Presentation Topic welding
3_双丝CMT TWIN

——CMT TWIN 珠海市科盈焊接器材有限公司珠海市福尼斯焊接技术有限公司2014.12Principle of CMT Twin CMT双丝焊的原理2repeatedlyCMT是在短路电弧基础上开发出的一种“热-冷-热-冷”反复交替的熔滴过渡形式During the arcing When the filler The reverse The wire motion isTime-Twin = high deposition rate高熔敷效率6Product description 产品介绍78PRO“焊枪头同步起弧Prerequisite: CMT Twin algorithm V 2.9.410Fronius International GmbH / CMT Twin product presentation / 01.04.2012- v01Fronius International GmbH / Product presentation CMT Twin / 29.03.2012SYNCHRONISED START/同步起弧11Fronius Fronius International International GmbH GmbH / CMT / Product Twin product presentation presentation CMT Twin / 01.04.2012/ 29.03.2012 v01Main benefits主要优点12Product benefits优点Process stability 工艺 稳定Maximum process stability across the complete power rangeLarge variations in wire feed speed送丝速度变化大Are possible – deposition rate can be regulated perfectly 可以很好地控制熔敷率Defined Start 精确起 弧Exact defined start due to synchronizationProductivity生产率High welding performance, higher welding speed, higher deposition rate, less energy consumption, reduced reworking 高性能、更高焊速、更高熔敷率、更低能耗、减少焊后 Reduced Twin-arc 处理Userfriendly 可操作性好The subsequent process controls itself, perfectly tailored characteristics … 工艺 可控,自带专家系统High welding performance高焊接性 能Less spatter, less heat input, better weld seam formation, high gap bridgeabilityinfluence减少双电弧干扰Less arc pressure on the „Trail“. The weld pool is therefore unaffected and the front arc burns exclusively on the base materialReduced process costs减少成本Less consumption of material, gas and electricity13Comparison weldingspeed CMT Twin vs. Twin 焊接速度比较14Comparison gap bridging ability CMT Twin vs. Twin 搭桥能力比较15Application areas and test applications应用领域和应用测试16Application Areas 应用领域Light-gauge applications < 3 mm 薄板 / Focus: Welding speed 注重焊接 速度 / Sectors: 汽车及零部件制造 Automobile and component supply industryThick-gauge applications > 3 mm 厚板 / Focus: Deposition rate 注重熔敷 效率17/ Sectors: Yellow goods 工程机械 Shipbuilding 造船Comparison Pulse/CMT vs. CMT/CMT 比较Principle CMT Twin Speed and CMT Twin Heavy Duty Principle CMT Twin Root/Co² and CMT Twin Cladding18Idea for combination Pulse/CMT 合脉冲/CMT组/ Characteristics Lead Wire (Pulse) 主丝(脉冲)/ Deep penetration 大熔深 / High deposition rate 高熔敷率/ Characteristics Trail wire (CMT) 副丝(CMT)/ Perfect seam shaping 很好的焊缝成形 / High process stability 高稳定性19Optimized characteristics 最佳特性/ CMT Twin Speed 高速焊 optimized for „highest welding speed“ 最高的焊速 shorter arcs with higher frequencies 电弧更短过渡频 率更高 / CMT Twin Heavy Duty 大熔敷率焊 optimized for thick-gauge sheet 对于厚板焊接得到更好的焊缝成形 higher energy in the arc for a perfect welding seam appearance2022Lead Wire Trail WireCharacteristics Lead Wire (CMT)主丝Shorter arc as trail wire 更短电弧Higher power as trail arc 电流大于副丝This wire starts the welding process 主丝先起弧Characteristics Trail wire (CMT)副丝Optimized arc characteristics for the process 优化电弧特性31应用实验:CMT TwinCMT Twin compared withother processesCMT双丝与其他工艺对比3336角焊缝断面38角焊缝断面Lead WireTrail Wire 40ø1,2mm solid wire at the samequality requests41Fronius International GmbH / first name last name / Titel of presentation / xx.xx.201x - v01(Germany)1mm has to be left.42Fronius International GmbH / first name last name / Titel of presentation / xx.xx.201x - v0143Fronius International GmbH / Christian HueberMaterial: MildSteel-Length: 243Fronius International GmbH / Christian HueberWelding trials on customer boilersFronius International GmbH / Christian HueberMAG single wire, Gap: +/-2mm, welding speed = 160cm/min, Wire speed: 9,1m/min,Steel dynamic pulse,Resut: visual not okay (holes)CMT TWIN, Gap: +/-2mm,welding speed = 250cm/min,Wire speed:Leading wire: 8,8m/min; Trailing wire: 5,5m/min,Result: visual and tightness (12bar,5min) okayFronius International GmbH / Christian Hueber46应用:热水器内胆环缝47Application BOILER WELDING 48角焊应用Welding speed焊接速度: 270cm/min49应用:德国宝马。
Presentation-WeldingCuttingandBrazing

Fire Prevention: Welding is Prohibited in Certain Areas
Areas not authorized by management
Buildings with impaired sprinkler systems
Torch Brazing
12
3 or 4
Heavy cutting (6 inches & over)
5 or 6
Personal Protection: Clothing
Welding gloves, gauntlets and sleeves
Flame resistant aprons High-cut safety boots and leggings
Place welding cables and
other equipment clear of passageways, ladders or stairways
Personal Protection: Eye Protection
Use helmets, shields and goggles during arc
Fire Prevention: Basic Precautions
Asses the fire hazards
If object to be welded or cut can’t be easily
moved, remove all fire hazards in vicinity
If object and fire hazards can’t be moved, use
welding Position

WWW.SPERKOENGINEERING.CO 15° M
Welding Positions
Tabulation of Positions of Groove Welds
© Sperko Engineering 2005
WWW.SPERKOENGINEERING.CO M
Welding Positions
Tabulation of Positions of Groove Welds
Position Diagram Reference Flat Horizontal Overhead Vertical A B C D Inclination of Axis 0 to 15° 0 to 15° 0 to 80° 15 to 80° Rotation of Face 150 to 210° 80 to 150° 210 to 280° 0 to 80° 210 to 360° 80 to 280°
WWW.SPERKOENGINEERING.CO M
Flat Upward Inclined Limit
Weld may incline upward to a limit of 15° 15°
© Sperko Engineering 2005
WWW.SPERKOENGINEERING.CO M
Flat Upward Inclined Limit
How this table and the diagram on the previous page work are shown in the following diagrams
© Sperko Engineering 2005 WWW.SPERKOENGINEERING.CO M
ISIJ投稿指南
ISIJ International 投稿指南2009-11-28 09:02ISIJ International 是钢铁类顶级杂志,由日本钢铁协会主办。
尽管其影响影子较低(IF约为0.8),但是其学术期刊之一,主页为:http://www.isij.or.jp,下面介绍一下ISIJ 的投稿指南。
INSTRUCTIONS FOR AUTHORSISIJ International is published monthly by The Iron and Steel Institute of Japan (ISIJ). Timely and original cont members and non-members.1.Scope: The scope of the journal extends from the core subject matter of iron and steel to multidisciplinary a journal provides a medium for presentation and discussion of all aspects of materials and processes including characterization and application.2.Category:(1) Regular Article (maximum of ten printed pages): An original article documenting significant results which c promotion of our understanding, and presented in such a way that qualified workers can replicate the key elem (2) Review article: An article of an extensive survey on one particular subject, in which information already pu Reviews are normally invited, but voluntary proposal of a review topic(s) by a prospective author(s) is welcom (3) Note (maximum of three printed pages): (a) An article on a new finding or interesting aspect of an ongoing publication in condensed form, a medium for the presentation of (b) disclosure of new research and technique to the readers and (d) criticisms or additional proofs and interpretations in con nection with articles previouslynguage: All contributions must be written in English. Latitude in the spelling, American or English, is allow4.Units: The standard SI units must be used. Non SI units should be confined to those approved for use with S5.Submission of manuscript: The manuscript should not have been copyrighted, published, or submitted for p copy of the manuscript, both complete with Application Form (JPG, PDF),synopsis and key words, text, references, list of captions, tables, and figures, should be sent to:The Editorial Board of ISIJ InternationalThe Iron and Steel Institute of JapanNiikura Building (2F)2 Kanda-Tsukasacho 2-chome, Chiyoda-kuTokyo, 101-0048 JAPAN(Telephone)81-3-5209-7013(Facsimile) 81-3-3257-1110(E-mail) editol@isij.or.jpOne set of figures should be of a superior quality for direct reproduction for printing. Papers exceeding the pa condensation prior to review.6.Review: Every manuscript undergoes peer review according to established criteria.7.Revision of manuscript: In case when the original manuscript is returned to the author for revision, one clea the original manuscript and a letter explaining the changes made, must be resubmitted within three months.8. Final manuscript: To save the printing time and cost, it is desirable for the author to supply the final manusc or send by E-mail On acceptance the authors are highly recommended to provide an electronic file(s) of the m attachment.9.Proofs: The representative author will receive the galley proof of the paper. No new material may be addedreturn the proof before a specified deadline to avoid rescheduling of publication in a later issue.10.Copyright: Submission of an article implies that all copyrights are transferred to The Iron and Steel Institute receipt of Application Form for Publication and becomes void if the paper is not accepted for publication in the 11.Page Charge: A charge of ¥ 7,000 per printed page will be collected for the published papers. Fifty reprints supplied to the author without additional charge. Extra reprints will be available at a low price upon request. T author's request. In the cases of that the author has difficulty to pay the page charges, download the "Applicati ISIJ web page and send it to the editorial office of ISIJ International.Classification(填写Application Form时要用)I. Fundamentals of High Temperature ProcessesII. IronmakingIII. SteelmakingIV. Casting and SolidificationV. Instrumentation, Control and System EngineeringVI. Chemical and Physical AnalysisVII. Forming Processing and Thermomechanical TreatmentVIII. Welding and JoiningIX. Surface Treatment and CorrosionX. Transformations and MicrostructuresXI. Mechanical PropertiesXII. Physical PropertiesXIII. New Materials and ProcessesXIV. Social and Environmental Engineering。
Howtomakeaneffectivepresentation英语作文
How to make an effective presentationI.Introduction常见的presentation 开头部分包括:开头部分包括: Welcoming the Audience 欢迎听众欢迎听众尽管这并不完全重要,但是使用常用的打招呼用语能够建立起和听众之间融洽的关系,也能引起听众的注意力。
也能引起听众的注意力。
Welcome ladies and gentlemen. Welcome everyone.I ’d like to welcome you today. Let ’s get started right away. Thank you for coming. Attention Getters 引起听众的兴趣引起听众的兴趣 可以以令人深思的问题、有趣的故事、惊人的事实等来开始,以抓住听众的注意力,引起听众的兴趣。
引起听众的兴趣。
Suppose … How would you …?(Suppose you were in a tornado. How would you protect yourself?) Have you ever thought about …? Well, if I could explain how …, would you be interested? ( Have you ever thought about becoming a millionaire? Well, if I could explain how to earn a million dollars, would you be interested?) Let me begin by asking you a question.Before I begin, I would like you to think about the following questions. Pacing 节奏节奏 开头的节奏需要缓慢、有板有眼,语调要充满热情。
FSW_General_Presentation(sysweld搅拌摩擦焊操作)
Temperature Latent heat Dissipated power Strains
MetallurgyΒιβλιοθήκη Microstructure
Mechanics
The thermal and the mechanical phenomena in a fully coupled in this approach. The stress equilibrium problem, the heat transfer problem and the mass conservation are solved for the stationary step of the process. The material is assumed to be as a viscous non-Newtonian fluid. Therefore the problem can be studied in an Eulerian frame where the mechanical stress are calculated from the velocity field and the thermal dissipation can be easily deduced.
S 2. . D (5)
where D is the strain-rate tensor defined from the velocity field
T D 1 . grad v grad v (6) 2
is an effective viscosity defined as follows [5]:
Copyright © ESI Group, 2009. All rights reserved.
英语Presentation演讲稿
英语Presentation演讲稿英语Presentation演讲稿模板篇⼀:英语Presentation演讲稿 篇⼀:英语 Good afternoon,everyone. Turn on the QQ music chart,the first is always JAY,and the followed is VAE,a spotless(⼀尘不染的) clean boy and have the name of his photo,light smile.People can’t imagine that this is a boy who has high popularity in the Internet. He is my favorite singer---Vae.Do you know the Chinese meaning of ‘Vae’?He does not look handsome atall.Sometime,just like your neighborhood,but he is very talented. His was born on 14th March,in 1986.He graduated from AnHui Medical University.Attention,he is a doctor.Isn’t it amazing that XuSong turns to be a famous musian finally? So far he realeased four albums.And I would like to point out that the albums are his own independence,including the lyricsist,composer,arranger,singing,production and cover designing. Roses funeral,the burial of your memorise.(玫瑰花的葬礼,埋葬关于你的回忆。
英语答辩PPT模板 presentation

MARS
Despite being red, Mars is actually a cold place
01
02
03
SATURN
Saturn is the ringed planet and a gas giant
MERCURY
Mercury is the closest planet to the Sun
MARS
Despite being red, Mars is actually a cold
place
VENUS
Venus has a beautiful name, but it’s terribly hot
SATURN
Saturn is the ringed planet and a gas giant
You can replace the image on the screen
with your own
EVENTS
You could enter a subtitle here if you need it
05
REVIEW OF PAST EVENTS
JUPITER
It’s a gas giant and the biggest
Solar System
VENUS
It has a beautiful name and is the second
planet from the Sun
MARS
Despite being red, Mars is a cold place. It’s
full of iron oxide dust
SATURN
the world
WELCOME
Hotwork热作业动火作业培训

Hot work needed to use work permit 需要平安作业许可证的热作业
• Welding, burning, or use of open flames in SNPT site except routine hot work in designated place. 在非指定的例行热作业区域的焊接、燃烧、或使用明火
▪ Flammable gas, vapor concentration shall be less than 10% of its
lower explosive limit (LEL) 可燃气体、蒸气浓度应小于爆炸下限的 10%;
▪ Sample test of combustible gas shall be representative; Combustible
the heat, sparks and slag, and to protect the immovable fire hazards如 焊接或切割物不可移动,附近火灾危险物也不能移动,应采取防护装置 来控制热、火花、焊渣以及不能移动的火灾危险物。
▪ If neither of the above can be accomplished, hot work is prohibited. 如
以上均不能满足,禁止热作业。
11 | Presentation Title | Presenter Name | Date | Subject | Business Use Only
Prior to work - Equipment Preparation 工作前准备-设备准备
Welding Procedures

NWHA Techical Workshop 2014
1
Cross Section of Turbine Assy.
NWHA Techical Workshop 2014
2
Purpose of this presentation
• Identify the what and why of welding procedures • Provide a general understanding of their purpose • To describe why they are imperative in Hydro • Convey an understanding of the complexity of complying with
NWHA Techical Workshop 2014
8
NWHA Techical Workshop 2014
9
NWHA Techical Workshop 2014
10
2009 Sayano–Shushenskaya power station accident
The 2009 Sayano–Shushenskaya hydroelectric power station accident occurred at 00:13 GMT on 17 August 2009, (08:13 AM local time) when Turbine 2 of the Sayano-Shushenskaya hydroelectric power station in Khakassia, Russia, broke apart violently. The turbine hall and engine (generator) room were flooded, the ceiling of the turbine hall collapsed, 9 of 10 turbines were damaged or destroyed, and 75 people were killed. The entire plant output, totaling 6,400 MW and a significant portion of the supply to the local electric grid, was lost, leading to widespread power failures. An official report on the accident was issued on 4 October 2009. Source: Wikipedia
焊接材料控制程序(中英文)

Procedure for Wel ding Materials Control焊接材料控制程序(ISO9001-2015)1. Purpose目的This procedure sets forth the management requirements for reception, storage, baking & drying, distribution and recycles of welding materials.本程序描述了焊接材料的验收、储存、烘干、发放与回收等的管理。
2. Applicable Scope范围The procedure is applicable for CV and module assembly and erection at HaiYang site of XXX Co. Ltd.本程序适用于公司CV和模块的组装及安装。
3. References参考文件ASME Section II Subsection C Edition 2001, including 2002 Addenda. ASME Ⅱ卷C篇 2001版,2002增补ASME Section Ⅲ Division 1 Subsection NE Class MC Components, Edition 2001, including 2002 AddendaASEM Ⅲ卷NE分卷 MC级设备 2001版,2002增补Quality Assurance Manual for Haiyang Project HY-QAM海阳项目质量保证手册 HY-QAM4. Responsibility职责4.1 Technical Department技术部4.1.1 Welding Engineer焊接工程师1) Be responsible for post training of baking operators;负责对焊材烘干员进行上岗培训;2) Be responsible for technical guidance of weld material drying;负责焊材烘干的技术指导;3) Prepare technical requirements for controlling of welding materials. 确定焊材控制的技术要求;4) Prepare welding materials requirement planning, distribution plan and distribution sheet of welding materials.编制焊接材料需求计划、分发计划和焊接材料领用单;4.1.2 Material Section物资组1) Be responsible for reception, storage, maintenance and distribution of welding materials.负责一级库中焊接材料的接收和贮存、保管和发放;2) Be responsible for providing quality certificates and verification report ( if applicable ) of welding materials提供焊接材料质量证明文件,如果有复验,还需提供复验报告;3) Be responsible for preparing and recording welding material release record for distribution from Level I to Level II warehouse, see appendix X for record form.编制并记录一级库中焊材发放记录, 记录样表见附件9。
T型接头焊接模拟实例教程
1、设置温度等值面 Plot(画图)中,选择 Macrography (在计算完毕后自动显示截面温度云图) Isosurface 1:Molten temperature(熔点) 1505 摄氏度 Isosurface 2:HAZ temperature(热影响区温度) 850 摄氏度 2、设置其他参数(热源移动速度/焊件初始温度/组件初始相) Solve(求解)中选择 Solve(可更改保存文件的编号 Numbering of saved files,缺省为 100) ,设定热 源移动速度 Curvilinear velocity 为 10mm/s,焊件初始温度 Initial temperature 为 20 摄氏度,初始相 比率 Phase proportions 默认
oralpresentation英语作文
oralpresentation英语作文Oral PresentationPublic speaking is a crucial skill that individuals must develop in order to effectively communicate their ideas, thoughts, and knowledge to an audience. An oral presentation is a formal speech delivered to a group of people, typically in an academic or professional setting. It requires careful planning, organization, and delivery to ensure that the message is clearly conveyed and the audience is engaged.One of the primary benefits of delivering an oral presentation is the opportunity to showcase one's expertise and knowledge on a particular topic. By preparing a well-researched and well-structured presentation, the speaker can demonstrate their command of the subject matter and their ability to communicate it effectively. This can be particularly valuable in academic or professional settings, where the ability to present information clearly and concisely is highly valued.Another key advantage of oral presentations is the opportunity to engage with the audience. Unlike written communication, where theaudience is passive, an oral presentation allows the speaker to interact with the audience, respond to their questions and concerns, and gauge their level of understanding. This interactive nature can help to create a more dynamic and engaging learning environment, and can also help the speaker to tailor their message to the specific needs and interests of the audience.Effective oral presentations also require strong organizational and time management skills. The speaker must be able to structure their presentation in a clear and logical manner, with a clear introduction, body, and conclusion. They must also be able to manage their time effectively, ensuring that they cover all of the necessary information within the allotted time frame.In addition to these practical benefits, delivering an oral presentation can also help to build confidence and public speaking skills. By regularly engaging in this type of communication, individuals can become more comfortable and confident in their ability to speak in front of others. This can be particularly valuable in academic and professional settings, where the ability to communicate effectively is often a key factor in career success.Overall, the importance of oral presentations cannot be overstated. Whether in an academic, professional, or personal setting, the ability to effectively communicate one's ideas and knowledge to anaudience is a valuable skill that can have a significant impact on an individual's success and personal growth.。
tst培训 06 焊接工艺实例

PB sand blasted carbon steel 250x50x10mm 90°angle 12,0/8,0m/min 27,0/27,0V steel dynamic 0 0
2021/6/10
TransSteel - welding presentation
© Fronius 2010, TSI Team WESCABA
PG sand blasted carbon steel 250x50x10mm 45°angle, 3mm gap
3,00/2,5m/min 16,3/16,6V steel root 0 0
45° 3mm gap
2021/6/10
TransSteel - welding presentation © Fronius 2010, TSI Team WESCABA
PF sand blasted carbon steel 250x50x10mm 45°angle, 3mm gap 3,5/2,6m/min 17,0/16,7V steel 0 0
2021/6/10
TransSteel - welding presentation
© Fronius 2010, TSI Team WESCABA
5
TransSteel welding presentation
Root pass weld 1,0mm/1,2mm
Position: Plate material: Dimension: Preparation:
Wire feed speed: Welding voltage: Synergic line: Arc length correction: Dynamic correction:
介绍焊接的英语作文高中
介绍焊接的英语作文高中下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copyexcerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!Welding is a process that involves joining two or more pieces of metal together using heat and pressure. It is a skill that requires precision and expertise. In welding, the metals are melted and fused together to form a strong bond. This process is widely used in various industries such as construction, automotive, and manufacturing.Welding is a versatile technique that can be used to create different types of joints, including butt joints, lap joints, and T-joints. Each type of joint requires specific welding techniques and equipment. For example, in a butt joint, the two pieces of metal are placed in a parallel position and welded along the edges. In a lap joint, one piece of metal overlaps the other and is welded along the overlapping area. T-joints are formed when one piece of metal is welded perpendicularly to another.One of the most commonly used welding techniques is arc welding. In arc welding, an electric arc is created betweenthe welding electrode and the workpiece, which generates intense heat. This heat melts the metal, allowing it to fuse together. Arc welding can be done using different types of welding electrodes, such as stick electrodes, metal inert gas (MIG) electrodes, and tungsten inert gas (TIG) electrodes.Another popular welding technique is gas welding, which uses a fuel gas and oxygen to create a flame that melts the metal. Gas welding is commonly used for joining thin metal sheets, such as those used in car body repairs. It is a slower process compared to arc welding but allows for more control and precision.Welding requires proper safety measures to prevent accidents and injuries. Welders must wear protective clothing, such as helmets, gloves, and aprons, to shield themselves from sparks and heat. Adequate ventilation is also important to prevent the inhalation of harmful fumes and gases produced during the welding process.In conclusion, welding is a crucial process in variousindustries that involves joining metal pieces together using heat and pressure. It requires skill, precision, and the use of specific techniques and equipment. Welding techniques such as arc welding and gas welding are commonly used to create strong and durable joints. Safety measures should always be followed to ensure the well-being of the welder.。
Presentation-China(Wemo)
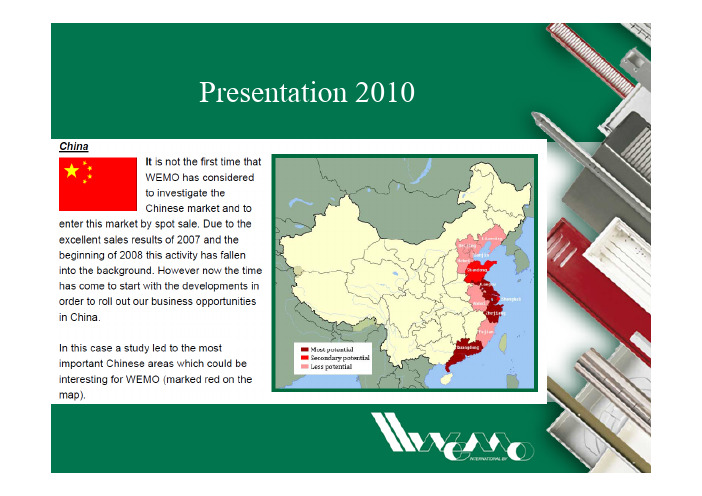
CONTENT 概要
• • • • • • • Our vision Market Research Technology Machine Service Reference visits WEMO/Langtech
概念 市场调研 技术 机器 服务 参考访问 联系方式
整合冲压、折弯和焊接技术在一个概念内。
One stop shopping. 一站式服务
MARKETING RESEARCH ELEVATOR Marketing research learns that China is producing 200.000 sets of elevators which gives a potential of more than 10.000.000 panels!
Langtech
香港联德机械有限公司
Langtech
香港联德机械有限公司
• 香港总部: 香港北角英皇道510号港运大厦2301室 • 电话:(00852)25126606 • 上海办事处: 上海市漕溪北路18号实业大厦34楼C座 • 电话:021-64273840
Lloyd’s Certificate of approval
Lloyd正式批准的证书
Service
服务
• Modem service per day:
– 16 Hours service over modem服务器服务每天服务器上16小时服务
• Support Langtech engineer:
市场研究表明中国正生产20万套电梯,而潜在的可能超过一千万的面板。
MARKETING RESEARCH ELEVATOR
• • • • • • • • In the elevator company, there are usually 2 sheet metal working lines. 在电梯公司,一般有两种柔性生产线 The 1st line is Salvagnini, which is producing the internal panels, total 11 different pieces per cycle, of the elevator. 第一种萨瓦尼尼机器, 它可以生产面板,每个电梯共有11个不同的组件. The 2nd line is usually Murata, which is producing the door leafs which has a much higher quantity per batch. In the case of Shanghai Hitachi, they can run the whole shift with one product size. 第二种通常是Murata. 它可以生产门板,通常需要更多产量, 例如日立电梯,他 们可以用整个班时间生产一个产品. In both application, WEMO is faster by almost 2 times the production rate of Salvagnini or Murata. In the door leaf line, WEMO can even integrate clinching or welding of the 4 corners of the door leafs in line. 在门板与面板运用中,WEMO产能通常是这两种机器的两倍,在门板生产中 ,WEMO还可以结合冲孔与焊接在一条线上.
(焊接英语课件)ArcWeldingBasics

• Students should also be familiar with the following information
– ‘Safety in Welding, Cutting, and Allied Processes’ (ANSI Z49.1) – Lincoln Electric’s ‘Arc Welding Safety’ (E205)
- If you worked five days a week for one year, ke?
• 83% of people with welding jobs were offered medical benefits
- Higher than any other work sector except government
the molten puddle from contaminants in the air • Inspect the weld
8
The American Welding Society
• Who is the AWS?
– American Welding Society – It is a non-profit organization whose membership includes:
• Ironworker/ Skilled
• Industrial Sales
Trades
• Farm Repair and Fabrication • Auto Technician
• Production Welding
• Artist
制作过程 英语作文
制作过程英语作文Sure, I can help you with an English essay on the topic of "The Production Process." Here's a structured essay addressing various aspects of the production process:---。
The Dynamics of Production: An Insight into the Manufacturing Process。
The production process is a complex and multifaceted aspect of modern industry, encompassing a wide range of activities from raw material acquisition to the delivery of finished goods. In this essay, we delve into theintricacies of the production process, examining its stages, challenges, and significance in today's global economy.Stages of Production。
The production process typically begins with theacquisition of raw materials. These materials serve as the foundation of any manufactured product and can vary widely depending on the industry. For instance, in the automotive industry, raw materials may include steel, plastic, and rubber, while in the food industry, they may consist of agricultural products like grains, fruits, and vegetables.Once the raw materials are obtained, they undergo processing and transformation. This stage involves various operations such as cutting, shaping, welding, and assembling, depending on the nature of the product being manufactured. Advanced technologies such as robotics and automation have revolutionized this stage, leading to increased efficiency and precision in production.After processing, the semi-finished products move to the assembly line, where they are put together to create the final product. Assembly involves intricate coordination of components, often facilitated by specialized machinery and skilled labor. Quality control measures are also implemented at this stage to ensure that the finished product meets specified standards.Finally, the finished products undergo packaging and labeling before being dispatched to distributors ordirectly to consumers. Packaging plays a crucial role in product presentation, protection, and marketing, making it an integral part of the production process.Challenges in Production。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Welding Joints Butt Joint
A joint between two members aligned approximately in the same plane
Lap Joint
A joint between two overlapping members
T Joint
Weld Joints
Welding Symboles Welding Techniques
Weld Joints - Parts of a Weld Joint
• • • • Joint root Groove face, Root face and Root edge Root opening and Bevel Bevel angle, Groove angle and Groove radius
A joint between two members located approximately at right angles to each other
Corner Joint
A joint between two members located at right angles to each other
Presentation Topic : Welding
What is Welding
Join together (metal parts) by heating the surfaces to the point of melting with a blowpipe, electric arc, or other means, and uniting them by pressing, hammering, etc
Weld Joints - Types of Weld Joint
• Butt Joint • Corner joint
• Lap Joint
• T Joint
• Edge Joint
• Splice Member
Joint Root
is that portion of a joint to be welded where the members are closest to each other • The joint root may be either a point roots are shown as shaded areas in (A)-(D) and lines in (E) (F)
Root opening and Bevel
• Root opening is the separation between the work pieces at the joint root
• Bevel (chamfer) is an angular edge preparation
Bevel angle, Groove angle and Groove Radius
Edge Joint
A joint between the edges of two or more parallel or nearly parallel members
Splice member
is “ the work piece that spans the joint in a spliced joint Singlespliced butt joint Double-spliced butt joint with joint filler
• The metals should be good quality (no internal impurities)
Welding Preparation
• Before starting a weld, the joint edges should be carefully prepared. • Beveling large edges • Cleaning (Chemical/Mechanical)
Welding conditions
• Smooth joint surfaces that match each other
• Surfaces clean and free from oxides, grease and dirt. • Metals to be joined have same microstructure
Welding
Parts are joined together by Fusion. Fusion is brought about by a combination of heat and pressure between parts being joined. In normal welding processes very high temperatures and little or no pressure is used.
Basic components of a welding symbol
Reference Line (Required element)
Tail Reference Line must always be horizontal, Arrow points to the line or lines on drawing which clearly identify the proposed joint or weld area.
Groove face, Root face and Root edge
• Groove face is “ that surface of a member included in the groove” • Root face (land) is “that portion of the groove face within the joint root” • Root edge is a root face of zero width