焊缝e55e18目视检测报告锅炉厂有限责任公司
锅炉测试报告

锅炉热工试验报告锅炉型号锅炉制造单位锅炉出厂编号试验地点试验日期试验单位试验负责人试验参加人员燃料化验单位编制、计算审核批准锅炉热工试验报告1.任务及目的要求根据《特种设备安全监察条例》的要求,受公司的委托,于年月日对该公司使用的型锅炉(产品编号:)进行热工测试。
测试要求:根据中华人民共和国国务院第549号令,关于修改《特种设备安全监察条例》的决定已于2009年1月24日颁布,并于2009年5月1日正式实施。
对高耗能的特种设备,按照国务院的规定实行节能审查和监管。
国家质量监督检验检疫总局发布国质检特函〔2008〕264号文《关于推进高耗能特种设备节能监管工作的指导意见》,要求对所有在用工业锅炉实际运行能效状况进行普查,并客观记录相关数据。
测试目的:通过对锅炉热效率的测试,掌握在用锅炉的热效率和能耗情况,评介该锅炉是否满足设计及相关标准要求。
2.试验依据a)GB/T10180-2003《工业锅炉热工性能试验规程》b)设计及相关标准要求。
3.项目概况4.锅炉设计参数及实际燃料特性锅炉设计相关参数见表1实际燃料特性见表2表1 锅炉设计基本参数(一)锅炉设计参数1 锅炉额定蒸发量D ed t/h 设计取定2 给水温度t gs℃设计取定3 给水压力P gs MPa 设计取定4 额定蒸汽温度t bq℃设计取定5 额定蒸汽压力P bq MPa 设计取定6 冷空气温度t lk℃设计取定7 排污率ρ% 设计取定8 排烟温度t py℃计算9 燃料消耗量 B kg/h 计算10 锅炉效率η% 计算(二)设计燃料特性(收到基元素成份)1 收到基碳C ar% 设计燃料数据2 收到基氢H ar% 设计燃料数据3 收到基氧O ar% 设计燃料数据4 收到基氮N ar% 设计燃料数据5 收到基硫S ar% 设计燃料数据6 收到基水分W ar% 设计燃料数据7 收到基灰分A ar% 设计燃料数据8 可燃基挥发分V r% 设计燃料数据9 收到基低位发热量Q net,v,ar kJ/kg 设计燃料数据表2实际燃料特性实际燃料特性(收到基元素成份)工况一工况二1 收到基碳C ar% 化验数据2 收到基氢H ar% 化验数据3 收到基氧O ar% 化验数据4 收到基氮N ar% 化验数据5 收到基硫S ar% 化验数据6 收到基水分W ar% 化验数据7 收到基灰分A ar% 化验数据8 可燃基挥发分V r% 化验数据9 收到基低位发热量Q net,v,ar kJ/kg 化验数据5.试验工况说明及结果分析1. 试验条件本次热工测试在锅炉车间现场进行,测试期间锅炉运行正常,负荷稳定,燃烧良好。
天然气公司燃气工程钢制管道焊缝表面质量检查报告

工程名称 施工单位 ××××工程 ××××公司 启动编号 日 期 ××-××××-×××× ×年×月×日
不允许缺陷 探 伤 编 号 焊 接 编 号 焊工 焊接日期 代号 裂纹 气孔
有限允许缺陷
外观检查方法
管径
例: 1# 1 2# 2
融合 夹渣 性飞 长 错位 溅 深度 长度 高度 深度 度 等级 等级 等级 值 (mm) (mm) (mm) (mm (mm) (mm) ) 无 无 无 无 无 无 无 Ⅱ级 无 Ⅱ级 无 无 Ⅱ级 无 Ⅱ级 无
监理单位(章) ××××公司 总/专业监理工程师:×××
项目公司(章) ××××公司 现场代表:×××
×年×月×日
×年×月×日
咬边及边缘不满
表面加强 表面凹陷弧孔 高度
接头错位
肉眼、低倍、 磁粉 缺陷综合评级 后此条焊缝等 级 Ⅱ级 Ⅱ级
等级
D57×3.5 D57×3.5
A22 A22
2009年2月26日 2009年2月26日
无 无
无 无
无 Ⅱ级 0.12 无 Ⅱ级 0.18
Ⅱ级 Ⅱ级
施工单位(Leabharlann ) ××××公司 质检员: ××× 技术负责人:××× ×年×月×日
锅炉检查报告

锅炉技术档案资料齐全
规则制度齐全,并认真执行,无违章违纪现象
配备有必需的设备维修力量,设备及时维修保养
2
锅炉本体及各部状态
锅炉受压元件无危害安全的严重缺陷
水泵运行情况
一、二次风机、罗茨风机运行情况
连排阀、定排阀、给水截止阀及其他管道、阀门无跑、冒、滴、漏
水压试验,使用单位对锅炉安全状况有怀疑时,应当进行水压试验
检查依据
《锅炉安全技术监察规程》《锅炉定期检验规则》
缺陷及其处理
检查发现的缺陷位置、性质、程度及处理意见(必要时附图或者附页)
检查结论
符合要求
基本符合要求
不符合要求
下次检查日期: 年 月
检查人员:日期:
安全管理人员: 日期:
水位表无泄漏
水位表有放水阀门,并有接到安全地点的放水管
水位表与锅筒之间的汽水连接管上装有阀门,锅炉运行时阀门必须处于全开位置
水位报警器应符合要求,动作可靠,有定期校验记录
6
压力表
蒸汽锅炉压力表必须与锅筒蒸汽空间直接相连
压力表表盘刻度极限值为工作压力的2倍
压力表表盘直径不应小于100mm
压力表定期进行校验,校验后应加铅封并注明下次校验日期,不允许超期使用。刻度盘上划红线指示出最高工作压力
5
水位表
每台蒸汽锅炉至少装两个水位表,并均可正常使用
水位表装在便于观察的地方,并有足够的照明
水位表距离操作面高出6m时,应加装远程水位显示装置,同时直读式水位表必须保证正常使用
水位表有指示最高、最低安全水位和正常水位的明显标志(红杠),正常水位在水位表中间
水位表清晰显示正常水位,每班至少冲洗一次,防止出现假水位
锅炉焊接的质量检验_程艳洁

文章编号:CN23-1249(2012)03-0051-03锅炉焊接的质量检验程艳洁(哈尔滨锅炉厂有限责任公司,黑龙江,哈尔滨150046)摘要:锅炉是通过燃料燃烧释放出化学能使水转变成蒸汽的换热设备,是一种高温、高压、有可能发生爆炸危险的特种设备。
随着科学技术的快速发展,锅炉的温度及压力越来越高,超临界、超超临界锅炉对质量的要求也越来越高,焊接是锅炉制造的主要工艺方法,焊接质量直接关系到锅炉产品质量和使用寿命。
锅炉的恶性事故,国内外时有发生,其中大部分就是由于焊接接头质量问题造成的。
因此,焊接的质量检验对保证锅炉产品质量起主要作用。
本文对锅炉焊接的质量按检验阶段作了必要的论述,同时对常见的焊接缺陷作了简要的分析。
关键词:锅炉;焊接;质量检验中图分类TG4文献标识码:Awelding Inspection of BoilerCheng Yanjie(Harbin Boiler Co.,Ltd ,Harbin 150046,China )Abstract :Boiler is heat exchange equipment that through combustion to release chemical energy ,transfer water energy to steam energy ,is special equipment with high temperature ,high pressure ,and high the risk of explosion.With the rapid development of science and technology ,temperature and pressure of boiler is getting higher and higher ,supercritical and ultra -super critical give a higher quality requirement to boiler.Welding is main process for boiler.The quality and service life of boiler has a direct relation with welding.Boiler serious accident occurred in domestic and abroad.Some of those accidents are due to the quality of welding joint.Therefore ,Welding Quality Inspec-tion plays a important role for quality of boiler.This article do a necessary discuss to boiler welding according to inspection phase ,and do a general analysis to normal welding defect.Key words :boiler ;welding ;welding defect.收稿日期:2012-01-12作者简介:程艳洁(1982—),女,助理工程师,从事锅炉及压力容器质量检验工作。
焊接检测报告

焊接检测报告一、检测目的。
本次焊接检测旨在对焊接接头进行质量评定,确保焊接接头符合相关标准和要求,保证焊接结构的安全可靠性。
二、检测依据。
1.《焊接工艺规程》。
2.《焊接接头质量检验标准》。
3.相关国家标准和行业标准。
三、检测内容。
1.焊缝外观检测。
通过目视检测和放大镜观察焊缝外观,检查是否存在气孔、裂纹、夹渣等缺陷,以及焊缝形状和尺寸是否符合要求。
2.焊接材料化学成分分析。
取样检测焊接材料的化学成分,确保焊接材料符合要求,保证焊接接头的材料质量。
3.焊接接头力学性能测试。
对焊接接头进行拉伸、弯曲等力学性能测试,评定焊接接头的强度、韧性等力学性能是否符合设计要求。
4.焊接接头超声波探伤。
利用超声波探伤仪对焊接接头进行探伤,检测焊缝和母材是否存在内部缺陷,如气孔、夹渣、裂纹等。
5.焊接接头硬度测试。
对焊接接头进行硬度测试,评定焊接接头的硬度是否符合要求,检测是否存在焊接区软化等问题。
四、检测结果。
经过以上检测项目的全面检测,得出如下结果:1.焊缝外观良好,无气孔、裂纹、夹渣等缺陷,符合外观质量要求。
2.焊接材料化学成分符合要求,材料质量良好。
3.焊接接头力学性能测试结果符合设计要求,具有良好的强度和韧性。
4.焊接接头经超声波探伤未发现内部缺陷。
5.焊接接头硬度测试结果符合要求,无软化现象。
五、结论与建议。
根据以上检测结果,焊接接头质量良好,符合相关标准和要求。
建议在实际工程中,严格按照《焊接工艺规程》进行焊接操作,确保焊接质量。
同时,在焊接过程中,加强焊接工艺控制,做好焊接材料的保护和预热工作,提高焊接接头的质量和可靠性。
六、附录。
1.焊接工艺规程。
2.焊接接头质量检验标准。
3.相关国家标准和行业标准。
以上为本次焊接检测报告内容,如有疑问或需要进一步了解检测细节,请随时联系我们。
感谢您的阅读与支持。
焊接质量检验报告

焊接质量检验报告
1. 项目背景
为确保焊接过程的质量,经过对焊接工艺的调试和操作人员的
培训,我们进行了焊接质量的检验。
2. 检验方法
本次焊接质量检验主要采用以下方法:
- 视觉检查:通过目视观察焊缝的外观和焊接区域的整体质量,检查是否存在焊丝外露、未焊透、焊缝凸起、气孔等情况;
- X射线检测:通过对焊缝进行X射线检测,发现焊接中可能
出现的缺陷,如裂纹、杂质等;
- 声波检测:运用超声波探测技术,检测焊缝中的缺陷情况,
如夹渣、脱焊等;
- 二氧化碳检测:用二氧化碳检测仪器检测焊接区域中的二氧
化碳浓度,判断焊接是否达到标准;
- 力学性能测试:对焊缝进行拉伸实验,测试焊接的强度和韧性。
3. 检验结果
根据以上检验方法,我们对焊接质量进行了全面的检测,结果
如下:
- 视觉检查:焊缝表面平整、焊接区域无气孔等缺陷;
- X射线检测:未发现焊接缺陷,焊缝中无裂纹和杂质;
- 声波检测:焊缝中无夹渣和脱焊现象;
- 二氧化碳检测:焊接区域二氧化碳浓度符合标准;
- 力学性能测试:焊接强度和韧性达到设计要求。
4. 结论
经过全面的焊接质量检验,本次焊接工艺和操作符合标准要求,焊接质量良好,可以确保焊接部件的使用寿命和安全性。
5. 建议
为进一步提升焊接质量,我们建议:
- 加强操作人员的培训和技能提升,确保操作规范、熟练掌握
焊接工艺;
- 严格执行焊接工艺规程,保证焊接过程的稳定性和一致性;
- 加强设备的维护和保养,保证焊接设备的正常运行和准确性。
以上为本次焊接质量检验报告,感谢您的关注和支持!。
焊缝超声波检测报告1

检测报告报告编号:GJG-2014-HF-0001
工程名称: XXX有限公司综合楼
委托单位: XXX有限公司
检测类别: 委托检测
xxxx建设工程质量检测有限公司
批准:审核:检测:
钢结构焊缝超声波探伤检测数据
钢结构焊缝超声波探伤检测部位示意图
检测公司提示:
1、报告无“检测专用章”和“骑缝章”无效;
2、复制报告未重新加盖“检测专用章”无效;
3、报告无检测人、审核人、批准人签字无效;
4、本报告涂改无效;
5、若对检测报告有异议,应于收到报告之日起十五日内向检测单位提出;
6、检测报告中的工程信息由委托单位提供,本公司不负责确认。
检测公司证书:
《资质认定计量认证证书》xxxx
《建筑工程材料见证取样检测资质证书》xxxx
《市政工程材料见证取样检测资质证书》xxxx
《地基基础工程检测资质证书》xxxx
《主体结构工程现场检测资质证书》xxxx
《室内环境检测资质证书》xxxx
单位:xxxx建设工程质量检测有限公司邮编:
地址:
电话(Tel):
E-mail:。
油罐焊缝焊接质量检测报告
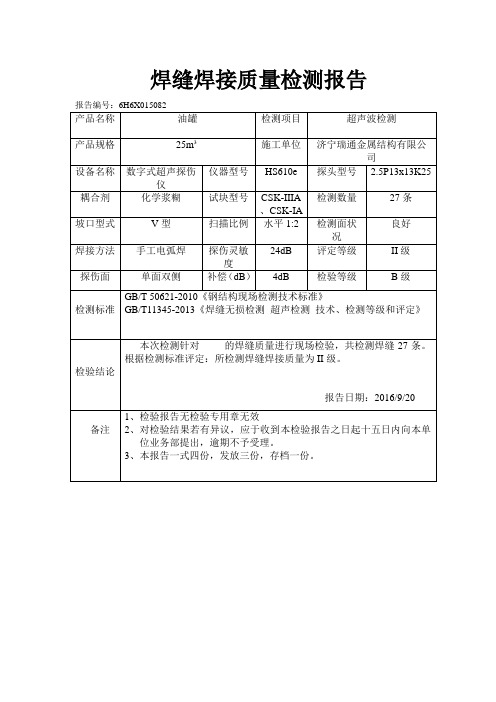
良好
焊接方法
手工电弧焊
探伤灵敏度
24dB
评定等级
II级
探伤面
单面双侧
补偿(dB)
4dB
检验等级
B级
检测标准
GB/T 50621-2010《钢结构现场检测技术标准》
GB/T11345-2013《焊缝无损检测超声检测技术、检测等级和评定》
检验结论
本次检测针对的焊缝质量进行现场检验,共检测焊缝27条。根据检测标准评定:所检测焊缝焊接质量为II级。
焊缝焊接质量检测报告
报告编号:6H6X015082
产品名称
油罐
检测项目
超声波检测
产品规格
25m³
施工单位
济宁瑞通金属结构有限公司
设备名称
数字式超声探伤仪
仪器型号
HS610e
探头型号
2.5P13x13K25
耦合剂
化学浆糊
试块型号
CSK-IIIA、CSK-பைடு நூலகம்A
检测数量
27条
坡口型式
V型
扫描比例
水平1:2
报告日期:2016/9/20
备注
1、检验报告无检验专用章无效
2、对检验结果若有异议,应于收到本检验报告之日起十五日内向本单位业务部提出,逾期不予受理。
3、本报告一式四份,发放三份,存档一份。
焊缝检查报告

焊缝检查报告一、背景介绍焊接是一种常见的金属连接方式,广泛应用于工业领域。
焊接的质量直接关系到结构的强度和稳定性。
为确保焊接质量,经常需要进行焊缝检查。
本篇报告旨在对焊缝检查的过程和结果进行详细介绍。
二、检查目的焊缝检查的目的是确认焊接质量是否符合相关标准和规范要求。
通过检查焊缝的质量,可以防止因焊接缺陷引起的事故和意外发生,确保焊接构件的可靠性和安全性。
三、检查方法焊缝检查的方法多种多样,常见的方法包括目视检查、渗透检测、超声波检测等。
根据需要,本次焊缝检查采用了多种方法进行综合检测。
1. 目视检查目视检查是最简单常用的焊缝检查方法之一。
通过肉眼观察焊缝表面的质量和形状,可以初步判断焊缝的质量。
本次检查中,目视检查主要聚焦于焊缝的平整度、均匀度以及是否存在裂纹、气孔等缺陷。
2. 渗透检测渗透检测是用于检测焊缝表面裂纹和孔洞等缺陷的方法。
在渗透检测中,首先在焊缝表面涂上渗透剂,使其渗入缺陷中。
然后通过去除表面多余的渗透剂和涂上显像剂,可以观察到渗透剂在缺陷处形成的显像效果。
本次检查中,渗透检测主要应用于焊缝的连接处和角焊缝的表面。
3. 超声波检测超声波检测是利用超声波在不同介质中传播速度的差异来检测焊缝中存在的缺陷。
通过将超声波传感器放置在焊缝上方,在超声波的传播和反射条件下,可以检测出焊缝中的裂纹、气孔以及夹杂等缺陷。
本次检查中,超声波检测主要用于较大且无法通过目视检查发现的焊缝。
四、检查结果根据以上的检查方法,我们对焊缝进行了全面的检查,并记录下以下结果。
1. 目视检查经过目视检查,我们没有发现焊缝表面的明显缺陷,焊缝的连接处平整度和均匀度良好。
说明焊接工艺符合要求,焊接质量较高。
2. 渗透检测渗透检测结果显示,在焊缝连接处存在微小的裂纹,但经过仔细观察,这些裂纹并不会对焊接结构的强度和稳定性产生明显影响。
因此,焊缝的质量仍然可接受。
3. 超声波检测超声波检测表明,焊缝中存在少量的气孔和夹杂,这可能是由于焊接过程中材料杂质未完全清除导致。
焊缝检测报告

焊缝检测报告一、背景介绍。
焊接是制造业中常见的工艺,焊接质量直接关系到产品的安全性和可靠性。
焊缝作为焊接连接的重要部分,其质量直接影响到整个焊接结构的强度和稳定性。
因此,对焊缝的检测工作显得尤为重要。
二、检测方法。
1. 目视检测。
目视检测是最基本的检测方法,通过肉眼观察焊缝表面的形态、颜色和光泽等特征来判断焊缝的质量。
这种方法简单直观,但只能检测表面缺陷,对内部缺陷无法发现。
2. 渗透检测。
渗透检测是利用渗透剂在焊缝表面渗透,然后用显色剂显现出缺陷,通过观察显色剂的渗透情况来判断焊缝的质量。
这种方法可以检测出表面和近表面的裂纹和孔洞等缺陷。
3. 超声波检测。
超声波检测是利用超声波在材料中传播的特性来检测焊缝内部的缺陷,可以检测出焊缝的各种内部缺陷,如气孔、夹杂、裂纹等。
4. X射线检测。
X射线检测是利用X射线对焊接部位进行透射检测,通过观察透射图像来判断焊缝的质量,可以检测出焊缝的内部缺陷和结构。
三、检测结果。
根据以上的检测方法,我们对焊缝进行了全面的检测,得出如下检测结果:1. 目视检测,焊缝表面平整光滑,无裂纹和气孔等缺陷。
2. 渗透检测,未发现表面和近表面的裂纹和孔洞等缺陷。
3. 超声波检测,焊缝内部未发现气孔、夹杂和裂纹等缺陷。
4. X射线检测,焊缝内部未发现结构缺陷和内部裂纹。
综合以上检测结果,焊缝质量符合要求,达到了设计要求和标准规定的质量标准。
四、建议。
为了确保焊缝的质量,我们建议在焊接过程中,严格按照焊接工艺规程进行操作,保证焊接参数的准确性和稳定性;同时,对于重要焊接部位,建议采用多种检测方法相结合,以确保焊缝的质量。
五、结论。
焊缝检测是确保焊接质量的重要环节,通过多种检测方法的综合应用,可以有效地保证焊接质量,提高焊接部件的可靠性和安全性。
我们将继续加强焊缝检测工作,确保产品质量和用户满意度。
六、致谢。
感谢各位对焊缝检测工作的支持和配合,也感谢各位在焊接工艺中的努力和付出,让我们共同努力,为产品质量保驾护航。
焊缝目视检测报告

检查项目
检验标准
检查方法
检查记录
结果
判定
备注
1
焊接件的材料/材质
/
目视
磁测量
2
焊接件上焊缝的数量
符合文件包中图纸的规定要求
目测
3
焊接件上角焊缝的焊缝厚度尺寸(a值)或焊脚尺寸(Z值)
符合文件包中图纸的规定要求,根据ISO5817/ISO10042中的C级进行控制
焊缝检验尺
记录每道焊缝的a/z值,
检测工具编号
光照度
检测标准
验收标准
检测总长度
序号
工件编号
焊缝编号
检测长度(mm)
数量
尺寸信息及缺陷描述
评定
备注
图示及说明
检 测 / 资 格
审 核 / 资 格
批 准
姓名
日期
总体判定
合格□
不合格□
产品检测记录
供应商
BST庞巴迪
签章日期签章日期源自xx建设有限公司工程检测中心
目视检测报告
报告编号:
共 页 第 页
工程名称
委托编号
工件名称
委托单位
检测部位
表面状态
质量计划号
母材材质
母材规格
焊接方法
坡口型式
接头形式
焊缝类型
焊工号
检测时机
检测比例
检测编号
检验方法
照明方式
工艺规程
检测工具
4
焊接件上裂纹、咬边、弧坑、未焊满、气孔、未熔合、未焊透、焊瘤、余高、下塌、根部收缩、焊穿、焊缝成形不良等缺欠
符合文件包中图纸的规定要求,根据ISO5817/ISO10042中的C级进行控制
焊缝检验尺
锅炉能效检验测试报告
kg/h
2
排烟处RO2
R02,
%
3
排烟处02
02'
%
4
排烟处C0
CO'
PPm
5
排烟处过量空气系数
仏py
6
入炉冷空气温度
tlh
c
7
排烟温度
tpy
c
五、燃油热水锅炉能效测试项目
报告编号:
㈠
正平衡法
项目名称
符号
单位
测试平均值1
测试平均值2
1、
热水流量
G
kg/h
2
进口水温度
tjs
c
3
出口水温度c
tcs
c
4
C
试 验
31
排烟处干烟气平均定压比热
Cgy
kJ/m3
C
计算
32
排烟处烟气焓
Hpy
kJ/kg
计算
33
入炉冷空气焓
Hlk
kJ/kg
计算
34
排烟热损失
q2
%
计算
35
散热损失
q5
%
计算
36
炉渣温度
tlz
C
试 验
37
漏煤温度
tlm
C
试 验
38
冷灰温度
tlh
C
试 验
39
炉渣焓
(ct)lz
kJ/kg
计算
40
漏煤焓
CO'
ppm
8
排烟处过量空气系数
apy
9
入炉冷空气温度
tlh
C
10
排烟温度
tpy
锅炉监造及工厂检验
9. 监造及工厂检验9.1概述(1)本条款用于合同执行期间对供货商所提供的设备(包括分包外购设备)进行检验、监造和工厂试验,确保供货商所提供的设备合同技术要求的规定。
(2)投标人应在本合同生效后1个月内,向招标人提供与本合同设备有关的监造、检验、性能验收试验标准。
有关标准应符合合同的技术规定。
(3)日立造船的监造内容详见附件1。
9.2工厂检验(1)工厂检验是质量控制的一个重要组成部分。
投标人须严格进行厂内各生产环节的检验和试验。
投标人提供的合同设备需签发质量证明、检验记录和测试报告,并且作为交货时质量证明文件的组成部分。
(2)检验的范围包括原材料和元器件的进厂,部件的加工、组装、试验至出厂试验。
(3)供货商检验的结果必须满足合同技术要求,如未达到要求,供货商要采取措施处理直到满足要求为止。
供货商发生重大质量问题时应及时将情况通报业主。
(4)工厂检验的所有费用包括在合同总价之中。
9.3设备监造锅炉在制造厂制造过程中,业主将派出具有一定技术水平和经验且责任心较强的工程技术人员参加设备制造和出厂前的检验、试验并监造,但这并不代替和减轻供货方对质量的责任。
(1)监造依据:根据本合同和电力工业部、机械工业部文件电办[1995]37号(关于印发《大型电力设备质量监造暂行规定》、《驻大型电力设备制造厂总代表组工作条例》的通知)的规定,以及国家有关规定。
(2)文件见证、现场见证和停工待检,即R点、W点、H点。
每次监造内容完成后,投标人和监造代表均须在见证表上履行签字手续。
投标人复印后交监造代表1份。
(3)此表格由投标人填写,具体监造项目在双方合同谈判中最终确定。
(4)供货商应对业主派到到工厂实施设备监造的人员在工作和生活上提供必要的方便。
焊缝表面质量检查报告

焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊接表面质量检查报告日期: 2012—9--14施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师: . .。
EN15085VT焊接工作试件检测报告表格样式.docx

******* 公司VT检测报告编号:VT20160108001 NoVT -检测记录检测对象的草图,包含标印区域、原点、尺寸和显示位置。
2) 按照标准指定(ISO 6250 —1)最终评定/后继操作/备注符合ISO —5817B级要求,合格。
******* 公司VT检测报告编号:VT20160108002 NoVT -检测记录检测对象的草图,包含标印区域、原点、尺寸和显示位置。
4) 按照标准指定(ISO 6250 —1)最终评定/后继操作/备注符合ISO —5817B级要求,合格。
******* 公司VT检测报告编号:VT20160108003 NoVT -检测记录检测对象的草图,包含标印区域、原点、尺寸和显示位置。
1=按照草图对显示进行连续编号6) 按照标准指定(ISO 6250 —1)最终评定/后继操作/备注符合ISO —10042B级要求,合格。
******* 公司VT检测报告编号:VT20160108004 NoVT -检测记录检测对象的草图,包含标印区域、原点、尺寸和显示位置。
顺序号缺陷代码距原点的距离缺陷大小单位mm 评定X轴单位mm Y轴单位mm允许不允许123456按照草图对显示进行连续编号8) 按照标准指定(ISO 6250 —1)最终评定/后继操作/备注符合ISO —5817B级要求,合格。
******* 公司VT检测报告编号:VT20160108005 NoVT -检测记录检测对象的草图,包含标印区域、原点、尺寸和显示位置。
10)按照标准指定(ISO 6250 —1)最终评定/后继操作/备注符合ISO —10042B级要求,合格。
燃气锅炉现场检测报告
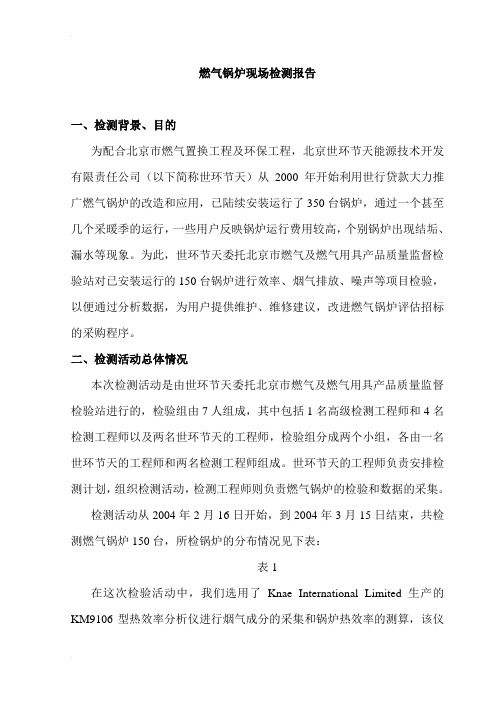
燃气锅炉现场检测报告一、检测背景、目的为配合北京市燃气置换工程及环保工程,北京世环节天能源技术开发有限责任公司(以下简称世环节天)从2000年开始利用世行贷款大力推广燃气锅炉的改造和应用,已陆续安装运行了350台锅炉,通过一个甚至几个采暖季的运行,一些用户反映锅炉运行费用较高,个别锅炉出现结垢、漏水等现象。
为此,世环节天委托北京市燃气及燃气用具产品质量监督检验站对已安装运行的150台锅炉进行效率、烟气排放、噪声等项目检验,以便通过分析数据,为用户提供维护、维修建议,改进燃气锅炉评估招标的采购程序。
二、检测活动总体情况本次检测活动是由世环节天委托北京市燃气及燃气用具产品质量监督检验站进行的,检验组由7人组成,其中包括1名高级检测工程师和4名检测工程师以及两名世环节天的工程师,检验组分成两个小组,各由一名世环节天的工程师和两名检测工程师组成。
世环节天的工程师负责安排检测计划,组织检测活动,检测工程师则负责燃气锅炉的检验和数据的采集。
检测活动从2004年2月16日开始,到2004年3月15日结束,共检测燃气锅炉150台,所检锅炉的分布情况见下表:表1在这次检验活动中,我们选用了Knae International Limited生产的KM9106型热效率分析仪进行烟气成分的采集和锅炉热效率的测算,该仪器可以检测出烟气中O2(0~25%)、NO(0~1000ppm)、NO2(0~1000ppm)、CO(0~10000ppm)、CO2(0~20%)、SO2(0~5000ppm)、排烟温度(0~1100℃)、黑度等,并测算出锅炉的热效率,用ND10型噪声仪(46~130dB)测试锅炉运行噪声,用MCT-100B型数字温度计(0~1100℃)测试炉体表面温度。
由于检测活动应在供暖期结束前完成,因此选派了四名较有经验的检测工程师进行检验,数据的采集、换算严格按照标准要求,两个检验小组平均每天检测8台锅炉,由于每台炉子的地点不同,检验人员一般白天检验,晚上对数据进行处理换算,并根据实际情况的需要,调整第二天的检验方案。
焊缝超声波探伤报告..
(CMA章)钢结构超声波检测检测报告工程名称:铁路器材厂车修分厂延长跨工程地点:铁路器材厂委托单位:铁路器材厂检测日期:2010年3月16日报告总页数:12 页报告编号:合同编号:工程检测有限公司2010年4 月23 日首页工程检测有限公司2010年3月16日钢结构超声波检测检测人员:(上岗证号)报告编写:(上岗证号)复核:(上岗证号)审核:(上岗证号)授权签字人:声明: 1. 本报告涂改、错页、换页、漏页无效;2. 检测单位名称与检测报告专用章名称不符者无效;3. 本报告无我单位相关技术资格证书章无效;4. 本报告无检测、审核、授权签字人签字无效;5.未经书面同意不得部分复制或作为他用;6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
检测单位:地址:邮编:联系人:目录一项目概况二检测依据及方法三检测结果附件-、项目概况二、检测依据及方法1.检测依据(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;(2)《钢结构工程施工及验收规范》GB50205-2001;(3)《建筑钢结构焊接技术规程》JGJ 81-2002;(4)设计文件。
2.检测方法该工程钢结构材质为Q345,根据设计要求采用埋弧自动焊、气体保护焊及手工电弧焊的方法进行焊接。
结构平面示意图如图1所示,所有全熔透对接焊缝应符合《建筑钢结构焊接技术规程》(JGJ81-2002)规定的二级焊缝质量标准。
根据厂房现有情况及相关规范,本次检测共对1条焊缝进行了超声波探伤,所检测构件位置如图1及图2所示。
图1 立柱焊缝位置示意图图2 梁焊缝位置示意图焊缝超声波探伤采用斜探头横波法进行检测。
检测仪器型号为RSM -NT1型超声波探伤仪,探头主频2.5MHz,晶片直径15mm。
检测前预先将检测表面清理平整。
检测时用机油作为耦合剂,将探头置于焊缝一侧表面进行探伤。
焊缝探伤等级为GB/T 11345-1989 B级。
【CN110108415A】焊缝的煤油渗漏检测方法【专利】
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910392886.1(22)申请日 2019.05.13(71)申请人 哈尔滨锅炉厂有限责任公司地址 150000 黑龙江省哈尔滨市南岗区高科技生产基地33号楼(72)发明人 李虹霖 史丹 张春红 程艳洁 (74)专利代理机构 北京天奇智新知识产权代理有限公司 11340代理人 范光晔(51)Int.Cl.G01M 3/12(2006.01)(54)发明名称焊缝的煤油渗漏检测方法(57)摘要本发明提供了一种焊缝的煤油渗漏检测方法。
主要解决了由于结构和无损检测各自的局限性,对于复杂结构焊缝构成封闭腔体,并有密封要求的焊接件的缺陷检测难以进行。
调制石灰水溶液,将其在检查侧焊缝及两侧各50mm宽位置均匀涂抹一层;当石灰水溶液干燥后,在焊缝检查侧背面涂刷煤油,涂刷2~3次,每次要间隔10分钟以上,保证表面得到足够浸润;涂刷煤油最后一次30分钟以后,在检查侧对焊缝进行观察检查是否有漏点,以石灰粉上无煤油油渍为合格。
提高了焊缝的贯穿性缺陷的检出率,降低检测成本,对压力等级要求不高的常压容器,适用煤油渗漏检测可代替压力试验。
焊缝进行煤油渗漏检测后可代替压力试验。
权利要求书1页 说明书3页 附图1页CN 110108415 A 2019.08.09C N 110108415A1.一种焊缝的煤油渗漏检测方法,其步骤如下,步骤一、了解工件结构、状态以及产品图纸、标准、工艺规程,准备石灰水、毛刷、煤油备用;进行目视焊缝检测,将目视可见的缺陷去除干净;步骤二、调制石灰水溶液,将其在检查侧焊缝及两侧各50mm宽位置均匀涂抹一层;当石灰水溶液干燥后,在焊缝检查侧背面涂刷煤油,涂刷2~3次,每次要间隔10分钟以上,保证表面得到足够浸润;涂刷煤油最后一次30分钟以后,在检查侧对焊缝进行观察检查是否有漏点,以石灰粉上无煤油油渍为合格;步骤三、煤油试验检查,焊缝发现漏油时应及时修复并再经煤油试验合格为止,试验结束应将煤油上交库房,并将现场残留煤油清除干净。
焊缝超声波检测报告

--
--
--
--
合格
17
R1-1
--
--
--
--
--
合格
18
R1-2
--
--
--
--
--
合格
19
R1-3
--
--
--
--
--
合格
20
R1-4
--
--
--
--
--
合格
21
N1Z-3
ZD-1
600
18-25
1000-400
+4
--
合格
22
N1Z-4
ZD-1
--
--
--
--
--
合格
23
MX8aZ
S3aZ
有关
说明
检测位置情况详见焊缝超声波检测检测报告(附页)
结论: 对下述部位进行UT检测 ,符合GB11345-89 标准 B级Ⅰ级验收要求;
评定合格。
授权签发人:审核人: 检测人:
签发日期:2015年11月08日
焊缝超声波检测报告(附页)
序号
工件
编号
零部件 编号
焊缝编号
缺陷
位置
(mm)
深 度(mm)
测 长(mm)
--
--
--
--
--
合格
17
MR2-3
--
--
--
--
--
合格
18
MR2-4
--
--
--
--
--
合格
19
MR3-1
--
--
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
/
/
25-26
0
合格Acc.
/
备注:焊缝表面检查包括焊缝表面裂纹、未焊透、未熔合、表面气孔、弧
检查,焊接接头表面不应该有粗糙的焊波、沟槽、焊瘤、凸起或凹坑。
Remark:The welds examination include the examination such as surfa fusion、pinhole、arc crater、splash and slag inclusion, there are no coars
焊缝尺寸检查
Dimension Inspection of Welds
结论
Conclusion
备注
Remarks
错边(mm) Offset
余高(mm)
Rein force -ment
棱角度(mm)
Angularity
焊脚高
度(mm)
Fillet weld size
咬边
(mm)
Undercut
E55/E18
修磨后
After Grinding
焊工钢印号
Welder Stamp No.
768
表面状态
Surface Condition
合格
Acc.
验收标准
Acceptance Standard
检测结果
Inspection result焊缝来自 号Welds NO.
焊缝表 面检查
Surface Inspection of Welds
组件/零件名称
Assembly/Part
Name
封闭板
Latch up plate
焊缝编号/试件编号
Weld No./Coupon No.
材料牌号及规格
(mm)
Material Des. And
Size
Q235-B/5=25
焊接方法
Welding Method
检验时机
Inspection Stage
锅炉厂有限责任公司
Boiler CO. LTD.
焊缝目视检测报告
Visual In spect ion Report for Welds
产品令号
Job No.
记录编号
Record No.
产品名称
Product Name
上机架焊接
Welding of upper frame
产品编号
Product No.
审核人:日期:
ReviewerDate
Form No.:
序号
No.
检验器具名称
Inspection Device Name
检定号
Calibration No.
检定日期
Calibration date
结论
Conclusion
备注
Remarks
1
焊缝检验尺
Weld Check Gauge
合格Acc.
/
检查员:日期:
ExaminerDate
见证:/日期:/
WitnessDate
R坑、飞溅和肉眼可见的夹渣等缺陷的
ce crack、incomplete penetration、incomplete >e ripple, groove , overlap, bulge and pit.
缺陷位置示意图
Sketch for Defect Position
检验器具检定记录
Calibration Record of Inspection Device