超声波熔接生产记录表
超声波熔接机操作指导书

设备名称
版本
生效日期
超声波
2.0
数 量1副
核 准XXXXX有限公司
设备操作指导书
审 核制 作
1、非ME人员请勿调动超声波各参数。
范例图:
2、焊接过程中请勿触摸模具,高频危险。
3、机身须每天保持洁净。
使 用 治 工 具
操作内容:
6、对熔接胶件进行自检,不可有压伤、溢胶等不良现象。
确认无误后将不良品放入不良品盒中,良品流入 下一工程站。
注意事项:
文件编号
FDA-WI-ENG-044
7、若作业过程中出现异常,按下“紧急停止按钮”(如图C),并上报拉长。
听力防护耳塞
管理值:(依相应机型SOP规定为准)
1、开机前首先确认机器模具必须洁净无脏物附着,如图A。
2、将三脚插头插入电源排插孔内,打开机器电源开关,如图A、B。
3、从上一工序取加工好的胶件放入超声波下模模具内,如图A。
4、双手同时按下绿色起动按钮(如图C),上模自动往下压合。
5、稍后上模自动上升回到原位,从模具内取出熔接好的胶件。
名 称重要管理项目
A
B
C
按钮区
参数显示区
焊接时间
保压时间
音波调试掣
电源开关
负载表过载指示灯
延长时间
紧急停止按钮
起动按钮
参数显示区
机体
按钮区
胶件所放位置
下模具
上模具。
焊缝超声波探伤报告记录

焊缝超声波探伤报告记录————————————————————————————————作者:————————————————————————————————日期:(CMA章)钢结构超声波检测检测报告工程名称:铁路器材厂车修分厂延长跨工程地点:铁路器材厂委托单位:铁路器材厂检测日期:2010年3月16日报告总页数:12 页报告编号:合同编号:工程检测有限公司2010年4 月23 日首页工程名称检测依据《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T 11345-1989 《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002委托单位地址检测焊缝58.2米检测时间2010.3.16检测方法超声波法检测等级B级(GB/T 11345-1989)备注I级焊缝1条,占所测焊缝的100%,满足设计要求。
工程检测有限公司2010年3月16日钢结构超声波检测检测人员:(上岗证号)报告编写:(上岗证号)复核:(上岗证号)审核:(上岗证号)授权签字人:声明: 1. 本报告涂改、错页、换页、漏页无效;2. 检测单位名称与检测报告专用章名称不符者无效;3. 本报告无我单位相关技术资格证书章无效;4. 本报告无检测、审核、授权签字人签字无效;5.未经书面同意不得部分复制或作为他用;6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
检测单位:地址:邮编:联系人:目录一项目概况二检测依据及方法三检测结果附件-、项目概况表1工程名称铁路器材厂车修分厂延长垮工程地点铁路器材厂建设单位委托单位铁路器材厂结构型式钢结构钢板厚度14mm设计焊缝等级II级(GB/T 11345-1989)检测等级 B级(GB/T 11345-1989)检测方法超声波法检测日期2010.5.15检测标准《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T11345-1989《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002备注二、检测依据及方法1.检测依据(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;(2)《钢结构工程施工及验收规范》GB50205-2001;(3)《建筑钢结构焊接技术规程》JGJ 81-2002;(4)设计文件。
超声检验原始记录

缺陷埋藏深度
mm
评定级别
评定结论
备注
缺陷说明:
审核:检验:
日期:日期:
样品名称
样品编号
检验项目
钢板
样品规格
使用设备名称
仪器编号
探头型号
试块型号
探伤灵敏度
扫描线调整方式
耦合剂
耦合补偿
试验方法标准
NB/T47013.3-2015
表面状况
温度湿度
检验部位及缺陷形状示意图:
超声检测结果评定表
缺陷 编号
检件厚度
mm
缺陷埋藏深度
mm
缺陷长度
缺陷宽度
缺陷横截面积
评定级别
缺陷说明:
审核:检验:
日期:日期:
样品名称
样品编号
检验项目
奥氏体钢锻件
样品规格
使用设备名称
仪器编号
探头型号
试块型号
扫查灵敏度
扫描线调整方式
耦合方式
试块尺寸
试验方法标准
NB/T47013.3-2015
表面状况
温度湿度
探头K值
检验部位及缺陷形状示意图:
缺陷说明:
检验:
日期:
样品名称
样品编号
检验项目
钢螺栓坯件
样品规格
使用设备名称
仪器编号
探头型号
试块型号
扫查灵敏度
对比试块
耦合方式
试块尺寸
试验方法标准
NB/T47013.3-2015
表面状况
质量分级
经检验:
缺陷说明:
检验:
日期:
缺陷距焊缝 中心位置
mm
缺陷反射 波幅(SL+db)
焊缝超声波检测原始记录

第页共页
焊缝超声波检测原始记录
续页
序号
工作级焊缝编号
板厚mm
缺陷编号
当量尺寸
指示长度
mm
缺陷位置
评级
合格与否
备注
X方向
Y方向
H深度
焊缝1
14轴交A轴
N1aGKZ3S-2
焊缝1
BE轴—BD轴
N1GGL1-5
焊缝2
焊缝3
焊缝4
焊缝5
焊缝6
焊缝1
14轴—11轴
N1GGL1-1
焊缝2
焊缝3
焊缝4
14轴—11轴
评级
合格与否
备注
X方向
Y方向
H深度
焊缝14
焊缝15
焊缝1
BE轴—11轴
N1GGL1-3
焊缝2
焊缝3
焊缝4
焊缝5
焊缝6
焊缝1
11轴A—B轴
N1GGL1-10
焊缝2
焊缝3
焊缝4
焊缝5
焊缝6
焊缝1
11轴B—E轴
N1GGL1-12
焊缝2
检测人:
第页共页
焊缝超声波检测原始记录
续页
序号
工作级焊缝编号
板厚mm
缺陷编号
焊缝2
焊缝3
焊缝4
14轴—11轴
N1GGL1-7
焊缝5
焊缝6
焊缝7
14轴—11轴
N1GGL1-7
焊缝8
焊缝9
焊缝10
14轴—11轴
N1GGL1-8
焊缝11
焊缝12
焊缝13
14轴—11轴
N1GGL1-6
检测人:
第页共页
超声波热熔接
超声波热熔接
超声波热熔接是一种高科技的塑料焊接技术,利用超声波的振动能量,将两个塑料部件在局部高温下熔合在一起。
这种技术广泛应用于各种塑料制品的连接和修复。
超声波热熔接的优点包括:
1.高效率:超声波熔接速度快,可实现批量生产,提高
生产效率。
2.强度高:超声波熔接的焊缝强度高,可达到母材的
90%以上,保证了产品的耐用性和可靠性。
3.美观度高:超声波熔接的焊缝平滑美观,提高了产品
的整体美观度。
4.适用范围广:超声波熔接适用于各种热塑性塑料制品
的焊接,应用领域广泛。
5.环保:超声波熔接不需要添加任何辅助材料,避免了
二次污染。
超声波热熔接的操作步骤如下:
1.清洁:确保要焊接的两个塑料部件表面干净,无油
污、杂质等。
2.固定:将两个塑料部件固定在稳定的操作台上,以便
进行焊接。
3.加压:在焊接过程中,通过施加压力来增加两个塑料
部件之间的接触面积,有利于超声波的传播和能量的集中。
4.超声波振动:通过超声波发生器产生高频振动,将振
动能量传递到两个塑料部件的接触区域。
在局部高温下,塑料熔化并混合在一起。
5.冷却:停止超声波振动后,让焊缝自然冷却,使塑料
部件固化。
6.取出:从操作台上取出已经焊接好的塑料部件。
需要注意的是,超声波热熔接技术需要专业的设备和技能,操作人员需要经过培训和认证才能进行操作。
同时,在焊接过程中,需要注意安全问题,如防止飞溅、避免烫伤等。
超声波熔接故障对策

版本:A1.0序号表单編號:INN-SJ-019-02超声波熔接故障对策意能達科技(深圳)有限公司故障状况故障原因故障对策按下熔接按钮,熔接头随即下降碰到加工物未发振即上升。
①下降冲程未到熔接位置。
②极限开关不良。
①转升降手轮使熔接位置视窗线对正在降筒熔接位置。
②调整其动作位置或换修。
①电源电压不足。
②电路短路保险丝熔断。
③电源插座接触不良。
①改换较稳定之电源。
②换保险丝。
③换修。
熔接过熔①过熔后工作物之外型尺寸不一。
②工作物外表损伤太多。
①调整最低点微调螺丝。
②换装合适振幅之熔接头。
③熔接时间太长欲缩短。
熔接过度①输入工作的能量过多①降低使用压力②减少熔接时间③降低振幅段数④减缓熔接头之下降速度23187654空气压力、电源、熔接头均正常但无法操作。
①紧急上升按钮接触不良。
②控制电路不良。
①检查或换修。
②换修。
熔接头上升或下降冲击太大①缓冲调整不合适。
②缓冲调整锁死。
③下降速度设定太高。
①重新调整缓冲。
②检查并做调整。
③调整下降速度调整钮。
操作中过负载灯亮。
①熔接头松动。
②调波不当。
③熔接头破裂。
①锁紧熔接头。
②重新调整声波。
③换修。
按下熔接按钮熔接头随之下降,但熔接后不上升。
①气压不够。
②控制电路不良。
①调整空气压力。
②换修时控板。
电源指示灯不亮,发振箱风扇转弱,不能发振或熔接强度转弱。
版本:A1.0序号78故障状况故障原因故障对策1熔接不足①输入工作的能量太少①增加使用压力②加长熔接时间③增加振幅段数④使用较大功率之机型⑤冶具消耗能量、更换冶具。
超声波熔接故障对策意能達科技(深圳)有限公司表单編號:INN-SJ-019-024表面伤害①熔接头温度升高①检查熔接头螺丝是否松动。
②检查熔接头工具是否松动。
③减短熔接时间。
④使熔接头散热冷却。
⑤检视熔接头与传动子之接面。
⑥检视熔接头是否断裂。
⑦如果熔接头是钛材,换为铝料。
⑧如果熔接头是铜材,则降低放大倍数。
5熔接时,内部零件受损①熔接时间过长①增加振幅或压力,以减少熔接时间受。
管道超声检测原始记录
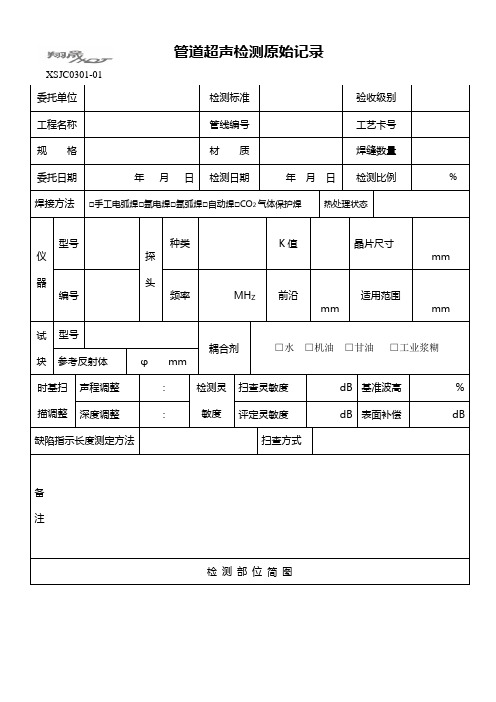
XSJC0301-01 委托单位 工程名称 规 格 委托日期 焊接方法 仪 器 试 块 型号 编号 型号 φ : : mm 记录编号: 检测标准 管线编号 材 质 检测日期
共 页 第 页
年
月
日
年
月
日
验收级别 工艺卡号 焊缝数量 检测比例
%
□手工电弧焊□氩电焊□氩弧焊□自动焊□CO2 气体保护焊
共 页 第 页
累 计 长度 mm
缺陷 性质
评 级
姓名: 资格: 年 月 日
姓名: 记录 资格: 人 年 月 日
管道对接接头超声检测记录(续页)
XSJC0301-01-1 缺陷位置 管线 规格 焊缝 编号 部位示意图尺 寸(mm) 缺 陷 序 号 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 姓名: 检 测 人 资格: 年 月 日 复 核 人 姓名: 资格: 年 月 日 记 录 人 姓名: 资格: 年 月 日 记录编号: 缺陷尺寸参数 自身 埋 藏 指 示 最大波 高度 深 度 长 度 幅 mm mm mm
热处理状态
探 头
种类 频率 MHZ 耦合剂 检测灵 敏度
K值 前沿 □水 mm □机油
晶片尺寸 适用范围 □甘油
mm mm
参考反射体 时基扫 声程调整 描调整 深度调整
□工业浆糊 % dB
扫查灵敏度 评定灵敏度 扫查方式
dB 基准波高 dB 表面补偿 Nhomakorabea缺陷指示长度测定方法
备 注
检 测 部 位 简 图
姓名: 检 测 人 资格: 年 月 日 复 核 人
超声波检测混凝土裂缝深度原始记录表

.构件名称AAA裂缝名称LF-2推定缝深缝深 :148.2mm 系数 A-68mm系数 B 4.375km/s系数 R0.99872设计强度C20浇筑日期2003 年 01 月 01测试日期2007 年 05 月 08日日仪器型号ZBL-U5仪器编号仪器编号检定证号仪器检定证号测试人员测试人员上岗证号上岗证号测点不跨缝声时不跨缝测距跨缝声时跨缝测距剔除计算缝深序号( us )( mm )( us )( mm )标志( mm )001-0138.0010047.20100自动剔除60.3002-0150.4015082.00150保留142.6003-0160.8020093.20200保留153.8构件名称AAA裂缝名称LF-3推定缝深缝深 :121.9mm 系数 A-68mm系数 B 4.375km/s系数 R0.99872设计强度C20浇筑日期2003 年 01 月 01测试日期2007 年 05 月 08日日仪器型号ZBL-U5仪器编号仪器编号检定证号仪器检定证号测试人员测试人员上岗证号上岗证号测点不跨缝声时不跨缝测距跨缝声时跨缝测距剔除计算缝深序号( us )( mm )( us )( mm )标志( mm )001-0138.0010052.80100自动剔除79.5002-0150.4015070.40150保留109.0.003-0160.8020086.80200保留134.7构件名称AAA裂缝名称LF-4推定缝深缝深 :123.2mm 系数 A-68mm系数 B 4.375km/s系数 R0.99872设计强度C20浇筑日期2003 年 01 月 01测试日期2007 年 05 月 08日日仪器型号ZBL-U5仪器编号仪器编号检定证号仪器检定证号测试人员测试人员上岗证号上岗证号测点不跨缝声时不跨缝测距跨缝声时跨缝测距剔除计算缝深序号( us )( mm )( us )( mm )标志( mm )001-0138.0010062.00100自动剔除106.6*002-0150.4015074.80150保留122.2003-0160.8020088.80200保留140.8。
超声熔接不好的原因

超声熔接不好的原因
1.温度掌控不当。
超声熔接是利用超声波振动产生热量使塑料熔融,如果温度控制不当,可能导致熔接不良。
温度过高会使塑料熔化过度而造成不良,温度过低则会造成熔接不牢固。
2. 塑料性能不适合。
不同的塑料具有不同的熔点和熔化特性,如果选择不适合的塑料进行超声熔接,也会导致熔接不良。
3. 熔接时间不足。
超声熔接的时间是影响熔接质量的关键因素之一,如果熔接时间不足,会导致熔接不完全,从而影响熔接质量。
4. 熔接面积不足。
如果熔接面积不足,会造成熔接强度不足,影响产品的使用寿命。
5. 超声波发生器故障。
超声波发生器是超声熔接的核心部件,如果发生器故障,会直接影响熔接质量。
因此,定期检查和维护超声波发生器是非常重要的。
总之,超声熔接需要严格控制操作条件和选用合适的材料,才能保证熔接质量。
- 1 -。
超声波塑料熔接机安全操作规程

超声波塑料熔接机安全操作规程超声波塑料熔接机(以下简称熔接机)是一种常用的机械设备,用于将塑料材料通过超声波的作用进行熔接。
熔接机在工业生产中具有广泛的应用,但如果操作不当,可能会造成人员伤害和设备损坏,因此在操作熔接机时应遵守以下安全操作规程。
一、操作前的准备1. 确保熔接机处于稳定的工作环境,无明火等可能导致火灾的物品。
2. 确认熔接机的电源和电压与实际工作环境相匹配,并确保电源接地良好。
3. 了解熔接机的工作原理和操作步骤,并按照使用说明书进行正确的操作。
二、个人防护1. 在操作熔接机之前,必须穿戴好个人防护装备,包括防护眼镜、防护手套、耳塞等,以防止意外的伤害。
三、操作时的注意事项1. 在操作熔接机之前,必须仔细检查熔接机的各个部件是否完好无损,如发现异常应立即停止使用并进行修理。
2. 操作熔接机时要保持专注和冷静,不要受到外界干扰。
3. 操作时应避免将手或其他物体接触到超声波振动器上,以防止磨损或损坏。
4. 在操作熔接机过程中,要时刻注意熔接温度和熔接压力的调节,以确保熔接效果良好。
5. 操作完毕后,应关闭熔接机的电源,并将残留的塑料清理干净,以防止堵塞和下次使用时的安全隐患。
四、紧急情况处理1. 如发生熔接机故障、漏电或其他紧急情况,应立即停止使用,并通知相关负责人或技术人员进行处理。
2. 如发现熔接机存在火灾隐患,应立即采取灭火措施,并通知消防人员进行处理。
五、定期检查和维护1. 定期对熔接机进行检查和维护,包括清洁设备、检查电源线和连接线是否有损坏、校准熔接温度和熔接压力等,以保证熔接机的正常运行。
2. 在进行维护操作时,应断开熔接机的电源,并采取相应的安全措施,以免发生电击等事故。
总之,安全操作是使用熔接机的前提,人员必须严格按照操作规程进行操作,且在操作前要进行充分的了解和准备。
同时,定期检查和维护熔接机是保证其正常运行和延长使用寿命的重要措施。
只有正确使用和维护熔接机,才能更好地保障安全生产和提高工作效率。
热塑性塑料超声波焊接熔表

○○ ○ ○○源自○○○ ○
○
○ ○ ○
○
聚苯乙烯(PS) 聚砜 聚氯乙烯(PVC) SAN-NAS-ASA ○ ○
○ ○ ○ ○ ○ 表示相熔 ○ ○ 表示在某些情况下相熔 ○
○
ABS ABS/聚碳酸酯共混料 聚甲醛 丙烯腈(PMMA) 丙烯酸系多元共聚物 丁二烯·苯乙烯 Fluoropolymers氟聚合物 Nylon尼龙 亚苯基·氧化物为主的树脂 聚酰胺-酰亚胺(托朗) 聚碳酸酯(PC) 热塑性聚酯 聚乙烯(PE) 聚甲基戊烯 聚苯硫 聚丙烯(PP) ○ ○ ○ ○ ○ ○
AB 丙 S/ 丙 烯 丁 聚 烯 酸 二 碳 聚 腈 系 烯 AB 酸 甲 ( 多 · S 酯 醛 PM 元 苯 共 MA 共 乙 混 ) 聚 烯 料 物 Fl uo ro po ly me rs 氟 聚 合 物 Ny lo n 尼 龙 亚 苯 基 · 氧 化 物 为 主 的 树 脂 聚 酰 胺 酰 亚 胺 ( 托 朗 ) 聚 碳 酸 酯 ( PC ) 热 塑 性 聚 酯 聚 乙 烯 ( PE ) 聚 聚 聚 SA 聚 苯 氯 丙 N甲 聚 乙 乙 烯 聚 NA 基 苯 烯 烯 ( 砜 S戊 硫 ( (P PP AS 烯 PS VC ) A ) )
热塑性塑料超声波焊接的相熔性absfluoropolymersabs聚碳酸酯共混料丙烯腈pmma丁二烯苯乙烯fluoropolymers氟聚合物nylon尼龙亚苯基氧化物为主的树脂聚酰胺酰亚胺托朗热塑性聚酯聚甲基戊烯表示在某些情况下相熔聚碳酸酯pc聚乙烯pe聚丙烯pp聚苯乙烯ps聚氯乙烯pvc
热塑性塑料超声波焊接的相熔性