电镀工艺防尘防毒技术规范(AQ4250-2015)
AQT 4255-2015制药企业职业病危害防治技术规范
AQ/T 4255-2015制药企业职业病危害防治技术规范1范围本标准规定了制药企业工作场所职业病危害防护措施和管理要求。
本标准适用于从事药品生产、加工的企业。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本规范。
GB2893 安全色GB50019 采暖通风与空气调节设计规范GB50073 洁净厂房设计规范GB50187 工业企业总平面设计规范GB/T11651 个体防护装备选用规范GB/T12801 生产过程安全卫生要求总则GB/T16758 排风罩的分类及技术条件GBZ1 工业企业设计卫生标准GBZ2.1 工作场所有害因素职业接触限值第1部分:化学有害因素GBZ2.2 工作场所有害因素职业接触限值第2部分“物理因素GBZ158 工作场所职业病危害警示标识GBZ159 工作场所空气有害物质检测的采样规范3术语和定义下列术语和定义适用于本文件。
3.1制药企业Pharmaceutical Enterprises从事药品生产、加工的企业。
也就是使原料经物理变化或化学变化后成为新的医药类产品,即通常所说的中药、西药等原料药及医药中间体制造企业(卫生材料、医疗器械、血液及血浆制品、放射药品制剂、兽药及生物制品企业除外)。
4基本要求4.1 制药企业的职业卫生工作应坚持预防为主、防治结合的方针,持续改进职业卫生条件,使工作场所职业病危害因素的控制符合国家相关卫生标准要求。
4.2 制药企业涉及职业病危害的工作场所在设计时应符合GBZ1、GB50019和GB50073的要求。
4.3 制药企业产生职业病危害的生产过程和设备应设置相应的职业病防护设施,职业病危害防护设施应与主体工程同时设计、同时施工、同时投入生产和使用。
4.4 职业病危害防护设施的设置应保证工作场所有害因素职业接触限值符合GBZ 2.1、GBZ 2.2的要求。
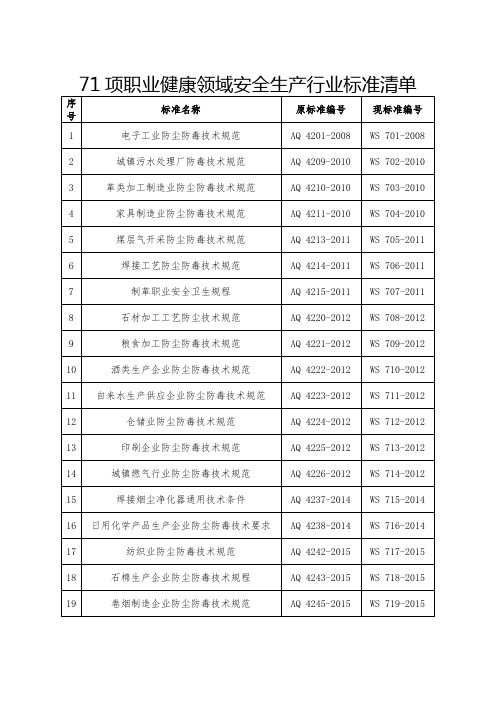
71项职业健康领域安全生产行业标准清单

9
粮食加工防尘防毒技术规范
AQ 4221-2012
WS 709-2012
10
酒类生产企业防尘防毒技术规范
AQ 4222-2012
WS 710-2012
11
自来水生产供应企业防尘防毒技术规范
AQ 4223-2012
WS 711-2012
12
仓储业防尘防毒技术规范
66
钢铁冶炼企业职业健康管理技术规范
AQ/T 4216-2011
WS/T 766-2011
67
职业病危害监察导则
AQ/T 4234-2014
WS/T 767-2014
68
职业卫生监管人员现场检查指南
AQ/T 4236-2014
WS/T 768-2014
69
钢铁企业烧结球团防尘防毒技术规范
AQ/T 4248-2015
AQ 4246-2015
WS 720-2015
21
电镀工艺防尘防毒技术规范
AQ 4250-2015
WS 721-2015
22
涂料生产企业职业健康技术规范
AQ 4254-2015
WS 722-2015
23
作业场所职业危害基础信息数据
AQ/T 4206-2010
WS/T 723-2010
24
作业场所职业危害监管
39
宝石加工企业职业病危害防治技术规范
AQ/T 4257-2015
WS/T 739-2015
40
玻璃生产企业职业病危害防治技术规范
AQ/T 4258-2015
WS/T 740-2015
41
2020年3月《71项职业健康领域安全生产行业标准清单》
木材加工企业职业病危害防治技术规范
AQ/T 4251-2015
WS/T 735-2015
36
黄金开采企业职业危害防护规范
AQ/T 4252-2015
WS/T 736-2015
37
箱包制造企业职业病危害防治技术规范
AQ/T 4253-2015
WS/T 737-2015
38
制药企业职业病危害防治技术规范
AQ 4224-2012
WS 712-2012
13
印刷企业防尘防毒技术规范
AQ 4225-2012
WS 713-2012
14
城镇燃气行业防尘防毒技术规范
AQ 4226-2012
WS 714-2012
15
焊接烟尘净化器通用技术条件
AQ 4237-2014
WS 715-2014
16
日用化学产品生产企业防尘防毒技术要求
AQ/T 4240-2014
WS/T 731-2014
32
造纸企业防尘防毒技术规范
AQ/T 4244-2015
WS/T 732-2015
33
水泥生产企业防尘防毒技术规范
AQ/T 4247-2015
WS/T 733-2015
34
制鞋企业防毒防尘技术规范
AQ/T 4249-2015
WS/T 734-2015
45
石棉制品业职业病危害现状评价细则
AQ/T 4263-2015
WS/T 745-2015
46
石棉制品业建设项目职业病危害预评价细则
AQ/T 4264-2015
WS/T 746-2015
47
木制家具制造业建设项目
职业病危害预评价细则
71项职业健康领域安全生产行业标准清单
汽车制造企业职业危害防护技术规程
AQ/T 4227-2012
WS/T 728-2012
29ห้องสมุดไป่ตู้
作业场所职业卫生检查程序
AQ/T 4235-2014
WS/T 729-2014
30
轧钢企业职业健康管理技术规范
AQ/T 4239-2014
WS/T 730-2014
31
铁矿采选业职业健康管理技术规范
AQ/T 4240-2014
39
宝石加工企业职业病危害防治技术规范
AQ/T 4257-2015
WS/T 739-2015
40
玻璃生产企业职业病危害防治技术规范
AQ/T 4258-2015
WS/T 740-2015
41
石棉矿山建设项目职业病危害预评价细则
AQ/T 4259-2015
WS/T 741-2015
42
石棉矿山建设项目职业病
WS/T 769-2015
70
建筑施工企业职业病危害防治技术规范
AQ/T 4256-2015
WS/T 770-2015
71
工作场所职业病危害因素检测工作规范
AQ/T 4269-2015
WS/T 771-2015
危害控制效果评价细则
AQ/T 4260-2015
WS/T 742-2015
43
石棉矿山职业病危害现状评价细则
AQ/T 4261-2015
WS/T 743-2015
44
石棉制品业建设项目职业病
危害控制效果评价细则
AQ/T 4262-2015
WS/T 744-2015
45
石棉制品业职业病危害现状评价细则
职业病危害现状评价导则
二、现状评价导则
前言 1 范围 2 规范性引用文件 3 术语和定义 4 评价目的和基本原则 5 评价依据 6 评价范围和内容 7 评价方法 8 评价程序7 附录A(资料性附录) 用人单位职业病危害现状评价应收集的资料 附录B(规范性附录) 用人单位职业病危害现状评价报告书的章节与
用人单位职业病危害现 状评价技术导则
AQ/T 4270-2015
中国平煤神马集团职业病防治院 2015年8月
1
பைடு நூலகம்
章节
一、标准发布 二、现状评价导则
2
一、标准发布
3
AQ 5217-2015 木器涂装职业安全健康要求
AQ 4241-2015纺织工业除尘设备防爆技术规范
AQ 4242-2015纺织业防尘防毒技术规范
则 AQ/T8010-2013建设项目职业病危害控制效果评价导则
7
国家安全生产监督管理总局公告2012年第7号国家安全 生产监督管理总局批准以下11项安全生产行业标准(目 录见附件),自2012年9月1日起施行,现予以公布。 2012年3月31日
AQ4217-2012粉尘采样器技术条件 AQ/T4218-2012铝加工厂防尘防毒技术规程 AQ/T4219-2012焦化行业防尘防毒技术规范 AQ4220-2012石材加工工艺防尘技术规范 AQ4221-2012粮食加工防尘防毒技术规范 AQ4222-2012酒类生产企业防尘防毒技术要求 AQ4223-2012自来水生产供应企业防尘防毒技术要求 AQ4224-2012仓储业防尘防毒技术规范 AQ4225-2012印刷企业防尘防毒技术规范 AQ4226-2012城镇燃气行业防尘防毒技术规范 AQ/T4227-2012汽车制造企业职业危害防护技术规程
现行职业卫生标准AQ全目录

现行职业卫生标准AQ全目录2015-9-22 10:30|发布者: shenlf1988|查看: 196|评论: 0摘要: 我国目前职业健康安全标准全收集目录。
其中一部分从2015年9月1日开始施行。
截止到2015年9月1日,有效的国家标准:AQ/T 9009-2015 生产安全事故应急演练评估规范AQ 3051-2015 液氯钢瓶充装自动化控制系统技术要求AQ/T 3052-2015 危险化学品事故应急救援指挥导则AQ 3053-2015 立式圆筒形钢制焊接储罐安全技术规范AQ/T 3054-2015 保护层分析(LOPA)方法应用导则AQ 5217-2015 木器涂装职业安全健康要求AQ 4241-2015 纺织工业除尘设备防爆技术规范AQ 4242-2015 纺织业防尘防毒技术规范AQ 4243-2015 石棉生产企业防尘防毒技术规范AQ/T 4244-2015 造纸企业防尘防毒技术规范AQ 4245-2015 卷烟制造企业防尘防毒技术规范AQ 4246-2015 建材物流业防尘技术规范AQ/T 4247-2015 水泥生产企业防尘防毒技术规范AQ/T 4248-2015 钢铁企业烧结球团防尘防毒技术规范AQ/T 4249-2015 制鞋企业防毒防尘技术规范AQ 4250-2015 电镀工艺防尘防毒技术规范AQ/T 4251-2015 木材加工企业职业病危害防治技术规范AQ/T 4252-2015 黄金开采企业职业危害防护规范AQ/T 4253-2015 箱包制造企业职业病危害防治技术规范AQ 4254-2015 涂料生产企业职业健康技术规范AQ/T 4255-2015 制药企业职业病危害防治技术规范AQ/T 4256-2015 建筑施工企业职业病危害防治技术规范AQ/T 4257-2015 宝石加工企业职业病危害防治技术规范AQ/T 4258-2015 玻璃生产企业职业病危害防治技术规范AQ/T 4259-2015 石棉矿山建设项目职业病危害预评价细则AQ/T 4260-2015 石棉矿山建设项目职业病危害控制效果评价细则AQ/T 4261-2015 石棉矿山职业病危害现状评价细则AQ/T 4262-2015 石棉制品业建设项目职业病危害控制效果评价细则AQ/T 4263-2015 石棉制品业职业病危害现状评价细则AQ/T 4264-2015 石棉制品业建设项目职业病危害预评价细则AQ/T 4265-2015 木制家具制造业建设项目职业病危害预评价细则AQ/T 4266-2015 木制家具制造业职业病危害现状评价细则AQ/T 4267-2015 木制家具制造业建设项目职业病危害控制效果评价细则AQ/T 4268-2015 工作场所空气中粉尘浓度快速检测方法--光散射法AQ/T 4269-2015 工作场所职业病危害因素检测工作规范AQ/T 4270-2015 用人单位职业病危害现状评价技术导则AQ/T 4271-2015 通风除尘系统运行监测与评估技术规范通用类AQAQ 8006-2010 安全生产检测检验机构能力的通用要求AQ8007-2013 城市轨道交通试运营前安全评价规范AQ/T 8008-2013 职业病危害评价通则AQ/T 8009-2013 建设项目职业病危害预评价导则AQ/T 8010-2013 建设项目职业病危害控制效果评价导则AQ/T 9001-2006 安全社区建设基本要求AQ/T 9002-2006 生产经营单位安全生产事故应急预案编制导则AQ 9003-2008 企业安全生产网络化监测系统技术规范AQ 9003.1-2008 企业安全生产网络化监测系统技术规范第1部分:危险场所网络化监测系统现场接入技术规范AQ 9003.2-2008 企业安全生产网络化监测系统技术规范第2部分:危险场所网络化监测系统集成技术规范AQ 9003.3-2008 企业安全生产网络化监测系统技术规范AQ/T 9004-2008 企业安全文化建设导则AQ/T 9005-2008 企业安全文化建设评价准则AQ/T 9006-2010 企业安全生产标准化基本规范AQ/T 9007-2011 生产安全事故应急演练指南AQ/T 9008-2012 安全生产应急管理人员培训及考核规范AQ/T 9009-2015 生产安全事故应急演练评估规范其他类AQAQ 2001-2004 炼钢安全规程AQ 2002-2004 炼铁安全规程AQ 2003-2004 轧钢安全规程AQ 2004-2005 地质勘探安全规程AQ 2005-2005 金属非金属矿山排土场安全生产规则AQ 2006-2005 尾矿库安全技术规程AQ 2014-2008 逆反射型矿山安全标志技术条件和试验方法AQ 2015-2008 石膏矿地下开采安全技术规范AQ 2023-2008 耐火材料生产安全规程AQ 2024-2010 铁合金安全规程AQ 2025-2010 烧结球团安全规程AQ 2047-2012 水泥工厂筒型储运库人工清库安全规程AQ 2049-2013 地质勘查安全防护与应急救生用品(用具)配备要求AQ 4201-2008 电子工业防尘防毒技术规范AQ 4202-2008 作业场所空气中呼吸性煤尘接触浓度管理标准AQ 4203-2008 作业场所空气中呼吸性岩尘接触浓度管理标准AQ 4204-2008 呼吸性粉尘个体采样器AQ 4205-2008 矿山个体呼吸性粉尘测定方法AQ/T 4206-2010 作业场所职业危害基础信息数据AQ/T 4207-2010 作业场所职业危害监管信息系统基础数据结构AQ/T 4208-2010 有毒作业场所危害程度分级AQ 4209-2010 城镇污水处理厂防毒技术规范AQ 4210-2010 革类加工制造业防尘防毒技术规范AQ 4211-2010 家具制造业防尘防毒技术规范AQ/T 4212-2011 氧化铝厂防尘防毒技术规程AQ 4213-2011 煤层气开采防尘防毒技术规范AQ 4214-2011 焊接工艺防尘防毒技术规范AQ 4215-2011 制革职业安全卫生规程AQ/T 4216-2011 钢铁冶炼企业职业健康管理技术规范AQ 4217-2012 粉尘采样器技术条件AQ/T 4218-2012 铝加工厂防尘防毒技术规程AQ/T 4219-2012 焦化行业防尘防毒技术规范AQ 4220-2012 石材加工工艺防尘技术规范AQ 4221-2012 粮食加工防尘防毒技术规范AQ 4222-2012 酒类生产企业防尘防毒技术要求AQ 4223-2012 自来水生产供应企业防尘防毒技术要求AQ 4224-2012 仓储业防尘防毒技术规范AQ 4225-2012 印刷企业防尘防毒技术规范AQ 4226-2012 城镇燃气行业防尘防毒技术规范AQ/T 4227-2012 汽车制造企业职业危害防护技术规程AQ 4228-2012 木材加工系统粉尘防爆安全规范AQ 4229-2013 粮食立筒仓粉尘防爆安全规范AQ 4230-2013 粮食平房仓粉尘防爆安全规范AQ 4231-2013 散粮码头爆炸性粉尘环境施工及装卸设备维修安全规范AQ 4232-2013 塑料生产系统粉尘防爆规范AQ/T 4233-2013 建设项目职业病防护设施设计专篇编制导则AQ/T 4234-2014 职业病危害监察导则AQ/T 4235-2014 作业场所职业卫生检查程序AQ/T 4236-2014 职业卫生监管人员现场检查指南AQ 4237-2014 焊接烟尘净化器通用技术条件AQ 4238-2014 日用化学产品生产企业防尘防毒技术要求AQ/T 4239-2014 轧钢企业职业健康管理技术规范AQ/T 4240-2014 铁矿采选业职业健康管理技术规范AQ 5201-2007 涂装工程安全设施验收规范AQ 5202-2008 电镀生产安全操作规程AQ 5203-2008 电镀生产装置安全技术条件AQ 5204-2008 涂料生产企业安全技术规程AQ 5205-2008 油漆与粉刷作业安全规范AQ 5206-2011 涂装工程安全评价导则AQ/T 5207-2011 涂装企业事故应急预案编制要求AQ 5208-2011 涂装职业健康安全通用要求AQ/T 5209-2011 涂装作业危险有害因素分类AQ 5210-2011 建筑涂装安全通则AQ 5211-2011 电弧热喷涂设备安全技术条件AQ 5212-2011 通风净化设备安全性能检测要求及方法AQ 5213-2011 鳞片状锌(铝)粉/防腐涂层涂装作业安全规定AQ 5214-2013 烘干设备安全性能检测方法AQ 5215-2013 喷漆室安全性能检测方法AQ 5216-2013 涂料与辅料材料使用安全通则AQ 6101-2007 橡胶耐油手套AQ 6102-2007 耐酸(碱)手套AQ 6103-2007 焊工防护手套AQ 6104-2007 防X线手套AQ 6105-2008 足部防护矿工安全靴AQ 6106-2008 足部防护食品和医药工业防护靴AQ/T 6107-2008 化学防护服的选择、使用和维护AQ/T 6108-2008 安全鞋、防护鞋和职业鞋的选择、使用和维护AQ 6109-2012 坠落防护登杆脚扣AQ/T 6110-2012 工业空气呼吸器安全使用维护管理规范AQ 7001-2007 机械压力机安全使用要求AQ 7002-2007 纺织工业企业安全管理规范AQ 7003-2007 棉纺织企业安全生产规程AQ 7004-2007 制冷空调作业安全技术规范AQ 7005-2008 木工机械安全使用要求AQ/T 7006-2012 白酒企业安全管理规范AQ/T 7008-2013 造修船企业安全生产标准化基本要求AQ/T 7009-2013 机械制造企业安全生产标准化规范AQ/T 7010-2013 家具生产企业安全生产标准化规范AQ 8001-2007 安全评价通则AQ 8002-2007 安全预评价导则AQ 8003-2007 安全验收评价导则AQ 8004-2007 城市轨道交通安全预评价细则AQ 8005-2007 城市轨道交通安全验收评价细则石油行业AQAQ 2037-2012 石油行业安全生产标准化导则AQ 2038-2012 石油行业安全生产标准化地球物理勘探实施规范AQ 2039-2012 石油行业安全生产标准化钻井实施规范AQ 2040-2012 石油行业安全生产标准化测录井实施规范AQ 2041-2012 石油行业安全生产标准化井下作业实施规范AQ 2042-2012 石油行业安全生产标准化陆上采油实施规范AQ 2043-2012 石油行业安全生产标准化陆上采气实施规范AQ 2044-2012 石油行业安全生产标准化海上油气生产实施规范AQ 2045-2012 石油行业安全生产标准化管道储运实施规范AQ 2046-2012 石油行业安全生产标准化工程建设施工实施规范AQ/T 3050-2013 加油加气站视频安防监控系统技术要求AQ/T 3005-2006 石油化工建设管理方安全管理实施导则AQ/T 3012-2008 石油化工企业安全管理体系实施导则AQ 2016-2008 含硫化氢天然气井失控井口点火时间规定AQ 2017-2008 含硫化氢天然气井公众危害程度分级方法AQ 2018-2008 含硫化氢天然气井公众危害防护距离AQ 2012-2007 石油天然气安全规程化工类AQAQ 3021-2008 化学品生产单位吊装作业安全规范AQ 3022-2008 化学品生产单位动火作业安全规范AQ 3023-2008 化学品生产单位动土作业安全规范AQ 3024-2008 化学品生产单位断路作业安全规范现行AQ 3025-2008 化学品生产单位高处作业安全规范AQ 3026-2008 化学品生产单位设备检修作业安全规范现行AQ 3027-2008 化学品生产单位盲板抽堵作业安全规范AQ 3028-2008 化学品生产单位受限空间作业安全规范现行AQ/T 3029-2010 危险化学品生产单位主要负责人安全生产培训大纲及考核标准AQ/T 3030-2010 危险化学品生产单位安全生产管理人员安全生产培训大纲及考核标准AQ/T 3031-2010 危险化学品经营单位主要负责人安全生产培训大纲及考核标准AQ/T 3032-2010 危险化学品经营单位安全生产管理人员安全生产培训大纲及考核标准AQ/T 3033-2010 化工建设项目安全设计管理导则AQ/T 3034-2010 化工企业工艺安全管理实施导则AQ 3035-2010 危险化学品重大危险源安全监控通用技术规范AQ 3036-2010 危险化学品重大危险源罐区现场安全监控装备设置规范AQ 3037-2010 硫酸生产企业安全生产标准化实施指南AQ 3038-2010 电石生产企业安全生产标准化实施指南AQ 3039-2010 溶解乙炔生产企业安全生产标准化实施指南AQ 3040-2010 涂料生产企业安全生产标准化实施指南AQ 3041-2011 气雾剂安全生产规程国家安全生产监督管理.2011-12-01现行AQ/T 3042-2013 外浮顶原油储罐机械清洗安全作业要求AQ/T 3043-2013 危险化学品应急救援管理人员培训及考核要求AQ/T 3044-2013 氨气检测报警仪技术规范AQ/T 3045-2013 车用乙醇汽油储运安全规范AQ/T 3046-2013 化工企业定量风险评价导则AQ/T 3047-2013 化学品作业场所安全警示标志规范AQ/T 3048-2013 化工企业劳动防护用品选用及配备AQ/T 3049-2013 危险与可操作性分析(HAZOP分析)应用导则AQ 3013-2008 危险化学品从业单位安全标准化通用规范AQ 3014-2008 液氯使用安全技术要求AQ 3015-2008 氯气捕消器技术要求AQ/T 3016-2008 氯碱生产企业安全标准化实施指南AQ/T 3017-2008 合成氨生产企业安全标准化实施指南AQ 3018-2008 危险化学品储罐区作业安全通则AQ 3019-2008 电镀化学品运输、储存、使用安全规程AQ 3020-2008 钢制常压储罐第1部分:储存对水有污染的易燃和不易燃液体的埋地卧式圆筒形单层和双层储罐AQ 3006-2007 危险化学品汽车运输安全监控车载终端安装规范AQ 3007-2007 危险化学品汽车运输安全监控系统车载终端与通信中心间数据接口协议和数据交换技术规范AQ 3008-2007 危险化学品汽车运输安全监控系统通信中心与运营控制中心、客户端监控中心间数据接口和数据交换技术规范AQ 3009-2007 危险场所电气防爆安全规范AQ 3010-2007 加油站作业安全规范AQ 3011-2007 连二亚硫酸钠包装安全要求AQ 3001-2005 汽车加油(气)站、轻质燃油和液化石油气汽车罐车用阻隔防爆储罐技术要求AQ 3002-2005 阻隔防爆撬装式汽车加油(气)装置技术要求AQ 3003-2005 危险化学品汽车运输安全监控系统通用规范AQ 3004-2005 危险化学品汽车运输安全监控车载终端金属非金属矿山AQAQ 2007.1-2006 金属非金属矿山安全标准化规范导则AQ 2007.2-2006 金属非金属矿山安全标准化规范地下矿山实施指南AQ 2007.3-2006 金属非金属矿山安全标准化规范露天矿山实施指南AQ 2007.4-2006 金属非金属矿山安全标准化规范尾矿库实施指南AQ 2007.5-2006 金属非金属矿山安全标准化规范小型露天采石场实施指南AQ 2008-2006 金属非金属矿山主要负责人安全生产培训大纲AQ 2009-2006 金属非金属矿山主要负责人安全生产考核标准AQ 2010-2006 金属非金属矿山安全生产管理人员安全生产培训大纲AQ 2011-2006 金属非金属矿山安全生产管理人员安全生产考核标准AQ 2013-2008 金属非金属地下矿山通风安全技术规范AQ 2013.1-2008 金属非金属地下矿山通风技术规范通风系统AQ 2013.2-2008 金属非金属地下矿山通风技术规范局部通风AQ 2013.3-2008 金属非金属地下矿山通风技术规范通风系统检测AQ 2013.4-2008 金属非金属地下矿山通风技术规范通风管理AQ 2013.5-2008 金属非金属地下矿山通风技术规范通风系统鉴定指标AQ 2019-2008 金属非金属矿山竖井提升系统防坠器安全性能检测检验规范AQ 2020-2008 金属非金属矿山在用缠绕式提升机安全检测检验规范AQ 2021-2008 金属非金属矿山在用摩擦式提升机安全检测检验规范AQ 2022-2008 金属非金属矿山在用提升绞车安全检测检验规范AQ 2026-2010 金属非金属矿山提升钢丝绳检验规范AQ 2027-2010 金属非金属露天矿山在用矿用自卸汽车安全检验规范AQ 2028-2010 矿山在用斜井人车安全性能检验规范AQ 2029-2010 金属非金属地下矿山主排水系统安全检验规范AQ 2030-2010 尾矿库安全监测技术规范AQ 2031-2011 金属非金属地下矿山监测监控系统建设规范AQ 2032-2011 金属非金属地下矿山人员定位系统建设规范AQ 2033-2011 金属非金属地下矿山紧急避险系统建设规范AQ 2034-2011 金属非金属地下矿山压风自救系统建设规范AQ 2035-2011 金属非金属地下矿山供水施救系统建设规范AQ 2036-2011 金属非金属地下矿山通信联络系统建设规范烟花爆竹类AQAQ 4101-2008 烟花爆竹企业安全监控系统通用技术条件AQ 4102-2008 烟花爆竹流向登记通用规范AQ 4103-2008 烟花爆竹烟火药认定方法AQ 4104-2008 烟花爆竹烟火药安全性指标及测定方法AQ 4105-2008 烟花爆竹烟火药TNT当量测定方法AQ 4106-2008 烟花爆竹作业场所接地电阻测量方法AQ 4107-2008 烟花爆竹机械滚筒造粒机AQ 4108-2008 烟花爆竹机械引线机AQ 4109-2008 烟花爆竹机械爆竹插引机AQ 4110-2008 烟花爆竹机械结鞭机AQ 4111-2008 烟花爆竹作业场所机械电器安全规范AQ 4112-2008 烟花爆竹出厂包装检验规程AQ 4113-2008 烟花爆竹企业安全评价规范AQ 4114-2011 烟花爆竹安全生产标志AQ 4115-2011 烟花爆竹防止静电通用导则AQ/T 4116-2011 烟花爆竹烟火药氯酸盐定性检测方法AQ/T 4117-2011 烟花爆竹烟火药作功能力测定方法AQ/T 4118-2011 烟花爆竹烟火药猛度测定方法AQ/T 4119-2011 烟花爆竹烟火药爆发点测定方法AQ/T 4120-2011 烟花爆竹烟火药静电火花感度测定方法AQ 4121-2012 礼花弹生产安全条件AQ/T 4122-2014 烟花爆竹烟火药吸湿率测定方法AQ/T 4123-2014 烟花爆竹烟火药火焰感度测定方法AQ/T 4124-2014 烟花爆竹烟火药危险性分类定级方法AQ 4125-2014 烟花爆竹单基火药安全要求煤矿类AQAQ 1008-2007 矿山救护规程AQ 1009-2007 矿山救护队质量标准化考核规范AQ 1010-2005 选煤厂安全规程AQ 1011-2005 煤矿在用主通风机系统安全检测检验规范AQ 1012-2005 煤矿在用主排水系统安全检测检验规范AQ 1013-2005 煤矿在用空气压缩机安全检测检验规范AQ 1014-2005 煤矿在用摩擦式提升机系统安全检测检验规范AQ 1015-2005 煤矿在用缠绕式提升机系统安全检测检验规范AQ 1016-2005 煤矿在用提升绞车系统安全检测检验规范AQ 1017-2005 煤矿井下安全标志AQ 1018-2006 矿井瓦斯涌出量预测方法AQ/T 1019-2006 煤层自然发火标志气体色谱分析及指标优选方法AQ 1020-2006 煤矿井下粉尘综合防治技术规范AQ 1021-2006 煤矿采掘工作面高压喷雾降尘技术规范AQ 1022-2006 煤矿用袋式除尘器AQ 1023-2006 煤矿井下低压供电系统及装备通用安全技术要求AQ 1024-2006 煤与瓦斯突出矿井鉴定规范AQ 1025-2006 矿井瓦斯等级鉴定规范国AQ 1026-2006 煤矿瓦斯抽采基本指标AQ 1027-2006 煤矿瓦斯抽放规范AQ 1028-2006 煤矿井工开采通用技术条件AQ 1029-2007 煤矿安全监控系统及检测仪器使用管理规范AQ 1030-2007 煤矿用运输绞车安全检验规范AQ 1031-2007 煤矿用凿井绞车安全检验规范AQ 1032-2007 煤矿用JTK型提升绞车安全检验规范AQ 1033-2007 煤矿用JTP型提升绞车安全检验规范AQ 1034-2007 煤矿用带式制动提升绞车安全检验规范AQ 1035-2007 煤矿用单绳缠绕式提升绞车安全检验规范AQ 1036-2007 煤矿用多绳摩擦式提升绞车安全检验规范AQ 1037-2007 煤矿用无极绳绞车安全检验规范AQ 1038-2007 煤矿用架空乘人装置安全检验规范AQ 1039-2007 煤矿用耙矿绞车安全检验规范AQ 1040-2007 煤矿用启闭风门绞车安全检验规范AQ 1041-2007 煤矿用无极绳调速机械绞车安全检验规范AQ 1042-2007 煤矿用液压防爆提升机和提升绞车安全检验规范AQ 1043-2007 矿用产品安全标志标识AQ 1044-2007 矿井密闭防灭火技术规范AQ 1045-2007 煤尘爆炸性鉴定规范AQ 1046-2007 地勘时期煤层瓦斯含量测定方法AQ 1047-2007 煤矿井下煤层瓦斯压力的直接测定方法AQ 1048-2007 煤矿井下作业人员管理系统使用与管理规范AQ 1049-2008 煤矿建设项目安全核准基本要求AQ 104l-2007 煤矿用无极绳调速机械绞车安全检验规范2AQ 1050-2008 保护层开采技术规范AQ 1051-2008 煤矿职业安全卫生个体防护用品配备标准AQ 1052-2008 矿用二氧化碳传感器通用技术条件AQ 1053-2008 隔绝式负压氧气呼吸器AQ 1054-2008 隔绝式压缩氧气自救器AQ 1055-2008 煤矿建设项目安全设施设计审查和竣工验收规范AQ 1056-2008 煤矿通风能力核定标准AQ 1057-2008 化学氧自救器初期生氧器AQ 1058-2008 煤矿瓦斯检查工安全技术培训大纲及考核标准AQ 1059-2008 煤矿安全检查工安全技术培训大纲及考核标准AQ 1060-2008 煤矿井下爆破工安全技术培训大纲及考核标准AQ 1061-2008 采煤机司机安全技术培训大纲及考核标准AQ 1062-2008 煤矿井下电钳工安全技术培训大纲及考核标准AQ 1063-2008 煤矿主提升机操作工安全技术培训大纲及考核标准AQ 1064-2008 煤矿用防爆柴油机无轨胶轮车安全使用规范AQ/T 1065-2008 钻屑瓦斯解吸指标测定方法AQ 1066-2008 煤层瓦斯含量井下直接测定方法AQ/T 1067-2008 矿井风流热力状态预测方法AQ/T 1068-2008 煤自燃倾向性的氧化动力学测定方法AQ 1069-2008 煤矿主要负责人安全生产培训大纲及考核标准AQ 1070-2008 煤矿安全生产管理人员安全生产培训大纲及考核标准AQ 1071-2009 煤矿用非金属瓦斯输送管材安全技术要求AQ 1072-2009 瓦斯管道输送水封阻火泄爆装置技术条件AQ 1073-2009 瓦斯管道输送自动阻爆装置技术条件AQ 1074-2009 煤矿瓦斯输送管道干式阻火器通用技术条件AQ 1075-2009 煤矿低浓度瓦斯往复式内燃机驱动的交流发电机组通用技术条件AQ 1076-2009 煤矿低浓度瓦斯管道输送安全保障系统设计规范AQ 1077-2009 煤矿瓦斯往复式内燃机发电站安全要求AQ 1078-2009 煤矿低浓度瓦斯与细水雾混合安全输送装置技术规范AQ 1079-2009 瓦斯管道输送自动喷粉抑爆装置通用技术条件AQ 1080-2009 煤的瓦斯放散初速度指标(ΔP)测定方法AQ 1081-2010 煤层气地面开采防火防爆安全规程AQ 1082-2010 煤层气集输安全规程AQ 1083-2011 煤矿建设安全规范AQ/T 1084-2011 煤矿灾变环境混合气体测试方法与爆炸危险性判定规则AQ 1085-2011 煤矿进风井地面用燃煤热风炉安全技术条件AQ/T 1086-2011 煤矿矿井瓦斯地质图编制方法AQ 1087-2011 煤矿堵水用高分子材料技术条件AQ 1088-2011 煤矿喷涂堵漏风用高分子材料技术条件AQ 1089-2011 煤矿加固煤岩体用高分子材料AQ 1090-2011 煤矿充填密闭用高分子发泡材料AQ 1091-2011 煤矿瓦斯抽采工安全技术培训大纲及考核要求AQ 1092-2011 煤矿防突工安全技术培训大纲及考核要求AQ/T 1093-2011 煤矿安全风险预控管理体系规范AQ 1094-2011 煤矿通风安全监测工安全技术培训大纲及考核要求AQ 1095-2014 煤矿建设项目安全预评价实施细则AQ 1096-2014 煤矿建设项目安全验收评价实施细则AQ 1097-2014 井工煤矿安全设施设计编制导则AQ 1098-2014 露天煤矿安全设施设计编制导则AQ/T 1099-2014 煤矿安全文化建设导则AQ 1100-2014 煤矿许用炸药井下可燃气安全度试验方法和判定规则AQ 1101-2014 煤矿用炸药抗爆燃性测定方法和判定规则AQ 1102-2014 煤矿用炸药爆炸后有毒气体量测定方法和判定规则AQ 1103-2014 煤矿许用电雷管井下可燃气安全度试验方法和判定规则AQ/T 1104-2014 煤矿低浓度瓦斯气水二相流安全输送装置技术规范AQ/T 1105-2014 矿山救援防护服装AQ/T 1106-2014 矿山救护队队旗AQ/T 1107-2014 矿山救护队队徽AQ 1108-2014 煤矿井下静态破碎技术规范AQ 1109-2014 煤矿带式输送机用电力液压鼓式制动器安全检验规范AQ 1110-2014 煤矿带式输送机用盘式制动装置安全检验规范AQ 1111-2014 矿灯使用管理规范AQ 1112-2014 煤矿在用窄轨车辆连接链检验规范AQ 1113-2014 煤矿在用窄轨车辆连接插销检验规范AQ 1114-2014 煤矿用自吸过滤式防尘口罩AQ 2048-2012 煤气隔断装置安全技术规范AQ 6201-2006 煤矿安全监控系统通用技术要求AQ 6202-2006 煤矿甲烷检测用载体催化件AQ 6203-2006 煤矿用低浓度载体催化式甲烷传感器AQ 6205-2006 煤矿用电化学式一氧化碳传感器AQ 6206-2006 煤矿用高低浓度甲烷传感器AQ 6208-2007 煤矿用固定式甲烷断电仪AQ 6209-2007 数字式甲烷检测报警矿灯AQ 6210-2007 煤矿井下作业人员管理系统通用技术条件AQ 6211-2008 煤矿用非色散红外甲烷传感器AQ 6204-2006 瓦斯抽放用热导式高浓度甲烷传感器AQ 6207-2007 便携式载体催化甲烷检测报警仪。
电镀污染物排放标准(新)

电镀污染物排放标准1 适用范围本标准规定了电镀企业和拥有电镀设施的企业的电镀水污染物和大气污染物的排放限值等内容。
本标准适用于现有电镀企业的水污染物排放管理和大气污染物排放管理。
本标准适用于对电镀企业建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收及其投产后的水、大气污染物排放管理。
本标准也适用于阳极氧化表面处理工艺设施。
本标准适用于法律允许的污染物排放行为。
新设立污染源的选址和特殊保护区域内现有污染源的管理,按照《中华人民共和国大气污染防治法》、《中华人民共和国水污染防治法》、《中华人民共和国海洋环境保护法》、《中华人民共和国固体废物污染环境防治法》、《中华人民共和国放射性污染防治法》、《中华人民共和国环境影响评价法》等法律、法规、规章的相关规定执行。
本标准规定的水污染物排放控制要求适用于企业向环境水体的排放行为。
企业向设置污水处理厂的城镇排水系统排放废水时,有毒污染物总铬、六价铬、总镍、总镉、总银、总铅、总汞在本标准规定的监控位置执行相应的排放限值;其他污染物的排放控制要求由企业与城镇污水处理厂根据其污水处理能力商定或执行相关标准,并报当地环境保护主管部门备案;城镇污水处理厂应保证排放污染物达到相关排放标准要求。
建设项目拟向设置污水处理厂的城镇排水系统排放废水时,由建设单位和城镇污水处理厂按前款的规定执行。
2 规范性引用文件本标准内容引用了下列文件或其中的条款。
GB/T 6920-1986 水质 pH 值的测定玻璃电极法GB/T 7466-1987 水质总铬的测定高锰酸钾氧化-二苯碳酰二肼分光光度法GB/T 7467-1987 水质六价铬的测定二苯碳酰二肼分光光度法GB/T 7468-1987 水质总汞的测定冷原子吸收分光光度法GB/T 7469-1987 水质总汞的测定高锰酸钾—过硫酸钾消解法双硫腙分光光度法GB/T 7470-1987 水质铅的测定双硫腙分光光度法GB/T 7471-1987 水质镉的测定双硫腙分光光度法GB/T 7472-1987 水质锌的测定双硫腙分光光度法GB/T 7473-1987 水质铜的测定 2,9-二甲基-1,10 菲罗啉分光光度法GB/T 7474-1987 水质铜的测定二乙基二硫氨基甲酸钠分光光度法GB/T 7475-1987 水质铜、锌、铅、镉的测定原子吸收分光光度法GB/T 7478-1987 水质铵的测定蒸馏和滴定法GB/T 7479-1987 水质铵的测定纳氏试剂比色法GB/T 7481-1987 水质铵的测定水杨酸分光光度法GB/T 7483-1987 水质氟化物的测定氟试剂分光光度法GB/T 7484-1987 水质氟化物的测定离子选择电极法GB/T 7486-1987 水质氰化物的测定硝酸银滴定法GB/T 7487-1987 水质氰化物的测定异烟酸-吡唑啉酮比色法GB/T 11893-1989 水质总磷的测定钼酸铵分光光度法GB/T 11894-1989 水质总氮的测定碱性过硫酸钾消解紫外分光光度法GB/T 11901-1989 水质悬浮物的测定重量法GB/T 11907-1989 水质银的测定火焰原子吸收分光光度法GB/T 11908-1989 水质银的测定镉试剂 2B 分光光度法GB/T 11910-1989 水质镍的测定丁二酮肟分光光度法GB/T 11911-1989 水质铁的测定火焰原子吸收分光光度法GB/T 11912-1989 水质镍的测定火焰原子吸收分光光度法GB/T 11914-1989 水质化学需氧量的测定重铬酸钾法GB/T 16157-1996 固定污染源排气中颗粒物的测定与气态污染物采样方法GB/T 16488-1996 水质石油类的测定红外光度法GB 18871-2002 电离辐射防护与辐射源安全基本标准HJ/T 27-1999 固定污染源排气中氯化氢的测定硫氰酸汞分光光度法HJ/T 28-1999 固定污染源排气中氰化氢的测定异烟酸-吡唑啉酮分光光度法HJ/T 29-1999 固定污染源排气中铬酸雾的测定二苯基碳酰二肼分光光度法HJ/T 42-1999 固定污染源排气中氮氧化物的测定紫外分光光度法HJ/T 43-1999 固定污染源排气中氮氧化物的测定盐酸萘乙二胺分光光度法HJ/T 67-2001 固定污染源排气氟化物的测定离子选择电极法HJ/T 84-2001 水质氟化物的测定离子色谱法HJ/T 195-2005 水质氨氮的测定气相分子吸收光谱法HJ/T 199-2005 水质总氮的测定气相分子吸收光谱法HJ/T 345-2007 水质总铁的测定邻菲啰啉分光光度法(试行)《污染源自动监控管理办法》(国家环境保护总局令第 28 号)《环境监测管理办法》(国家环境保护总局令第 39 号)3 术语和定义下列术语和定义适用于本标准。
职业病危害现状评价导则

职业卫生检测方案:确定职业病危害因素检测的范围、项目、 方法、检测地点、采样对象和样品数量等;确定所需检测的职 业病防护设施及其检测的项目、方法等;确定建筑卫生学检测 的方法、仪器、条件、频次、检测地点等内容。
3.6 职业病防护设施 facility for control occupational hazard
是指消除或者降低工作场所的职业病危害因素的 浓度或者强度,预防和减少职业病危害因素对劳 动者健康的损害或者影响,保护劳动者健康的设 备、设施、装置、构(建)筑物等的总称。
整理pptຫໍສະໝຸດ 3 术语和定义8219辅助用室调查主要调查工作场所办公室生产卫生室浴室存衣室盥洗室洗衣房生活室休息室食堂厕所妇女卫生室医务室等辅助用室的设置及自上次评价以来的变更情况821职业卫生调查82110职业卫生管理情况调查主要调查职业卫生管理组织机构及人员设置情况职业病防治计划与实施方案制定及执行情况职业卫生管理制度与操作规程及执行情况职业病危害因素定期检测制度制定及执行情况职业病危害的告知情况职业卫生培训情况职业病危害事故应急救援预案
内容组成 附录C(规范性附录) 用人单位职业病危害现状评价报告书格式
整理ppt
3 术语和定义
3.3 职业病危害现状评价 status quo assessment of occupational hazard
对用人单位工作场所职业病危害因素及其接触水 平、职业病防护设施及其他职业病防护措施与效 果、职业病危害因素对劳动者的健康影响情况等 进行的综合评价。
用人单位职业病危害现 状评价技术导则
AQT 4255 制药企业职业病伤害防治技术规范

AQ/T 4255-2015制药企业职业病危害防治技术规范1 范围本标准规定了制药企业工作场所职业病危害防护措施和管理要求。
本标准适用于从事药品生产、加工的企业。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本规范。
GB2893 安全色GB50019 采暖通风与空气调节设计规范GB50073 洁净厂房设计规范GB50187 工业企业总平面设计规范GB/T11651 个体防护装备选用规范GB/T12801 生产过程安全卫生要求总则GB/T16758 排风罩的分类及技术条件GBZ1 工业企业设计卫生标准GBZ2.1 工作场所有害因素职业接触限值第1部分:化学有害因素GBZ2.2 工作场所有害因素职业接触限值第2部分“物理因素GBZ158 工作场所职业病危害警示标识GBZ159 工作场所空气有害物质检测的采样规范3 术语和定义下列术语和定义适用于本文件。
3.1 制药企业Pharmaceutical Enterprises从事药品生产、加工的企业。
也就是使原料经物理变化或化学变化后成为新的医药类产品,即通常所说的中药、西药等原料药及医药中间体制造企业(卫生材料、医疗器械、血液及血浆制品、放射药品制剂、兽药及生物制品企业除外)。
4 基本要求4.1 制药企业的职业卫生工作应坚持预防为主、防治结合的方针,持续改进职业卫生条件,使工作场所职业病危害因素的控制符合国家相关卫生标准要求。
4.2 制药企业涉及职业病危害的工作场所在设计时应符合GBZ1、GB50019和GB50073的要求。
4.3 制药企业产生职业病危害的生产过程和设备应设置相应的职业病防护设施,职业病危害防护设施应与主体工程同时设计、同时施工、同时投入生产和使用。
4.4 职业病危害防护设施的设置应保证工作场所有害因素职业接触限值符合GBZ 2.1、GBZ 2.2的要求。
质量管理体系法律法规汇总

各体系法律法规清单最新汇总版ISO9001法律法规清单1.中华人民共和国宪法2.中华人民共和国公司法3.中华人民共和国合同法4.中华人民共和国劳动合同法5.中华人民共和国安全生产法6.中华人民共和国消防法7.中华人民共和国刑法8.中华人民共和国产品质量法9.中华人民共和国计量法10.中华人民共和国标准化法11.中华人民共和国招投标法12.中华人民共和国保险法13.中华人民共和国工会法14.中华人民共和国妇女权益保障法15.中华人民共和国环境保护法16.中华人民共和国环境噪声污染防治法17.中华人民共和国固体废弃物污染环境防治法18.中华人民共和国节约能源法19.中华人民共和国传染病防治法20.中华人民共和国环境影响评价法21.质量管理体系基础和术语22.质量管理体系要求ISO14001法律法规清单1.中华人民共和国宪法(相关条款)2.中华人民共和国刑法(相关条款)3.中华人民共和国环境保护法4.中华人民共和国环境影响评价法5.中华人民共和国清洁生产促进法6.国务院关于进一步加强环境保护工作的决定7.国务院关于环境保护若干问题的决定8.关于积极发展环境保护产业的若干意见9.环境保护行政处罚办法10.环境保护设施运营资质认可管理办法(试行)11.中华人民共和国水污染防治法12.中华人民共和国水污染防治法实施细则13.水污染物排放许可证管理暂行办法14.饮用水水源保护区污染防治管理规定15.中华人民共和国大气污染防治法16.汽车排气污染监督管理办法17.中华人民共和国环境噪声污染防治法18.中华人民共和国固体废物污染环境防治法19.危险废物转移单管理办法20.国家危险废物名录21.生活垃圾填埋污染控制标准22.危险化学品安全管理条例23.危险化学品登记管理办法24.危险化学品登记注册管理规定25.危险化学品登记注册实施细则26.中国禁止或严格限制的有毒化学品名录(第一批)27.工作场所安全使用化学品规定28.电磁辐射环境保护管理办法29.中华人民共和国消防法30.仓库防火安全管理规则31.关于在非必要场所停止再配置哈龙灭火器的通知32.城市环境综合整治定量考核实施办法(暂行)33.关于城市环境综合整治定量考核的决定34.征收排污费暂行办法35.排放污染物申报登记管理规定36.排污口规范化整治技术要求(试行)37.报告环境污染与破坏事故的暂行办法38.中华人民共和国电力法39.中华人民共和国水法40.城市节约用水管理规定41.中华人民共和国节约能源法42.节约用电管理办法43.中华人民共和国土地管理法44.全国机动车尾气排放监测管理制度(暂行)45.环境保护工作中国家秘密及其密级具体范围的规定46.环境保护档案管理办法47.污染源治理专项基金有偿使用暂行办法48.中华人民共和国标准化法49.环境标准管理办法50.环境保护科学技术进步奖励办法51.环境标志产品认证管理办法(试行)52.中国环境标志产品认证证书和环境标志使用管理规定53.禁止进口货物目录(三批)54.关于加强环境统计工作的规定55.危险货物品名表56.工业企业厂界噪声标准57.单位产品能源消耗限额编制通则58.常用危险化学品的分类及标志59.机动车辆允许噪声60.化学品安全标签编写规定61.环境保护图形标志排放口(源)62.环境保护图形标志固体废物贮存(处置)场63.常用化学危险品贮存通则64.大气污染物综合排放标准65.化学品安全技术说明书编写规定66.危险货物包装标志67.环境空气质量标准68.危险废物鉴别标准69.作业场所化学品安全标签编写规定70.电子信息产品污染控制办法71.危险废物贮存污染控制标准72.一般工业固体废物贮存、处置场污染控制标准73.环境管理体系要求及使用指南ISO45001法律法规清单1.中华人民共和国职业病防治法(2017修正)2.国家职业病防治规划(16-20)3.女职工劳动保护特别规定4.危险化学品安全管理条例5.使用有毒物品作业场所劳动保护条例6.高毒物品目录7.职业病分类和目录8.职业健康检查管理办法9.职业病诊断与鉴定管理办法10.新版职业病危害因素分类目录11.建设项目职业病危害评价规范12.建设项目职业病防护设施"三同时"监督管理办法(90令)(新)13.工作场所职业卫生监督管理规定(47令)14.职业病危害项目申报办法(48令)15.用人单位职业健康监护监督管理办法(49令)16.职业卫生技术服务机构监督管理暂行办法(50令)17.50号令征求意见稿(新)18.工贸企业有限空间作业安全管理与监督暂行规定(59令)19.煤矿作业场所职业病危害防治规定(73令)20.废止和修改十部规章的决定(80令)21.《化工(危险化学品)企业保障生产安全十条规定》22.建设项目职业病危害风险目录(12-73)23.防暑降温措施管理办法(12-89)24.职业卫生档案管理规范(13-171)25.职业卫生技术服务机构工作规范(14-39)26.用人单位职业病危害告知与警示标识管理规范(14-111)27.用人单位职业病危害因素定期检测管理规范(15-16)28.用人单位劳动防护用品管理规范(15-124)29.做好防暑降温工作(15-63)30.汽车加油站建设项目(15-59)31.《档案管理规范、实验室布局与管理规范》(15-93)32.《用人单位职业卫生基础建设主要内容及检查方法》(13-002)33.修订建设项目职业病危害预评价报告审核(备案)申请书(13-003)34.建设项目职业病防护设施设计专篇编制要求(14-002)35.建设项目职业病危害控制效果评价报告编制要求(14-003)36.建设项目职业病危害预评价报告编制要求(13-004)37.职业卫生技术服务机构检测工作规范(16-9)38.GBZ1-2010工业企业设计卫生标准39.GBZ2.1-2007第1部分:化学有害因素40.GBZ2.2-2007第2部分:物理因素41.GBZ3-157诊断标准42.GBZ158-2003工作场所职业病危害警示标识43.GBZ/T160.1-85查询系统44.GBZ188-2014职业健康监护技术规范45.GBZ/T189.1超高频辐射46.GBZ/T189.2高频辐射47.GBZ/T189.3工频电场48.GBZ/T189.4激光辐射49.GBZ/T189.5微波辐射50.GBZ/T189.6紫外辐射51.GBZ/T189.7高温52.GBZ/T189.8噪声53.GBZ/T189.9手传振动54.GBZ/T189.10体力劳动强度分级55.GBZ/T189.11体力劳动强度时心率56.GBZ/T192.1总粉尘57.GBZ/T192.2呼吸性粉尘58.GBZ/T192.3游离二氧化硅59.GBZ/T192.4石棉纤维浓度60.GBZ/T193-2007石棉作业职业卫生管理规范61.GBZ/T194-2007工作场所防止职业中毒卫生工程防护措施规范62.GBZ/T195-2007有机溶剂作业场所个人职业病防护用品使用规范63.GBZ/T196-2007建设项目职业病危害预评价技术导则64.GBZ/T197-2007建设项目职业病危害控制效果评价技术导则65.GBZ/T203-2007高毒物品作业岗位职业病危害告知规范66.GBZ/T204-2007高毒物品作业岗位职业病信息指南67.GBZ/T205-2007密闭空间作业职业危害防护规范68.GBZ/T206-2007密闭空间直读式仪器气体检测规范69.GBZ/T211-2008建筑行业职业病危害预防控制规范70.GBZ/T222-2009密闭空间直读式气体检测仪选用指南71.GBZ/T223-2009工作场所有毒气体检测报警装置设置规范72.GBZ/T224-2010职业卫生名词术语73.GBZ/T225-2010用人单位职业病防治指南74.GBZ/T229.1-2010工作场所职业病危害作业分级第1部分:生产性粉尘75.GBZ/T229.2-2010工作场所职业病危害作业分级第2部分:化学物76.GBZ/T229.3-2010工作场所职业病危害作业分级第3部分:高温77.GBZ/T229.4-2012工作场所职业病危害作业分级第4部分:噪声78.GBZ230-2010职业性接触毒物危害程度分级79.GBZ/T231-2010黑色金属冶炼及压延加工业职业卫生防护技术规范80.GBZ/T251-2014汽车铸造作业职业危害预防控制指南81.GBZ/T252-2014中小箱包加工企业职业危害预防控制指南82.GBZ/T253-2014造纸业企业职业危害预防控制指南83.GBZ/T259-2014硫化氢职业危害防护导则84.GB2626-2006呼吸防护用品自吸过滤式防颗粒物呼吸器85.GB50019-2003采暖通风与空气调节设计规范86.GB50033-2013建筑采光设计标准87.GB50034-2013建筑照明设计标准88.GB50187-2012工业企业总平面设计规范89.GB/T4754-2011国民经济行业分类90.GB/T11651-2008个体防护装备选用规范91.GB/T16758-2008排风罩分类及技术条件92.GB/T18664-2002呼吸防护用品的选择、使用与维护93.GB/T50087-2013工业企业噪声控制设计规范94.AQ/T4208-2010有毒作业场所危害程度分级95.AQ4209-2010城镇污水处理厂防毒技术规范96.AQ4210-2010革类加工制造业防尘防毒技术规范97.AQ4211-2010家具制造业防尘防毒技术规范98.AQ/T4212-2011氧化铝厂防尘防毒技术规程99.AQ4213-2011煤层气开采防尘防毒技术规范100.AQ4214-2011焊接工艺防尘防毒技术规范101.AQ4215-2011制革职业安全卫生规程102.AQ/T4216-2011钢铁冶炼企业职业健康管理技术规范103.AQ4217-2012粉尘采样器技术条件104.AQ/T4218-2012铝加工厂防尘防毒技术规程105.AQ/T4219-2012焦化行业防尘防毒技术规范106.AQ4220-2012石材加工工艺防尘技术规范107.AQ4221-2012粮食加工防尘防毒技术规范108.AQ4222-2012酒类生产企业防尘防毒技术要求109.AQ4223-2012自来水生产供应企业防尘防毒技术要求110.AQ4224-2012仓储业防尘防毒技术规范111.AQ4225-2012印刷企业防尘防毒技术规范112.AQ4226-2012城镇燃气行业防尘防毒技术规范113.AQ/T4227-2012汽车制造企业职业危害防护技术规程114.AQ/T3048-2013化工企业劳动防护用品选用及配备115.AQ/T8008-2013职业病危害评价通则116.AQ/T8009-2013预评价117.AQ/T8010-2013控制效果评价118.AQ/T4223-2013职业病防护设施设计专篇119.AQ4238-2014日用化学产品生产企业防尘防毒技术要求时120.AQ/T4239-2014轧钢企业职业健康管理技术规范121.AQ/T4240-2014铁矿采选业职业健康管理技术规范122.AQ5217-2015木器涂装职业安全健康要求123.AQ4241-2015纺织工业除尘设备防爆技术规范124.AQ4242-2015纺织业防尘防毒技术规范125.AQ4243-2015石棉生产企业防尘防毒技术规程126.AQ/T4244-2015造纸企业防尘防毒技术规范127.AQ4245-2015卷烟制造企业防尘防毒技术规范时128.AQ4246-2015建材物流业防尘技术规范129.AQ/T4247-2015水泥生产企业防尘防毒技术规范130.AQ/T4248-2015钢铁企业烧结球团防尘防毒技术规范131.AQ/T4249-2015制鞋企业防毒防尘技术规范132.AQ4250-2015电镀工艺防尘防毒技术规范133.AQ/T4251-2015木材加工企业职业病危害防治技术规范134.AQ/T4252-2015黄金开采企业职业危害防护规范135.AQ/T4253-2015箱包制造企业职业病危害防治技术规范136.AQ4254-2015涂料生产企业职业健康技术规范137.AQ/T4255-2015制药企业职业危害防护规范138.AQ/T4256-2015建筑施工企业职业病危害防治技术规范139.AQ/T4257-2015宝石加工企业职业病危害防治技术规范140.AQ/T4258-2015玻璃生产企业职业病危害防治技术规范141.AQ/T4259-2015石棉矿山建设项目职业病危害预评价细则142.AQ/T4260-2015石棉矿山建设项目职业病危害控制效果评价细则143.AQ/T4261-2015石棉矿山职业病危害现状评价细则144.AQ/T4262-2015石棉制品业建设项目职业病危害控制效果评价细则145.AQ/T4263-2015石棉制品业职业病危害现状评价细则146.AQ/T4264-2015石棉制品业建设项目职业病危害预评价细则147.AQ/T4265-2015木制家具制造业建设项目职业病危害预评价细则148.AQ/T4268-2015工作场所空气中粉尘浓度快速检测方法149.AQ/T4269-2015工作场所职业病危害因素检测工作规范150.AQ/T4270-2015用人单位职业病危害现状评价技术导则151.AQ/T4271-2015通风除尘系统运行监测与评估技术规范。
热工设备设施及场所-电镀-安全检查表

38
传动系统与电气安全
对外露的运动、旋转零部件,应设置防护罩。
《电镀生产装置安全技术条件》AQ 5203-2008第14.1条
39
传动系统与电气安全
设备上的螺钉、螺母和销钉等紧固件,因其松动、脱落会导致零部件移位、跌落而造成事故时,应采取可靠的防松措施。
在使用剧毒品的场所,应配备消毒设施和消毒溶液。
《电镀工艺防尘防毒技术规范》AQ4250-2015第6.11条
55
个体防护
企业应为作业人员配备符合相关标准要求的劳动防护用品。
《电镀工艺防尘防毒技术规范》AQ4250-2015第7.1条
56
个体防护
1.在可能产生有毒气体的场所,应穿戴防护服、防护镜或防毒面具等;
2.在配制、调整、运输和使用酸碱溶液的场所,应穿戴长胶裙、耐酸耐碱手套以及护目镜等;
《电镀生产装置安全技术条件》AQ5203-2008第9.3条
22
通风装置
对散发有害物质较多的生产过程和设备,在工艺设计上应尽量采用机械化、自动化生产,加强密闭,减少污染。
《电镀生产装置安全技术条件》AQ5203-2008第10.2条
23
通风装置
设有进风装置的电镀生产线,进风口与排风口的水平距离不应小于20m,当水平距离小于20m时,进风口应比排风口至少低6m。
《电镀生产装置安全技术条件》AQ5203-2008第4.3条
3
镀槽
镀槽应不渗漏并具有一定的刚度、强度及耐热性。
《电镀生产装置安全技术条件》AQ5203-2008第5.1条
4
镀槽
镀槽及衬里的材料应根据镀槽内盛装溶液的化学成分、浓度、温度选择合适的材料,保证槽体材质不被槽液腐蚀和不因温度影响而变形。
电镀工业污染防治最佳可行技术指南解读
电镀工业污染防治最佳可行技术指南解读第一篇:电镀工业污染防治最佳可行技术指南解读电镀工业污染防治最佳可行技术指南解读--3.1.1.6 纳米合金电镀替代电镀铬技术解读纳米合金电镀替代电镀铬技术根据电镀工业污染防治最佳可行技术指南(试行)HJ-BAT-XXX Guideline on Best Available Technologies of Pollution Prevention and Control for Electroplating Industry(on Trial)文件提出替代电镀铬技术---纳米合金电镀3.1.1.6 纳米合金电镀技术是通过电沉积的方法,在合金电镀溶液中添加经过特殊制备、分散的纳米铝粉材料,纳米碳化硅,纳米碳化物等材料,合金与纳米材料共沉积于镀层,生成纳米合金复合镀层使其性能得到改善。
纳米合金复合镀层的耐腐蚀性能、耐烧蚀性能、耐磨性能等综合指标均超过硬铬电镀,且工艺简单,可全部自动化控制。
该技术不使用含铬化工原料,因此无重金属铬排放。
该技术电流效率达80%,材料利用率大于95%。
但原材料成本高于硬铬电镀约20%。
该技术适用于功能性电镀铬工艺。
该技术改进型适用于装饰铬工艺。
典型的纳米合金电镀替代电镀铬技术电沉积镍钴铁纳米合金镀层,原材料成本高于硬铬电镀约10%,现阶段提倡推广镀层电沉积钴磷纳米合金镀层,原材料成本高于硬铬电镀约30%,最终推广镀层。
电沉积钨合金纳米镀层。
原材料成本高于硬铬电镀约25%,过渡临时镀层,最终都将使用电沉积钴磷纳米合金镀层。
4.6.7 电镀工业园区最佳环境管理实践按照清洁生产的理念,设计园区的电镀生产线;采用多级逆流漂洗、喷淋清洗、回收清洗等节水技术;使用高频开关电源、可控硅电源、脉冲电源,不准高耗能电源入驻;采用无毒或低毒电镀工艺,淘汰氰化物镀锌、镀铜、镀金等工艺及六价铬电镀工艺,采用三价铬钝化,无铬钝化。
采用代铬(电沉积镍钴铁纳米合金镀层,电沉积钴磷纳米合金镀层,电沉积钨合金纳米镀层)、代镉镀层,采用合金镀层等技术,;园区内企业持续开展清洁生产。
职业病防治法律法规目录

职业病防治法律、法规、规章、标准及文件目录(一)中华人民共和国职业病防治法;
(二)使用有毒物品作业场所劳动保护条例;
(三)尘肺病防治条例;
(四)工作场所职业卫生监督管理规定;
(五)职业病危害项目申报办法;
(六)用人单位职业健康监护监督管理办法;
(七)建设项目职业卫生“三同时”监督管理暂行办法;
(八)用人单位职业病危害防治八条规定;
(九)用人单位职业病危害因素定期检测管理规范;
(十)《工作场所有害因素职业接触限值第1部分化学有害因素》(GBZ 2.1-2007);
(十一)《工作场所有害因素职业接触限值第2部分物理因素》(GBZ 2.2-2007);
(十二)《职业病危害因素分类目录》;
(十三)《职业健康监护技术规范》( GBZ 188-2014)
(十四)《个体防护装备选用规范》(GB/T11651-2008)
(十五)《电镀工艺防尘防毒技术规范》(AQ 4250-2015)
(以上为参考,如企业有更新更符合本企业的法规请提供)。
电镀企业安全现状评价报告

编号:*****深圳市****电路科技有限公司危险化学品使用储存安全现状评价报告*************APJ-(国)-***2018年07月10日深圳市****电路科技有限公司危险化学品使用储存安全现状评价报告法定代表人:技术负责人:评价项目负责人:编制日期:2018年07月10日评价人员前言深圳市****电路科技有限公司(简称:该企业),位于深圳市宝安区********工业园一区****,成立于2004年10月,公司法人代表****,是一家专业设计、研发和生产双面、多层及FPC软性线路板的国家高新技术企业。
公司拥有各种先进的生产设备,高素质的研发及工程技术人员,以及日臻完善的管理和服务体系。
依据《中人民共和国安全法》、《危险化学品安全管理条例》、《国务院安委会办公室关于实施遏制重特大事故工作指南构建双重预防机制的意见》(安委办]2016]11号)和《广东省安全生产条例》等法律、法规的要求,为提高该企业安全生产管理水平,完善安全生产条件,防止生产安全事故,保障员工生命和财产安全,促进企业的经济发展,因此****公司委托*************对其危险化学品使用储存情况进行安全现状评价。
为保证评价工作的顺利进行,我公司接受委托后,成立了该企业安全评价工作小组,通过对该企业危险化学品使用储存场所和周边环境进行勘察、调研,对企业提供的资料进行分析、研究,参考相关标准和资料收集等工作。
在对危险化学品使用储存场所进行充分了解的基础上,按照安全系统工程的要求,对企业危险化学品使用储存场所的安全生产条件和安全管理现状,运用科学的评价方法进行评价;对生产运行中存在的危险性、有害性进行定性、定量的分析和重大危险源辨识等;查找、分析企业存在的事故隐患和安全管理上的不足,并提出相应的安全对策措施;从而得出科学、客观的评价结论及建议。
在此基础上,依据《安全评价通则》(AQ8001-2007)的要求,编制本安全现状评价报告,作为****公司危险化学品使用储存场所今后安全生产管理的参考,同时为当地安全生产监督管理部门对其进行宏观管理提供客观的依据。
电镀行业规范条件2015
附件电镀行业规范条件根据国家《重金属污染综合防治“十二五”规划》中关于提高行业准入门槛,严格限制排放重金属相关项目的要求,为加快电镀行业结构调整,提高产业水平,推动节能减排,控制重金属污染,实现可持续发展,制定本规范条件。
纳入本规范条件管理的包括从事各种材料电镀、电铸、电解加工、刷镀、化学镀、热浸镀(溶剂法)以及金属酸洗、抛光(电解抛光和化学抛光)、氧化、磷化、钝化等企业(车间)及电镀集中区。
一、产业布局(一)根据资源、能源状况和市场需求,科学规划行业发展。
新、改、扩建项目必须符合国家产业政策,项目选址应符合产业规划、环境保护规划、土地利用规划、环境功能区划以及其他相关规划要求。
(二)在国务院、国务院有关部门和省、自治区、直辖市人民政府规定的自然保护区、生态功能保护区、风景名胜区、饮用水水源保护区等重点保护区域不得新建、扩建相关项目。
已在上述区域内运营的生产企业应根据区域规划和保护生态环境的需要,依法逐步退出。
(三)新(扩)建项目应取得主要污染物总量指标,依法通过建设项目环境影响评价,建设项目环境影响评价文件未经审批不得开工建设,环境保护设施必须与主体工程同时设计、同时施工、同时投产使用,经竣工环保验收合格后方可正式投入生产使用。
在已有电镀集中区的地市,新建专业电镀企业原则上应全部进入电镀集中区。
企业各类污染物(废气、废水、固体废物、厂界噪声)排放标准与处置措施均符合国家和地方环保标准的规定。
二、规模、工艺和装备(一)电镀企业规模必须满足下列条件之一:1.电镀生产环节包括清洗槽在内的槽液总量不少于30000升。
2.电镀生产年产值在2000万元以上。
3.单位作业面积产值不低于1.5万元/平方米。
4.作为中间工序的企业自有车间不受规模限制。
(二)企业选用低污染、低排放、低能耗、低水耗、经济高效的清洁生产工艺,推广使用《国家重点行业清洁生产技术导向目录》的成熟技术。
无《产业结构调整指导目录》淘汰类的生产工艺和本规范条件规定的淘汰落后工艺、装备和产品(见附1)。
《电镀工业污染防治最佳可行技术指南(试行)》征求意见稿
附件二:HJ-BAT-XXX 环境保护技术文件电镀工业污染防治最佳可行技术指南(试行)Guideline on Best Available Technologies of Pollution Prevention and Controlfor Electroplating Industry(on Trial)(征求意见稿)环境保护部二〇一一年八月目次前言 (1)1 总则 (2)1.1 适用范围 (2)1.2 术语和定义 (2)2 生产工艺及污染物排放 (2)2.1 生产工艺及产污环节 (2)2.2 污染物排放 (3)3 电镀工业污染防治技术 (5)3.1 电镀工艺过程污染预防技术 (5)3.2 水污染治理技术 (8)3.3 大气污染治理技术 (10)3.4 污泥综合利用及处理处置技术 (11)3.5 噪声防治技术 (12)3.6 电镀工业污染防治新技术 (12)4 电镀工业污染防治最佳可行技术 (13)4.1 电镀工业污染防治最佳可行技术概述 (13)4.2工艺过程污染预防最佳可行技术 (14)4.3水污染治理最佳可行技术 (15)4.4大气污染治理最佳可行技术 (18)4.5污泥处理综合利用及处置最佳可行技术 (19)4.6 最佳环境管理实践 (19)前言为贯彻执行《中华人民共和国环境保护法》,加快建立环境技术管理体系,确保环境管理目标的技术可达性,增强环境管理决策的科学性,提供环境管理政策制定和实施的技术依据,引导污染防治技术进步和环保产业发展,根据《国家环境技术管理体系建设规划》,环境保护部组织制定污染防治技术政策、污染防治最佳可行技术指南、环境工程技术规范等技术指导文件。
本指南可作为电镀工业项目环境影响评价、工程设计、工程验收以及运营管理等环节的技术依据,是供各级环境保护部门、规划和设计单位以及用户使用的指导性技术文件。
本指南为首次发布,将根据环境管理要求及技术发展情况适时修订。
本指南由环境保护部科技标准司提出。
AQT4252-2015黄金开采企业职业危害防护规范详解

AQ/T 4252-2015 黄金开采企业职业危害防护规范1范围本标准规定了黄金开采企业职业病危害防治的技术措施和管理要求。
本标准适用于从事含金矿山采矿作业的企业,包括露天采矿和井下采矿(采金船与溜槽开采除外)。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
GB2893 安全色GB2894 安全标志及其使用导则GB8958 缺氧危险作业安全规程GB16297 大气污染物综合排放标准GB16423 金属非金属矿山安全规程GB18871 电离辐射防护与辐射源安全基本标准GB50187 工业企业总平面设计规范GBZ1 工业企业设计卫生标准GBZ2.1 工作场所有害因素职业接触限值第1部分:化学有害因素GBZ2.2 工作场所有害因素职业接触限值第2部分:物理因素GBZ116 地下建筑氡及其子体控制标准GBZ158 工作场所职业病危害警示标识GBZ159 工作场所空气中有害物质检测的采样规范GBZ188 职业健康监护技术规范GB/T5817 粉尘作业场所危害程度分级GB/T11651 个体防护装备选用规范GB/T18664 呼吸防护用品的选择、使用与维修GBZ/T160.28-2004 工作场所空气有毒物质测定无机含碳化合物GBZ/T160.29-2004 工作场所空气有毒物质测定无机含氮化合物GBZ/T160.33-2004 工作场所空气有毒物质测定硫化物GBZ/T189.7-2007 工作场所物理因素测量第7部分:高温GBZ/T189.8-2007 工作场所物理因素测量第8部分:噪声GBZ/T189.9-2007 工作场所物理因素测量第9部分:手传振动GBZ/T192.1-2007 工作场所空气粉尘测定第1部分:总粉尘浓度GBZ/T192.2-2007 工作场所空气粉尘测定第2部分:呼吸性粉尘浓度GBZ/T192.3-2007 工作场所空气粉尘测定第3部分:游离二氧化硅含量AQ2013.2 金属非金属地下矿山通风技术规范AQ/T9002 生产经营单位安全生产事故应急预案编制导则3术语和定义下列术语和定义适用于本文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有机溶剂脱脂 degreasing by organic solvent
利用有机溶剂清除工件表面油污的过程。
4 基本要求
4.1企业防尘防毒应坚持“预防为主、防治结合”的原则,加强对粉尘与毒物防治工作的管理,推行清洁生产,不断提高职业病防治水平,并对本单位的尘毒危害治理承担责任。
4.2企业选址、总体布局与厂房设计应符合GB50187与GBZ1的规定。企业在新建、改建、扩建电镀工艺项目及技术改造、技术引进电镀工艺项目时,应根据所产生的尘毒种类和特点,积极采用新技术、新工艺和新设备,电镀工艺防尘防毒设施应与主体工程同时设计、同时施工并同时投入使用。
3.2
镀前处理 treatment before electroplating
施镀前修整工件表面,除掉工件上的油污、氧化皮、毛刺等物质,以裸露出基体材料新鲜、干净的表面,为后续镀层的沉积提供所需的电镀表面的过程。
3.3
镀后处理treatment after electroplating
为使镀层增强防护性能,提高装饰性能及其它特殊目的而进行的处理,如钝化、封闭或除氢等。
e)接触强酸的作业人员,应佩戴耐酸手套、耐酸防护服、耐酸套鞋、防护镜及口罩等;接触发烟硫酸或硝酸时,应使用防毒面具或专用口罩。
7.4在清洗有毒的电解液镀槽时,应戴防毒面具,并开启局部通风装置。
7.5个人防护用品应按要求进行维护、保养,并按规定定期更换。
7.6作业人员班后应将人体接触工作环境的部位清洗干净。
GB 17916 毒害性商品储藏养护技术条件
GB/T 18664 呼吸防护用品的选择、使用与维护
GB50187工业企业总平面设计规范
3 术语和定义
下列术语和定义适用于本文件。
3.1
电镀 electroplating
在含有金属盐的电解质溶液中,根据电化学的基本原理,以被镀覆金属作为阳极(或用不溶性阳极),欲镀覆金属的工件作为阴极,借助直流电源,在工件表面形成均匀、致密、结合良好的单质金属或合金沉积层的过程。
对评估中发现的问题,应制定出切实可行的解决方案加以解决。评估报告应存入职业卫生档案。
7 个体防护
7.1企业应按照GB/T 11651、GB/T 18664与GBZ/T 225的规定,为作业人员配备符合相关标准要求的劳动防护用品。
7.2作业人员应具有正确选择及使用与所接触职业危害因素相适应的个人防护用品的能力,熟知个人防护用品的适用性和局限性。
5.4.5氰化物溶液槽使用后应将槽盖盖严。
6 管理措施
6.1企业应建立完善的防尘防毒规章制度和操作规程,规章制度主要包括:岗位责任制、职业卫生管理制度、职业健康检查制度、个人防护用品发放使用制度、防尘防毒设施维修保养制度、尘毒定期检测和日常监测制度等。
6.2企业应针对不同工序,制定相应的防尘防毒作业指导书。
b)剧毒品应单独存放在专用仓库内,严格实行双人收发、双人记账、双人双锁、双人运输、双人使用的“五双”制度。
c)领用的剧毒品应全部加入溶液中,不应在工作现场存放。
d)使用剧毒品的岗位应设置标明剧毒品的种类、危害、可能造成的后果、预防以及应急救治措施等内容的中文警示说明。
e)剧毒品的包装容器和包装袋应消毒后由具备相关资质的单位回收,存放应符合GB 15603的要求。
6.8化学性质相抵触的化学品,不应在同一库房贮存。
6.9存放有毒化学品、腐蚀性试剂的包装袋及玻璃器皿等,用完后应由专人妥善保管或集中销毁。
6.10企业应对电镀生产车间、剧毒品库房等进行尘毒浓度监测,并及时公布监测结果。监测点的采样应符合GBZ 159的要求。
6.11企业应委托依法设立的、取得有关行政部门资质认证的职业卫生技术服务机构,每年至少进行一次尘毒检测,每三年至少进行一次现状评价。对尘毒浓度不符合GBZ 2.1要求的工作场所,应制定整改方案,采取治理措施。
5.2.3使用有机溶剂脱脂时应采用局部通风设施。在满足工艺要求的情况下,宜采用水基溶液脱脂及低温脱脂工艺。
5.2.4酸洗除锈槽应设置局部通风设施。
5.3电镀过程防毒
5.3.1在使用含氰或含铬的溶液时应防止溶液接触皮肤。
5.3.2挂装与取下电镀工件应佩戴耐酸耐碱手套,不应直接接触工件。
5.3.3落入镀槽的铁制工件宜用磁铁取出,而非铁质工件宜用带有长柄的撮铲或夹具取出。
6.12企业应每年对电镀工艺的防尘防毒工作进行综合评估,评估应包括下列内容:
a)各项规章制度建立和完善情况;
b)尘毒防护设施的配备和运行情况;
c)尘毒危害警示标识的设置情况;
d)防尘防毒知识培训情况;
e)个人防护用品的配备和使用情况;
f)尘毒危害因素检测与评价情况;
g)应急救援设施配备情况;
h)作业人员的职业健康状况、健康监护执行情况以及职业病的发病情况。
8.1.4在可能发生急性中毒事故的工作场所,应设置气体监测、自动报警装置和事故通风设施,事故通风换气次数应符合GBZ 1的规定(每小时不宜小于12次)。
8.1.5含有氰化物等有毒液体及腐蚀性液体的工作场所应设置应急撤离通道和必要的泄险设施。
8.2应急处置
8.2.1当酸、碱等腐蚀性物质引起化学性皮肤烧灼伤时,应迅速将患者移离现场,脱去被化学物污染的衣服、手套、鞋袜等,立即用大量流动清水彻底冲洗。
5.3.4工件进出溶液的速度应缓慢,防止液体飞溅。若采用人工放置,特别是带有深盲孔的工件,应使工件有一定倾斜角度,并缓慢进行。
5.3.5电镀过程中应严格控制工作温度和电流密度。
5.4其他措施
5.4.1盛装及运送氰化物的器具应专用,称量及盛装应在通风良好的条件下进行,并在明显位置标注剧毒标记。器具使用完毕后,应作消毒处理,并用水冲洗干净。
AQ/T 9002 生产经营单位安全生产事故应急预案编制导则
GB/T 11651 个体防护装备选用规范
GB/T 12801 生产过程安全卫生要求总则
GB 15603 常用化学危险品贮存通则
GB 16297 大气污染物综合排放标准
GB/T 16758 排风罩的分类及技术条件
GB 17915 腐蚀性商品储藏养护技术条件
6.3企业应设置或指定防尘防毒管理机构或组织,配备专职或兼职的职业卫生管理人员,并明确其职责。
6.4企业职业卫生管理人员应具备相应的防尘防毒知识;作业人员上岗前应熟知所在岗位有毒有害物质的毒性、化学特性、预防办法及应急救援措施,并定期对其进行防尘防毒知识培训。
6.5对有尘毒危害的工作场所,应在醒目位置设置警示标识。警示标识应按照GB 2894和GBZ 158的要求设置。
6.6电镀工序所在车间和剧毒化学品仓库外应设置更衣室及存放作业人员工作服的专用间。接触剧毒化学品人员的工作服应在更衣室更换,集中放置在更衣室指定位置,不应将工作中受污染、沾毒的工作服带入生活区。工作服应每周清洗一次。
6.7对剧毒品的管理应符合以下要求:
a)剧毒品储存和使用场所的建筑结构应完整,无关人员不允许进入。剧毒品储存场所应设防盗报警装置。
4.7作业人员发现尘毒危害事故隐患应及时向企业有关部门报告。
5 技术措施
5.1一般要求
5.1.1电镀槽边应安装局部排风设施,并定期检查通风系统运行是否正常。含氰化物工序的局部通风设施应单独设置,含铬工序的局部通风设施宜单独设置。
5.1.2操作前,应打开通风设备;停止作业时,应后关闭通风设备;若通风设备出现故障应停止操作。
5.1.3粉尘、酸雾和有毒气体应经净化或吸收处理达标后排放,排放气体应符合GB 16297要求。
5.1.4氰化物或含氰液的存放场所应远离酸性物质(如含氰镀槽应远离酸性溶液槽),并通风良好;含氰化物的污水应单独处置;废弃的氰化物溶液,应通过分析试验,检测合格后方可排入污水处理站。
5.1.5工件表面的酸性物质应清洗干净后再放入含氰镀槽;工件在用氰化物电解液电镀后பைடு நூலகம்应在专用的水洗槽内用清水冲洗干净。
7.3作业人员进入工作场所前,应正确使用和佩戴个人防护用品:
a)在可能产生有毒气体的场所,应穿戴防护服、防护镜或防毒面具等;
b)在配制、调整、运输和使用酸碱溶液的场所,应穿戴长胶裙、耐酸耐碱手套以及护目镜等;
c)设备维护过程中,清洗阳极板时应戴耐酸耐碱手套;
d)毒物可经皮肤吸收时,应穿橡皮制服、戴橡胶手套等;
本标准适用于有电镀工艺的企业、车间及工段。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GBZ 1 工业企业设计卫生标准
GBZ 2.1 工作场所有害因素职业接触限值 第1部分 化学有害因素
4.5企业应改进电镀工艺,采用无毒代替有毒或低毒代替高毒的原则选用材料;电镀工艺应优先采用机械化、连续化、密闭化及自动控制设备。
4.6产生尘毒危害的工作场所、工艺过程、设备设施在设计(或选址)时应符合GB 5083 、GBZ 1、GB/T 12801、GBZ/T 194的要求,排风罩的设计应符合GB/T 16758的要求,工作场所有害因素的职业接触限值应符合GBZ 2.1的要求。
本标准由国家安全生产监督管理总局提出。
本标准由全国安全生产标准化技术委员会防尘防毒分技术委员会(SAC/TC288/SC7)归口。
本标准起草单位:中国劳动关系学院、东莞市同远鑫模具电镀有限公司。
本标准主要起草人:赵秋生、孙贵磊、孟燕华、王起全、张保同。
电镀工艺防尘防毒技术规范
1 范围
本标准规定了电镀工艺的防尘防毒技术措施、管理措施、个体防护措施、应急措施及职业健康监护等方面的内容。
目 次
前 言
本标准按照GB/T 1.1-2009给出的规则起草。
本标准的4、5.1.2、5.1.3、5.1.4、5.1.5、5.1.7、5.2.1、5.2.2、5.2.4、5.3.1、5.3.2、5.3.5、5.4.1、5.4.3、6.2、6.4、6.6、6.7、6.12、7.2、7.3、7.4、8.1、8.3、9是强制性条款,其余是推荐性条款。