氨纶包芯纱细纱工作法创新
初探氨纶包芯纱的生产

维普资讯
・ 8・ 2
山 东 纺 织 科 技
20 年第 1 02 期
足纱 线 在 加工 过 程 中 的要 求 , 量 减少 包 芯 纱 的 尽 强 力损 失 , 用适 当增大 捻 度 , 采 以提 高包 芯纱的 强 力 , 时还可 以起 到避 免芯 丝外 露的现 象 , 同 一般 捻 度 选 择 比环锭 纱 高 8 ~ l , 30 0 2 在 7 ~4 0捻 /
收一日期:0 2i i 2 0一— I
作 者 介 : 兰香 (9 3 )女 . 西 忻 州 人 . 张 15 - . 山 高级 讲师
… … … … … … … … … … … … … … … … …
入机构 ,喂 入 并 合后 , 过导 纱 钩 、 领 、 经 钢 钢
2 We a g N y g& P i t g F co y We a g2 1 0 . hn ) . i n o 2D i f n r i a tr , i n 6 0 6 C ia nn f Ab t a t Th o — r o o t n f b i s o t i e h o g h e i i i h n . e e f b i r s r c : e d wn p o fc to a r wa b a n d t r u h t e r sn fn s i g Th s a r a e c c m o e s i b e f r d e sn . e o tma r c s s f u d O t T h r d c O t wa e r a e . r u t l o r s i g Th p i lp o e s wa o n U . e p o u tC S s d c e s d a Ke r s c to d wn p o f f b i ; e i i i h n d e n n i ih n y wo d : o t n ̄ o - r o a r r sn fn s i g ̄ y i g a d f s i g c n
特细号精梳棉氨纶包芯纱的生产

t s a tr s e d r b e — o e e ol r gta e e .P o l msi r d ci n w r n e t ae n d f d s c sh r wi f co ,p e ,u b rc v r d r l ,i r v l r r b e n p o u t e e iv si t d a d mo i e u h a a d t n o g i
产 中遇 到 的『 题 , 两个 产 品也 为企 业 带 来 了较 口 J 这 好 的经 济效 益 。现 以 J e ( 2 2 de ) C 8t 2 . t 氨纶 包 x x
的一根 竖 杆 , 导 丝辊 的前 下方 另加 了一 根 长杆 , 在 上 面安 装 了导粗 纱 钩 和导 氨 纶 丝 钩 , 导粗 纱 钩 使
F / 100 o l 棉氨纶包芯本 色纱》 z T 2 1—2 0 《 中规 定 棉氨 纶 包 芯 纱 的 线 密 度 应 包 含 氨 纶 长 丝 线 密
度 , : 氨纶包 芯 纱 号 数 =棉 纤 维 号 数 + 伸 后 即 棉 牵
的氨纶 丝号 数 。我们 所 纺 包 芯纱 的号 数 为 8 t , e x
K e or S pe i e, r pu r Dr f M u tp e, yW ds u r n Co e S n Yan, a li l TwitFa tr S ee Rub e —o e e l f t s co , p d, b r c v r d Rol
氨 纶 弹力织 物 以其 柔软 、 舒适 、 身 的特性 而 贴
置不 当或钢 丝 圈使 用 周 期 过 长 或整 体割 断或 熔 断 , 氨 把 使
纶 丝 回缩形 成 片 段 空 芯 纱 。尤 其 在 包 覆 不 好 时 ,
提高氨纶包芯纱成纱质量的措施
维普资讯
・
6 2・
纺织科 技 避展
20 年第 5 06 期
提 高氨 纶 包 芯 纱 成 纱 质 量 的措 施
温 海 永 杨 西君 ,
(. 1顶呱呱彩棉服饰有限公司 江苏 常州 2 3 6 ; . 1 6 ) 1 1 1
摘 要 : 绍 了影响氨纶 包芯纱成纱质量的三 大因素 : 介 条干 不 匀、 弹力不 匀、 包缠 效果 对影 响 因素进行 了分析 , 出 提
了提 高氨 纶 包芯 纱 质 量 水平 的措 施 。 关键词 : 纶包芯纱 ; 纶丝 ; 干 ; 力不匀; 氨 氨 条 弹 包缠 效 果
中图分类号 : 1 4 TS 0
变, 而且 可调节张力 , 避免 了胶圈松弛现象 。 表 2 不 同胶辊 成纱质量水平对 比( 品种 J 3 0 C 2+4 D)
服装不仅美观 、 大方 , 而且具有美体 、 束身 的效 果 , 直受到消 费 一
者 的青 睐 。
由于氨纶包 芯纱 纺纱过程 的特殊 性 , 以成纱 质量 比一般 所 纱线更难控制 。经过 长期 观察发 现, 成氨纶 包芯 纱成纱 质 量 造 水平下降的原因有 : 纶包芯纱 的条 干不匀 、 线 的弹力不 匀 、 氨 纱
隔距 块 对 成 纱 质 量 十 分有 利 , 细 纱 不 吐“ 头 ” 情 况 下 , 距 在 硬 的 隔
赛络纺棉/氨纶包芯纱工艺探讨

1 氨 纶 包 芯 纱 纺 制原 理
氨纶丝是 一种高弹性合成纤 维 , 具有 良好 的伸缩 性, 能生产各种 弹 性织 物 。以氨 纶丝 为 芯纱 , 棉纤 维 外包 纺制 的棉/ 纶包 芯 纱 , 氨 既能 发 挥氨 纶 的 高 弹特 性, 又保持 了棉 纤维 的优 点 , 生 产各 种 弹性 织 物 的 是
芯纱 。
理想原料 。由棉/ 氨纶 包 芯纱 织 成 的织 物 具 有舒 适 、
合体 、 透气 、 吸湿 、 美观 的服用性能 , 应用 广泛 。。
考 虑 到赛 络 纺纱 的 工 艺优 点 以及 棉/ 纶 包 芯 氨 纱 的市 场 价值 , 过 对 A l 通 5 2型细 纱 机 改 造 , 纺赛 试
赛 络 纺棉/ 氨纶 包 芯 纱 工 艺探 讨
吴绥 菊 , 晓雷 , 季 钱庆雨
( 通 大学 纺 织 服 装学 院 , 苏 南 通 南 江 260 ) 207
摘
要 赛 络 纺 棉 , 纶 包 芯 纱 既 具 有 赛 络 纱 条 干 好 、 羽 少 的 优 点 。 能 发 挥 氨 纶 高 弹 性 的 特 点 , 生 产 各 类 弹 氨 毛 叉 是
yr a ns・
K e r srs u y wo ds io p n;S a d x c r— p n y r p n e o e s u an;p o e s o t z t n r c s p i ai mi o
须条通 过 双喇叭 口由后罗 拉喂 入并 通过牵 伸 区进行
络纺 棉/ 氨纶包 纱 并 对其工 艺参 数进 行优 化 。
赛络纺 是一 种集 细纱 、 并线 、 捻线 为一 体 的新 型
纺纱 方法 , 一种新 的短 流 程股线 生产 工艺 , 特点 是 其
纯棉色纺氨纶包芯纱工艺优化

20 生 06
所纺 的包 芯 纱颜 色 效果 更佳 .纺 成 的纱在 针织 与 机织 加 工 成织 物后 一般 无 需再 染 色加 工 . 缩短 了 加工 既 工序 又减 少 了环境 污染 . 符合 绿色 环保 的要 求. 本 实验 所 选用 的材 料 为纯 棉 色纺粗 纱 和氨 纶 , 中纯 棉 色纺 纱 为蓝色 粗纱 , 其 氨纶 为 4 D的纱 线 , 0 要纺 成 的棉氨包 芯 纱的细 度 为 2 tx 0 纱 线原 料均 由工厂 提供 .所用 色纺 棉粗纱 的 各项性 能经 测试如 下 : 8e+4 D, 色纤维 细 度 为 1 8de ; . tx单纤 强 度为 41c 纤维 手 扯长度 为 2mm; 纱 的细 度为 7 1 x粗纱 捻 度为 7 .lN; 5 粗 6.t ; 0e 8T1c /0m.在氨 纶 的选 择 方面 , 般选 用细 度为 4 0 tx的氨 纶长 丝 即可满 足 织物 的弹 性要 求. 次实 一 0 7 de 此 验所 用氨 纶丝 的各方 面性 能如 下 : 断裂 强力 为 6.9c 断裂 强度 为 1 7c / x断 裂伸长 率 为 592 %. 07 N; . Nt : 3 e 4 .0
1 实验 前 的准 备
11 实 验 原 理 .
棉氨 包芯 纱 的纺 制方 法有 气 流纺 、 电摩擦纺 、 锭纺 等 . 静 环 目前 国 内使 用 最广 泛 的是 环 锭纺 .本 实验
是 利用 改造 后 的环 锭细 纱 机 完成 的 .该细 纱机 的型号 为 FL T I .实 验 开始 前 . IA O O 先对 细纱 机进 行 改 造 .
芯 纱 的纺 制 . 样一 定程 度上避 免 了上述 情 况 的出现 . 这
同时 , 纺纱 是 纤维 染 色 . 色 比起纱 线 染 色 更加 均 匀 , 使
花式线生产方法
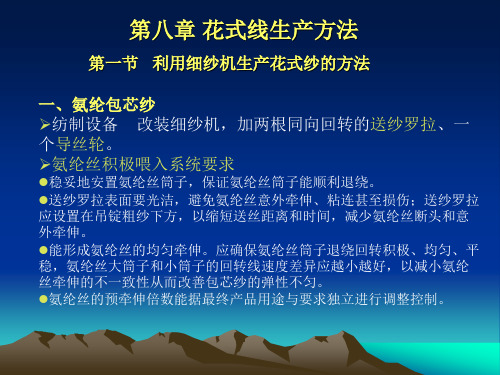
(二)多色交并花式线
极易产生色差。需严格操作管理,主要注意事项为:
每根纱进纱张力须尽可能一致,防止张力不均匀而造成倍 捻,造成色差。
进纱排列方式必须统一,如ABC三色的排列必须全部按 ABC排列,绝不能中间有些锭子出现BAC等不规范排列。
缩小锭间捻度差异,否则成品线因捻度差异造成色差。 (三)粗细特纱合并花式线
梳棉工序
将生产粒子生条的梳棉机盖板踵趾面反装,并使盖板 停转,使纤维浮于两针面间揉搓滚动以形成粒子,同时放 大锡林与盖板隔距;取消除尘刀,接长小漏底,适当提高 刺辊转速,以发挥初梳作用; 放在锡林~道夫间隔距,使 纤维在锡林和道夫针面上多次返花,多次进入工作区,使 粒子更紧密;搓紧的粒子大部分在道夫上进入棉网,少部 分落入车肚的大粒子可与道夫棉网上的粒子再次混合喂入 棉箱,可使制成的织物表面立体感强。
增加大肚效应的技术措施 加大粗纱定量或双根粗纱喂入。 减小后区牵伸。
利用细纱机生产的粗度较小的大肚纱,将其再在花捻机上 加工成波形纱,可使大肚更加突出。
受钢丝圈及卷装的限制,细纱机一般生产较小的大肚 纱。在粗纱机上利用中后罗拉超喂法可以生产特粗的大肚 纱(2000tex左右)。
六、彩点纱
如采用前罗拉制动或变速生产竹节纱时,捻度应偏低掌握。
生产密集型竹节(强力弱环相对多),前罗拉速度应适当 降低,否则会增加整机断头率。
纺制竹节纱时,所选用的捻系数要比纺同特数普通纱高20 %左右,以减少断头率。
四、双色竹节纱
设备改造要求
在原有细纱机后面再装一根后罗拉(第二后罗拉),两 根后罗拉和中罗拉分别用三台伺服电动机单独传动,而中 罗拉可单独跟踪任何一根后罗拉,三台电动机共同由一套 可编程序控制器控制。
全棉/氨纶包芯纱的开发及其技术研究

断 裂强 度 :.5 N de 07C /t x
延 伸率 :8 % 一 0 % 40 50 回弹率 :5 ( 长 50 ) 9% 伸 5% 初 始模 量 :. C / t 0 15 N de 1 x 回潮率 :3 1 % 12原棉 .
在质量 上 又 具 有 氨纶 丝 的伸 长大 、 弹性 好 , 回弹 率
No I S mN . 8) .(u o1
Ma . 0 6 r2 o
文 章 编 号 :6 1 3 7 ( 0 6 0 — 0 6— 4 17 — 9 4 20 ) 1 0 5 0
全 棉/ 纶包 芯 纱 的 开 发 及其 技 术 研 究 氨
孙 志 贵
( 江苏淮安广播 电视 大学 , 江苏 淮安
在人们 对衣 着要求 越 来越 高 的今 天 , 然 已经 虽
出现 了天 然纤维 与化 纤混 纺纱 , 学 纤维 与化 学 纤 化
1原料 的选 配
1 1芯 丝 .
维混纺纱 , 或各 种纯 纺纱 , 但是 , 由于 原料 性质 差 异 及 工艺 的原 因 , 很难 使得各 种 成分 的 纤维 在混 纺 纱
施。
色泽 : 白或乳 白色 , 黄斑 。 洁 无 产地 : 江苏 淮安 , 盐城
收稿 日期 :0 6—0 — 0 20 1 2
作者简介 : / 6志贵 (9 6一 >, 。 16 男 江苏连 云港人 , 江苏 淮安广播 电视大学高级讲师。
・
56 ・
维普资讯
S UN i g i Zh — u
( u i racs n n V U 'esyo agu uin J ns , 2 0 2 H aa Bod at ga dT n ri f i s ,H a , i gu 2 3 0 ) n i i t Jn v a a
氨纶在粗纺细纱机上的应用及粗纺氨纶包芯纱性能的研究

P %)= (
×10 0% () 1
普通毛纱 的模量 比任何一种 包芯
纱的都 要大 , 明在 大变 形条 件 说 下, 包芯纱比普通毛纱更容易被拉 伸, 且氨纶牵伸倍数越大 , 包芯纱 越容易被拉伸伸长。 表 2列出了纱线 的性能。同 弹性包芯纱相比 , 普通毛纱具有最 小的断裂伸长和适中 的强 度。当
1 2 材 料和方 法 .
1 —— 氨纶卷装 ;2 ——氨纶积极退卷罗拉 ; 3 ——后罗拉 ; 4 ——毛粗纱须条; 5 —— 支架 ; 6,——V形导轮 ; 8
7 — 针 圈 罗 拉 ;9 — 前 上 罗 拉 ; — — 1— — 前 下 罗 拉 O
本文在经过改进 的粗纺细 纱 机上纺制了粗纺氨纶包芯纱 , 并比
5 %后 , 顿 3 。 所 有 测 试 均 是 停 0S 在 标 准 状 态 下 进 行 的 , 温 度 为 即 (o± ) , 2 2 ℃ 相对湿度为(5± ) 。 6 2%
2 2 氨纶 牵伸 倍数 的影 响 . 格。
图 2 两 种 纱 线 的 侧视 图
氨纶在包芯纱 中的含量 随氨 纶牵伸倍 数的变化而变 化。氨纶
统 同粗纺 系统在 牵伸装置上存在较 大差异 , 以无法在毛 粗纺 系统上应 用相 所
同的改装设备 来纺制毛粗纺氨纶 包芯纱。介绍 了一种在毛粗纺 系统 中引入 氨 纶的方法 , 以此方法纺制 出的 包芯 纱具有 良好 的外观 和品质。进行 了一 系列
试验 来研 究氨纶的 牵伸倍数和 纱线捻 系数 对 包芯 纱拉 伸性 能和 弹性 的影响 。 结果显 示, 当氨纶牵伸倍数为 2 5 捻 系数为 1 .3时 , ,, 36 包芯纱 的强度和 断裂伸
赛络纺棉氨纶包芯纱的纺制
P r o d u c t i o n o f S i r o Co t t o n S p a n d e x Co r e - s p u n Ya r n
M ao Be n y o n g Ch e n Fe n g l i n
( J i a n g s u Z h o n g h e n g T e x t i l e C o . , L t d . )
为顺应市场需求 , 我公司在传统 氨纶包芯纱
纺 纱工艺 的基 础上 , 对 细纱 机进 行改 造 , 使 其 能够 纺 制纯 棉普 梳赛 络纺 氨 纶包 芯 纱 。下 面 以 2 9 t e x
顾、 气流参数保证” 的工艺原则 , 合理配置相关工 艺 。往复 抓棉 机打 手 速度 1 1 0 0 r / m i n , 打手 伸 出
棉 织 笈
Co  ̄ o n Te x t i l e Te c h n ol o g y
第4 1 卷
第 7期
2 0 1 3年 7月
赛 络 纺 棉 氨纶 包 芯纱 的纺制
毛本 勇 陈枫 林
( 江 苏中恒纺织有限责任公司 )
摘要: 探讨赛络纺棉氨纶包芯纱的生产工艺。通过改造原细纱机包芯纱机 台, 实施赛络纺工艺, 合理配
Ab s t r a c t P r o c e s s i n g o f s i r o c o t t o n s p a n d e x c o r e — s p u n y a m wa s d i s c u s s e d .S p i n n i n g l f a me w a s mo d i f i e d f o r s i r o s p i n n i n g p r o c e s s i n g .P r o c e s s i n g p a r a me t e r i n e a c h p r ce o s s wa s s e l e c t e d r a t i o n a l l y a n d n e c e s s a r y ma n a g e me n t me a s u r e s we r e a d o p t e d .2 9 t e x s i r o c o t t o n s p a n d e x c o r e — s p u n y a r n c a n b e s p u n s u c c e s s f u l l y, t h e y a n r e v e n n e s s C V c a n b e r e d u c e d 0 . 5 p e r c e n t a g e p o i n t s , h a i r i n e s s c a n b e r e d u c e d 2 0 . 6 % , s i n g l e y a n r s t r e n g t h c a n b e i n c r e a s e d 1 3 % , c o v e i r n g e f f e c t c a n b e i mp r o v e d. 1 o o m e ic f i e n c y c a n b e i mp r o v e d 5 % .I t i s c o n s i d e r e d t h a t i t i s o n e e f f e c t i v e me a s u r e t o i n c r e a s e c o t t o n s p a n d e x c o r e — s p u n y a r n q u a l i t y b y a d o p t i n g s i r o s p i n n i n g p r o c e s s i n g .
特细号氨纶包芯纱的生产实践

细纱 工序钢 丝 圈的轻 重应 合理掌 握 、 在纺 氡纶 纱 时, 钢丝 圈的轻 重应 按 在 同等 纱 支 钢 丝 圈重 量 的 基 础
上偏 轻掌握 。钢丝 圉越 重 , 与 氨 纶 丝 分离 的 可 能性 纱 越大 , 容易造 成包 覆 不 良。 同时 应 缩短 调 换 周 期 避免
纶丝 磨毛 或磨 断 , 形成 布 面脱丝 。
12 2 细 纱 主 机 .。 细 纱 设 备 整 机 要 求 做 到 “ 、 、 、 、 ” 严 格 平 准 稳 光 直 ,
2 J .(o 氨 纶 包 芯 纱 的纱 疵 控 制 73 2D)
2 1 节 纱控 制 。
2 1 1 常规 节纱 。。 常规节 纱 为 lm 左 右 的节 纱 , 大 、 、 e 在 中 小筵 筒 时 均 有 发生 。 由于氨纶 丝表 面含 有油 剂 , 附大 , 粘 要首 先 确 保细纱 自动 清洁 装 置作 用 良好 , 次 将 运转 值 车 工 其 的工作重 点放 在机 台清 整 洁 上。 尤 其足 罗拉 导丝 筒 、
2 D氨纶丝 的预 牵伸 以 3 1 0 . 7为宜 。 1 32 成纱 捻系 数 的选择 .. 为 _充分 提高 外包 纤 维 强 力 的 利 用率 , 须 增 强 『 必 包 纱受 力时 纤维 之 间 的摩 擦 阻力 , 即断裂 纤 维 的轴
高达 2 % , 本无法实 现高 档 产 品的 高效 益 。针 对此 2 根
度设 计要 适 当偏高 一些 , 使外 包 纤 维 产 生较 大 的 向心
1 J .(0 氨 纶 包 芯 纱 主 要技 术 控 制要 点 732D)
11 粗纱质 量 .
压力 , 而使氨 纶包 芯 纱 获 得 较高 的强 力 。-一 情 况 从 -般 - 下应 比 号数棉 纱增 加 2捻/ 0 r 左右 。 1e a
莱赛尔/氨纶包芯纱的开发及成纱性能的试验分析

伸 率 长
主 系 异 数 C V
/N t) ( /e c dx
13 .7
5 92 4 .O
41 .7
12 纺制方法及工艺流程 .
12.生 产工 艺流程 .1
收 稿 日期 :2 2 0 — 0 01 — 3 1 图 1 环 锭 细 纱 机 纺 弹 力 包 芯 纱 示 意 图
33 . 倍左右牵伸 为主, 在不影响强力及伸长率的前提 下 ,也可采取 3 1 . 倍和 3 5 . 倍牵伸 ,但要视最 终产
品 的要求 而 定 。
\/
料
( )为获得 良好 的包 覆性 能及提高 成纱强 力, 3 莱赛 尔 /氨纶 包 芯纱 的捻 系数 比纯莱赛 尔 纱高 出
1 0 ——— —— — — — — — ~ —— —— — — — — 一 — —
30 0
强 力有最 大 值 。
嘿
20 5
3 结语
— — — — 30 8 ——— —— —— — 40 3 —一 —— — — 一 — 40 8 —。 — — —— — 。 50 3 — 50 8
20 0
( )在氨纶 丝预牵伸 倍数小于 3 3 倍时 ,l . 1 .5 4 8e+0 t x4 D莱赛尔 / 氨纶包芯纱 的断裂强力 、伸长率
对其 成纱的外观结构和力学性能进行 了测试和分析 , 探讨 了加捻程度及氨纶预牵伸倍数对莱赛尔/ 氨
纶包 芯 纱 性 能 的影 响 , 为该 产 品 开 发 应 用 提 供 了理 论 基 础 。
关 键 词 :莱赛 尔纤 维 ;氨 纶 ;包 芯纱 ;纺制 ;性 能;测试
0 前 言
莱赛尔/ 纶包 芯纱是 以氨纶长丝 为纱 芯, 氨 外包 覆莱赛 尔短纤维, 改造 的普通环锭细纱机上纺制而 在 成。 芯丝氨纶提 供优 良的弹性 , 而外 围莱赛尔纤维则 使纺织 品具有 棉的舒适 , 粘胶 的吸湿 、 垂及真丝 的 悬 手感 、 光泽 于一体 , 因而莱赛 尔/ 氨纶包 芯纱充分发 挥 了各 自的性能特 点 , 具有 广阔的市场 开发前景 。莱 “ 赛尔纤维弹性包芯纱的研制开发与生产工艺 ” 的研究, 己被确认为未来纺织业五大纺纱织造项 目有 良好前景
提高特细号氨纶包芯纱质量的实践

Ke o d C r—p nYan, p n e i met Y r fc , il i me t h ee C enn vc y W r s oesu r S a d xF l n , an Dee tLt eF l n e s , la igDe ie a t a C
摘 要 : 为提高 c . x(22d x 特细号氨纶包芯纱质量, j 3e 2. t ) 7 t e 采取严格控制粗纱质量, 合理选择氨纶预
牵伸倍 数、 纱捻 系数、 成 钢丝 圈规格等 工艺参数 ; 加强氨纶丝 通道 的清洁 , 格控 制竹 节、 丝、 皱、 干疵点 ; 严 脱 起 条
并针对 小丝筒 的使 用进行设备 改造 等措施 , 使开剪疵布率 由起初的 2 %下 降到 0 4 % 以内。 2 、5
清洁装 置
中图分 类号 :S0. T 147 9 文献标 志 码 : B 文章 编号 :01 45 20 )7 090 10- 1 (080 - 2- 7 0 2
( h n og C er e teG o p C . Ld ) S a d n h r T x l ru o , t. y i
Abtat T poeC . e (2 2de) u e iesadxcr- u a uly oigq a t w s o ’ src oi rv J 3t 2 . t sprn p n e oes nyr q a t,rv u ly a n m 7 x x f p n i n i c
维普资讯
第3 6卷
第 7期
棉
纺
织
技
术
20 0 8年 7月
Co n Te te Te h olg Ro x i c n o y l
提 高特 细号氨 纶 包芯 纱 质 量 的 实践
用改进后的环锭细纱机生产含氨纶的涤/粘包芯纱

用 弹 性 纱 生 产 弹 性 纺 织 品及 饰 物 。 生 产 弹 性 纱 最
支 范 围 为 特 征 。对 弹 性 纱 线 的 主要 的 市 场 产 品成 本是针 织衣物 ( 括袜子 ) 游泳 衣 、 动 衫 、 包 、 运 内衣
当高弹性丝 和被拉 伸的短纤维在牵伸单元 的 前 罗拉握持点处 集合 在 一起后 , 两种 不 同的材 料
一
起 进 人 加 捻 区 。在 前 罗 拉 的 握 持 点 处 , 纱 相 芯
常用 的方法 是包 缠 法 ( 空 芯锭 子 纺 纱 技 术 、 如 弹 性加捻 ) 气 流 包缠 机 或在 改 造后 的环锭 细 纱 机 , 上纺包 芯纱 和捻线 ( 环锭 捻 线 、 合 一 捻 、i 如 二 Sr o
原理等 ) 。这 些 过 程 以不 同纱 的特 性 、 构 及 纱 结
点 也 就是 阻 止 包 芯 纱 进 一 步 拉 长 的点 位 。 为 了 生 产 弹 性 包 芯 纱 , 们 用 一 积 极 传 动 的 我 喂 给 罗 拉 系 统 改 动 往 常 的 环 锭 细 纱 机 , 个 系 统 这 的 一 V 型 沟 槽 引 导 L ca丝 喂 给 牵 伸 系统 的前 罗 yr 拉 。 图 1画 出 了 用 L ea丝 在 牵 伸 单 元 的 输 送 前 yr 罗 拉 罗 拉 钳 口处 集 合 在 一起 。弹 性 纱 在 积 极 喂 给
引 人 芯 纱 的位 置 对 包 芯 纱 的结 构 与 性 能 的影 响 ,
细纱机的氨纶包芯纱改造细纱机氨纶...

中国纺织工业联合会科学技术奖申报书(2012年度)一、项目基本情况编号:项目组:二、项目简介三、主要技术创新点四、项目详细内容五、本项目曾获科技奖励情况六、申请、获得专利情况主要研制人员名单(第一完成单位盖章)20主要完成人情况表121主要完成人情况表2《一种氨纶包芯纱导丝装置》已授权实用新型专利;22主要完成人情况表323主要完成人情况表424主要完成人情况表525主要完成人情况表626主要完成人情况表727主要完成人情况表828八、主要完成单位情况表291:科技成果研究报告随着人们生活水平的进一步再提高,对纺织产品的要求也越来越高,纺织纱线类产品也由原来的单一性向多样化发展,这种多样化大多表现在原材料的变化和花色的变化。
目前,国内外在线纱结构上的创新变化也有一定的研究,一些新型的纺纱技术如紧密纺、赛络纺、喷气纺也应运而生。
我们此研究项目是将交捻纺纱技术、数控技术、伺服驱动技术、编码器跟踪技术、弹力纺纱技术集于一身,生产一种交捻弹力变化倍率的复合型纱线,命名为“交捻包芯变倍弹力竹节纱”这种集成纺纱技术与该技术所生产的复合型纱线,目前在国内外尚无相关报道。
近几年在国际上推出了许多复合花式纺纱新技术,像包覆包缠纺纱生产技术,弹力竹节纱生产技术,普通竹节纱生产技术、赛络菲尔纺纱技术等,以上复合花式纺纱工艺技术中包缠类纱线都是以长丝为芯,以另一种长丝或短纤为外包纤维形成复合纱线,赛络纺和赛络菲尔复合纺纱是两种纤维的交捻,在织物中表现的是一种混纺效果,而无包缠效果。
竹节纱是一种纤维经过加捻而形成的一根粗细不匀的单纱,这些技术在国内外已经比较成熟。
我们提出的交捻包芯变倍弹力竹节纱技术研究项目,是以竹节纱的形式赛络纺的技术来生产一种既有股线竹节纱风格又有超强技术指标并且拥有超弹效果的竹节纱,这种纱线不论是从单纱强力、毛羽还是从竹节大小、长短精度,回弹性等方面都不是普通包芯纱线所能达到的,其织物性能优越,手感柔软舒适,形成的布面风格时尚简约,古朴大方,给人以前所未有的视觉冲击力。
提高氨纶包芯纱质量的几项措施

提高氨纶包芯纱质量的几项措施提高氨纶包芯纱质量的几项措施
近些年,因为环保的理念的普及,越来越多的人偏向于织物的环保性和贴身舒适性,氨纶包芯纱作为一种很有前景的织物材料,在织物行业中也逐渐受到了更多人的青睐,这也给企业带来了更大的商机,显然,只有把氨纶包芯纱的质量做到最优,才能竞争力才强,才能在市场中争取一席之地。
因此,提高氨纶包芯纱的质量是企业必须重视的问题。
首先,重视技术创新,不断引进先进的生产技术,利用技术来保证生产工艺的质量。
技术创新不是单纯的设备变化,而是结合实际需求,精密计算,优化生产管理,减少质量变异等。
其次,紧密结合市场需求,满足不同客户对尺寸、弹力等各项质量要求。
根据市场需求,不断优化产品,将客户的需求融入到设计中,根据客户的特殊要求量身定做,做到产品的多样化,可以更好的满足客户的需求。
第三,改进生产流程,进行优化和调整,增强氨纶包芯纱的质量管控能力。
同时,建立完善的质量管理体系,实施详细的工序检验程序,确保每一步生产过程都是精益求精的,确保成品质量。
第四,加强与客户之间技术交流,有效提高质量控制水平。
了解客户的需求,给予客户技术支持,提供权威且专业的技术建议,使客户了解产品质量,保持与客户的良好沟通,充分降低客户的售后投诉。
以上就是提高氨纶包芯纱质量的几项措施,只有在生产的前期企业进行有效的预防等操作,才能有效的确保产品质量,满足客户的需求,才能持续发展,促进企业的全面进步。
提高氨纶 包芯 纱成 纱质量水 平 的措 施

维普资讯
为了防 止纤维损 伤, 采用高速烧毛 l _ 艺
车速 : om ml: 口 温度 :0 0 ~ 2 ( : 8 / n火 10 J 0) :
弹力竹节牛仔布具有 良好 的服用性能+ 吸湿
透 气 良好 悬垂性好 . 平整抗 皱 , 外 光泽柔和 。
提高细纱的条干水平 。
2解 决弹 力不 匀 的措 施
氨纶包 芯纱 弹力 不匀会 造成 布 面不 平整 , 有 起皱 现象 , 影响 布面 质量 , 造成疵 布 。 时 主要注 平 意 以下几点 。 21 购 的 氨 纶 丝 要 粗 细 均 匀 ,下转4 N ) .采 ( 3
江 苏 纺 织 J ANGSU XTI I TE LE
烧毛面: 二反: 二正 烧毛级数: 4 3 级: — 上浆整纬 预缩机组:
车速: / i; 4 mr n防缩率: %一 5 预缩率 : 0 a l 4 l%; ≤
3 %:定 型时 间 : 秒 ~ o秒 :定 型 温度 : 5 2 0 4 I g
1I : 91 :
本 品用竹 廿纱 与正常纱按 一定 比例排 列做经 : 纱 , ㈨ 的牛仔 布布 面呈观无规则 竹样波纹 , 有 明显n p 凸市体感 , j , 'q 颗牲 饱满 . 风格独特。 服装经
0
匀
2 保持预牵伸罗拉运行 良好 , . 3 要求安装高低 进出一致 、 灵活 , 定期校正 :并保 证预 转动 并 牵伸罗拉弯曲在 ±0 5 m以内, .r 0a 罗拉晃动 、 跳
不一致 而影 响弹
4加强生产过程中严格管理
杜绝空芯 纱 、 偏心 纱 、 双芯 纱 、 丝纱等 断 不合格 品. 细纱 接头采用媒介纱 。挡车工勤巡 回. 检查氨纶丝是否正常喂人。胶辊 、 校圈、 钢
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氨纶包芯纱细纱工作法的创新
司秀燕南树伦沃光辉左长军
(山东基德生态有限公司)
为提高氨纶包芯纱的成纱质量,提升值车工的操作技术水平,达到规范操作的目的,在无“省颁”“部颁”操作标准的情况下,我公司经过反复摸索,制定出了《氨纶包芯纱细纱工作法》。
本工作法中没有做出具体要求的项目按原有的《细纱操作法》执行,在本操作法中单独做出单独规定的项目按本工作法的要求执行。
1 生头单项操作
生头单项操作要求动作快捷、连贯、准确,并做到动作稳、少接空头,提高生产效率。
(1)左手拿纱管,右手拇指捏住准备好的包芯纱往纱管底部缠绕3-5圈,在缠绕时,左手拇指捏住纱尾,右手往管上缠绕纱条时,将纱尾压住,以防缠绕不紧接空头。
(2)绕纱条后左手拇指压住绕在管上的纱条,拿好纱管,准备接头,接头时,右手拇指引纱,引纱后将纱条夹在无名指第一关节处,同时小指紧靠无名指夹住纱条,见图1。
图1 准备接头
(3)引纱后要看准钢丝圈的位置,搭头长度在3cm左右为宜,在不影响插管和提纱的前提下,应尽量缩短搭头长度,提高接头速度。
(4)左手拿管时略倾斜,纱管底部倾向锭杆,纱管靠近钢领板,用右手食指将钢丝圈带到钢领中心偏右,将纱条挂在钢丝圈上,然后插管、提纱、绕导纱钩、掐头,见图2。
图2 挂在钢丝圈
(5)插管后,用右手中指第一关节提纱,用手腕的带动中指将纱条绕入导纱钩内,在绕导纱钩的同时进行掐头,见图3。
图3 绕导纱钩
(6)掐头位置在右手食指第一关节中部,食指与无名指平齐,纱条绷紧,中指靠近食指关节后用中指肚掐头,见图4,要求动作快,掐头后右手拇食指掐住纱条,从前皮辊与中铁棍之间拎头,见图5,拎头时,右手拇指捏住纱条在3cm左右,手松开后接出疙瘩,使结头处的粗节及无丝处在络筒上用电清清除。
图4 掐头
图5 绕皮辊拎头
(7)接头后,用右手食指将吸入笛管的丝迅速掐断完成接头动作。
2 巡回工作
在实际生产中,因氨纶包芯纱系列品种操作难度大,纺40支及以上品种时每人看管3台细纱机。
2.1 巡回要求
(1)每巡回规定时间为5分钟。
(2)目光运用:进出车档时执行省地方标准五看,即:进车档全面看、进了车档分段看、换纱接头周围看、出车档回头看、跨车档侧面看。
(3)对车档内出现的飘头、飘丝、缠皮辊、绕罗拉、飞花、跳管等紧急情况必须及时处理。
2.2 巡回中的三先三后
(1)飘头与断头,应先处理飘头后处理断头。
(2)简单头与复头,应先处理飘头,后处理断头。
(3)缠皮辊与断头,应先将缠皮辊的两只头打断,把丝倒好后再处理断头。
2.3 巡回中的具体工作
(1)值车工必须加强巡回,检查氨纶丝的喂入是否经正常通道。
(2)值车工在巡回中发现有断丝纱后,应立即打断重新换管生头,严禁无丝纱流入后工序。
(3)值车工在巡回时结合清洁图表,随时保持机台清洁,做清洁时不准造成人为疵点和断头。
(4)巡回过程中随时检查丝的位置,必须在须条中间或稍偏左,如发现不正常现象立即通知检修工调整。
(5)值车工在巡回中做到手摸皮辊,检查是否有刀伤、划伤、缠伤现象,有伤损的皮辊必须及时更换。
(6)落纱前做好管纱检查工作,有漏丝偏丝等疵点及时卡出,并做好车档地面清洁工作。
(7)换丝前做好氨纶丝的检查工作,确认无混乱、不合格丝后方可上机生产。
3 氨纶包芯纱疵点产生的原因及预防方法
氨纶包芯纱疵点产生的原因及预防方法见表1。
表1 氨纶包芯纱疵点产生的原因及预防方法
4 疵品处理方法
在实际生产中造成的疵品纱,应及时分析后妥善处理,能纺入合格品中的纱,不准纺入副牌内,能纺入副牌纱内,不准倒成回丝。
4.1 漏丝纱
卡出的漏丝纱用修针挑纱条,分辨到漏丝纱与正常纱中间位置后挑断纱线,用粉印做标记,将漏丝纱纺入副牌纱内。
4.2 偏丝
卡出的严重偏丝纱,从偏丝处挑断后,用粉笔做标记,偏丝部分纺入副牌纱内。
4.3 其它疵点纱
纱线上出现间断漏丝、空鞘、弹性不匀、条干不匀、小飞花等疵点,均要抖掉疵点后纺合格品内。
5 氨纶包芯纱清洁图表
细纱值车工清洁图表和细纱落纱工清洁图表分别见表2、表3。
表2 细纱值车工清洁图表
表3 细纱落纱工清洁图表。