门审批。
工厂不允许有被违反环境法规而被起诉的现象。
工厂产生的污染应有措施处理并被环保部门认可。
特采物料(让步接收)时都应有相关部门评审和管理层批准。
外来物料要标示清楚,包括日期、品名、规格、数量等。
要确保先进先出原则,以确保材料不会因库存太久而变质。
要建立程序确保搬运、运输过程防止产品损外。
过程控制
工厂要建立作业指导书,并放在工作显眼的位置。
所有的工艺和工序变更和修改都有记录,并获得批准。
生产过程中的不良半成品要进行标识和隔离,以防止误用。
出口通道要充足光线,并备有应急灯,通道不可阻塞和上锁。
工厂管理内部评估标准介绍
工厂管理内部评估标准介绍工厂管理内部评估标准是指工厂为了自身运营和发展的需要,对自身的管理进行全面、系统、科学的评估,以发现存在的问题和不足之处,并采取相应的措施进行改进和提升的标准。
工厂作为一个生产和经营的组织,管理是保证工厂顺利运行的基础。
通过内部评估标准,可以对工厂管理的各个方面进行全面的检查和评价,包括人员管理、生产管理、质量管理、安全管理、设备管理、物资管理等各个环节,以及各个管理层面,如高层管理、中层管理、基层管理等,从而找出存在的问题和不足之处,为工厂的持续发展提供依据和方向。
在制定工厂管理内部评估标准时,应综合考虑以下几个要点:1.目标和指标工厂的管理评估需要确立明确的目标和指标。
目标是指评估工作期望达到的结果,可以包括成本降低、效率提高、质量提升等。
指标则是衡量目标实现程度的具体量化指标,如生产线利用率、产品质量合格率、设备故障率等。
2.评估内容和方法工厂管理评估标准应该包括全面而具体的评估内容和方法。
评估内容应该根据工厂实际情况来确定,包括各个管理环节、管理层面的各项指标和要求。
评估方法可以采用问卷调查、现场观察、数据分析等多种方式,综合评价工厂管理的优劣。
3.评估周期和频率工厂管理评估应该设定合理的周期和频率。
评估周期可以根据工厂的规模、行业特点和管理需求来确定,一般可以设置为半年一次或一年一次。
评估频率可以根据工厂的实际情况和管理难点来决定,一般可以分阶段进行评估,如每个季度对某一方面进行评估。
4.评估结果和改进措施工厂管理评估的最终目的是为了发现问题并采取相应的改进措施。
评估结果应该详细记录和分析,包括问题的具体描述、原因分析和影响程度等,以及改进措施的制定和执行情况。
评估结果还应该归纳总结,为下一次评估提供经验和借鉴。
综上所述,工厂管理内部评估标准是一项重要的管理工作,通过评估和改进,可以持续提升工厂的管理水平和综合竞争力。
因此,工厂管理者应该重视内部评估工作,确立明确的目标和指标,制定全面的评估内容和方法,设定合理的周期和频率,以及及时采取改进措施,实现工厂管理的持续优化和发展。
BIQ

1.BIQ(Built in Quilty )的五大要素:产品质量标准、制造过程认证、I过程控制与确认、质量反馈/前馈、质量系统管理五大要素组成。
每一要素都有若干小要素组成一共52条要素。
2.建立产品质量标准是为了传达一个满足顾客,工程和调整要求的状态,尺度或价值。
3.制造过程的每一个步骤和检验过程的质量指标都必须要被所有的班组成员理解4.车间现场的产品标准文件支持标准化和制造质量——用于连接标准化工作(标准操作表-SOS和工作要素单-JIS)5.必须要建立一个正式的流程来实施产品质量标准的更改。
这个程序要确保所有影响到的零件都使用一样的标准6.制造程序验证是建立在BIQ座右铭的基础上,BIQ的座右铭是:“不接受缺陷、不制造缺陷、不传递缺陷”“满足顾客的要求”“通过团队合作解决问题”7.通过运用防错预防缺陷的发生,实现“不制造缺陷”,通过运用防错发现缺陷,实现“不接受和传递缺陷8.防错的目标是产品离开工位时实现零缺陷(预防第一,其次是发现)9.QCOS(Quality Control Operation Sheet)质量控制操作表是用来记录、评估工序风险质量控制和确保工序内质量的一种工具,风险评估等级超过9级需要用QCOS进行控制。
10.1)质量反馈是本工序、质量确认站将上工序、质量确认站逃逸的质量缺陷信息、跟踪质量问题解决状态信息传递给上工序或质量确认站。
2)质量前馈是本工序或质量确认站将可能逃逸的质量缺陷信息、采取的技术措施方案、工艺或产品改变信息、需要下工序跟踪质量问题解决状态信息等传递给下工序、质量确认站。
3)在V.S确认站发现的问题质量反馈到工位的使用质量信息反馈看板卡。
4)售后问题、GCA问题及确认站之间质量信息反馈/前馈跟踪等使用《质量信息跟踪卡11.问题报警流程如何进行问题升级的(五次报警)?答案:第一次报警:发现一次质量问题,员工报告班组长;第二次报警:在同一班次再次发现同一个质量问题,班组长报告工段长;第三次报警:在同一班次第三次发现同一个质量问题,工段长报告值班长;第四次报警:在同一班次第四次发现同一个质量问题,值班长报告车间主任;第五次报警:在同一班次第五次发现同一个质量问题,车间主任报告制造总监。
通用BIQ-S_Audit_Checklist

BIQS-11
Managing Change
与设计,人员,设备,物料,工艺和环境变化相关的 过程得到充分验证。工厂遵循文件化的变化点控制流 程,PFMEA根据需要结合变化点进行更新。
BIQS-12
Process Change Control 变更管理
BIQS-13
1、要有专门的验证工位(比如工段检查工位/终检工 位/CARE/GP12)。 2、根据风险可以是100%检查,也可以是抽检。 Verification Station CARE/GP12检查的项目不能是首次检查项目。检 (Final Inspection 查过程要有标准化作业,可以结合用手指点、触 摸、听、数数等方法。在风险较高时可能要增加检验 /CARE / GP12) 项目或频次,比如项目开发阶段、Pass 验证岗位 through的零件、重要变更、停线或者有客户投诉。
BIQS-8
BIQS-9
Team Problem Solving Process 团队合作解决问题的 流程
BIQS-10
Quality Focused Checks 质量关注检查
1、关键工艺的高风险项在每班都应进行质量关 注检查。 2、来自于客户反馈和问题解决的高风险项目应 包含在质量关注检查中,或者其他合适的检查 清单内,并且每班都进行检查。
1、工厂有例会讨论近期的重要变更(设计变更,工艺 变更,供应商工艺变更等),协调变更零件的生产试 装。根据风险不同,确定试装零件的数量。变更内容 要通知到生产相关的各个层级(比如组), 并得到充分理解。 Change Control 2、在PTR前后及PPAP批准前,变更零件要隔离存放 Production Trial Run 并有明确标识。 BIQS-14
工厂评分标准表
工厂评分标准表全文共四篇示例,供读者参考第一篇示例:工厂评分标准表是一个直观、客观、全面评价工厂综合实力的工具,通过定量化的评分体系,对工厂的生产管理、质量控制、环保措施等方面进行评估,帮助管理者更好地了解工厂运营情况,并制定改进措施。
在全球经济一体化的今天,工厂的竞争力越来越强,而工厂评分标准表的制定和使用,可以帮助工厂提高竞争力,实现可持续发展。
一、工厂生产管理1.生产计划与执行:包括生产计划的编制、执行情况及实时调整能力等方面。
评估因素包括计划制定的合理性、计划执行的顺畅程度、生产进度的掌控能力等。
2.设备管理:包括设备的维护保养、设备利用率、设备更新换代等方面。
评估因素包括设备管理的规范性、设备运转的稳定性、设备维护保养的及时性等。
3.人员管理:包括人员培训、员工素质、员工激励等方面。
评估因素包括员工培训的全面性、员工技能的提升情况、员工士气和团队合作精神等。
二、工厂质量控制1.原材料采购:包括原材料的选择、原材料采购渠道、原材料质量管控等方面。
评估因素包括原材料供应商的选择标准、原材料质量检测手段、原材料库存管理等。
2.生产过程控制:包括生产过程监控、工艺设备的稳定性、产品检验等方面。
评估因素包括生产过程的标准化管理、工艺设备的自动化程度、产品合格率等。
3.产品质量反馈:包括产品质量跟踪、产品售后服务、客户满意度调查等方面。
评估因素包括反馈机制的完善性、处理质量问题的速度、客户满意度指数等。
三、工厂环保措施1.废水处理:包括废水排放标准、废水处理设备运行情况、安全生产控制等方面。
评估因素包括废水处理设备的使用率、废水排放指标的达标情况、安全生产手续的完备性等。
3.固体废弃物处理:包括固废分类处理、回收利用、安全处置等方面。
评估因素包括固废处理设施的投入使用情况、废弃物的处理方式合理性、回收利用率等。
第二篇示例:工厂评分标准表是一个用来评估工厂生产效率、产品质量、安全管理等方面的工具,通过对工厂各项指标的评分,能够全面了解工厂的运营状况,帮助管理者制定改进方案,优化工厂运营。
biqs等级及评分标准

biqs等级及评分标准BIQS等级及评分标准BIQS是一种质量管理体系,它是由英国标准协会(BSI)开发的一种质量管理体系,它的全称是Business Improvement through Quality Standards。
BIQS是一种基于ISO 9001标准的质量管理体系,它的目的是帮助企业提高质量管理水平,提高产品和服务的质量,提高客户满意度,提高企业的竞争力。
BIQS等级及评分标准是BIQS体系中的一个重要部分,它用于评估企业的质量管理水平,评估企业是否符合BIQS标准。
BIQS等级及评分标准包括四个等级,分别是Bronze、Silver、Gold和Platinum,每个等级都有相应的评分标准。
Bronze等级Bronze等级是BIQS体系中的最低等级,它的评分标准是60分。
企业如果想获得Bronze等级的认证,必须满足以下条件:1. 企业必须有一套完整的质量管理体系,包括质量手册、程序文件、工作指导书等。
2. 企业必须有一套完整的质量管理程序,包括质量计划、质量控制、质量保证等。
3. 企业必须有一套完整的质量管理记录,包括检验记录、测试记录、审查记录等。
4. 企业必须有一套完整的质量管理培训计划,包括员工培训、管理培训等。
5. 企业必须有一套完整的质量管理改进计划,包括质量问题分析、改进措施、效果评估等。
Silver等级Silver等级是BIQS体系中的第二等级,它的评分标准是70分。
企业如果想获得Silver等级的认证,必须满足以下条件:1. 企业必须满足Bronze等级的所有条件。
2. 企业必须有一套完整的质量管理评估计划,包括内部评估、外部评估等。
3. 企业必须有一套完整的质量管理改进计划,包括质量问题分析、改进措施、效果评估等。
4. 企业必须有一套完整的质量管理绩效评估计划,包括质量目标、绩效指标、绩效评估等。
Gold等级Gold等级是BIQS体系中的第三等级,它的评分标准是80分。
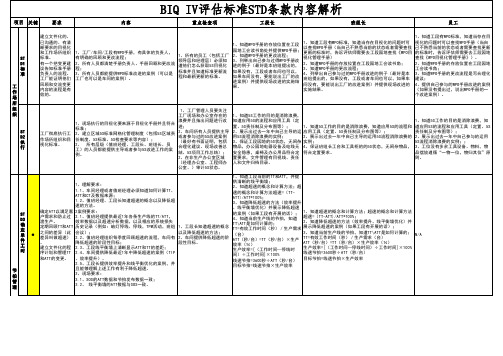
BIQ IV评审标准STD条款解析-2015.11.12
理
项目 关键
要求
内容
重点检查项
工段长
班组长
员工
ST D4 节 拍 管 理
生产输出是用已 经建立的ATT来管 理的。如果必要 的话,具备工具/ 程序用来把工作 循环和ATT联系起 来。
1、目视要求:动态作业工位目视FPS线、开始线、 结束线、70%线,10%刻度线,静态作业工位安装节 拍指示灯。 2、操作要求:员工按照节拍管理目视化标志操作。 3、理解要求:各层人员理解地面标志线和节拍指示 灯的含义,班长和员工知道什么时间超过节拍,什 么时候拉暗灯寻求帮助。 4、节拍时间验证:执行GMS分层审计制度,审计观 察员工操作顺序与现场是否一致,使用SOS时间测量 单验证操作节拍 5、动态线移动略图时间刻度为ATT时间10%等分线定 义
ST D1 标 准 工 作 场 所 组 织
1、知道WPO手册的存放位置在工段 园地工会读书角处并提供WPO手册; 1、工厂/车间/工段有WPO手册,有具体的负责人, 1、所有的员工(包括工厂 2、知道WPO手册的更改流程; 有明确的回顾和更改流程; 领导层和经理层)必须知 3、列举出自己参与过得WPO手册改 2、所有人员都清楚手册负责人、手册回顾和更改流 道他们怎么获取5S目视化 进的例子(最好是本班组提出的, 程; 标准并且知道标准更新流 如果没有,工段或者车间也可以, 3、所有人员都能提供WPO标准改进的案例(可以是 程和最新更新的标准。 如果车间没有,要能说出工厂的改 工厂也可以是车间的案例)。 进案例)并提供现场改进的实施结 果。
1、知道超速的概念和计算方法;超速的概念和计算方法 超速=(TT-ATT)/ATT*100%; 2、知道降低超速的方法(效率提升、线平衡墙优化)并 展示降低超速的案例(如果工段有开展的话); 3、知道当前生产线的节拍,知道TT\ATT是如何计算的; N/A TT=有效工作时间(秒)/生产需求(台) ATT(秒/台)=TT(秒/台)×生产效率(%) 生产效率=[(工作时间—停线时间)÷工作时间]×100% 线速节拍=3600秒÷ATT(秒/台) 目标节拍=线速节拍×生产效率
BIQ标准班组评估标准

4
前馈/ 反馈
5
分数合计:
问题
BIQ标准班组评估标准
要素名称:制造质量(BIQ) 序 号 1 项目 质量 标准
1.2 1.3 2.1 2.2 2.3 2.4年月 Nhomakorabea工段
班组
评估人: 评估指导
评估结果 ○△ × /
评 估 要 点 1.1 SOS中包含质量标准并与工艺保持一致。
员工理解和熟悉产品质量标准。 工位有必需的边界样本,且正确、可操作,员工理解和执行边界样本。 作业更改已传达到工位,相关文件已更改并让员工知道。 防错工位有防错标识和防错记录表。 工位防错写进SOS/JIS及TPM中并让员工理解。 工位上反复出现的问题已建立防错,或已有计划,或已纳入车间问题解决流 程中。 零件在线试装时,物料数据更改单中有断点记录。 在人机料法环变更时进行验证,能提供验证记录。 生产启动、产品改型和生产提速时使用工位准备状态单进行工位准备验证。 员工按SOS/JIS进行操作。 班组长了解本班组BPD的质量目标,定期回顾影响班组质量目标的问题。 BPD质量指标达到目标值。(如FTQ、GCA等)
2
制造 程序 认证
3
过程 控制
2.5 2.6 2.7 3.1 3.2 3.3 3.4 班组长知道本班组的关键质量控制点及控制方法。 3.5 关键操作出现问题时已进行问题抑制并记录。(如关键扭力和关键焊点) 3.6 班组长定期回顾本班组关键质量控制的情况。(如关键扭力和关键焊点等) 按要求执行相关的质量检查(自检、互检、一分钟质量检查或非破坏性检 3.7 查) 3.8 班组长熟悉本班组的质量检查计划/要求,并按要求执行和记录质量检查。 3.9 工位上反复出现的或重大质量问题纳入到SOS中的质量检查中。 3.10 在用和备用工具、检具或量具在有效期内使用。 3.11 员工知道问题报警流程。 3.12 员工了解前三钻的内容及作用,清楚本工位近期的主要问题以及解决状态。 3.13 班前会回顾前一个班次中出现的主要质量问题。 4.1 涉及到工位的问题已反馈到工位,工位问题对策表上有记录。 4.2 反馈和前馈的问题已传递给员工。 反馈的问题制定解决措施并跟踪。前馈的问题按计划进行跟踪,并有跟踪记 4.3 录。
BIQ工厂评估标准-新
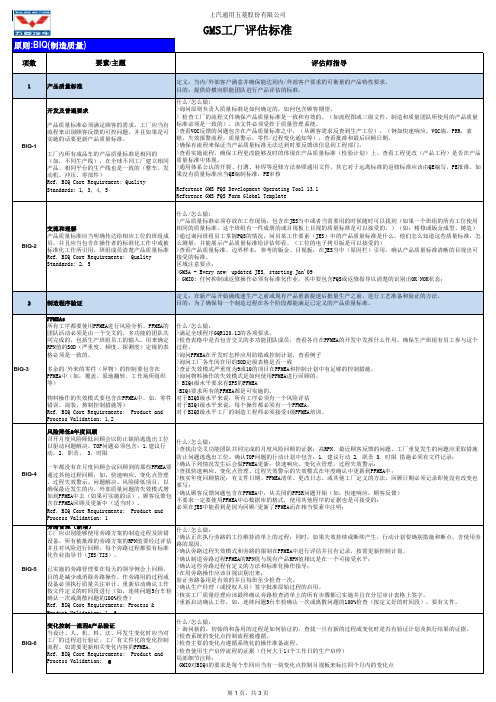
1产品质量标准定义:当内/外部客户满意并确保能达到内/外部客户要求的可衡量的产品特性要求。
目的:提供给横向职能团队进行产品评估的标准。
BIQ-1开发及普遍要求产品质量标准必须满足顾客的需求,工厂应当有流程来识别顾客反馈的可控问题,并且如果是可实施的话要更新产品质量标准。
工厂内所有成品车的产品质量标准是相同的(如,不同生产线),在全球不同工厂建立相同产品、相同平台的生产线也是一致的(整车、发动机、冲压、零部件)Ref. BIQ Core Requirement: QualityStandards: 1, 3, 4, 5什么/怎么做:>询问原则负责人质量标准是如何确定的,如何包含顾客期望。
> 检查工厂的流程文件确保产品质量标准是一致和有效的。
(如流程图或三级文件,制造和质量团队所使用的产品质量标准必须是一致的),该文件必须受控于质量管理系统。
>查看VOC反馈的问题包含在产品质量标准之中,(从顾客需求反查到生产工位),(例如快速响应,VOC墙,PRR,索赔,失效报警流程,质量警示,零件/过程变化通知等),查看批准和最后回顾日期。
>确保有流程来保证当产品质量标准无法达到时要反馈该信息到工程部门。
>查看实施流程,确保工程更改能够及时的体现在产品质量标准(检验计划)上。
查看工程更改(产品工程)是否在产品质量标准中体现。
>通用体系公认的开裂、打薄、补焊等返修方法参照通用文件,其它对于远离标准的返修标准应该由QE编写,PE批准。
如果没有质量标准应当QE编制标准,PE审核Reference GMS PQS Development Operating Tool 13.1Reference GMS PQS Form Global TemplateBIQ-2交流和理解产品质量标准应当明确传达给相应工位的班组成员,并且应当包含在操作者的标准化工作中或被标准化工作所引用,班组成员清楚产品质量标准Ref. BIQ Core Requirements: QualityStandards: 2, 5什么/怎么做:>产品质量标准必须存放在工作现场,包含在JES当中或者当需要用的时候随时可以找到(如果一个班组的所有工位使用相同的质量标准,这个班组有一件成册的或目视板上目视的质量标准是可以接受的。
智能工厂评价通则
智能工厂评价通则随着科技的不断进步和工业化的快速发展,智能工厂已成为当今制造业的一种重要形式。
智能工厂以其高效、智能、环保的优势,正在逐渐成为制造业向前发展的方向。
为了能够全面评价一家智能工厂,以下是智能工厂评价通则。
一、生产能力评价评估智能工厂的生产能力,要从两个角度来考虑——生产速度和生产质量。
首先要考虑生产速度,也就是智能工厂的生产效率。
智能工厂所拥有的的先进的生产设备和自动化系统,能够快速有效地完成生产任务,因此其生产速度会更快。
其次要考虑生产质量,智能工厂所采用的自动化生产线和机器人,能够有效保证产品的质量和一致性。
二、环保评价智能工厂要能够真正发挥自己的优势,那么就必须要达到环保的标准。
评估智能工厂的环保标准,要注意排放标准是否达到国家和地方的要求。
智能工厂在生产过程中,应采取合理的废弃物处理和节能措施,使整个生产过程充分体现保护环境的意识。
三、技术创新评价智能工厂采用的当先进的技术和自动控制系统,能够使生产过程更加智能、自主、灵活。
评价智能工厂的技术创新能力,要考虑其生产过程所采用的技术措施是否合理,使生产设备和工艺能够不断优化设计、升级改进。
四、人员素质评价虽然智能工厂采用了大量的自动化生产线和机器人,但其生产过程中,还是需要大量的人员参与。
评价智能工厂的人员素质,要考虑生产线的操作工、维护工等,所要求的能力、素质、动手能力等是否与生产需求相匹配。
五、安全生产评价智能工厂生产过程中,需要注意安全问题。
评价智能工厂安全生产的标准,要考虑安全操作规程是否完善、安全培训是否到位、化学品等危险物质的处理是否符合规定等。
通过以上评价标准,能够全面评估一家智能工厂的优劣,并为其在未来的发展提供一定的指导意义。
希望本文对于提升制造业质量、推动智能工厂向前发展有一定的参考价值。
北京市绿色工厂分级评价指标体系
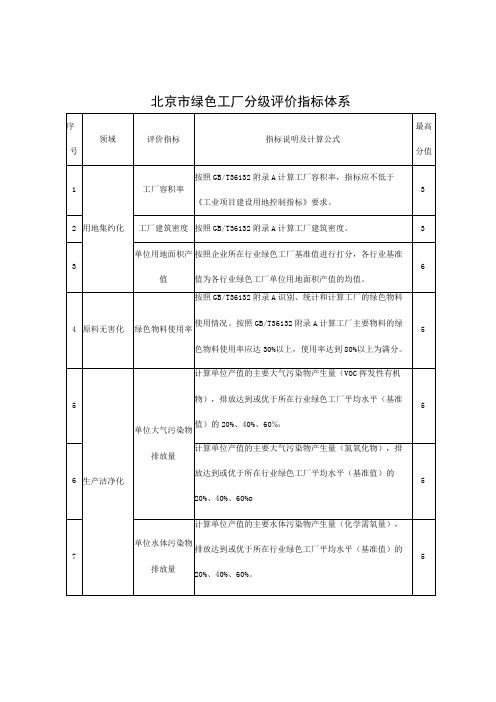
6
17
通用用能设备能
效水平
企业应使用符合新修订《电动机能效限定值及能效等级》(GB18613-2023)中1级、2级能效标准的电机和节能变
压器,使用一二级能效电机和节能变压器占比超40%为满分。
6
18
管理体系
体系认证&信息
披露
□通过职业健康安全管理体系第三方认证。
口通过环境管理体系第三方认证。
口通过能源管理体系第三方认证。
口近三年发布ESG报告,报告公开可获得;或社会责任报告
公开可获得。(备注:绝大多数申报企业和原有绿色工厂
企业有社会责任报告)
□制定并实施低碳发展规划或行动计划J。
7.5
19
产品
生态设计
□按照GB/T24044或适用的标准或规范对产品进行碳足
业”
□入选“能效领跑者”
口重污染天气重点行业绩效分级B级/A级
口达到国家重点行业能效标杆值
6
平均水平(基准值)的20%,优于基准值的40%、60%计
分。
6
13
非常规用水占比
非常规用水量(再生水、雨水、污水回用等)占全年取用
水总量比重应达到10%以上,70%以上为满分。
4
14
能源投入
□建有能源管理中心
口建有智能微电网
口绿电、绿证采买
□充分利用余热余压(利用率超过80%)
□三级计量配备比例达标
物),排放达到或优于所在行业绿色工厂平均水平(基准
值)的20%、40%、60‰
5
6
计算单位产值的主要大气污染物产生量(氮氧化物),排
放达到或优于所在行业绿色工厂平均水平(基准值)的
工厂评估报告有哪些要素
工厂评估报告有哪些要素工厂评估报告是对工厂进行全面分析和评估的一种文件,它主要包括以下要素:工厂概况、生产能力、设备状况、生产效率、质量管理、环境健康安全、人员管理、供应链管理、市场竞争力和未来发展方向等。
首先,工厂概况是评估报告的基础。
它包括工厂的基本信息,如工厂的名称、所属行业、地理位置等。
同时,还包括工厂的组织架构、经营模式、生产规模等信息,以便为后续的评估提供一个基本的背景。
其次,生产能力是评估工厂的核心要素之一。
评估报告需要详细描述工厂的生产能力,包括生产线的数量、设备的数量和类型、生产能力的统计数据等。
通过对生产能力的评估,可以对工厂的规模和生产能力进行客观的分析。
设备状况是评估报告不可或缺的要素之一。
评估报告需要对工厂的设备进行全面的检查和记录,包括设备的数量、型号、功能、使用年限、维修保养等情况。
通过对设备状况的评估,可以判断工厂的生产能力是否能够满足需求,并及时发现设备维修保养的问题。
生产效率是评估报告的重要指标之一。
通过对工厂生产效率的评估,可以客观地评估工厂的生产水平和生产效益。
评估报告需要记录工厂的生产速度、生产质量、产品的退货率等指标,以便分析生产效率的优势和不足。
质量管理是评估报告的重要要素之一。
评估报告需要对工厂的质量管理体系进行详细记录和分析,包括质量控制的流程、质量标准的制定、质量检查的方法等。
通过对质量管理的评估,可以判断工厂的产品质量是否稳定,是否符合国家标准。
环境健康安全是评估报告的重要指标之一。
评估报告需要对工厂的环境健康安全管理进行评估,包括工厂的环境污染情况、员工的工作安全情况等。
通过对环境健康安全的评估,可以判断工厂是否满足环境保护和员工健康安全的要求。
人员管理是评估报告的重要要素之一。
评估报告需要对工厂的人员管理情况进行评估,包括员工的数量、文化水平、培训情况、薪酬福利等。
通过对人员管理的评估,可以判断工厂的人力资源是否合理配置,是否能够满足生产需求。
质量BIQ的认识及工作应用

质量BIQ的认识及工作应用质量BIQ(Business Improvement Quotient)是指企业在持续改进和提高其业务过程的能力和水平。
它是一种衡量企业在质量管理方面的指标,可以帮助企业评估其质量管理的成熟度和提供改进建议。
通过质量BIQ的评估,企业可以识别出自身在质量管理领域存在的问题和改进的方向,从而提高其业务运营的效率和质量水平。
质量BIQ主要包括以下几个方面的内容:质量管理能力、连续改进水平、质量绩效评估、风险管理和成本管理等。
企业可以通过对这些方面的评估来获取一份企业在质量管理方面的全面报告,以便了解企业的质量管理状况和需要改进的地方。
质量BIQ的工作应用主要体现在以下几个方面:1. 评估企业的质量管理状况:通过质量BIQ的评估,企业可以全面了解其在质量管理方面的状况,包括其在质量管理能力、连续改进水平、绩效评估等方面的得分情况。
这可以帮助企业针对性地找出自身在质量管理方面存在的问题和改进的方向。
2. 制定质量改进计划:基于质量BIQ的评估结果,企业可以制定针对性的质量改进计划,明确改进的目标和措施,并设定实施时间表。
这有助于企业有计划地改进其质量管理水平,提高其业务运营效率和质量水平。
3. 提高质量管理水平:质量BIQ评估可以帮助企业发现质量管理方面存在的问题和薄弱环节,并对其进行改进。
通过持续改进,企业可以提高其质量管理水平,降低质量管理成本,提高客户满意度,提升竞争力。
4. 提升企业绩效:质量BIQ评估结果可以帮助企业针对性改进其业务流程和质量管理实践,从而提升企业在质量管理方面的绩效。
这有助于提高企业的生产效率、产品质量和运营效率,提升企业的盈利能力和市场竞争力。
质量BIQ的认识和工作应用对企业来说是非常重要的。
它可以帮助企业全面了解自身在质量管理方面的状况,发现问题并进行改进,提升企业的业务运营效率和质量水平。
因此,企业应该重视质量BIQ的认识和应用,将其纳入企业的质量管理体系中,以实现持续改进和提高企业的竞争力。
镍氢电池生产设备制造商评估指标与方法

镍氢电池生产设备制造商评估指标与方法引言:随着环保意识的增强和可再生能源行业的快速发展,镍氢电池作为一种高性能、环保的能源存储设备,在电动汽车、无人机、太阳能、风能等领域得到了广泛应用。
然而,市场上的镍氢电池生产设备制造商众多,如何正确评估和选择合适的制造商成为了制造商和用户共同面临的重要问题。
本文将介绍镍氢电池生产设备制造商的评估指标与方法,帮助相关行业从业者做出明智的决策。
一、评估指标1. 技术能力:评估制造商的技术能力是一个重要指标。
首先要考虑其研发团队的规模与实力,包括核心技术的掌握情况、专利技术的数量和质量等。
其次,要考察制造商的设备制造能力,包括产品的工艺流程、设备的稳定性和自动化程度等。
技术能力的强弱直接关系到设备的质量和生产效率,因此这是评估制造商的一个重要指标。
2. 设备质量:设备质量是衡量制造商的另一个关键指标。
在评估设备质量时,需要考察供应商的生产能力和生产设备的先进程度,这对设备的可靠性和稳定性有直接影响。
另外,需要了解制造商的品牌声誉和客户评价,从技术指标、产品性能、售后服务等多个角度考察其产品的质量。
3. 售后服务:制造商的售后服务是用户选择的重要因素之一。
评估制造商的售后服务需考察其提供的服务范围与内容,包括设备安装调试、培训服务、维修保养等。
此外,还需考虑供应商的响应速度、解决问题的能力以及提供备件的便利性等,这些因素直接影响到设备的可用性和生产效率。
4. 价格与性价比:制造商的报价与设备的性价比也是需要评估的指标。
需要综合考虑设备的价格、性能、质量和售后服务等因素,寻找到性价比最高的供应商。
此外,还要考虑设备的长期运营成本,包括能耗、维护成本等,以确保选择的设备能够带来最大的经济效益。
二、评估方法1. 调研与咨询:通过调研和咨询来了解市场上不同制造商的情况。
可以通过各种渠道收集制造商的资料和产品信息,还可以与其他行业从业者进行交流和咨询,了解他们的使用经验和意见。
指标工厂测评方案
指标工厂测评方案1. 简介指标工厂是一种用于测评和评估各种业务和组织绩效的方法和工具。
它提供了一个可视化和系统化的框架,帮助企业识别关键绩效指标,评估业务和组织的健康状况,以及制定改善计划。
本文档将介绍指标工厂的测评方案,包括测评的步骤、测评指标的选择和测评结果的分析等内容。
2. 测评步骤2.1 确定测评目标在进行指标工厂测评之前,需要明确测评的目标和范围。
例如,可以将测评目标定义为评估某个业务部门的绩效,或者评估整个企业的综合绩效。
确定测评目标后,还需明确测评范围,例如测评的时间范围、测评的业务领域等。
2.2 制定测评计划制定测评计划是测评的关键步骤之一。
在制定测评计划时,需要确定测评的时间安排、测评的方法和测评的参与者等。
根据测评的目标和范围,可以选择以问卷调查、面谈或文档分析等方式进行测评。
2.3 收集数据和信息在进行测评时,需要收集相关的数据和信息,以支持测评的进行。
数据和信息的来源可以包括企业的内部数据、市场调研数据、竞争对手数据、行业报告等。
收集到的数据和信息应该能够反映出业务和组织的绩效情况。
2.4 选择测评指标在指标工厂测评中,选择适当的测评指标是至关重要的。
测评指标应该能够客观地反映出业务和组织的绩效,并且能够被测评数据所支持。
选择测评指标时,可以考虑一些常见的绩效指标,如收入增长率、利润率、客户满意度等。
2.5 进行测评分析在收集到数据和信息后,需要进行测评分析。
可以通过统计分析、图表展示等方式对测评数据进行分析,以了解业务和组织的绩效情况。
分析的结果可以用于识别问题和机会,并制定改善计划。
2.6 制定改善计划根据测评分析的结果,制定改善计划是测评的最终目标。
改善计划应该针对测评发现的问题提出具体的解决方案,并制定相应的行动计划和时间表。
改善计划的实施和监控可以持续改善业务和组织的绩效。
3. 测评指标的选择在选择测评指标时,需要考虑以下几个因素:3.1 与目标相关性选择的指标应该与测评的目标密切相关。
(工厂管理)工厂评估
在有粉尘或烟雾的工位,要有足够的抽风装置。
工厂要保持清洁干净,过道通畅。
工厂的照明,取暖和降温设备齐全。(宿舍和厂区)
机器应有防护罩,以确保安全。
工厂应对机器操作工进行安全操作的培训。
对裸露的电线、开关应进行处理和维修,以拒绝安全隐患。
工人工作的岗位应有足够的照明。
来料检验区应设置并保持清洁干净、干燥和有充足的光线。
如有必要,外来物料要由供应商提供质量保证书、合格证书或分析报告、实验报告等。(如化学材料等)
工厂要建立控制外来物料的质量标准,并按照质量标准进行验收,保存验收记录。
检验中根据需要采用参考样板,并根据采购订单或图纸来进行检验,参考样本要界定接收与退货标准,拒收物料要清楚标识并隔离。
特采物料(让步接收)时都应有相关部门评审和管理层批准。
外来物料要标示清楚,包括日期、品名、规格、数量等。
要确保先进先出原则,以确保材料不会因库存太久而变质。
要建立程序确保搬运、运输过程防止产品损外。
过程控制
工厂要建立作业指导书,并放在工作显眼的位置。
所有的工艺和工序变更和修改都有记录,并获得批准。
生产过程中的不良半成品要进行标识和隔离,以防止误用。
工厂应有分开的男女浴室并足够和能正常使用。
厕所和浴室要保持清洁和卫生,并定期打扫和保持通风,厕所\洗手间有基本备品(纸巾和肥皂)
工人的宿舍与厂房/生产区有明显的隔离。
男女员工宿舍要分开。
每个工人要不小于3M2的宿舍空间,每个人都有独立的睡床。
宿舍不可限制工人的饮用水。
宿舍应最少有两个安全出口,门户晚上不可有宿舍管理员上锁。
工厂要采取一个可认可的抽样方法来检验产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1产品质量标准
BIQ-1开发及普遍要求
产品质量标准必须满足顾客的需求,工厂应当有流程来识别顾客反馈的可控问题,并且如果是可实施的话要更新产品质量标准。
工厂内所有成品车的产品质量标准是相同的(如,不同生产线),在全球不同工厂建立相同产品、相同平台的生产线也是一致的(整车、发动机、冲压、零部件)
Ref. BIQ Core Requirement: Quality Standards: 1, 3, 4, 5
BIQ-2交流和理解
产品质量标准应当明确传达给相应工位的班组成员,并且应当包含在操作者的标准化工作中或被标准化工作所引用,班组成员清楚产品质量标准Ref. BIQ Core Requirements: Quality Standards: 2, 5
2制造程序验证
BIQ-3PFMEAs
所有工序都要使用PFMEA进行风险分析。
PFMEA的团队活动必须是由一个交叉的、多功能的团队共同完成的,包括生产班组员工的输入。
用来确定RPN值的SOD(严重度、频度、探测度)定级的表格必须是一致的。
多余的/外来的零件(异物)的控制要包含在PFMEA 中(如,覆盖、原地翻转、工作场所组织等)
物料操作的失效模式要包含在PFMEA中,如,零件错误、混装、抑制控制措施等)
Ref. BIQ Core Requirements: Product and Process Validation: 1,2
BIQ-4风险降低&年度回顾
召开月度风险降低回顾会以防止缺陷逃逸出工位以驱动问题解决。
TOP问题必须包含:1.建议行动,2. 职责, 3. 时限
一年都没有在月度回顾会议回顾到的那些PFMEA要通过其他过程回顾,如,快速响应、变化点管理、过程失效警示、问题解决、风险降低项目,以确保最近发生的内、外部质量问题的失效模式增加到PFMEA中去(如果可实施的话)。
顾客反馈包含在PFMEA回顾及更新中(适当时)。
Ref. BIQ Core Requirements: Product and Process Validation: 1
BIQ-5旁路管理(新增)
工厂应识别能够使用旁路方案的制造过程及防错设备。
所有被批准的旁路方案的RPN值要经过评估并且对风险进行回顾。
每个旁路过程都要有标准化作业指导书(JES/TIS)。
已实施的旁路管理要在每天的领导例会上回顾,目的是减少或消除旁路操作。
作旁路用的过程或设备必须执行质量关注审计。
重新启动确认工作按文件定义的时间段进行(如,连续问题5台车检确认一次或离散问题的100%检查)
Ref. BIQ Core Requirements: Process & Product Validation: 1, 6
BIQ-6变化控制—流程&产品验证
当设计、人、机、料、法、环发生变化时应当对工厂的过程进行验证。
工厂有文件化的变化控制流程。
如需要更新相关变化内容的PFMEA。
Ref. BIQ Core Requirements: Product and Process Validation:
BIQ-7变化控制-PTR(新增)
工厂应当有常规的会议,包含所有部门,讨论即将发生的变化以及相应的PTR(如,EWO、工厂工程变更、供应商工程变更)。
依据风险来确定每个PTR 合理的试装数量。
变化被各级人员很清晰的交流和理解(如,班组级别)
PTR运行前、运行后,零件都应当被抑制、储存并且清楚的标识出来
PTR结果应当使用要求的形式/过程来确定验证通过并且要有文件记录。
PTR试装的结果不管成功不成功都要及时的反馈给供应商(如PTR完成后24小时内)。
如果未验证通过,应当制定行动计划或措施。
应记录开始和停止使用PTR物料的车号以及产品断点。
Ref. BIQ Core Requirements: Product and Process Validation: 6
3过程控制和确认
BIQ-8过程控制
PFMEA、过程控制计划和标准化工作文件是可理解的、充分的并且是相互关联的
关键操作要在工位内和标准化工作文件中用“三角”的标识辨识出来
Ref. BIQ Core Requirements:
Process and Product Validation: 3
In Process Control & Verification: 1
BIQ-9已实施的过程控制计划
过程控制计划中的检查要按照正确的频次和样本数量来执行。
检查检录要使用合适的控制方法(例如:控制图、检查表、TPM检查表)过程控制计划中的应急计划要人人遵守而且有效
Ref. BIQ Core Requirements: In Process Control & Verification: 1
BIQ-10异物处理要求
工厂要符合异物处理要求
Ref. BIQ Core Requirements: In Process Control & Verification: 1
BIQ-11能力监控和测量设备
监测能力(例如量具可重复性和可再现性、偏差、线性、稳定性等)和测量设备是确定的,并且设备按照计划的频次进行检定/校正。
Ref. BIQ Core Requirements:
Process and Product Validation: 5
In Process Control & Verification: 3
BIQ-12能力回顾
对于高风险/影响严重的工艺设备(至少也覆盖KCDS关键特性分配系统)要进行能力回顾,以辨识出其过程能力和必要的纠正措施。
针对不具备能力的设备要有应急方案。
纠正措施要有记录。
Ref. BIQ Core Requirements:
Process and Product Validation: 5
In Process Control & Verification: 2
BIQ-13预防性措施
纠正性措施要举一反三地应用到相似操作中去,并传达给其他应用PFA(过程失效报警)的工厂Ref. BIQ Core Requirements: In Process Control & Verification: 4
BIQ-14防错验证/确认
新的或改进的防错装置已按需确认完成,清单上所有防错装置(包含位置)都是可实现的。
防错确认方法定义清晰并且在标准化工作中文件化。
所有防错设施在开班前都已通过功能验证(失效或模拟失效),这时可行与否取决于过程控制计划。
防错控制/挑战零件(如果用的话)被明确鉴别出来。
核查记录是真实有效的。
Ref. BIQ Core Requirements: In Process Control & Verification: 5
BIQ-15防错反应计划
当发生防错措施失效的情况时,反应计划必须能被团队成员理解并可用。
反应计划应包括交流沟通,设备旁路,产品控制和重新启动验证。
Ref. BIQ Core Requirements: In Process Control & Verification: 5
BIQ-16检测站/CARE线
确认站的位置应根据全球质量要求。
质量目视板的
内容应与要求一致。
所有在CARE线的检测项必须在上游工位有检测。
CARE线新增的在一定时间内的临时检测项可以不包
含在上游工位的检测内容里面。
BIQ-17有效质量检查
质量检查包含于标准化操作。
手指按压、触摸、听和计数的观察方法也包含在内。
为防止诸如车型发布,重大改变,停工以及顾客反馈的高风险,产品/质量的连续检查会增加。
对于更新可以进行临时/柔性的检查或者永久性的将其增加到标准化操作中去(产品和质量)。
为了已建立的零件的稳定性(例如,设置及运行,量具的检查),进行检查的时间和日期必须记录下来
参考文献.BIQ核心要求:过程控制&验证:6
BIQ-18 报警和升级
不合格产品有报警范围要求,根据报警升级流程响应
参见BIQ核心要求:过程控制&检测:9
BIQ-19质量关注检查
涉及关键操作的高风险项目都要有一个每班次执行的质量关注检查
根据客户反馈和问题解决得出的高风险的质量关注项要列入质量关注项审计,或其他合适的检查清单,并且每班次检查
Ref. BIQ Core Requirements: Standardized Work - Layered Audit?。