冲压力计算1
冲床冲压力计算
手啤机(人工操作在压力机),5吨,8吨,10吨,16吨,25吨,35吨,40吨,63吨,80吨,100吨,120吨,160吨,200吨,等等。
这只是普通的按吨位的分类。
还有是按普通型的或国标型的或者是定做的专机,这都是有区别的。
如果按功能上分又可分为:深虎口式,普通可倾式,拉深用(超大行程)式,液压冲床,等等,,,冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T. 这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------指外力与材料轴线垂直,并对材料呈剪切作用时的强度极限1 A3抗剪强度为:261~274MPa或26.6~28Kgf/mm245#抗剪强度为:411MPa或42Kgf/mm2计算公式:抗剪强度=0.6~0.8抗拉强度冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数金属板材冲切吨位的计算方法:公式:冲芯周长(mm)*板材厚度(mm)*材料的剪切强度(mm)冲切力系数质:1.3如果换算成公吨:用KN / 9.81冲芯周长----任何形状的各个边长总长材料厚度----指冲芯要冲孔穿透的板材的厚度材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
冲床冲压力计算公式

冲床冲压力计算公式这下面有几个公式,任选一个就可以,只能算出个大概,我公司是用Excle做好的函数算的,非常精确,如果你想得到更精确的,我可以帮你算,把冲压产品的周长或规格,厚度,原材料材质(越详细越好,如钢铁的含碳量多少)发到我邮箱xufeng86510716@,标题请注明”算冲压力”,不然我会当垃圾邮件直接删的.我会在两天内回复,如果想自己算,就用下面的任一个公式都能算.---------------------------------------冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素: 2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中x、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数。
冲床冲压力计算公式

冲床冲压力计算公式2007-01-22 13:57这下面有几个公式,任选一个就可以,只能算出个大概,我公司是用Excle做好的函数算的,非常精确,如果你想得到更精确的,我可以帮你算,把冲压产品的周长或规格,厚度,原材料材质(越详细越好,如钢铁的含碳量多少)发到我邮箱******************* ,标题请注明 "算冲压力",不然我会当垃圾邮件直接删的.我会在两天内回复,如果想自己算,就用下面的任一个公式都能算.---------------------------------------冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数半自动冲床机构设计3.1 简介图2.5半自动冲床包括冲制薄板零件的冲压机构和相关的上下料机构,主要动作有:1)冲压运动,冲头自最高位置向下以较小的速度接近板料,并以低速均匀压入下模,然后继续下行将成品推出下模型腔,最后快速返回,一个周期内运动要求如图 2.5所示。
冲压力计算公式

冲压力计算公式
1冲压力计算
冲压是一种强度很高的加工方法,用于生产金属零件,广泛应用于车辆、家电、家具等行业。
它的基本工艺是将金属板通过冲床的冲头按照设计的形状和大小冲出成型,因此对于冲压工艺来说,冲压力大小非常重要。
本文就讲解如何计算冲压力。
2冲压力计算公式
冲压力大小受到材料、冲头宽度、模具尺寸及冲床机器性能影响较大,可用下列公式进行计算:
P=(0.5*D*T*γ*N)/(5dL-C*D)
其中,P为冲压力(kN);D、T、d、L分别为零模冲头的直径、厚度、模孔的直径和深度(mm);C为加工精度要求的系数;N为冲压力系数;γ为材料的屈服强度的百分率。
3冲压力计算过程
计算冲压力最重要的是获取准确的材料屈服强度,包括材料在冲压时的抗压强度和抗拉强度,其中抗拉强度大小对于冲压力的影响最大。
另外,模具尺寸、加工精度、冲头宽度及冲床机器性能也无法忽视。
具体来说,在计算冲压力之前,应先确定冲压机械加工工艺参数,包括模具尺寸、加工精度等,并获取准确的材料屈服强度参数,根据这些参数求出冲压力P。
4结论
从上文可以看出,正确的计算冲压力的关键在于正确的获取材料屈服强度参数,一旦冲压力计算错误,则可能导致冲件折断、出模位移等问题,使得成型的零件不能满足质量要求。
冲压剪切力计算

b-----材料抗拉强度(Mpa)
K-------修正系数
抗剪强度见下面:
材料名称 牌 号 材料状态 抗剪强度
电工用纯铁 DT1,DT2,DT3 已退火 180
电工硅钢 D
11,D12,D13 190
65Mn 已退火 600
碳素工具钢 T7~T12 600
T7A~T12A 600
T13 T13A 720
T8A T9A 冷作硬化 600~950
材料名称 牌 号 材料状态 抗剪强度
锰钢 10Mn2 已退火 320~460
合金结构钢 25CrMnSiA 已低温退火 400~560
---------------------------------------
冲床冲压力计算公式P=kltГ
其中:k为系数,一般约等于1,
l冲压后产品的周长,单位mm;
t为材料厚度,单位mm;
Г为材料抗剪强度.单位MPa .
算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.
1Cr18Ni9 经热处理 460~520
2Cr18Ni9 冷碾压的冷作硬化 800~880
1Cr18Ni9Ti 经热处理退软 430~550
铝 1070A(L2),
1050A(L3) 已退火 80
1200(L5) 冷作硬化 100
铝锰合金 3A21(LF21) 已退火 70~100
半冷作硬化 100~140
D31,D32
D41~D48 560
D310~D340 未退火
普通碳素钢 Q195 未退火 260~320
Q215 270~340
10里铁板冲压力计算公式表

10里铁板冲压力计算公式表冲压力是指在冲压过程中,铁板所承受的力的大小。
了解冲压力的计算公式可以帮助我们更准确地设计和进行冲压工艺。
下面是一些常用的铁板冲压力计算公式表:1. 冲压力计算公式一(压力与压料面积的关系):冲压力 = 压力面积 ×材料抗拉强度这个公式适用于大部分冲压过程,可以简单地根据冲头的面积和材料的抗拉强度计算得出冲压力。
2. 冲压力计算公式二(压力与材料厚度的关系):冲压力 = 材料厚度 ×材料宽度 ×材料抗拉强度 ×温度修正系数某些冲压工艺需要考虑材料的厚度,利用这个公式可以更准确地计算冲压力。
温度修正系数可以根据实际情况进行修正。
3. 冲压力计算公式三(圆盘冲压力计算):冲压力 = (π × 冲头半径² ×材料抗拉强度 ×材料厚度)/(材料直径 - 冲头半径)当冲压过程中需要对圆盘进行冲压时,可以使用这个公式计算冲压力。
其中冲头半径为圆盘内孔半径。
4. 冲压力计算公式四(剪切型冲压力计算):冲压力 = 材料抗剪强度 ×切边长度 ×材料厚度在剪切型冲压过程中,需要考虑材料的抗剪强度。
这个公式可以帮助我们计算剪切型冲压的所需冲压力。
5. 冲压力计算公式五(综合型冲压力计算):冲压力 = (翻边力 + 内孔冲压力 + 剪切力)×安全系数综合型的冲压过程中可能涉及到多个冲压力的计算,这个公式可以将各个冲压力相加,并考虑安全系数得出最终的冲压力。
通过以上的公式,我们可以更准确地计算铁板冲压力,进而优化冲压工艺,提高生产效率和产品质量。
在实际应用中,应根据具体情况选择合适的公式进行计算,并考虑实际工艺参数和材料特性进行修正。
本文提供了常用的铁板冲压力计算公式,希望对您有所帮助。
请根据实际情况选择合适的公式进行计算,并注意考虑安全因素和材料特性。
正确计算冲压力可以帮助我们更好地设计和实施冲压工艺,提高生产效率和产品质量。
(整理)冲床冲压力计算.

手啤机(人工操作在压力机),5吨,8吨,10吨,16吨,25吨,35吨,40吨,63吨,80吨,100吨,120吨,160吨,200吨,等等。
这只是普通的按吨位的分类。
还有是按普通型的或国标型的或者是定做的专机,这都是有区别的。
如果按功能上分又可分为:深虎口式,普通可倾式,拉深用(超大行程)式,液压冲床,等等,,,冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------指外力与材料轴线垂直,并对材料呈剪切作用时的强度极限1 A3抗剪强度为:261~274MPa或26.6~28Kgf/mm245#抗剪强度为:411MPa或42Kgf/mm2计算公式:抗剪强度=0.6~0.8抗拉强度冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数金属板材冲切吨位的计算方法:公式:冲芯周长(mm)*板材厚度(mm)*材料的剪切强度(mm)冲切力系数质:1.3如果换算成公吨:用KN / 9.81冲芯周长----任何形状的各个边长总长材料厚度----指冲芯要冲孔穿透的板材的厚度材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
冲压力计算公式范文
冲压力计算公式范文1. Johnson-Cook模型:Johnson-Cook模型是一种适用于金属材料的本构模型。
根据该模型,冲压力计算公式可以写为:P = (A + B∗ln(h/h0) + C∗(h/h0)m)∗(1 + D∗(ln(h/h0))^n)其中,P表示冲压力;A、B、C、D、m和n表示材料参数;h表示应变速率;h0表示参考应变速率。
2. Hill48模型:Hill48模型是一种用于金属塑性变形的流动规律的描述模型。
根据该模型,冲压力计算公式可以写为:P = K∗(1 + (1 - R)∗(ε^(-ln(R^(-1))∗(ε_dot/ε_dot_0)^n - 1))其中,P表示冲压力;K、R、n、ε_dot和ε_dot_0表示材料参数;ε表示有效应变。
3. Tresca模型:Tresca模型是一种判断金属屈服强度的本构模型。
根据该模型,冲压力计算公式可以写为:P = K∗(ε_dot/ε_dot_0)^n其中,P表示冲压力;K、n、ε_dot和ε_dot_0表示材料参数。
4. Ludwik模型:Ludwik模型是一种适用于多种金属材料的塑性变形规律描述模型。
P = K∗ln(ε_dot/ε_dot_0) + C其中,P表示冲压力;K、C、ε_dot和ε_dot_0表示材料参数。
除以上常用的冲压力计算公式外,还可以使用实验法、有限元分析等方法对冲压力进行计算。
实验法是通过对冲压过程的实际测量,采集冲压力的数据,并通过曲线拟合或者统计分析等方法得到冲压力的计算结果。
有限元分析是一种基于材料本构模型和和冲压工艺参数的数值模拟方法,可以模拟复杂的冲压过程,从而得到冲压力的计算结果。
冲压力的计算对于冲裁模具的设计和冲压工艺的优化具有重要意义。
通过合理的冲压力计算公式,可以预测冲压过程中的载荷大小,进而确定合适的模具结构和工艺参数,避免过大的冲压力导致模具损坏或者制品质量问题的发生。
因此,冲压力计算公式的选择与准确性对于冲压制造行业的发展和进步至关重要。
冲床冲压力计算

手啤机(人工操作在压力机) ,5吨,8吨,10 吨,16吨,25吨,35吨,40吨,63吨,80 吨,100 吨,120 吨,160 吨,200 吨,等等。
这只是普通的按吨位的分类。
还有是按普通型的或国标型的或者是定做的专机,这都是有区别的。
如果按功能上分又可分为:深虎口式,普通可倾式,拉深用(超大行程)式,液压冲床,等等,,,冲床冲压力计算公司p=kit r其中:k为系数,一般约等于1,i 冲压后产品的周长,单位mm; t 为材料厚度,单位mm;r为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T, 得到的结果就是数字是多少就是多少T. 这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.指外力与材料轴线垂直,并对材料呈剪切作用时的强度极限 1 A3抗剪强度为:261〜274MPa或26.628Kgf/mm245# 抗剪强度为:411MPa 或42Kgf/mm2计算公式:抗剪强度=0.6〜0.8抗拉强度冲裁力计算公式:P=K*L*t* TP――平刃口冲裁力(N);t ——材料厚度(mm);L 冲裁周长(mm);t ――材料抗剪强度(MPa);K――安全系数,一般取K=1.3.冲剪力计算公式:F=S*L*440/10000S――工件厚度L――工件长度一般情况下用此公式即可。
冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P 冲=Lt (T b其中:P冲裁-冲裁力L-冲裁件周边长度t- 板料厚度T b-材料强度极限T b-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲中其中Kx-卸料力系数Kx-的参考数为0.04算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt- 推件力系数n- 留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx ,Kt 分别是上述两种力的修正系数P――冲裁力;n——查正表卡在凹模洞口内的件数Kt 的参考数为0.05, 结果单位为KN5 、压边力:P y=1/4 [D2 —(d1+2R凹)2]P式中 D -------- 毛坯直径d1 ----- 凹模直径R 凹--- 凹模圆角半径p ------- 拉深力6 、拉深力:Fl= d1 bk1(N)式中d1 ------- 首次拉深直径( mm)b --- 材料抗拉强度( Mpa)K ----- 修正系数金属板材冲切吨位的计算方法:公式:冲芯周长( mm) *板材厚度( mm) * 材料的剪切强度(mm) 冲切力系数质: 1.3 如果换算成公吨:用KN / 9.81 冲芯周长-------- 任何形状的各个边长总长材料厚度- 指冲芯要冲孔穿透的板材的厚度材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
冲压力计算公式范文

冲压力计算公式范文
1.计算冲压力的公式一:拉伸力公式
拉伸力公式适用于纯拉伸冲压过程。
根据Hill公式,拉伸力可以通过以下公式计算:
F=K*A*T*n
其中,F为拉伸力;K为材料常数;A为断面积;T为材料厚度;n为材料的各向同性指数。
2.计算冲压力的公式二:孔压公式
孔压公式适用于孔冲压过程。
孔压力可以通过以下公式计算:
F=K*T*LH
其中,F为孔压力;K为材料常数;T为材料厚度;L为孔的周长;H 为孔的高度。
3.计算冲压力的公式三:弯曲力公式
弯曲力公式适用于弯曲冲压过程。
弯曲力可以通过以下公式计算:F=K*B*T*R
其中,F为弯曲力;K为材料常数;B为弯曲宽度;T为材料厚度;R 为弯曲半径。
4.计算冲压力的公式四:剪切力公式
剪切力公式适用于剪切冲压过程。
剪切力可以通过以下公式计算:F=K*A*S
其中,F为剪切力;K为材料常数;A为剪切截面积;S为剪切长度。
5.计算冲压力的公式五:多工序冲压力公式
对于一个复杂的冲压工艺,在每个工序中的冲压力都要进行计算。
多工序冲压力可以通过以下公式计算:
F=F1+F2+F3+...
其中,F为总冲压力;F1,F2,F3等为各个工序的冲压力。
以上的冲压力计算公式只是一种基本的参考方法,具体的冲压力计算公式还需要根据具体的冲压工艺和材料特性进行定制化的选择和应用。
同时,还需要考虑材料的流变性、摩擦力等因素对冲压力的影响,以及在实际应用中可能存在的不确定性和误差。
因此,在实际应用中,建议结合实际情况进行分析和计算,以得到更准确和可靠的冲压力结果。
五金冲压成型冲压力计算公式
五金冲压成型冲压力计算公式
五金冲压成型是一种常见的金属加工工艺,其中对于冲压力的计算是非常重要的。
以下是五金冲压成型冲压力计算的公式:
P=K*S*T
其中,P表示冲压力,单位为牛顿(N);K表示材料的拉伸系数,是一个常数;S表示零件的投影面积,单位为平方毫米(mm);T表示材料的厚度,单位为毫米(mm)。
根据这个公式,我们可以看出,冲压力与零件的投影面积和材料的厚度成正比,材料的拉伸系数也是一个重要的因素。
在实际冲压成型过程中,需要根据具体情况选择合适的冲压力计算公式,并进行精确的计算,以确保冲压过程的稳定和质量的可控。
- 1 -。
冲床冲压力计算公式
冲床冲压力计算公式2007-01-22 13:57这下面有几个公式,任选一个就可以,只能算出个大概,我公司是用Excle做好的函数算的,非常精确,如果你想得到更精确的,我可以帮你算,把冲压产品的周长或规格,厚度,原材料材质(越详细越好,如钢铁的含碳量多少)发到我邮箱landray2006@ ,标题请注明 "算冲压力",不然我会当垃圾邮件直接删的.我会在两天内回复,如果想自己算,就用下面的任一个公式都能算.---------------------------------------冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般对碳素钢有:抗剪强度≈0.6-0.7倍的抗拉强度45钢强度约600MPa,抗剪强度为370MPa;正火850 ℃+ 淬火840 ℃+ 回火600 ℃的供货状态抗拉强度有600MPa.冲床冲压力计算公式冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
冲压剪切力计算

4、 推件力:将工件或废料顺着冲裁方向从凹模内推出的力
Pt=KtPn
Kt-推件力系数 n-留于凹模洞口内的件数
其中:Px、Pt --别离为卸料力、推件力
Kx,Kt别离是上面所说的两种力的修正系数
P——冲裁力;
n—— 查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN
冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。刚度校核依据。
1、 冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:
2.冲裁力计算:
P冲=Ltσb
30CrMnSi
弹簧钢 60Si2Mn 720
60Si2MnA 冷作硬化 640~960
65Si2MnWA
不锈钢 1Cr13 已退火 320~380
2Cr13 320~400
3Cr13 400~480
4Cr13
1Cr18Ni9 经热处理 460~520
T7A~T12A 600
T13 T13A 720
T8A T9A 冷作硬化 600~950
材料名称 牌 号 材料状态 抗剪强度
锰钢 10Mn2 已退火 320~460
合金结构钢 25CrMnSiA 已低温退火 400~560
25CrMnSi
30CrMnSiA 400~600
2Cr18Ni9 冷碾压的冷作硬化 800~880
1Cr18Ni9Ti 经热处理退软 430~550
铝 1070A(L2),
1050A(L3) 已退火 80
冲压力及压力中心的计算
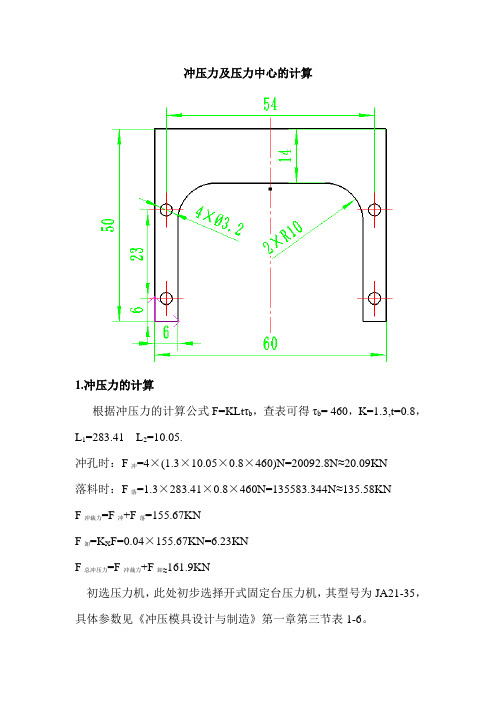
冲压力及压力中心的计算1.冲压力的计算根据冲压力的计算公式F=KLtτb,查表可得τb= 460,K=1.3,t=0.8,L1=283.41 L2=10.05.冲孔时:F冲=4×(1.3×10.05×0.8×460)N=20092.8N≈20.09KN落料时:F落=1.3×283.41×0.8×460N=135583.344N≈135.58KNF冲裁力=F冲+F落=155.67KNF卸=K X F=0.04×155.67KN=6.23KNF总冲压力=F冲裁力+F卸≈161.9KN初选压力机,此处初步选择开式固定台压力机,其型号为JA21-35,具体参数见《冲压模具设计与制造》第一章第三节表1-6。
2.压力中心的计算如上图所示,以冲压件的左下角建立直角坐标系,计算出每一段线段及圆弧的长度,标出每一段线段及圆弧的压力中心的坐标,列入下表。
线段符号长度线段或圆弧压力中心的坐标L150 (0,25)L260 (30,50)L350 (60,25)L4 6 (57,0)L526 (54,13)L615.7 (51.071,33.071)L728 (30,36)L815.7 (8.929,33.071)L926 (6,13)L10 6 (3,0)L1110.05 (3,6).L1210.05 (3,29)L1310.05 (57,29)L1410.05 (57.6)依据压力中心的计算公式x0=(L1x1+L2x2+…+L14x14)/(L1+L2…+L14 )y0=(L1y1+L2y2+…+L14y14)/(L1+L2…+L14 ) 把上表中的数值代人上述公式可得:x0=30,y0=34.48即冲压件的压力中心坐标为(30,34.48)。
铝板冲压力计算公式

铝板冲压力计算公式
铝板冲压力计算公式是用来确定在冲压过程中所产生的压力的数学表达式。
冲压是一种常见的金属加工方法,用于将金属板材通过模具施加压力进行成型。
在铝板冲压中,计算冲压力能够帮助我们设计合适的模具和确定冲压过程的参数。
铝板冲压力计算公式一般由以下几个因素组成:
1. 铝板的材料性质:冲压力与铝板的厚度和硬度有关。
一般来说,铝板的厚度越大,冲压力越大;而铝板的硬度越大,冲压力也越大。
2. 冲压过程中的摩擦力:铝板与模具之间的摩擦力会对冲压力产生影响。
摩擦力越大,冲压力也越大。
3. 冲压深度:冲压深度是指铝板在冲压过程中的下压深度。
冲压深度越大,冲压力也越大。
综合以上因素,可以得到一个常见的铝板冲压力计算公式:
冲压力 = 材料抗拉强度 × (孔径面积 - 冲裁面积)
其中,孔径面积和冲裁面积可以根据具体的模具设计和冲压工艺来确定。
需要注意的是,以上的冲压力计算公式仅供参考,实际情况可能会受到其他因素的影响,例如铝板的形状、加工方法等等。
因此,在实际应用中,我们需要结合具体情况进行合理调整和计算。
铝板冲压力计算公式可以帮助我们预估冲压过程中所需要施加的力量,为冲压工艺的设计和优化提供依据。
冲压吨位计算公式
冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa . ----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数-----精心整理,希望对您有所帮助!。
冲压吨位计算公式
冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa . ----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数(注:文档可能无法思考全面,请浏览后下载,供参考。