Cpk计算方法
cpk与合格率计算公式

cpk与合格率计算公式
CPK是衡量过程稳定性和性能的指标,是过程能力指数(Process Capability Index)之一,常用于衡量一个过程的质量水平是否符合
设计要求。
CPK的计算公式为:
CPK = MIN[(USL-μ)/3σ,(μ-LSL)/3σ]
其中,USL为上限规格,LSL为下限规格,μ为平均值,σ为标准差。
CPK的取值范围在0至1之间,CPK越大,表示过程稳定性和性能越高,过程的质量水平越符合设计要求。
合格率是指在一定时间内,产品或服务完全符合规定要求的比例。
合格率的计算公式为:
合格率 =(合格样本数÷ 总样本数)×100%
其中,合格样本数是指符合规定要求的样本数,总样本数是指所有检查的样本数。
合格率的取值范围在0至100%之间,合格率越高,表示产品或服务的质量水平越高。
CPK计算公式

CPK 名词解释及方程式组成结构:CPK=CP *(1 - K )U :设计目标数设计上、下限: 设计上限: 平均数+ 3σ 设计下限:平均数- 3σ控制上、下限:图纸的控制要求尺寸,如 100±0.25 ,则尺寸控制上限为100.25,控制下限为99.75。
X–(AVERAGF): 平均数(每组数据总和的平均值)CPK 方程式: *(1 -)控制上限 - 控制下限设计上限- 设计下限 设计最大值+设计最小值2-平均数(控制上限 - 控制下限)/ 2测量最大值+平均数2K : 方程式:μ – 平均数(设计上限 - 设计下限)/2控制上限 - 控制下限 设计上限 - 设计下限CP : 方程式: (Xi-X -)2∑Nσ:西格玛 方程式: μ: 方程式:R :客户所需求的σ倍数 N :数据组内的数据个数 ∑ :求合数CPK 计算例题某产品其中一项尺寸控制要求为100mm ±0.25mm ,取10pcs 产品进行测量,数据分别为:NO 1 2 3 4 5 6 7 8 9 10 规格尺寸 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 实测尺寸100.21100.25100.20100.19100.18100.17100.16100.18100.19100.23该项尺寸控制上限为100.25mm ,控制下限为99.75。
=(100.21+100.25+100.20+100.19+100.18+100.17+100.16+100.18+100.19+100.23)/10 = 100.196= = 0.02615339366 ≈ 0.026CP = (100.25-99.75)/ [ 100.196+3*0.026 – (100.196-3*0.026) ] = 0.5 / 0.156 = 3.20512820512 ≈ 3.205K = (100.205-100.196) / [ (0.078- (-0.078)/2 ] =0.009/0.078 = 0.115CPK = 3.025*(1-0.115) =3.025*0.885 = 2.677σ=10(100.196-100.21)2+(100.196-100.25)2+(100.196-100.20)2+(100.196-100.19)2+(100.196-100.18)2+(100.196-100.17)2+(100.196-100.16)2+(100.196-100.18)2+(100.196-100.19)2+(100.196-100.23)2100.00684μ= (100-25+100.16)/ 2 = 100.205。
cpk计算公式
CPK计算公式CPK是一种统计指标,用于衡量一个过程的稳定性和能力。
它是根据过程的长期和短期变异性来计算的。
在质量管理中,CPK是一个重要的指标,可用于分析数据并评估过程的性能。
CPK的定义CPK是指标的两个方面的能力指标:•过程能力指数(Cp):衡量了过程的长期稳定性。
•过程性能指数(Cpk):衡量了过程的稳定性与目标值之间的偏离程度。
CPK指数可以被用来判断一个过程是否满足规范的要求,以及过程的潜在偏离程度。
CPK计算公式CPK可以根据以下公式进行计算:CPK = min(CPU, CPL)其中,•CPU (Upper Process Capability Index):过程能力的上限指数,表示了过程的离散程度与目标值的偏离程度。
它可以被计算为:CPU = (USL - μ) / (3 * σ)其中,USL是上限规格限制(Upper Specification Limit),μ是过程的平均值,σ是过程的标准差。
•CPL (Lower Process Capability Index):过程能力的下限指数,表示了过程的离散程度与目标值的偏离程度。
它可以被计算为:CPL = (μ - LSL) / (3 * σ)其中,LSL是下限规格限制(Lower Specification Limit),μ是过程的平均值,σ是过程的标准差。
根据以上公式,CPK的值将介于CPU和CPL之间,取较小的一个作为最终的CPK值。
越接近1的CPK指数表示过程越稳定,越远离1的CPK指数表示过程越不稳定。
CPK指数的解读CPK指数用于对过程能力进行评估。
常见的评估标准如下:•CPK > 1.33:过程非常稳定,能够满足规范要求。
• 1.0 < CPK < 1.33:过程相对稳定,但可能有一些不合格品。
•CPK < 1.0:过程不稳定,可能有大量的不合格品。
CPK指数的值越高,表示过程越稳定,产品的质量越高。
CPK值计算公式讲解
13
谢谢观赏!
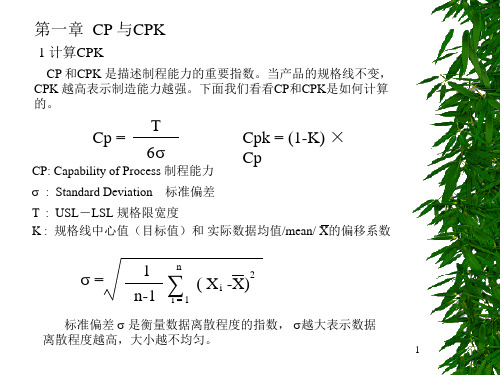
第一章 CP 与CPK
1 计算CPK
CP 和CPK 是描述制程能力的重要指数。当产品的规格线不变, CPK 越高表示制造能力越强。下面我们看看CP和CPK是如何计算 的。
T Cp =
6
CP: Capability of Process 制程能力
Cpk = (1-K) × Cp
: Standard Deviation 标准偏差
T : USL-LSL 规格限宽度
K : 规格线中心值(目标值)和 实际数据均值/mean/ X的偏移系数
=
∑ 1
n-1
n
( X i -X)2
i=1
标准偏差 是衡量数据离散程度的指数, 越大表示数据
离散程度越高,大小越不均匀。
1
2× K= X
计算CPK的顺序:
M- T
USL+LSL M=
2
计算平均值X和
6
2.1 让帮助文件告诉我们
FIRST: 寻找帮助,点击术语表
SECOND:点击你想知道的术语
小框框里的英文 就是名词解释
THIRD:点击这里 会有计算公式哦^o^
7
2.2 This is
yes
8
第二章 如何判读QI软件图
1 数据的分布
数据大体可以分为两种类型:计量型measure、计数型count。其 中计量型数据大部分服从正态分布 。通俗讲正态分布是指中间多两 边少的分布形式。讲个最简单的例子,我们现在统计全国青少年的 身高,发现70%的人在170cm左右,超过190cm的很少,同样小于 150cm的也很少,我们就说身高的分布情况符合正态分布。
= 6.831 同样’=STDEV(A1:F4)’可以计算它们的标准偏差。
CPK公式计算详解
CPK公式计算详解CPK公式是一种常用的统计工具,用于衡量过程的稳定性和能力。
它可以帮助我们了解过程的变化范围,并判断过程是否能够在规定的上下限内保持稳定。
CPK公式的计算过程相对简单,但理解其原理和作用非常重要。
下面将详细介绍CPK公式的计算过程。
首先,我们需要收集一组过程数据。
这些数据可以是产品尺寸、重量、时间等具体的测量值。
假设我们有n个测量值,可以表示为x1, x2, ..., xn。
然后,我们需要计算平均值和标准差。
平均值可以用以下公式计算:mean = (x1 + x2 + ... + xn) / n标准差可以用以下公式计算:std = sqrt(((x1 - mean)^2 + (x2 - mean)^2 + ... + (xn - mean)^2) / n)接下来,我们需要确定过程的上下限。
这些上下限可以是产品的规格要求,或者是制定的过程控制上下限。
假设上限为USL,下限为LSL。
CPK上限可以用以下公式计算:CPK_upper = (USL - mean) / (3 * std)CPK下限可以用以下公式计算:CPK_lower = (mean - LSL) / (3 * std)计算出CPK上限和CPK下限后,我们可以得到CPK值。
CPK值取CPK上限和CPK下限中较小的一个,表示过程向上限或下限的最大偏差。
CPK值越接近1,说明过程的稳定性和能力越好。
CPK = min(CPK_upper, CPK_lower)除了CPK值,我们还可以计算CPU和CPL值。
CPU代表过程上限的偏差能力,计算公式为:CPU = (USL - mean) / (3 * std)CPL代表过程下限的偏差能力,计算公式为:CPL = (mean - LSL) / (3 * std)CPU和CPL值分别衡量了过程在上限和下限方向的偏差能力。
这些值用于帮助我们更全面地了解过程的稳定性和能力。
需要注意的是,CPK公式假设了过程数据近似服从正态分布。
CPK计算公式
0.373 2.847 1.864 0.136
0.373 2.970 1.816 0.184
0.308 3.078 1.777 0.223
Alan.liu
Cpk应用讲议 CPK计算公式
1. Cpk的中文定义为:制程能力指数 2. 同Cpk息息相关的两个参数:Ca , Cp.
Ca: 制程准确度。 Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),
Alan.liu
以上有不当之处,请大家给与批评指正,谢 谢大家!
6 Alan.liu
2010/12/03
A++级 Cpk≥2.0 特优 可考虑成本的降低 A+ 级 2.0 > Cpk ≥ 1.67 优 应当保持之 A 级 1.67 > Cpk ≥ 1.33 良 能力良好,状态稳定,但应 尽力提升为A+级 B 级 1.33 > Cpk ≥ 1.0 一般 状态一般,制程因素稍有变 异即有产生不良的危险,应利用各种资源及方法将其提升为 A级 C 级 1.0 > Cpk ≥ 0.67 差 制程不良较多,必须提升其 能力 D 级 0.67 > Cpk 不可接受 其能力太差,应考虑重新整 改设计制程
最大值与最小值差 。 均值=是一组数据相加之和/样本数n 极差=一组数据中最大值-最小值
如何计算上下控制界限和中心值
Alan.liu
CPK计算公式
A、上控制线UCL=X(平均值)+AR(平均值) 公式 中A是随机抽样数n大小而变的系数,可由下表可查。
B、中心线CL=X(平均值) C、下控制线CL=X(平均值)-AR(平均值) 对于R控制图中下控制线中的系数取值时,当样本中n小于6 时,DL无值,下控制线不考虑。
CPK计算步骤
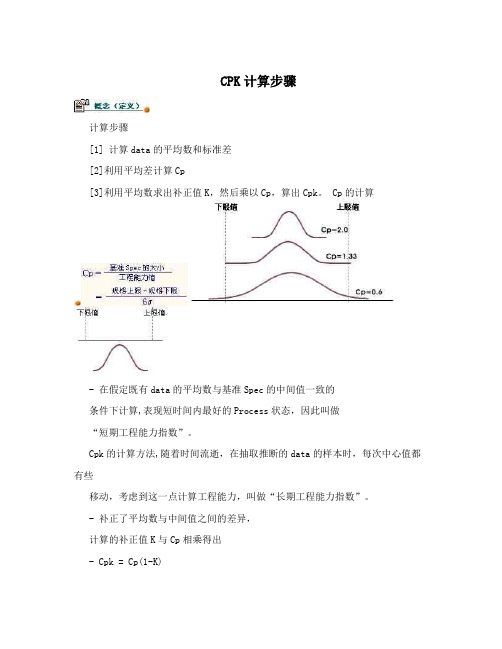
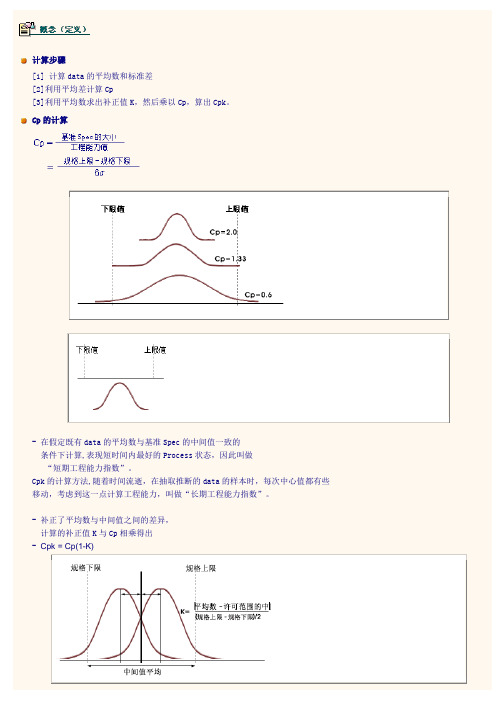
CPK计算步骤计算步骤[1] 计算data的平均数和标准差[2]利用平均差计算Cp[3]利用平均数求出补正值K,然后乘以Cp,算出Cpk。
Cp的计算- 在假定既有data的平均数与基准Spec的中间值一致的条件下计算,表现短时间内最好的Process状态,因此叫做“短期工程能力指数”。
Cpk的计算方法,随着时间流逝,在抽取推断的data的样本时,每次中心值都有些移动,考虑到这一点计算工程能力,叫做“长期工程能力指数”。
- 补正了平均数与中间值之间的差异,计算的补正值K与Cp相乘得出- Cpk = Cp(1-K)工程能力指数的测定值大致分为Cp和Cpk两种。
Cp是在假定既有data的平均数与基准Spec的中间值一致的条件下计算的。
短期工程能力指数”。
表示的是短时间内最好的Process状态,因此叫做“就具体数值的计算来看,首先根据data计算出平均数与标准差,利用标准差按如下公式计算出Cp的值。
例如,在钢板的生产中,产品的规格上限是40毫米,规格下限是35毫米,那么Cp分子部分的(规格上限-规格下限)就是5毫米吧。
另外,如果根据所生产钢板的厚度测定的data求得的标准差是0.8毫米,那么Cp的值就是5/(6×0.8)=1.04。
下面是Cpk的计算方法,即利用平均数求出如下的补正值K,然后乘以Cp即可。
Cpk = Cp(1-K)K如果是0的话,Cp与Cpk一致。
测定值的平均数离中间值越远,Cpk就越小,表示工程能力的不足。
因此,Cpk是考虑到“时间的流逝”、“每次应用测定的data的样本时”中心值稍微有所不同的问题来计算出的,叫做“长期工程能力指数”。
什么是SPC?SPC即统计过程控制(Statistical Process Control)。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
CPK计算步骤
工程能力指数的测定值大致分为Cp和Cpk两种。
Cp是在假定既有data的平均数与基准Spec的中间值一致的条件下计算的。
表示的是短时间内最好的Process状态,因此叫做“短期工程能力指数”。
就具体数值的计算来看,首先根据data计算出平均数与标准差,利用标准差按如下公式计算出Cp的值。
例如,在钢板的生产中,产品的规格上限是40毫米,规格下限是35毫米,那么Cp分子部分的(规格上限-规格下限)就是5毫米吧。
另外,如果根据所生产钢板的厚度测定的data求得的标准差是0.8毫米,那么Cp的值就是5/(6×0.8)=1.04。
下面是Cpk的计算方法,即利用平均数求出如下的补正值K,然后乘以Cp即可。
K如果是0的话,Cp与Cpk一致。
测定值的平均数离中间值越远,Cpk就越小,表示工程能力的不足。
因此,Cpk是考虑到“时间的流逝”、“每次应用测定的data的样本时”中心值稍微有所不同的问题来计算出的,叫做“长期工程能力指数”。
什么是SPC?SPC即统计过程控制(Statistical Process Control)。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
【相关内容】◆SPC技术原理◆SPC可以为企业带的好处◆质量管理中常用的统计分析方法◆SPC与企业质量管理◆質量控制、過程控制和統計過程控制的關系◆控制圖的分類SPC—统计过程控制在生产过程中,产品的加工尺寸的波动是不可避免的。
CPK计算方法
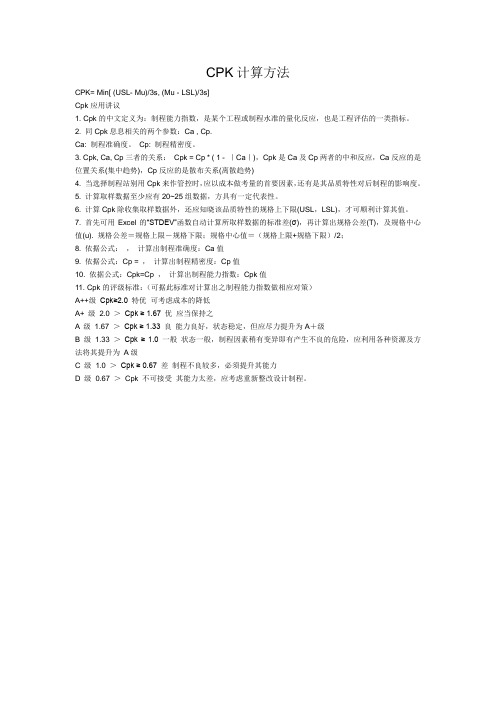
CPK计算方法CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]Cpk应用讲议1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2;8. 依据公式:,计算出制程准确度:Ca值9. 依据公式:Cp = ,计算出制程精密度:Cp值10. 依据公式:Cpk=Cp ,计算出制程能力指数:Cpk值11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级2.0 >Cpk ≥ 1.67 优应当保持之A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
cpk的计算公式
cpk的计算公式
CPK计算公式是一个常用的工业标准的计算公式,用于衡量产品的特征和质量稳定性。
它是由美国统计学家Walter A. Shewhart在1931年提出的,一直被广泛使用。
它是一个简单的计算公式,可以用来测量过程能力,以确定过程是否稳定,以及任何时候可以符合规定的质量标准。
CPK公式的全称是“过程能力指数”,它是一个数量衡量,用于衡量过程的质量稳定性。
它提供了一种可靠的方法来衡量产品的质量。
它是一个统计学概念,用来衡量一个过程的能力,以及它是趋向于实现规定的质量标准的可能性。
CPK计算公式的基本结构是:Cpk=(USL-X)/(3σ),其中USL是上限规格限,X是样本均值,σ是样本标准差。
它可以用来衡量过程的稳定性,也可以用来评估一个过程是否符合规定的质量标准。
CPK计算公式是一个简单而有效的计算工具,可以用来评估产品的质量稳定性。
它可以帮助企业更好地评估产品质量,以便为消费者提供更高质量的产品。
它同样可以帮助企业更好地控制产品的质量,以提高企业的竞争力。
cpk计算公式及解释

cpk计算公式及解释**CPK公式**CPK(Cp、Cpk)是主要衡量过程能力的指标,它是统计控制图的指标,用于指示制造工艺是否在特定允许范围内能够生产出符合设计要求的产品,通常用来表达工艺的稳定性和可控性。
CPK公式如下:CPK=min(Cpu,Cpl)/(6*σ);Cpu:物理上的上限公差;Cpl:物理上的下限公差;σ:样本标准偏差**CPK公式的解释**CPK是指“过程能力指数”(Process Capability Index),它描述了一个制造过程实现指定目标的能力,衡量了一个制造过程产品的质量与指定规格的兼容性和可控性。
CPK表示的是相对于指定的规格的制造过程的可控性,它主要反映的是制造数据与目标规格数据之间的差距。
CPK值越大,表明制造过程的可控性越强,处在指定的规格控制范围内的可能性越高;反之,则表明可控性较弱,超出规格控制范围的可能性更高。
CPK可以定义为Cpu/UL、Cpl/LL和6*(σ/OL) ,UL是上限公差,LL是下限公差,OL是目标公差,σ是样本标准偏差,Cpu是物理上的上限公差,Cpl是物理上的下限公差。
CPK指标越大,说明制造过程越稳定,产品质量较好,可控性越强;反之,则表明可控性较弱,超出规格控制范围的可能性更高。
**总结**:1. CPK(Cp、Cpk)是主要衡量过程能力的指标,用于指示制造工艺是否在特定允许范围内能够生产出符合设计要求的产品;2. CPK公式是min(Cpu,Cpl)/(6*σ);3. CPK表示的是相对于指定的规格的制造过程的可控性,它反映了制造数据与目标规格数据之间的关系;4. CPK可以定义为Cpu/UL、Cpl/LL和6*(σ/OL);5. CPK指标越大,说明制造过程越稳定,产品质量较好,可控性越强;反之,则表明可控性较弱,超出规格控制范围的可能性更高。
cpk的公式

cpk的公式
CPK是一种用于衡量过程稳定性和过程能力的统计指标,它能够评
估一个过程的偏离程度和离散程度,从而判断其是否能够满足设计要求。
CPK的公式是根据过程上下限、样本平均值和样本标准差计算得
出的。
CPK的计算公式如下:
CPK = min((USL-平均值)/(3*标准差), (平均值-LSL)/(3*标准差))
其中,CPK表示过程能力指数,USL为上限规格限,LSL为下限规格限,平均值为样本平均值,标准差为样本标准差。
CPK的取值范围为0至1,值越接近1则说明过程能力越好,能够
更好地满足规格要求。
一般来说,CPK大于1.33表示过程能力较好,
能够满足大部分设计要求;CPK小于1表示过程能力不足,需要采取
相应措施来提升过程能力。
CPK的计算方法可以帮助企业评估生产过程的稳定性和能力,从而
确定是否需要改进或优化生产工艺。
通过CPK的分析,企业可以及时
发现和解决过程中可能存在的问题,提高产品的一致性和质量稳定性。
在实际应用中,计算CPK要基于一定的样本数据,通常会采用正
态分布的假设。
如果样本数据不符合正态分布,可能需要进行相应的
数据转换或采样。
总结起来,CPK的公式是一种用于评估过程能力和稳定性的指标,通过计算上下限与样本数据的差异程度来衡量过程的能力。
企业可以根据CPK的结果对生产过程进行改进和优化,提高产品的质量水平。
过程能力指数CPK的计算方法及稳定性和能力判定

过程能力指数CPK的计算方法及稳定性和能力判定过程能力指数CPK可以通过以下步骤进行计算:
1.确定规格要求,包括规格下限(LSL)和规格上限(TSL)。
2.收集过程统计量数据,并计算样本均值(μ)和样本标准差(σ)。
3.根据双侧规格或单侧规格计算CPK。
4.如果存在偏移,需要计算修正后的CPK。
对于双侧规格情形,CPK的计算公式为:
CPK = min( (T - μ) / 3σ, (μ - LSL) / 3σ )
对于单侧规格情形,如果只有上限要求,则CPK的计算公式为:
CPU = (T - μ) / 3σ
如果只有下限要求,则CPK的计算公式为:
CL = (μ - LSL) / 3σ
如果存在偏移,需要计算分布的总体均值μ与公差中心M的偏移量ε和偏移度K,然后使用修正后的CPK公式进行计算。
5.根据计算得到的CPK值,可以判定过程的稳定性和能力水平。
通常,当
CPK值大于1时,可以认为过程具有较好的稳定性和能力水平。
如果CPK 值小于1,则说明过程的稳定性和能力不足,需要进行改进或采取相应的措施来提高过程的稳定性和能力水平。
CPK的计算方法

CPK的计算方法一、公式1、Ca=(實際平均值-規格中心值)/(規格公差/2)=(X-μ)/(T/2)T=Su-S1=規格上限-規格下限=規格公差CP=規格公差/6個估計實際標準差=T/6δCpk=(1 -|Ca|)*C p2、CPK=( 1-K)*CP;其中CP=(规格上限-下限)/(6SIG MA)K=(平均值-规格中心值)/(规格上限-下限)*2※制程准確度Ca(Cap abilit y of Accura cy)Ca值是衡量制程之實際平均值與規格中心值之一致性 一 Ca 之計算:Ca=實際中心值-規格中心值x100%= X- UX100%規格公差的一半T/2T=SU-SL =規格上限-規格下限等級判定Ca值越 注:分母之A級:理想的狀態故維持現狀.B級:盡可能調整,改進為A 級.C級:應立即檢討并予于改善.D級:應采取緊急措施,并全面檢討,必要時應考虙停止生產.➢制程精密度Cp(Ca pabilit y of Precisi on)Cp值是衡量規格公差范圍與制程變量寬度兩者之間相差的程度。
Cp值之計算(分兩種情況:單邊規格和雙邊規格)單邊規格時:Cp=規格上限-實際平均值= Su-X (SU > X,只有上限規格)3個估計實際值標准差 3δCp=實際平均值-規格下限= X-SL (SL < X,只有下限規格)3個估計實際值標准差3δ雙邊規格時:Cp=規格公差= T = SU -SL6 個估計實際值標准差6δ 6δA+級:制程能力過高,產品變異大一些也不要緊,可考慮管理的簡單化或降低成本.A級:制程能力充分,表示技朮管理能力已經很好,應繼續維持.B級:確實進行制程管理,使其能保持在管制狀態當Cp值接近于1時恐怕會產生不良品,應盡可能改善為A級 .C級:已產生不良品,產品需全數選別,并管理改善制程.D級:品質無法在滿足的狀態,須進行品質的改善,探求原因,須采取緊急對策并重新檢討規格。
工程能力cpk 计算公式
工程能力cpk 计算公式工程能力指标(Cpk)是一种用于评估工程过程能力的统计指标,能够客观地衡量工程过程的稳定性和一致性。
Cpk的计算公式如下:Cpk = min[(USL-μ)/3σ, (μ-LSL)/3σ]其中,USL代表上限规格限制,LSL代表下限规格限制,μ代表工程过程的平均值,σ代表工程过程的标准差。
Cpk的取值范围为0到1,数值越接近1代表工程过程能力越强,越接近0代表工程过程能力越弱。
当Cpk大于1时,表明工程过程能够满足规格要求;当Cpk小于1时,表明工程过程存在偏离规格要求的风险。
对于一个工程过程而言,Cpk的计算需要收集一定的数据样本。
首先,需要确定上限规格限制和下限规格限制,这是根据产品或工艺要求所给定的。
其次,需要收集一定数量的样本数据,如生产过程中的产品尺寸或质量数据。
通过对这些样本数据进行统计分析,可以得到工程过程的平均值和标准差。
最后,将这些数据代入Cpk的计算公式中,即可得到工程能力指标Cpk的值。
Cpk的计算结果可以提供以下几方面的信息:1. 工程过程的稳定性:Cpk值越接近1,说明工程过程越稳定,产品或工艺的变异性较小,可以更好地满足规格要求。
2. 工程过程的一致性:Cpk值越接近1,说明工程过程越一致,产品或工艺的平均值与目标值接近,有助于提高产品质量和工艺稳定性。
3. 工程过程的改进需求:当Cpk值小于1时,说明工程过程存在偏离规格要求的风险,需要采取相应的改进措施,提高工程过程的能力。
Cpk作为一种常用的工程能力指标,在制造业和质量管理中得到广泛应用。
通过对工程过程的定量评估,可以帮助企业了解产品质量和工艺稳定性的状况,及时采取有效的措施来提高产品的一致性和稳定性,减少产品的不合格率和质量风险,提高生产过程的效率和竞争力。
在实际应用中,除了Cpk指标,还有一些其他的工程能力指标,如Cp、Ppk、Pp等,用于综合评估工程过程的能力。
每种指标都有其适用的场景和计算方法,企业可以根据实际需要选择合适的指标进行评估和改进。
cpk自动计算公式
cpk自动计算公式CPK(Capability Process Index)是一种用于衡量过程能力的统计指标,它能够通过计算过程的偏离程度和过程容差来评估过程的稳定性和一致性。
CPK指数越高,表示过程的能力越强,产品质量越稳定。
CPK的计算公式为:CPK = min(USL-μ, μ-LSL) / (3σ)其中,USL是上限规格限,表示产品的最大允许值;LSL是下限规格限,表示产品的最小允许值;μ是过程的平均值;σ是过程的标准差。
通过CPK指数的计算,我们可以得出以下几个结论:1. CPK指数大于1,表示过程能力良好。
当CPK指数大于1时,说明过程的偏离程度小于过程容差的三分之一,产品的质量稳定性较高,处于可控状态。
这样的过程能够满足客户的要求,产品质量可靠。
2. CPK指数等于1,表示过程能力及格。
当CPK指数等于1时,说明过程的偏离程度等于过程容差的三分之一,产品的质量处于边缘状态,有一定的变异性。
这样的过程能够勉强满足客户的要求,但需要进一步改进以提高产品质量。
3. CPK指数小于1,表示过程能力不合格。
当CPK指数小于1时,说明过程的偏离程度大于过程容差的三分之一,产品的质量不稳定,存在较大的变异性。
这样的过程无法满足客户的要求,需要采取措施进行改进。
CPK指数的计算需要收集一定数量的数据样本,并计算出平均值和标准差。
在实际应用中,可以通过统计软件或质量管理工具来自动计算CPK指数,以便更好地评估过程能力和产品质量。
在实际生产中,我们可以根据CPK指数的结果来进行质量控制和改进。
当CPK指数不合格时,我们可以采取以下措施:1. 分析过程的偏离原因:通过收集更多的数据样本,分析过程中可能存在的问题和不良因素,找出导致产品质量不稳定的根本原因。
2. 优化生产工艺:根据分析结果,对生产工艺进行调整和优化,以减小过程的偏离程度和标准差,提高产品质量的稳定性。
3. 强化过程控制:建立更严格的过程控制措施和检测方法,及时发现和纠正过程中的偏离,确保产品质量符合要求。
CPK计算公式
苏辙、曾巩合称“唐宋八大家”。后人又将其与韩愈、柳宗元和苏轼合称“千古文章四大家”。
关于“醉翁”与“六一居士”:初谪滁山,自号醉翁。既老而衰且病,将退休于颍水之上,则又更号六一居士。客有问曰:“六一何谓也?”居士曰:“吾家藏书一万卷,集录三代以来金石遗文一千卷,有琴一张,有棋一局,而常置酒一壶。”客曰:“是为五一尔,奈何?”居士曰:“以吾一翁,老于
Alan.liu
CPK计算公式
8. 依据公式:Ca=(X-U)/(T/2) , 计算出制程准确度:Ca值
9. 依据公式:Cp =T/6 σ , 计算出制程精密度:Cp值
10. 依据公式:Cpk=Cp(1-|Ca|) , 计算出制程能力指数: Cpk值 11. Cpk的评级标准:(可据此标准对计算出之制程能力指数 做相应对策)
0.373 2.847 1.864 0.136
0.373 2.970 1.816 0.184
0.308 3.078 1.777 0.223
Alan.liu
Cpk应用讲议 CPK计算公式
1. Cpk的中文定义为:制程能力指数 2. 同Cpk息息相关的两个参数:Ca , Cp.
Ca: 制程准确度。 Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),
A++级 Cpk≥2.0 特优 可考虑成本的降低 A+ 级 2.0 > Cpk ≥ 1.67 优 应当保持之 A 级 1.67 > Cpk ≥ 1.33 良 能力良好,状态稳定,但应 尽力提升为A+级 B 级 1.33 > Cpk ≥ 1.0 一般 状态一般,制程因素稍有变 异即有产生不良的危险,应利用各种资源及方法将其提升为 A级 C 级 1.0 > Cpk ≥ 0.67 差 制程不良较多,必须提升其 能力 D 级 0.67 > Cpk 不可接受 其能力太差,应考虑重新整 改设计制程
同轴度cpk计算

同轴度cpk计算
同轴度指的是一组测量值在同一个轴向上的偏离程度。
CPK是一种统计指标,用于评估过程能力,衡量了过程的稳定性和一致性。
下面是计算CPK的一般步骤:
1. 收集一组测量数据,确保数据具有充分的样本量。
2. 计算数据的平均值(X̄)和标准差(σ)。
3. 确定规格限制(USL,上限规格限制;LSL,下限规格限制)。
4. 根据以下公式计算CPK:
CPK = min((USL - X̄) / (3σ), (X̄ - LSL) / (3σ))。
公式中,USL和LSL分别代表上限规格限制和下限规格限制。
5. 根据计算得到的CPK值进行评估。
CPK值大于1.33表示过程能力较好,大于1.0表示过程能力合格,小于1.0表示过程能力不足。