轮胎成型机控制系统的设计
子午线巨型轮胎成型一段缠绕控制系统的设计

时调 整缠绕 的速 度 , 以 伺 服 的 控 制 采 用速 度 模 所
式。
x轴伺服 电机
Y轴伺 服 电机
z轴伺 服电机
图 2 伺 服 系统 图
4 控 制 过程的 实现 4 1 生产 线速 度匹配 .
信号进 入高 速计 数 模 块 , 检测 伺 服 电机 的实 时 转
度 ;0 s )、9 R 端子 为伺 服 电机准备 完毕信 l ( c 1( D)
现拉伸 现象 , 影 响 缠绕 的准 确性 及 缠 绕 部 件 的 将 形 状 。针 对这 种情况 , 我们 采取 速度 跟踪 , 由位 移
菱 Q 2 下 位 机 ) 伺 服 、 频 器 等 组成 了一 个 控 0 H( 、 变
制 系统 , 到控 制稳 定 可 靠 、 作 简单 、 达 操 自动 化 程
度高 , 现对 型 胶 部 件缠 绕 尺寸 的跟 踪 、 据 的采 实 数
作者简介 : 晓梅 (94 1 廖 17 .2一) 女 , 南 人 , 族 , 级 工 程 师 , , 湖 汉 高 学
3 控 制 系统 的组成
胶 ;3 胎 侧 胶 ] 且 形 状 落 差 很 大 , 度 要 求 高 , () , 精
尤其 讲究 形 状 和 重 量 的对 称 性 , 现 起 来 相 对 比 实
较复 杂 , 目前 在 国 内较 少 。结合 子 午 线 巨型 轮 胎 成 型一段 缠 绕 的实 际情 况 , 们 以研 华 工 控 机 作 我 为控 制上 位 机 , 过 Q 7 C 4串 口通 讯 模 块 与 三 通 J1 2
控 制 系统 由三 菱 Q系 列 P C Q 2 C U) 三 L (0H P 、 菱 伺服 电机 、 控 机 、 频器 、 移 传感 器 等 组成 。 工 变 位
橡胶轮胎自动生产系统设计_毕业设计论文
常州工学院(成人教育)毕业设计(论文)题目橡胶轮胎自动生产系统设计副标题性质:毕业设计毕业论文摘要橡胶轮胎自动生产系统只要适用于个轮胎制造公司,该生产系统产用PLC控制,完成轮胎的装胎、硫化、定型和卸胎整个过程,在此设计中主要讲述了装胎的过程。
液压传动是利用有压力的油液作为传递动力的工作介质,而且传动中必须经过两次能量转换。
由此可见,液压传动是一个不同能量的转换过程。
一个完整的、能够正常工作的液压系统,应该由以下五个主要部分来组成1.动力装置2.执行装置3.控制调节装置4.辅助装置5.工作介质PLC是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通信技术而形成的一代新型工业控制装置,其用途是取代继电器,执行逻辑、计时、计数等顺序控制功能,建立柔性的程控系统。
PLC具有通用性强、使用方便、适应面广、可靠性强、抗干扰能力强、编程简单等特点。
可以预料,在工业控制领域中,PLC控制技术的应用必将形成世界潮流。
关键词: PLC ;橡胶轮胎;液压传动目录第一章绪论 (1)第二章 PLC的基础知识 (2)2.1 PLC的定义 (2)2.2 PLC的特点 (2)2.3 PLC的工作原理 (3)2.3.1循环扫描 (3)2.4 PLC的构成 (4)2.5 三菱介绍 (5)2.5.1三菱简介 (5)2.5.2编程简介 (5)2.5.3应用指令中有多个可使用的简单指令 (5)2.5.4 扩展模块或特殊功能模块 (6)2.5.5 外部机器通讯简单化 (6)2.6 PLC未来展望 (6)第三章轮胎自动生产系统概述 (7)3.1轮胎定型硫化机的技术进步主要表现在以下几方面 (8)3.2轮胎定型硫化机的最新发展动向包括: (9)3.2.1轮胎定型硫化机与轮胎成型机组成一体 (9)3.2.2全电动 (9)第四章设计内容 (11)4.1工作要求 (11)4.1.1半自动 (11)4.1.2全自动 (11)4.2输入输出地址表: (12)4.3硬件接线图 (13)4.4工作流程图 (14)4.5 状态流程图 (16)结束语 (18)致谢 (21)参考文献 (22)附录 (23)第一章绪论轮胎是汽车的重要部件之一,它直接与路面接触,和汽车悬架共同来缓和汽车行驶时所受到的冲击,保证汽车有良好的乘座舒适性和行驶平顺性;保证车轮和路面有良好的附着性,提高汽车的牵引性、制动性和通过性;承受着汽车的重量,轮胎在汽车上所起的重要作用越来越受到人们的重视。
轮胎生产线控制系统中PLC的应用与技术分析孙祥光
轮胎生产线控制系统中PLC的应用与技术分析孙祥光摘要:随着我国人民物质和精神生活水平的不断提高,许多城市的工厂、事业单位和居民小区里都能看到各种形式的基于PLC(Programmable Logic Controller)的生产控制系统。
与此同时,工业经济在大踏步的前进后,越来越需要提升生产效率,而生产系统的智能化、自动化程度起着决定性的作用。
PLC自问世以来,经过多年的发展,早已取代继电器控制系统在工控行业的绝对统治地位,在全世界发达国家中已经产生巨大的经济推动作用。
PLC在各行业也有了举足轻重的发展,技术含金量也得到了广阔的提升。
随着新型模块和各种新式元件的不断推出,编程语言的不断完善,汇编工具的不断更新换代,PLC控制系统愈加智能化。
关键词:PLC自动化;轮胎生产;控制系统PLC 在轮胎生产线中的应用极大的提高了生产的自动化水平、生产效率和产品的质量。
可编程控制器由于其可靠性高、编程简单、功能完善、使用方便等诸多优点在石油、钢铁、电力、机械等各个行业得到了广泛的应用,在橡胶工业中也得到了很好的应用。
本生产线控制系统就是西门子S7 - 300 PLC 的一个典型的应用。
1、系统设计本生产线控制系统根据某橡胶厂轮胎生产线的工艺流程、技术要求进行了系统的设计。
在系统的硬件设计上考虑到本控制系统的规模、特点结合生产线的工艺和控制要求选用了西门子公司S7 - 300 系列PLC,通过PROFIBUS总线实现PLC 与PLC和上位机之间的网络通讯;在软件设计上,采用西门子SIMATIC Safety组态和编程软件STEP7,考虑到系统的工艺流程较为复杂,程序的编程量较大采用了模块化的编程思想,将整个程序分解为若干个子程序和功能块由主程序开始依次调用,这样就方便了程序的编写、修改和维护。
1.1 生产工艺轮胎生产包括:密炼、挤出、压延、胎圈成型、帘布裁断、硫化等多个复杂的工序。
每一个工序都包括非常复杂的工艺过程。
轮胎成型机的结构

轮胎成型机的结构轮胎成型机是一种用于制造轮胎的专用设备,它的结构包括下料系统、预成型系统、成型系统、冷却系统和控制系统等几个主要部分。
下料系统是轮胎成型机的第一道工序。
在这个系统中,原材料如橡胶、纤维材料等被送入机器,并通过输送带或其他装置进行定量供料。
下料系统的主要作用是确保原材料的准确投放,为后续的成型工艺做好准备。
接下来是预成型系统。
在这个系统中,原材料被预先成型,以便更好地适应后续的成型过程。
预成型系统通常由多个模具组成,可以根据需要进行更换。
原材料经过预成型后,形成了一个具有一定形状的“半成品”,这为后续的成型提供了便利。
成型系统是轮胎成型机的核心部分。
在这个系统中,预成型的半成品被放置在成型模具中,然后通过压力和温度的作用,使其完全成型。
成型系统通常由上下两个模具组成,通过上下模具的合力,将原材料进行压制、加热和冷却等多个工序,最终使其形成符合要求的轮胎形状。
冷却系统是为了使成型后的轮胎迅速冷却并固化。
在成型系统完成后,轮胎会被送入冷却系统中,通过冷却介质(如水或气体)的作用,使其迅速降温,从而使轮胎的形状得以稳定并固化。
最后是控制系统。
控制系统是整个轮胎成型机的“大脑”,它负责监控和控制整个成型过程的各个环节。
通过传感器和控制器等设备,控制系统可以实时监测温度、压力、速度等参数,并根据预设的工艺参数进行调整和控制,以确保成型过程的稳定性和可靠性。
轮胎成型机的结构主要包括下料系统、预成型系统、成型系统、冷却系统和控制系统等几个部分。
每个部分都承担着特定的功能,通过紧密配合和协同工作,最终完成轮胎的成型工艺。
这些结构的合理设计和优化能够提高轮胎成型机的生产效率和产品质量,满足不同类型轮胎的制造需求。
轮胎成型机实时监控系统的研究
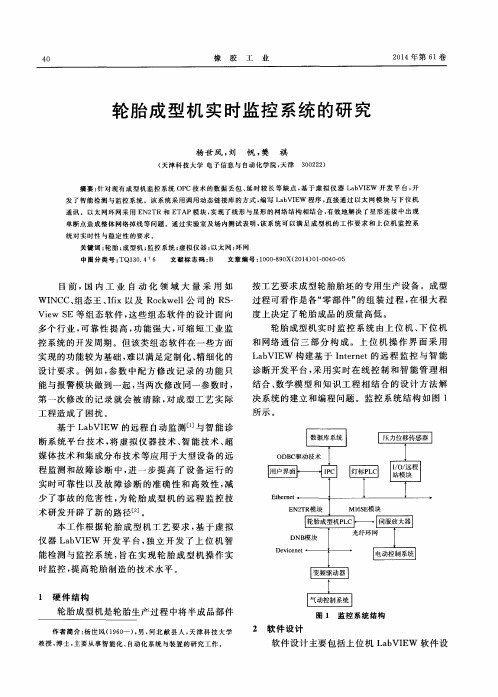
按工 艺要 求成 型 轮胎胎 坯 的专用 生产 设备 。成 型
过程 可 看作是 各 “ 零部件” 的组 装 过 程 , 在 很 大 程 度 上决 定 了轮胎 成 品的质量 高低 。
轮胎 成 型机 实 时监 控 系统 由上 位 机 、 下 位 机
Vi e w S E等组 态 软 件 , 这 些组 态 软 件 的设 计 面 向 多个 行 业 , 可 靠 性 提高 , 功能强大, 可 缩短 工 业监 控 系统 的开 发周期 。但 该类 组态 软件 在一 些方 面 实 现 的功能 较为基 础 , 难 以满足 定制 化 、 精 细化 的 设 计要求 。例如 , 参 数 中配 方 修 改记 录 的功 能 只
1 硬 件结 构
叵 卜— 癌
E N2 T R 模块 l
圆
M1 6 S E 模块
l
轮胎成 型机P L C
…
De v i c e net
・ — — — — — — L — — — 一 环
变频驱动 器
气 动控制系 统
轮胎成 型 机是轮 胎生 产过 程 中将半 成 品部件
第 一次 修改 的记 录就 会 被 清 除 , 对成 型工 艺 实 际
工 程造 成 了困扰 。
结合、 数 学模 型 和 知识 工 程 相 结 合 的设 计 方 法 解
决 系统 的建 立 和编程 问题 。监 控 系 统 结构 如 图 1
所示 。
压力 位移传 感器
基于 L a b VI E w 的远程 自动监 测[ 】 与智 能 诊 断 系 统平 台技 术 , 将 虚拟 仪 器 技术 、 智 能技 术 、 超 媒 体技 术 和集成 分布 技术 等应 用 于大型 设备 的远
充气轮胎模塑成型机胎面压出联动装置的基于CAD模型的优化设计

充气轮胎模塑成型机胎面压出联动装置的基于CAD模型的优化设计引言:随着汽车行业的快速发展,充气轮胎在车辆行驶中的重要性逐渐凸显。
然而,充气轮胎模塑成型机在生产过程中仍存在一些问题,特别是胎面压出联动装置的设计。
本文将基于CAD模型,对该装置进行优化设计,旨在提高生产效率和轮胎质量。
一、胎面压出联动装置的设计原理和功能充气轮胎模塑成型机胎面压出联动装置是模具设计中的重要组成部分。
其主要功能是实现对轮胎胎面的平均分布和均匀压出。
在设计过程中,需考虑以下几个关键因素:1. 压力:首先,需要确定合适的压力大小,以确保轮胎的质量和耐久性。
2. 压力均匀性:胎面在模具内受到的压力应均匀分布,以避免轮胎存在变形或不平坦的情况。
3. 联动控制:装置中的各部件应能够协同工作,实现胎面的平均压出。
二、CAD模型设计步骤及优化1. 初始设计:通过CAD软件对胎面压出联动装置进行初始设计,包括各部件选型和布局。
根据实际需要和要求,选择合适的材料,确保其耐磨、耐腐蚀和耐高温性能。
同时,考虑装置的紧凑性和易于维护的特点。
2. 三维建模:基于初始设计,利用CAD软件进行三维建模。
通过三维模型的建立,可以直观地展示胎面压出联动装置的形状和结构,便于后续的分析和优化。
3. 功能仿真:使用CAD软件进行功能仿真,验证设计的合理性和准确性。
通过仿真可以模拟装置在真实工作环境下的运行情况,包括胎面压力分布、联动性能等。
根据仿真结果,对装置进行必要的调整和优化。
4. 材料选择和强度分析:根据装置的结构和工作条件,选用合适的材料。
进行强度分析,确保装置能够承受压力和负载。
通过CAD软件模拟不同工况下的载荷分布,预测装置的寿命和应力分布情况,以保证其稳定性和安全性。
5. 优化设计:根据仿真分析和强度分析结果,对装置进行优化设计。
一方面,针对压力均匀性不足的问题,可以通过调整装置内部结构,改变胎面接触点的布局,实现更均匀的压力分布。
另一方面,针对装置紧凑性和易于维护性的要求,可以进行适当的尺寸和形状调整,使装置更加紧凑和易于安装和维护。
一种先进的轮胎成型机控制系统

Manual.R.ockwell Automation,2002.
A advanced control system for tire building machine
Zhang Junfeng,.Li Zhong,Chen Xiaojun,Cui Runji,Cui Peng (Qingdao MESNAC CO.Itd,Qingdao 266045,Shandong,China) Abstract."Adopted the integrated structural platform such as ControlLogix and SeCrcos of Rockwell auto CO.Allen—Bradley servo optical fiber network composing tire building machine control system.It shown that ControlLogix integrated the logic control、process control、movement control to realize unit movement control solution and计has the advantage in design、installation and operation or main— tenance and SO on.
第32卷 第6期
t毽毫&E跫&§鲁l毫毫§皿
。
II'1
的灵活性和无可比拟的开放性和集成能力,能 有效地帮助用户降低总体使用成本。罗克韦尔 自动化集成架构正在确立真正集成自动化技术 和产品的新标准。
我们在选择控制系统方案时,也发现 controlLogix系统特别适合于成型机的控制,这 是因为成型机不但有I/0逻辑顺序控制,而且还 有伺服运动控制,而ControlLogix系统正是能把 这两种类型的控制集成在一起。
轮胎成型机控制系统的设计

河 南 理 工 大 学 学 报 JOU RNA L O F HEN AN POLY T ECHNI C U N IV ERSI T Y
Vol. 25 No. 6 Dec. 2006
轮胎成型机控制系统的设计
张行文1, 沈记全2
( 1. 湖北师范学院 计算机科学与技术系 , 湖北 黄石
y
435000; 2. 河南理工大学 计算机科学与技术学院 , 河南
焦作
454003)
摘要 : 轮胎成型机是关系到轮胎产品质量的关键工艺装备 , 其控制系统性能的优劣直接影响 到轮胎的质量和产量 . 作者在充分了解轮胎成型生产工艺过程和控制特点的基础上 , 采用数 字直流调速 、PL C 程序设计、过程控制 、 计算机控制等原理和技术 , 设计完成了新型轮胎 成型机控制系统 . 实践证明, 系统性能稳定 , 可靠性强, 生产效率高 , 完全能满足轮胎成型 生产的工艺要求 . 关 键 词 : 轮胎成型机 ; 控制系统; 数字直流调速 ; PL C 文献标识码 : A 文章编号 : 1007 7332 ( 2006) 06 0507 04
[ 1] [ 2] [ 3] [ 4] [ 5] 沈记 全 , 涂序 彦 . 基于 并行计算的过程控制系统的研究与实现 [ J] . 冶金自动化 , 2005 ( 4) : 48 50. 沈记 全 , 吴敏 飞 , 鞠志 刚 . 中厚 钢板计算机过程控制系统顺序控制子系统的设计 [ J] . 焦作工 学院学报 : 自 然 科学版 , 2003 ( 2) : 147 150. 沈记 全 , 吴敏 飞 . 中厚 钢板计算机过程控制系统跟踪子系统的设计 [ J] . 焦 作工学院学 报 : 自然科学 版 , 2002 ( 2) : 130 132. 周立求 , 沈记全 . 基于可编程控制器的冷 轧机自 动控制 系统 [ J] . 焦作 工学院 学报 : 自然 科学版 , 2002 ( 6) : 466 468. 廖常 初 . P LC 编程及应用 [ M ] . 北京 : 机械工业出版 社 , 2002.
基于plc的轮胎磨边机控制系统设计

基于plc的轮胎磨边机控制系统设计摘要为了提高轮胎磨边机的加工效率和自动化程度,本文提出了一种基于PLC(可编程逻辑控制器)的轮胎磨边机控制系统设计。
在系统的硬件方面,本文采用了PLC、高性能电机、减速机、传感器等元器件,并选用伺服控制技术实现轮胎的自动定位和工件加工。
在系统的软件方面,本文采用了Ladder Logic语言对PLC程序进行编程,实现对整个加工流程的自动控制,包括轮胎夹紧、轮胎旋转、加工控制以及自动反转等功能。
实验结果表明,本文设计的轮胎磨边机控制系统能够实现高精度加工和自动化生产,具有较高的实用价值。
关键词:PLC;轮胎磨边机;伺服控制;Ladder LogicAbstractIn order to improve the processing efficiency and automation degree of tire edge grinding machine, this paper proposes a design of tire edge grinding machine control system based on PLC (programmable logic controller). In the hardware aspect of the system, PLC, high-performance motor, reducer, sensor and other components are adopted, and servo control technology is used to realize the automatic positioning and workpiece processing of the tire. In the software aspect of the system, Ladder Logic language is used to program the PLC program, which can automatically control the entire processing process, including tire clamping, tire rotation, processing control, and automatic reverse. The experimental results show that the tire edge grinding machine control system designed in this paper can achieve high-precision processing and automated production, and has high practical value.Keywords: PLC; tire edge grinding machine; servo control; Ladder Logic1、引言随着机械制造行业的发展,各类自动化生产设备的应用越来越普及,面向市场需求的自动化智能化设备的研究越来越重要。
充气轮胎模塑成型机胎面压出联动装置的可编程控制系统设计

充气轮胎模塑成型机胎面压出联动装置的可编程控制系统设计概述:充气轮胎模塑成型机在制造过程中需要对轮胎的胎面进行压出,以确保胎面的质量和形状符合要求。
为了提高生产效率和自动化水平,设计一个可编程控制系统来实现轮胎胎面压出联动装置的自动化控制变得尤为重要。
本文将详细介绍此可编程控制系统的设计方案和步骤。
一、系统设计要求:1. 实现胎面压出过程的自动化控制。
2. 能够根据不同轮胎型号和规格进行不同的胎面压出控制。
3. 具有压力控制、时间控制和位置控制等功能。
4. 具备故障诊断和报警功能。
二、系统设计思路:1. 选择合适的控制器:根据需求选择一个可编程控制器,例如PLC(可编程逻辑控制器)或FPGA(现场可编程门阵列),以实现对联动装置的控制。
2. 开发控制程序:通过编程,设置轮胎模塑成型机的胎面压出过程,包括压力控制、时间控制和位置控制等功能。
3. 传感器选择和布置:选择合适的传感器,如压力传感器、位置传感器等,在合适的位置布置以实时监测胎面的压力和位置信息。
4. 系统安全保护机制:设计一个完善的系统保护机制,如过载保护、断电保护等,确保操作人员和设备的安全。
三、系统设计步骤:1. 设计传感器布置方案:根据轮胎模塑成型机的结构和工作原理,确定传感器的布置位置,并考虑布线和信号传输的可行性。
2. 确定控制器类型:根据需求和预算,选择适合的可编程控制器,如PLC或FPGA,以实现对联动装置的精确控制。
3. 开发控制程序:根据胎面压出的要求,编写相应的控制程序,包括压力控制、时间控制和位置控制等功能。
同时,编写故障诊断和报警程序,以提高系统的可靠性和稳定性。
4. 系统调试和测试:在实际生产环境中,对设计好的可编程控制系统进行调试和测试,以确保其正常工作。
调试过程中,还需不断优化控制参数,提高系统的性能和稳定性。
5. 系统运行和维护:系统正常运行后,对其进行定期检查和维护,以保证系统的长期稳定运行。
四、系统设计的优点:1. 自动化控制:可编程控制系统能够实现胎面压出过程的自动化控制,提高生产效率和质量。
7轮胎成型机使用说明书

LCX-7B轮胎成型机使用说明书烟台鹏宇轮胎机械有限责任公司:网址:电子邮箱:ytpengyu@126、com、机器的用途本机用于普通结构的尼龙、人造丝,棉帘线大型轮胎的成型机、技术参数本机符合标准HG/T2190-91的规定成型规格:1、成型鼓规格:直径:少850-1600mm宽度:650-1800mm2、胎圈规格:35 “ -51"主机:1、主电机:型号:YZR-225M-8功率:22KW转速:750r/mi n2、中心高:1780mm3、王轴转速:88r/mm4、主轴与成型鼓配合直径:少180mm5、内扣圈气缸:直径:少100mm使用说明书共页第页行程:1190mm6、刹车胶囊:规格:沪600〔三〕、成型棒装置:1、气缸:直径:少125mm行程:3600mm2、成型棒:直径:少60mm3、升降电机型号:YS8024功率:0、75KW转速:1400r/mi n4、成型棒咼度调节行程:180mm5、成型棒摆动角度:± 45°〔四〕、后压辊装置:1、减速器型号:径向:WB150-3-23轴向:WB150-3-23旋转:WB150-3-23使用说明书共页第页2、压辊直径:少280mm3、压辊轴向别离范围:960-1900mm4、压辊径向最大行程:530mm〔五〕下压辊装置:1、减速器型号:XB150-32、压辊直径:少260mm3、滚压最大宽度:2200mm4、气缸:〔双级气缸〕直径:少100mm 少145mm行程:376mm〔外扣圈装置:六气缸:直径:少100mm行程:900mm〔七〕供布架装置:1、供布辊直径:少60mm2、供布辊有效长度:1700mm3、升降调节量:200mm〔八〕空气管路系统:气源压力:0、6Mpa〔九〕外形尺寸:〔长X 宽X 高〕: 〔十〕总重量: 三、结构概述:本机主要由主机、成型棒装置、下压滚装置、后压滚装置、外扣圈 装置、气路系统与电气控制系统局部组成 〔一〕 主机〔见图二〕本机主要就是由主轴、刹车套、电动机、减速机、刹车装置、可变 径内扣圈装置等组成。
牵引车车轮总成的液压控制系统设计与调试

牵引车车轮总成的液压控制系统设计与调试液压控制系统在牵引车车轮总成中扮演着重要角色,它能够高效、灵活地控制车辆的行驶和操纵。
本文将深入探讨牵引车车轮总成液压控制系统的设计原理与调试方法。
首先,我们需要明确牵引车车轮总成液压控制系统的功能要求,在满足基本的行驶需求的同时,还应具备安全可靠、操纵灵活、能耗低等特点。
基于这些需求,设计的液压控制系统需具备以下几个方面的设计要点:1. 系统压力与流量控制:牵引车车轮总成的液压控制系统需要能够根据行驶和操控需求,灵活地调节系统的压力与流量。
通过合理设计油液泵的排量和工作压力,以及采用调速阀等流量控制元件,可以达到对驱动力和操纵灵活性的要求。
此外,应注意系统压力过高可能导致泄漏和设备损坏,因此需要设计压力保护装置,确保系统的安全运行。
2. 液力传动装置:牵引车车轮总成的液力传动装置是实现转矩调节和传递的关键部件,对于驱动和操纵性能有重要影响。
设计液力传动装置时,应根据需求选择适当的液力变矩器或液力耦合器,以提供可靠的转矩输出和换挡平稳。
同时,应考虑传动装置的散热和冷却问题,避免因过热而影响系统的正常运行。
3. 操纵系统设计:牵引车车轮总成的操纵系统设计应兼顾灵敏度和稳定性。
首先,通过选择合适的比例阀和伺服阀,可以实现对液压油流的精确控制,从而实现稳定的操纵性能。
此外,还应考虑操纵手感的设计,以提高操纵员的操作舒适性和准确性。
在完成液压控制系统的设计后,还需要进行系统的调试工作,以保证系统能够正常运行并达到预期的性能指标。
液压控制系统的调试方法如下:1. 系统压力与流量调试:首先,需要根据设计要求设置系统的工作压力和流量。
通过调节油泵的转速和调速阀的开度,以及通过检测压力和流量的传感器来实时监控系统的运行状态,可以调试出符合要求的压力和流量特性。
2. 液力传动装置调试:液力传动装置的调试主要是通过测试转矩传递和换挡过程。
通过检测输出轴的转速和转矩来验证装置的传动性能,并进行换挡测试以确保平稳的换挡过程。
基于ControlLogix的轮胎成型机控制系统的开题报告

基于ControlLogix的轮胎成型机控制系统的开题报告一、选题背景轮胎是汽车、摩托车等交通工具关键部件之一,其品质的好坏直接影响到车辆的运行安全和性能。
轮胎成型机则是生产轮胎的关键设备之一,其精度和稳定性要求非常高。
控制系统作为轮胎成型机的重要组成部分,不仅需要具有优异的可靠性和稳定性,而且要实现精确的控制和数据采集。
本文旨在研究基于ControlLogix的轮胎成型机控制系统,对其进行设计、实现和测试,以提升轮胎成型机的生产效率和品质。
二、选题意义控制系统在轮胎成型机中起到了至关重要的作用,其稳定性和精度直接影响到轮胎的质量和性能。
基于ControlLogix的控制系统具有灵活性和可扩展性强、可靠性高、通用性好等优点,可为轮胎成型机的控制提供技术支持。
通过本文的研究,可以掌握ControlLogix的控制器结构和编程方法,了解其在工业生产领域中的应用,具有较好的实用性和推广价值。
三、主要研究内容1. 研究ControlLogix控制器的结构和特点,包括处理器、输入/输出模块、内存等组成部分的功能和作用。
2. 设计实现基于ControlLogix的轮胎成型机控制系统,包括硬件设计和软件编程两部分,采用PLC编程语言编写程序,实现多个工位的协同控制。
3. 对于制造过程的数据采集,建立实时的数据传输和分析系统,实现对轮胎成型机过程的数据掌控。
4. 进行实验验证和性能测试,对轮胎成型机控制系统的稳定性、精度和可靠性进行评估。
并进一步提出改进和升级方案。
四、预期成果1. 设计实现基于ControlLogix的轮胎成型机控制系统,包括硬件和软件部分的设计和实现。
2. 建立轮胎成型机制造过程的数据采集和传输系统,实现对轮胎成型机生产过程的掌控。
3. 完成轮胎成型机控制系统的实验验证和性能测试,实现轮胎生产效率和品质的提升。
4. 提出轮胎成型机控制系统的改进和升级方案,进一步优化控制系统的精度和稳定性。
双模轮胎定型硫化机机械手及其微机控制系统设计.doc
双模轮胎定型硫化机机械手及其微机控制系统设计双模轮胎定型硫化机机械手及其微机控制系统设计本机属B型双模轮胎定型硫化机。
用曲柄连杆传动,采用蒸锅式(或热板式)加热,升降翻转式开合模。
胶囊伸直或收缩由中心机构操纵;机械手升降、转动、卸胎机构进出均采用水缸驱动;后充气采用二位四点式装置;控制系统采用PLC可编程控制程序控制。
本机主要由... 本机属B型双模轮胎定型硫化机。
用曲柄连杆传动,采用蒸锅式(或热板式)加热,升降翻转式开合模。
胶囊伸直或收缩由中心机构操纵;机械手升降、转动、卸胎机构进出均采用水缸驱动;后充气采用二位四点式装置;控制系统采用PLC可编程控制程序控制。
本机主要由机器、传动装置、中心机构、蒸汽室、装胎机构、卸胎机构、脱模机构、活络模操纵装置、管路系统、电气控制系统等组成。
序号项目参数 1 蒸汽室数目 2 个 2 蒸汽室内径1525 mm 3 最大合模力4220 X 2 KN 4 模型高度254635 mm 5 适用钢圈直径1624 in 6 主电机LG41-6 13 KW 890 r/min 7 机械手爪张开(闭合)直径630 (360)mm8 胶囊真空度0.05 MPa 9 过热水压力2.8 MPa 10 硫化蒸汽压力0.7(热板1.04)MPa 11 动力水压力0.7 ,1.0 ,1.4 MPa 12 动力空气压力2.12.5 MPa 13 控制气源压力0.35 MPa 14 最大充气压力1.4 MPa 15 开(合)模理论时间约90 s 16 垂直开模距离660 mm 17 抓胎器最大升降行程1620 mm 18 外型尺寸(长X 宽X 高)7000 X 5520 X 5950 mm 19 总重约60 t 技术参数〈四〉、机械手一、机械手工作原理机械手由钩爪,连杆及托架板汽缸等组成,机械手由双向液压驱动,当液缸向下时,四瓣钩胎爪张开至最大,当液压缸向上时,钩胎胚是不会脱落的,因为连杆在张开时接近一字行,足以平衡钩胎爪胚的作用力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
系统控制电路的设计
轮胎成型机控制系统主要由系统控制柜、操作柜及相应的执行机构组成, 其中主鼓电机、压辊径
向移动电机、压辊旋转电机、压辊横向移动电机为直流电机, 采用数字直流调速控制; 鼓风机、帘布 扩张器机械手指电机、帘布扩张器移动电机、帘布扩张电机、油泵电机、帘布夹子电机等均为交流电 机. 根据设备特性和实际生产工艺的需求, 设计对应的控制电路如图 1 ! 图 4 所示.
4
结 论
改造后的轮胎成型机控制系统运行可靠 , 生产效率高, 后压辊滚压重叠系数大于 1. 4 , 且滚压后 各部件层层压实 , 质量达到 五无 ( 无气泡、无折子、无掉胶、无杂物、无断线) 标准. 在现场实 际标定 26. 5 25 28PR L 4 规格轮胎, 改造前, 每生产一条此规格轮胎约需 190 m in; 改造后, 每生产 一条此规格轮胎约需 160 min, 综合生产能力提高18. 75% , 而且完全满足工艺要求. 参考文献 :
y
收稿日期 : 2006 05 17 基金项目 : 河南省科技攻关项目 ( 0424220158) 作者简介 : 张行文 ( 1965 ) , 男 , 湖北黄梅人 , 讲师 , 主要从事计算机网络与计算机控制方面的研究. E mail: z hang xingw en@ 163. com
508
河南理工大学学报 ( 自然科学版 )
y
435000; 2. 河南理工大学 计算机科学与技术学院 , 河南
焦作
454003)
摘要 : 轮胎成型机是关系到轮胎产品质量的关键工艺装备 , 其控制系统性能的优劣直接影响 到轮胎的质量和产量 . 作者在充分了解轮胎成型生产工艺过程和控制特点的基础上 , 采用数 字直流调速 、PL C 程序设计、过程控制 、 计算机控制等原理和技术 , 设计完成了新型轮胎 成型机控制系统 . 实践证明, 系统性能稳定 , 可靠性强, 生产效率高 , 完全能满足轮胎成型 生产的工艺要求 . 关 键 词 : 轮胎成型机 ; 控制系统; 数字直流调速 ; PL C 文献标识码 : A 文章编号 : 1007 7332 ( 2006) 06 0507 04
2006 年第 25 卷
机的速度、转向以及各种阀门开、关等控制 [ 1 4] . 对于鼓风机、帘布扩张器机械手指、帘布扩张器移动、帘布扩张、油泵、帘布夹子等设备主要由 交流电动机驱动 , 其控制方法和原理为 : 当设备需要运行时, 首先人工合上相应的空气开关 ( 空气断 路器 ) , 然后由 P LC 可编程控制器先闭合相应的断路器 , 再通过相应控制器对相应电机的速度进行控 制, 电机速度根据各个驱动对象的要求设置相应的档位. 电机的正、反转主要是由 P LC 可编程控制器通过切换正、反转控制接触器实现[ 2] . 对于压辊径向移动电机、压辊旋转电机、压辊横向移动电机、主鼓电机 , 主要由直流调速器驱 动. 控制方法与工作原理如下 : 首先, 人工合上相应的空气开关 ( 空气断路器) , 启动相应的数字直流调速装置 , 并向励磁装置 送电; 然后 , 由 P LC 可编程控制器先闭合相应的断路器, 然后再通过改变数字直流调速装置的设置 频率调节其输出频率 , 实现相应电机的速度控制. 电机速度根据各个驱动对象的要求设置相应的档 位. 电机的正、反转主要由 PL C 可编程控制器在数字直流调速装置的正、反转控制输入接点施加不 同的信号来实现 [ 3] . 系统利用 PL C, 采取靠软件软限位开关控制成型机后压辊三维空间动作 , 对成型鼓进行圆滑曲 线压合, 用以完成轮胎半成品生产 ; 采取直流调速的方法来控制 4 台直流电机 , 以便提高生产效率和 产品质量[ 4 5] .
Abstract: T ire building machine is the key t echnolog ical equipment to t ire qualit y, and t he capability of it s cont rol syst em directly aff ect s t he qualit y and out put of tire. By t he fully understanding of t ire t echnologi cal process and cont rol charact er, t he author designs a new t ype cont rol syst em of t ire building machine w it h digit direct current speed regulat ing, PL C programming, process control and computer control. Pract ice proves t hat t his syst em possesses st able capability , high reliability and product ion ef ficiency. T he syst em ent irely reaches t he demand of building t echnolog y of t ire. Key words: t ire building machine; cont rol system; digit direct current speed regulator; programmable logic cont roller ( 责任编辑 杨玉东)
第 25 卷第 6 期 2006 年 12 月
河 南 理 工 大 学 学 报 JOU RNA L O F HEN AN POLY T ECHNI C U N IV ERSI T Y
Vol. 25 No. 6 Dec. 2006
轮胎成型机控制系统的设计
张行文1, 沈记全2
( 1. 湖北师范学院 计算机科学与技术系 , 湖北 黄石
1
系统设计的基ห้องสมุดไป่ตู้原理
轮胎成型机控制系统由控制柜、操作柜及相应的执行机组成. 操作柜主要由各种类型的操作按钮
组成, 向控制柜和 PL C 发出操作信号 , 并受控于控制柜 . 控制柜是控制系统的心脏 , 由直流调速器 以及可编程控制器 ( PL C) 、各种空气开关和断路器、相应的控制电路等组成 , 主要完成交、直流电
第6期
张行文等 : 轮胎成型机控制系统的设计
509
510
河南理工大学学报 ( 自然科学版 )
2006 年第 25 卷
3 PLC 选型及设计
PLC 采用三 菱 F X2N 系列, 晶体 管输出, 主机 选用 FX2N 128M R, 扩展机选 用 2 台 FX2N 48ER 和 1 台 FX2N 16EX. 根据轮胎成型机的生产工艺要求、生产过程和现场执行机构特性 , 在借鉴 原控制系统控制逻辑的基础上 , 设计完成了新的 PL C 逻辑控制程序和外围控制电路; 在新的 PL C 逻 辑控制程序中, 解除了许多不必要的互锁联动情况, 大大提高了生产节奏 . 整个系统共有 127 个输入 点和 98 个输出点.
[ 1] [ 2] [ 3] [ 4] [ 5] 沈记 全 , 涂序 彦 . 基于 并行计算的过程控制系统的研究与实现 [ J] . 冶金自动化 , 2005 ( 4) : 48 50. 沈记 全 , 吴敏 飞 , 鞠志 刚 . 中厚 钢板计算机过程控制系统顺序控制子系统的设计 [ J] . 焦作工 学院学报 : 自 然 科学版 , 2003 ( 2) : 147 150. 沈记 全 , 吴敏 飞 . 中厚 钢板计算机过程控制系统跟踪子系统的设计 [ J] . 焦 作工学院学 报 : 自然科学 版 , 2002 ( 2) : 130 132. 周立求 , 沈记全 . 基于可编程控制器的冷 轧机自 动控制 系统 [ J] . 焦作 工学院 学报 : 自然 科学版 , 2002 ( 6) : 466 468. 廖常 初 . P LC 编程及应用 [ M ] . 北京 : 机械工业出版 社 , 2002.
Design of the T ire Building M achine Control System
ZHANG Xing w en 1 , SHEN Ji quan2
( 1. H u bei N ormal Uni v ersi ty , dep ar t ment of comput er sci ence and t echnol ogy , huangshi 435000, Chi na; 2. H e nan Polytechni c Uni v er si ty, school of comput er science and technology, Ji aozuo 454000, Chi na )
中图分类号 : T P 273
0
引 言
轮胎是机动车辆的重要部件之一, 其性能的优劣直接影响到车辆的性能. 轮胎成型机是 轮胎制
造的装配工段 , 是关系到轮胎产品质量的关键工艺装备. 在轮胎外胎成型时, 对各个部件成型压合 的工艺标准以及成型时间是影响产品质量和产量的重要因素; 因此 , 成型设备会直接影响到轮胎成型 时的定位精确度及最终成型质量的优劣 . C2800 轮胎成型机是风神轮胎股份有限公司于 20 世纪 80 年代从日本进口的, 该型号的轮胎成型 机生产的轮胎为巨型工程轮胎 , 轮胎最大直径达 2. 53 m . 随着时代的推移 , 该成型机越来越不能适 应现代化生产, 生产效率低, 设备老化 , 故障率高, 维护困难 , 如果重新购买新的成型机成本太高; 风神轮胎股份有限公司决定对其控制系统进行改造, 以提高生产效率并减少设备的故障率. 本次控制系统改造主要包括控制柜、主鼓电机、压辊径向移动电机、压辊旋转电机、压辊横向移 动电机和 PL C 等设备. 主鼓电机、压辊径向移动电机、压辊旋转电机和压辊横向移动电机全部都由 原来的交流电机改为直流调速电机 , 同时相应地增加了 4 台数字直流调速器. 需要更换的 4 台电机是 轮胎成型机的主要设备, 功率小; 在电压不稳定时, 工作不正常, 须采用直流电机通过直流调速器调 节来解决 . 直流调速器可以根据现场的需要来设置电机的实际工作功率, 调节对应电机的转速 . 需要更换的 PLC 程序如果无法读出, 并且现场一旦出现故障 , 就无法通过 PL C 进行分析, 只能靠现场维护人员 的经验来判断; 若有经验的维护人员不在或更换新的维护人员 , 设备就需要很长一段时间才能恢复. 另外 , 原 PL C 中还有许多不合理的设备互锁联动情况, 它们都会严重影响生产效率 .