基于S7-300PLC及PROFIBUS-DP总线的电厂除灰控制系统设计
基于S7—300与Profibus—DP现场总线的多电机张力控制系统的设计

基于S7—300与Profibus—DP现场总线的多电机张力控制系统的设计【摘要】本文介绍了某钢带厂大型钢带轧制机的控制系统,该系统由S7-300PLC、MM440变频器、异步电动机、Wincc监控软件等组成。
S7-300PLC 通过Profibus-DP现场总线来控制两台MM440变频器以及现场执行设备,MM440变频器分别驱动两台异步电动机,一台电动机驱动主动轮,另一台电动机控制从动轮。
通过控制两台电动机之间的速度差,达到张力控制的目的,两台电动机分别实现智能模糊PI调节控制,从而有实现速度的无差控制。
自安装调试成功以来,系统运行良好、性能可靠,极大地提高了劳动生产率。
【关键词】S7-300PLC;张力;Profibus-DP总线;Wincc1.引言近来,由于交流调速系统的发展,交流调速已被广泛应用钢铁生产领域,钢带卷绕系统的张力与速度控制是最有挑战性的控制环节。
在卷绕机上,钢带张力的控制好坏是关系到产品的质量,钢带的卷绕速度是关系到生产效率,其中对张力的控制要求更高。
本文作者受某钢带厂家委托,采用了西门子公司生产的MM440变频器、S7-300PLC开发了一套新的基于PROFIBUS-DP现场总线的多电机张力控制系统,并配备了西门子Wincc监控软件,提供了良好的人机界面。
系统具有实时性强,运行和维护成本低,生产效率高的特点。
2.机械系统模型图1显示了交流异步电机采用适量控制时的张力控制框图。
为了能够控制卷绕系统上钢带的速度与张力,具体的控制方法是不仅控制一台电机的转速同时控制另一台的电机的相反转矩。
电机1为从电动机执行张力控制,电动机2为主电动机执行系统的速度控制。
不计转辊与皮带之间的粘磨系数和滑磨力,两电机与转辊间的齿轮比是15:1,卷绕系统的数学模型为(1)(2)和(3)所示。
3.Profibus-DP总线控制网络构成根据钢带轧扎机的工艺流程和控制要求,我们采用了PROFIBUS-DP解决方案。
西门子S7-300PLC基于ProfibusDP总线的硬件组态
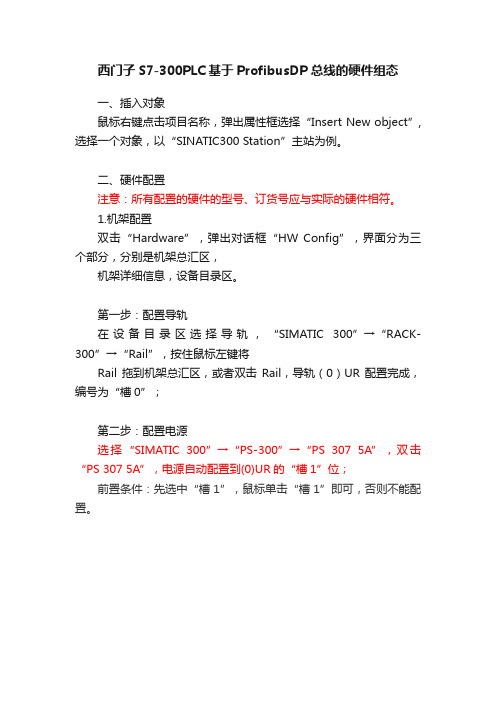
西门子S7-300PLC基于ProfibusDP总线的硬件组态一、插入对象鼠标右键点击项目名称,弹出属性框选择“Insert New object”,选择一个对象,以“SINATIC300 Station”主站为例。
二、硬件配置注意:所有配置的硬件的型号、订货号应与实际的硬件相符。
1.机架配置双击“Hardware”,弹出对话框“HW Config”,界面分为三个部分,分别是机架总汇区,机架详细信息,设备目录区。
第一步:配置导轨在设备目录区选择导轨,“SIMATIC 300”→“RACK-300”→“Rail”,按住鼠标左键将Rail拖到机架总汇区,或者双击Rail,导轨(0)UR配置完成,编号为“槽0”;第二步:配置电源选择“SIMATIC 300”→“PS-300”→“PS 307 5A”,双击“PS 307 5A”,电源自动配置到(0)UR的“槽1”位;前置条件:先选中“槽1”,鼠标单击“槽1”即可,否则不能配置。
第三步:配置CPU,例:“CPU 315-2 DP”1.选择“SIMATIC 300”→“CPU 315-2DP”→订货码“6ES7 315-2AG10-0AB0”→版本号“V2.6”,CPU对应“槽2”位;设置地址,“MPI”的地址设为“2”,ProfibusDP的地址为“1”前置条件:先选中“槽2”,鼠标单击“槽2”即可,否则不能配置。
2.扩展配置第一步:新建一条profibus DP总线鼠标右键点击DP,选择“Add Master System”,弹出图二对话框,默认分配的地址Address为“1”选中PROFIBUS(1),点击“OK”,ProfibusDP总线新建完成,如下图(图一)(图二)(图三)2.配置通讯接口在PROFIBUS(1)鼠标右键点击,选择“Insert object”,弹出图五对话框,选择通讯接口“IM 153”,弹出对话框,如图六,Address设为“2”,点击“OK”通讯接口配置完成,配置信号模块的方法与“二”中的硬件配置信号模块方法相同,如图七;(图四)(图五)(图六)(图七)3.组态多个通讯模块“ET 200M”配置方法与“2”相同,但要注意分配地址,第二块的地址为“3”,第三块的地址为“4”(图8)。
基于PLC的火电厂除尘控制系统设计

基于PLC的火电厂除尘控制系统设计摘要:随着经济的发展,人们对美好生活的需求越来越强烈。
这包括环境的要求。
燃煤电厂的粉尘污染是最严重的。
原因是烟雾或燃料中的灰尘不好。
有效控制。
因此,为了降低火电厂特别是输煤系统空气中的粉尘浓度,各电厂都采取了相应的措施,如控制粉尘来源、安装各种类型的收尘器等。
关键词:火电厂;除尘系统;PLC;组态软件1 PLC控制技术概述1.1 PLC控制原理PLC是一种具备内部存储器、I/O接口、编码器、CPU、电源等功能的智能控制装置。
它也被称作可编译器掌控逻辑装置,这使得PLC装置可通过剧情的接口接纳。
实现工业生产所需的控制逻辑的外部程序。
1.2 PLC控制的流程在于整个控制之中,编码器通过I/O口接管传送的信息,展开编译之后传送给CPU展开处理操作,依据制造需输入掌控命令。
1.3 PLC控制的特点和传统的继电器控制电路相对,PLC掌控具备可靠性高、抗干扰能力强、设施齐备、功能完善、适用性强、易学易用、设计工程工作量小、修理方便、易形变、体积小、重量轻、能耗低等特点。
2火电厂除尘控制系统设计2.1除灰系统总体设计燃煤机组气动除灰系统当作电厂辅助系统之一,于电厂之中起着举足轻重的作用。
除灰系统的工作过程是将静电除尘器搜集到的粉煤灰通过气力输送运送到灰库,然后装车运输或是采用搅拌机将其打湿。
整个过程作为密封管道运送。
电除尘搜集的积尘通过阀门转入流化下方罐,再次转入罐泵,通过运送空气压缩机。
其中,空压机使用正在压法把烟尘运送到灰仓,灰化过程完结。
灰从灰桶转入压力罐,接着转入灰仓。
如图1所示的单料斗与压力罐系统示意图,单压力罐有三条线。
第一条管道是加热管道,自灰斗到压力罐。
其作用是把灰斗之内的灰汽化到压力罐内,避免灰堆积阻塞管道;第二条管道是压力罐气化。
在管道之中,通过空压机送出的空气充份流化压力罐的灰粉;第三条管道是输灰管道,如果压力罐的出料阀开启之后,流化之后的煤灰流入压力罐,最终转入灰渣仓。
基于plc的火电厂除灰输灰系统设计
基于plc的火电厂除灰输灰系统设计摘要本文以一座火电厂的除灰输灰系统为研究对象,采用PLC控制系统进行设计。
通过对火电厂除灰输灰系统的工作原理和设计要求的分析,确定了除灰输灰系统的控制策略和设备选型方案。
在设计过程中,本文考虑了系统的安全性、稳定性和可靠性等方面,并针对系统的优化进行了实验验证,证明了设计方案的有效性和可行性。
关键词:PLC控制系统;除灰输灰系统;控制策略;设备选型AbstractThis paper takes the ash removal and ash conveyingsystem of a thermal power plant as the research object and designs it using the PLC control system. Through the analysis of the working principle and design requirements of the ash removal and ash conveying system of the thermal power plant, the control strategy and equipment selection scheme for the ash removal and ash conveying system were determined. In the design process, this paper considered the safety, stability and reliability of the system, and conducted experimental verification to optimize the system, proving theeffectiveness and feasibility of the design scheme.Keywords: PLC control system;ash removal and ash conveying system;control strategy;equipment selection 引言火力发电是我国主要的电力生产方式之一,而火电厂中的除灰输灰系统则是火力发电中重要的一环。
西门子S7-300系列PLC在电袋除尘器电磁脉冲喷吹清灰系统中的应用

3
数 字 量 输 出 徽 6ES7 322-1BH 10-0AA0 1
4
模 拟 量 输 人 徽 6ES7 331-1KF02-0AB0 1
5
电源機
6ES7 307-1EA00-0AA0 1
6
mmm:
ቤተ መጻሕፍቲ ባይዱ
6ES7 343-1C X 10-0X E 0 1
7
开关电源
NES-50-24
1
单位 块 块 块 块 块 块 块
Research and Exploration | 研究与探索•工艺与技术
西 门 子 S 7 - 3 0 0 系 列 PLC
在电袋除尘器电磁脉冲喷吹清灰系统中的应用
邱建梅
(福建龙净环保股份有限公司,福 建 龙 岩 364000)
摘 要 :介绍了电袋除尘器系统采用西门子S7-300系 列 P L C 对电袋除尘器电磁脉冲喷吹清灰系统进行控制的原理及软
电 磁 脉 冲 喷 吹 控 制 ,脉 冲 清 灰 以 每 个 分 室 为 控 制 单 元 ,电磁脉冲阀数量根据电袋除尘器机组的大 小 来 定 分 室 的 数 量 和 电 磁 脉 冲 阀 的 数 量 ,电磁脉冲 喷吹原理采用行列矩阵布置,采 用 P L C 控制行列的 输 出 ,每次输出一个对应的电磁脉冲阀,脉冲启停, 电磁阀控制模式。
电磁脉冲阀在本体上的布置如图2 所示。 图 2 中小圆圈代表电磁脉冲阀;M0~M3 9 表示 电磁脉冲阀的顺序;
备C ^ SI
Engineering 工程
台电袋除尘器电磁脉冲喷吹清灰系统的P L C 配制表
1。
上 述 配 置 増 加 了 开 关 电 源 ,是 因 为 电 磁 脉 冲 阀 工 作 电 源 为 DC24V , 虽 然 C P U 有 DC24V 电 源 , 但 是 为 了 检 修 调 试 方 便 单 独 用 开 关 电 源 供 电 。该台 电除尘器PLC控制器方框图如图3 所示。
基于Profibus现场总线的电除尘控制系统

自动控制与检测基于Profibus 现场总线的电除尘控制系统谢联文(南京航空航天大学后勤集团,江苏南京210016)EP Cont rol System Based on the Profibus Field BusXIE Lian -wen(Log istics G roup of N anjing U niversity of A er onautics and Astr onautics ,N anjing 210016,China ) 摘要:针对越来越多的用户在新建或改造项目中希望采用Pro fibus 技术的要求,设计了一种基于Pro fibus 技术的电除尘控制系统,阐述了系统的方案设计,给出了系统的主要软、硬件设计构成及原理框图,详细介绍了系统主要工作原理。
实际应用表明:本系统无需更改原有的业已成熟的电除尘下位机控制通讯方式,通过工控机、S7-400、ET200M 实现了基于Pro fibus -DP 现场总线的电除尘控制系统,满足了用户管控一体化要求,有效提高了控制系统的容错性。
系统设计实用、可靠性高、抗干扰能力强、性价比高。
方案的实现方法完全可适用于其它对控制网络有相似的特殊要求,而又不需更改原有的下位机控制通讯方式的系统。
关键词:电除尘;T /R 设备;Profibus -DP ;In -Touch中图分类号:TP273.5文献标识码:B文章编号:1001-2257(2011)02-0062-03收稿日期:2010-09-26A bstract :This tex t aim a t the reque st of ado p -ting Profibus technolog y ,desig ning the EP control sy stem based o n the Profibus ,setting for th the pro ject desig n o f sy stem ,providing the main desig n fo rm and functional blo ck diag ram about softw are and hardw are ,introducing the sy stem w o rking principle .T he practical applicatio n show ed that :it need not change the m atured co mmunication kind of ESP intrinsic low computer ,it is m ade of the ap -plication of industrial computer ,PLC S7-400,ET200M .The sy stem realize the EP control sy stem based on the Profibus -DP ,mee ting the ow ner re -quest of contro l integration ,w hich greatly enhancethe fault tolerance of control sy stem .T he sy stem is practical ,high reliability ,strong anti -interfer -ence capability and high cost -effective .It is suit to the sy stem w hich has simila r special requirement .Key words :electricstatic precipitato r ;T /R ;Profibus -DP ;InT ouch0 引言Profibus 即Process Field Bus (过程现场总线),是德国国家标准DIN19245和欧洲标准EN50170中采用的现场总线标准,自从该技术于1996年12月首次介绍进入我国工业界后,由于它所具有的良好的现场信息继承能力,以及系统可靠稳定,在我国得到长足的发展,继2001年成为国内现场总线技术行业首个被批准的行业标准(JB /T10308.3-2001)后,Profibus 规范又于2006年成为众多现场总线中惟一的现场总线国家标准(GB /T20540-2006)[1]。
S7-300 PLC在电袋除尘器控制系统中的应用

电袋复 合式 除尘 器 由前级 电除尘 区与后 级布
袋 除尘 区组 成 ,其 除尘 工艺过 程充 分利 用 了 电除
尘 器及 布袋 除 尘器 的优 点 ,可 满足 目前 国家 高标
压 降低 ,电晕输 出功 率变 小,除尘 效率 下降 ; 阳极
板严 重积 灰 容 易形成 反 电晕,使 已经 被 收集在 阳 极板 上 的粉 尘再 次进 入 气流 。因此 ,选择 合 理 的
上位机与 S .0 L 实时通信, 73 0P C 达到上位机对整个 电袋 复合 式除尘器系统运行情况的实时监控 ,实现透 明工厂 、管控一
体 化 目的 。
关键词:电袋复合式除尘器 ;控制系统 ;P C 监控软件 ;Wic L ne 中图分类号 :X 0 . P 7 文献标识码:A 文章编号 :6 24 0 (0 20 .9.4 7 1 T 2 3 2 17 .8 1 1)20 40 2
体。 随着 纤 维 体 上粉 尘 嵌 入 到 纤 维体 内并 在 滤 袋
表 面 形 成 一 灰层 , 这 时 烟 气 流 中 的粉 尘 主 要 是 而
靠灰 尘层 来完 成截 留 。所 以, 袋 除尘器 刚开始 使 布 用 时 除尘 效 率低 , 尘器 阻力 小, 除 当布袋 除尘 器使
作 者简 介 :钟 育  ̄(9 5 ) 17 - ,男 ,助理 工程师 ,长 期从 事大 气污染 治理 设备研 究设 计与 现场 工作 。
合式 除尘 器 阻力检 测 的压差 变送 器 ,采集 后 的信 号经 过P C 拟 量转 换模 块 给 予转 换 显示 ,并 参 L模 与控 制与报 警 。
2 L P C系统硬件配置及硬件组 态
本 文 以某 3 0 0MW 机 组 电袋 复 合 式 除 尘器 项 目为 例 ,该系 统主 要控 制脉 冲喷 吹 、提升 阀、旁 路 阀、压 力压差 信 号检测 、进 口温 度 检测 ,本 项
西门子S7-300通过DP总线与DCS通讯学习
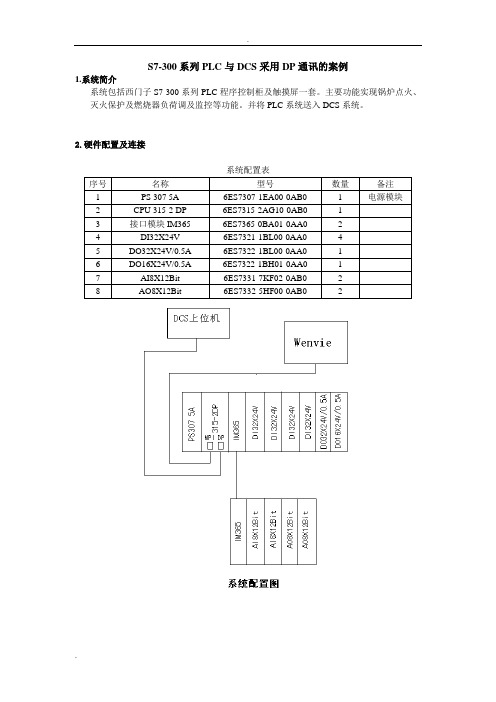
S7-300系列PLC与DCS采用DP通讯的案例1.系统简介系统包括西门子S7-300系列PLC程序控制柜及触摸屏一套。
主要功能实现锅炉点火、灭火保护及燃烧器负荷调及监控等功能。
并将PLC系统送入DCS系统。
2.硬件配置及连接系统配置表序号名称型号数量备注1 PS 307 5A 6ES7307-1EA00-0AB0 1 电源模块2 CPU 315-2 DP 6ES7315-2AG10-0AB0 13 接口模块IM365 6ES7365-0BA01-0AA0 24 DI32X24V 6ES7321-1BL00-0AA0 45 DO32X24V/0.5A 6ES7322-1BL00-0AA0 16 DO16X24V/0.5A 6ES7322-1BH01-0AA0 17 AI8X12Bit 6ES7331-7KF02-0AB0 28 AO8X12Bit 6ES7332-5HF00-0AB0 23.软件配置组态第一步:PLC模块配置S7-300程序软件配置,打开SIMATIC Manager软件在打开的300主界面上在工具栏上点击“文件(F)”→“新建(N)”如下图所示:弹出如下对话框:在“名称(M)”:输入一个工程名如program test“存储位置(路径)(S)”:此处选择在D盘新建完成后的主界面如下图所示:在上图中鼠标右击→“插入新对象”→“SIMATIC 300”站点如下图所示:在上图主界面上双击“硬件”进行模块配置弹出以下对话框,在硬件中配置相应的模块。
在上图中选择文件“RACK—300”插入“Rail”机架,在(0)UR机架上的1号槽位插入电源模块如下图所示:在上图中选择文件“PS—300”插入“PS 307 5A”电源模块在2号槽位插入CPU模块如下图所示:在上图中选择文件“CPU—300”→“CPU315—2DP”→“6ES7 315—2AG10—0AB0”→“V2.6”双击即可插入CPU模块。
基于PLC的火电厂除尘控制系统设计
基于PLC的火电厂除尘控制系统设计高文俭,陈 羽(东源曲靖能源有限公司设备管理部,云南曲靖655000)摘 要 由于火电厂生产车间工作环境相当恶劣,为了能更好地利用煤粉灰资源,避免对环境造成一定的污染,提高发电厂机组运行的安全性和可靠性,实现火电厂生产车间除尘过程的自动化,火电厂除尘系统的开发设计就成了一个必不可少的课题。
通过对火电厂除尘工作过程和除尘系统各种设备的分析研究,采用PLC设计的除尘控制系统来实现除灰过程的自动化,极大地提高了除尘系统运行的可靠性和稳定性,提高了除尘效率,实现煤灰的综合利用,减小了环境的污染。
同时,其自动控制的方式减小了现场操作人员的工作危险性,保证了工作者的人身安全。
因此,这套控制系统值得大范围推广,使它更好地服务于我们的社会生产。
关键词 火电厂;阀门;PLC;除尘系统中图分类号 TP273 DOI 10.19769/j.zdhy.2019.05.0090引言我国于20世纪60年代开始了对电除尘技术的全面研究和开发。
在1980年以前,相对于国际水平,我国在电除尘技术领域还处于相当落后的位置。
但自改革开放以后,我国人民的生活水平不断提高,国家经济步入高速发展的轨道,人民的环保意识不断增强,于是对除尘技术愈加重视。
国内许多大中型企业不断地加大对除尘技术开发和研究的力度,使电除尘技术得到飞跃发展。
20世纪90年代末,我国的电除尘技术基本赶上国际领先的水平。
目前,我国国内的大部分除尘控制系统已经逐渐由传统的逻辑电路顺序控制过渡到以可编程控制器为主的控制系统。
借助PLC和工控机构建的系统,还能实现对除尘过程进行监控,方便技术人员根据现场的突发情况和需要来调试系统及其编程,提高了系统的稳定性,极大地满足了发电和环保的需要,取得了较好的经济效益。
1系统的整体设计1.1总体方案设计原则1.1.1可靠原则系统中所采用的各种电气设备必须安全可靠,主要的控制设备应具有防水,防尘,防干扰振动等基本功能,确保系统可以长期、安全、可靠地运行。
电厂气力除灰系统的plc控制系统设计

电厂气力除灰系统的PLC控制系统设计1 引言燃煤电厂在我国电力工业的发展中起着很大的作用,其发电量占我国总发电量的80%以上。
但是它在为我们提供充足电力的同时,也污染破坏环境,发电厂在发电过程中,将产生大量的工业废弃物(飞灰或粉煤灰)。
为了保证锅炉系统的安全运行,同时为了保护环境,必须及时将这些粉煤灰清除运走,并将废物综合利用。
目前广泛采用气力除灰系统,并且对燃煤电厂提出了提高除尘效率和粉煤灰综合利用的要求。
而在实际运行中,输灰系统运行的稳定可靠性欠佳,运行故障发生的原因及部位也多种多样,造成除尘效率下降、气力输灰系统停运,使烟尘排放超标,灰水污染环境,影响电厂的正常生产。
2 电厂气力输送技术的发展气力输送是以压缩空气(或其它气体)为载体,与粉粒状物料在一定混合比的情况下,在密闭管道内通过气力由一处送往另一处的输送方式。
气力除灰系统的主要任务是以仓泵为发送器,以压缩空气作动力,沿除灰管道将电除尘器搜集的飞灰干法送至灰库,然后把灰库里的干灰用车装运,或者搅拌成湿灰用汽车外运。
20世纪20年代,气力输送技术开始应用于燃煤电厂,主要用于除尘器底部粉煤灰的输送,并以蒸汽抽气器作为气源设备。
50年代中期,国内少数电厂也开始采用蒸汽抽气式负压气力输送系统。
这种系统的缺点式出力较低输送距离较短,设备磨损严重,蒸汽耗量大,系统运行的安全性和经济型均较差,一般仅限用于中小电厂。
60年代以后,泵仓正压输送技术开始在国内得到应用。
进入80年代以后,许多电厂相继自发达国家引进了各种类型的先进除灰设备及其相关技术,进一步促进了国内电厂粉煤灰气力输送技术的发展。
悬浮式输送技术以从单一的吸送式发展到压送式以及吸-压联合式,栓塞式输送技术也已在国内燃煤电厂中获得成功运用。
作为气力输送技术理论基础的气固两相流的理论研究及输送系统的设计计算方法也不断得到完善。
同时,由于制造技术和材料工程的飞跃发展,控制技术和传感技术的长足进步,气力输送系统的输送距离、输送浓度、系统出力和设备制造工艺及自动化管理水平得到了较大提高,从而提高了系统的可靠性和工程的经济性。
基于PLC的除尘控制系统设计
尘气体从进风口进入箱体中,粉尘被阻隔在滤袋的外部,净化
后的气体由风机从出口排出,空压机主要用于为除尘控制系统
提供气源。
2.3 喷吹系统
喷吹系统的电磁脉冲阀连接空压机的空气气包和喷吹管,
其中背压室接控制阀。 PLC 约束控制阀的动作, 无信号输出
的粉尘是引发空气污染的主要因素。 我国目前正处于工业化
时代,经济领域庞大。 “ 由于我国这些重化工、原材料、能源产
业的生产工艺及设备相对落伍,因此导致能源消耗大、污染严
重” [1] 。 随着我国经济的发展,环保法规的日益完善,各种工业
除尘都将是今后除尘技术发展的重点和方向。 本文提出的除
尘控制系统满足相关设计规范和国家标准,并对控制系统进行
第 11 期
崔荣华,等:基于 PLC 的除尘控制系统设计
3 硬件部分
除尘控制系统可以由电源模块、PLC、MCGS 触摸屏、控制和
输出等部分组成。 当系统中的粉尘浓度模块、料位模块和开关
模块发出信号时,经过 PLC 处理后将信息发送给对应的输出部
分。 其中除尘控制系统的输出部分包括过滤系统、喷吹系统、清
2.1 箱体
除尘控制系统的箱体主要分为上箱体、中箱体和灰斗三个
部分。 上箱体是整个系统的净气室,由净气箱、迷宫密封盖板、
旋转揭盖装置和出风口组成,气体净化后从此处向外排出;中
箱体是系统的含尘室,由花板、滤袋、滤袋框架、文氏管和中箱
检修门组成,净化后的空气通过文氏管进到上箱体中;灰斗主
要由料位传感器、振打电机、螺旋杆电机、换袋检修门、进气口、
价能使学生较快地掌握主干技能,也体现了设置评价本身的价
值。 学生达成情况的评价中设置追溯项和讨论项,就是动态追
基于西门子S7-300PLC的除雾器自动控制系统的设计

基于西门子S7-300 PLC的除雾器自动控制系统的设计摘要随着经济和社会的迅速发展,人们的生活水平越来越高,人们对环境的需求也越来越大。
随着国家“节能减排”战略的不断推进,减少污染物的排放总量,使环境达到标准,是国家面临的一个长期课题。
为适应国家环保的要求,在钢铁工业中,应加大对各工序的除尘力度,对已有的烧结机进行全面改造。
关键词:除雾器;就地控制;S7-300 PLC1 引言该除雾器利用高压蒸汽雾化除尘、高压喷嘴的喷雾降尘和低压螺旋喷嘴的喷射降尘三种方法,通过这三种方法,雾粒与尘粒的冷凝效率相对较高,雾粒在惯性碰撞、拦截捕尘、凝并、布朗扩散等多个过程中,能够有效地降低雾粒对呼气性尘粒的捕集能力。
该系统的除尘效率可达94%,而且该系统具有操作简便、投资小、操作成本低、对已有的设备和设备的改造小、施工方便等优点。
对于钢铁厂来说,除了除尘工艺中所要解决的技术问题外,还要解决除尘工艺中所要用到的电控系统。
目前,大部分的除尘器都是以 PLC为控制元件, PLC 是一种符合实际生产需要的数字计算电子系统,因此,除尘器的控制系统不能简单概括,要按照除尘方式,应用环境,进行独立的设计。
本文介绍了一种以单片机为核心的工业装备自动控制系统,并对其性能进行了分析。
利用 PLC对其进行控制,实现了自动、可靠、安全的操作,满足了设计的工作需要。
2 除雾器控制系统的设计除雾器系统中,被控电动机共 13 台套,输入输出总点数为 44 点。
除雾器系统中,包含压力传感器 3 台、PH 计 1 台、液位传感器 1 台、电流传感器 2 台。
压力变送器、PH 计及液位计、电流计输出信号均为直流电流模拟量信号,因此需要加配模拟量输入模块,输入点数为 16 点。
此外,由于除雾器控制系统需要进行远程控制和实时的现场模拟画面显示,所以必须配置通信模块,并可选择配备一台电脑。
按照控制需要以及现场设备、仪表的输入、输出特性,可选用如下表1所示的 PLC模块。
基于PLC除尘设备控制系统的设计
摘要工业作为我国第二支柱产业,在近十几年来发展非常迅速,虽然带了了可观的经济效益,但在工业生产中所产生的大量粉尘气体对大气的污染现象也不容忽视。
为减少工业粉尘对环境的污染,世界各国制定了严格的环境保护要求。
为了减少工业中粉尘的排放,除尘器的研发改良,以及燃煤的使用等等都在不断更改以符合粉尘排放标准。
而目前最先进的除尘设备无机膜除尘器具备除尘效率高,稳定性好,结构紧凑易于维护等优点,且无机膜对于粉尘吸附效率高,抗腐蚀能力优秀,耐高温,因此能更有效应用于高温烟气的除尘。
本文根据PLC 技术在除尘方面的应用,来优化设计无机膜除尘器除尘控制系统,对其气力输送系统进行完善,实现粉尘的自动清除与输送。
本系统采用西门子S7-200可编程逻辑控制器,通过STEP 7-Micro/WIN 32编程软件编程,来设计除尘设备粉尘清除与输送一体化的控制系统。
经过对系统的实际调试,使预期目标得以实现。
关键词:无机膜除尘;可编程逻辑控制器(PLC);STEP 7-Micro/WIN 32;气力输送AbstartIndustry as the second pillar industry in china, In the last ten years to develop very quickly, Although with considerable economic benefits, But in the industrial production of a large number of dust gas pollution phenomenon can not be ignored. In order to reduce the pollution to the environment of industrial dust, Countries around the world have developed strict environmental protection requirements.In order to reduce the emission of dust in industry, Development and improvement of dust collector, And the use of coal and so on are constantly changing in order to meet the dust emission standards. And at present the most advanced dust removal equipment inorganic membrane dust collector with high dust removal efficiency, Good stability, Compact structure easy to maintain and so on, And the inorganic membrane has high adsorption efficiency for dust, Excellent corrosion resistance, High temperature resistance, so it can be more effectively used in the dust removal of high temperature flue gas.Based on the application of PLC technology in dust removal, To optimize the design of the dust control system of inorganic membrane filter, Perfect the pneumatic conveying system, Automatic cleaning and conveying of dust. This system uses the SIEMENS S7-200 programmable logic controller, Through the STEP7-Micro/WIN V4.0 programming software programming, Integrated control system for dust removal and transportation of dust removal equipment. After the actual debugging of the system, To achieve the desired objectives.Key words:inorganic membrane dust removal; programmable logic controller (PLC); STEP7-Micro/WIN V4.0 ; pneumatic conveying目录摘要 (1)Abstart (3)第一章绪论 (5)1.1 研究的目的和意义 (5)1.2 研究现状 (6)1.2.1除尘技术研究与发展现状 (6)1.2.2 PLC发展现状及趋势 (6)1.3研究的主要内容 (7)1.3.1除尘设备简介 (7)1.3.2气力输送系统的完善 (7)1.3.4控制器的选择 (8)1.3.5确定除尘系统的控制原理 (9)第二章除尘设备控制系统的硬件构成 (11)2.1 可编程控制器的特点 (11)2.2 可编程控制器的构成 (12)2.3西门子S7-200PLC介绍 (12)2.4西门子S7-200系列产品类型及构成 (13)2.4.1 S7-200 CN CPU一览表 (13)2.4.2 S7-200的技术性能表 (14)2.4.3 S7-200 CN CPU硬件特点 (15)2.5元件选型 (17)2.5.1 仓式泵选型 (17)2.5.2 阀门选型 (18)2.5.3 传感器选型 (19)第三章软件构成 (20)3.1编程软件简介 (20)3.2基本功能介绍 (21)3.3系统组态 (22)第四章系统设计 (23)4.1 PLC程序设计 (23)4.1.1 PLC的选型 (23)4.1.2 I/O分配 (24)4.2 PLC控制程序 (25)4.2.1 除尘系统程序分析 (26)4.2.2 粉尘输送系统的程序分析 (27)4.3软件调试和仿真 (43)第五章总结与展望 (52)参考文献 (54)第一章绪论1.1 研究的目的和意义近几年来,在我国北方大部分城市中频频出现“灰霾”现象,这种现象引发交通的不便利,人行走在道路上伸手不见五指。
基于 PLC 的火电厂除尘控制系统设计
基于 PLC 的火电厂除尘控制系统设计摘要:目前火电厂依然是我国电力资源生产的主要基地。
火电厂的主要燃料以燃煤为主,燃煤在燃烧过程中会产生大量粉尘,严重危害到周边环境及空气质量。
为了最大限度的提升燃煤的利用率,降低粉尘等有害物质对生态环境的破坏,同时为发电厂机组创建一个安全可靠的运行环境,基于PLC技术下的火电厂除尘控制系统发挥了重要作用,它实现了对除尘控制系统的自动化操作,极大的提升了除尘效率和质量,保障了除尘效果。
关键词:PLC;火电厂除尘;设计引言经济的快速发展和人们生活水平的提高,都增大了对电能的需求量。
火电厂作为电力资源重要的生产基地,在生产过程中,必须严格按照国家相关行业设计的卫生标准落实电能生产,这是确保工作人员劳动过程中人身健康不受损害的重要举措。
各火电厂在除尘治理上从未停止过探索,粉尘治理和除尘系统要结合发电机组的运行特点进行优化升级,基于PLC的火电厂除尘控制系统在火电厂具有巨大的应用潜力。
1基于PLC的火电厂除尘控制系统的整体设计1.1总体方案设计原则1.1.1可靠原则基于PLC的火电厂除尘控制系统中所采用的各项设备必须性能稳定,安全可靠。
根据火电厂除尘的基本原理得知,系统内的主要控制设备要具有良好的防水,防尘,防干扰振动等基本功能,这是确保除尘控制系统持续稳定运行的基础。
1.1.2实用原则本次所设计的除尘控制系统能够为发电机组的安全运行创建良好的运行环境,同时PLC控制下的除尘装置简化了除尘操作流程,生产的自动化水平大幅度提升。
在系统出现故障的情况下,控制系统能够及发出警报并迅速采取行动,找到故障发生点和发生原因,有效解决故障问题。
1.1.3高效原则本系统在PLC编程时,尽可能的使除尘控制系统设计灰量与实际除灰量更加贴近,最大限度地降低系统的能源消耗量,系统除尘效率大幅度提升,且耗能低,节能效果显著,增加了系统总体效益。
1.2整体系统方案设计概况气力除尘是目前火电厂应用较为广泛的除尘系统,该系统以输送压力为划分依据分为正压除尘系统和负压除尘系统。
S7-300 PLC在发电厂输灰系统中的应用

Science &Technology Vision 科技视界作者简介:李强,男,攀钢发电厂设备科,助理工程师,从事自动控制系统的维护与管理。
0引言火力发电厂输灰流程为:电除尘器灰斗→锁气器→斜槽→伺料机→仓泵→灰库→汽车→灰场,该系统在整个生产过程中具有重要的作用,正常运行时能确保锅炉燃煤燃烧后产生的煤灰及时输送出去。
攀钢发电厂1#机组的输灰控制系统由于设计及设备等方面不同程度地存在一些问题,致使该系统自1993年投运以来,运行状况一直不太理想。
主要存在以下一些问题。
仓泵没有料位计。
该系统原来配置的料位计(电容式料位计)可靠性较差,不能准确地测量出仓泵内的料位,故当时在调试时就由时间继电器来代替料位计,使运行人员在不十分清楚当前泵内的灰料量的情况下,简单地根据时间来操作,从而因操作失误、控制失灵等经常造成系统堵管、泄漏等问题,影响生产。
仓泵控制系统设计不合理。
原来设计的控制系统是由中间继电器、时间继电器构成的,即继电器控制系统。
这种系统在运行时所表现出来的突出问题是:继电器经常因周围环境中较多的灰尘而接触不良,从而使整个系统不能正常工作;其次因控制柜、操纵台内以及相互间的连接电缆、电线非常多,也造成了设备故障率高,维护工作量大,维护费用高等问题。
电除尘器灰斗料位计设计选型不合理,不利于节能降耗。
原来电除尘器灰斗装设的料位计为堵转式料位计并只供监视用,而且基本上都不能正常运行,无法提供有效信号。
这就造成了岗位操作人员在不了解灰斗真实料位的情况下,只能凭经验操作,以至于出现灰斗已经基本无料,而操作人员却开动设备出料的情况,从而使锁气器、饲料机及仓泵等设备低效率运转,对设备及能源造成了极大的浪费。
为了克服以上缺陷,保证系统安全稳定运行、保护环境以及节能降耗等方面的考虑,对该机组进行了技术改造,由PLC 来构成控制系统。
1改造后的功能要求改造后应使该系统具有手动运行方式和自动运行方式。
手动运行的功能是根据系统状况来人为地操纵相应设备。
基于S7_300PLC的电加热器模煳控制编程实现
220 V的加热器端电压即为控制变量 ,其
中交流固体继电器采用可控硅移相触发单
元 ,其移相触发角与输入控制电流成正比 ,
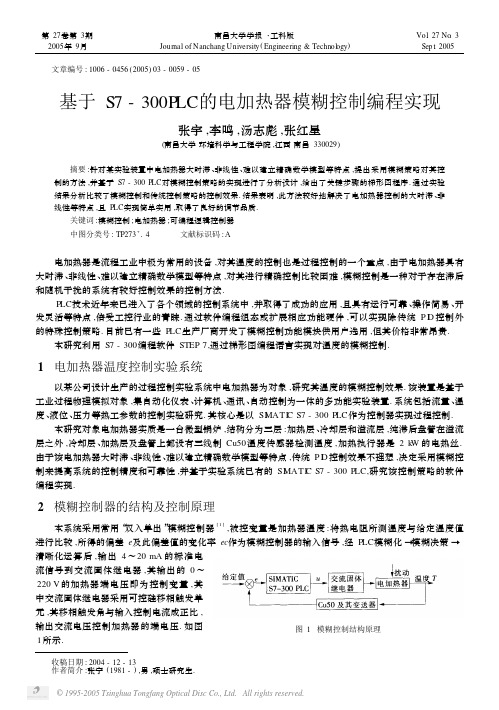
输出交流电压控制加热器的端电压. 如图 1所示.
图 1 模糊控制结构原理
收稿日期 : 2004 - 12 - 13 作者简介 :张宇 (1981 - ) ,男 ,硕士研究生.
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
制器的基本论域 ,这里令 e和 ec的基本论域皆取 [ - 6, - 5, ……, 0, ……, + 5, + 6 ]的离散区间. E 和 EC 语
言变量的词集皆取 7档 ,即 PB (正大 ) , PM (正中 ) , PS (正小 ) , Z (零 ) , NS (负小 ) , NM (负中 ) , NB (负大 ). 令
将热电阻所测温度与给定温度值进行比较所得的偏差e及此偏差值的变化率ec作为模糊控制器的输入信号经plc模糊化模糊决策清晰化运算后输出420ma的标准电流信号到交流固体继电器其输出的220v的加热器端电压即为控制变量中交流固体继电器采用可控硅移相触发单元其移相触发角与输入控制电流成正比输出交流电压控制加热器的端电压
基于 S7 - 300PLC的电加热器模糊控制编程实现
张宇 ,李鸣 ,汤志彪 ,张红星
(南昌大学 环境科学与工程学院 ,江西 南昌 330029)
摘要 :针对某实验装置中电加热器大时滞 、非线性 、难以建立精确数学模型等特点 ,提出采用模糊策略对其控 制的方法 ,并基于 S7 - 300 PLC对模糊控制策略的实现进行了分析设计 ,给出了关键步骤的梯形图程序. 通过实验 结果分析比较了模糊控制和传统控制策略的控制效果. 结果表明 ,此方法较好地解决了电加热器控制的大时滞 、非 线性等特点 ,且 PLC实现简单实用 ,取得了良好的调节品质.
电厂除灰渣及除尘PLC控制系统的优化分析
电厂除灰渣及除尘 PLC 控制系统的优化分析发布时间:2022-07-01T06:54:19.579Z 来源:《科学与技术》2022年第5期作者:吴宏宇[导读] 我国大部分电厂应用了除灰渣系统吴宏宇大唐贵州发耳发电有限公司 553017 摘要:我国大部分电厂应用了除灰渣系统,采用PLC技术控制该系统。
文章分析PLC控制系统中的常见问题,思考电厂除灰渣及除尘PLC控制系统的选择方式,研究电厂除灰渣及除尘PLC控制系统的优化策略。
关键词:PLC控制系统;备用点;模拟量模块PLC控制系统能够实现对设备电流、电压、气体压力液体液位和流量的控制。
PLC控制技术发展较为成熟,控制电厂除灰渣及除尘系统时具有可靠性,且操作方便。
现阶段的研究重点是优化原PLC控制系统,提高系统的抗干扰能力。
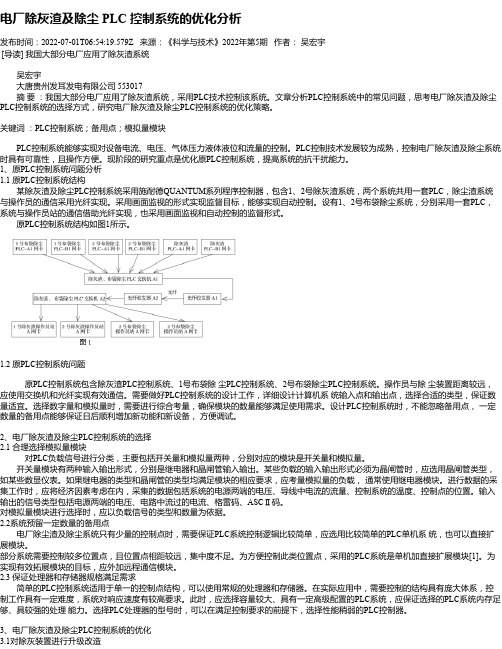
1、原PLC控制系统问题分析1.1 原PLC控制系统结构某除灰渣及除尘PLC控制系统采用施耐德QUANTUM系列程序控制器,包含1、2号除灰渣系统,两个系统共用一套PLC,除尘渣系统与操作员的通信采用光纤实现。
采用画面监视的形式实现监督目标,能够实现自动控制。
设有1、2号布袋除尘系统,分别采用一套PLC,系统与操作员站的通信借助光纤实现,也采用画面监视和自动控制的监督形式。
原PLC控制系统结构如图1所示。
1.2 原PLC控制系统问题原PLC控制系统包含除灰渣PLC控制系统、1号布袋除尘PLC控制系统、2号布袋除尘PLC控制系统。
操作员与除尘装置距离较远,应使用交换机和光纤实现有效通信。
需要做好PLC控制系统的设计工作,详细设计计算机系统输入点和输出点,选择合适的类型,保证数量适宜。
选择数字量和模拟量时,需要进行综合考量,确保模块的数量能够满足使用需求。
设计PLC控制系统时,不能忽略备用点,一定数量的备用点能够保证日后顺利增加新功能和新设备,方便调试。
2、电厂除灰渣及除尘PLC控制系统的选择2.1 合理选择模拟量模块对PLC负载信号进行分类,主要包括开关量和模拟量两种,分别对应的模块是开关量和模拟量。