100t糖化罐的设计
年产十万吨啤酒厂糖化锅设计
年产十万吨啤酒厂糖化车间糖化锅设计目录一、糖化的定义 (1)二、糖化的方法 (1)三、糖化过程热量及物料衡算 (1)(一)、热量衡算 (1)(二)糖化过程物料衡算 (3)四、糖化锅设备设计 (4)(一)、功能用途 (4)(二)、糖化锅的分类 (4)(三)、糖化锅型号的选择 (4)(四)、糖化锅的相关计算 (5)(1)、搅拌功率计算 (6)(2 )、电机的选择 (8)(3)、轴承选型 (8)(4)、糖化锅排醪管(至滤过槽) (8)(5)、糖化醪出口管 (8)(6)、下粉筒 (9)(7)、糖化锅进水管 (9)(8)、加热蒸汽进管 (9)(9)、冷凝水接管 (10)(10)、不凝蒸汽出口 (10)(11)、锅内冷凝水出口 (11)(12)、人孔 (11)(13)视镜 (11)参考文献 (13)附图如下: (13)、糖化的定义糖化是指将麦芽和辅料中高分子贮藏物质及其分解产物(淀粉、蛋白质、核酸、半纤维素等及其分解中间产物),通过麦芽中各种水解酶作用以及水和热力作用使之分解并溶于水的过程。
原料麦芽的冷水浸出物,仅占17%左右,非发芽谷物更少。
经过糖化过程的酶促分解和热力的作用,麦芽的浸出率提高到75%〜80%,大米的无水浸出率提高到90%以上糖化过程提高了原料和辅料的浸出率。
糖化过程中原料和辅料的分解深度即分解产物的基本要求是:淀粉被最大限度的分解成可溶性无色糊精和麦芽糖等可发酵性糖类,二者之间有一定的比例。
淀粉的分解产物占到麦汁组成的90%以上。
麦汁中以麦芽糖为主的可发酵糖类供酵母发酵产生酒精及副产物,低聚糊精是构成啤酒残余浸出物的主体,它给啤酒带来粘度和口味的浓醇性。
啤酒原料的利用率主要取决于淀粉的利用率,优良的糖化工艺可使淀粉分解以后99 %进入麦汁。
、糖化的方法糖化方法有多种。
煮出糖化法是指麦芽醪利用酶的生化作用和热力的物理作用,使有效成分分解和溶解,通过部分麦芽醪的热煮沸、并醪,使醪液逐步梯级升温至糖化完毕。
第五章 糖化车间设备的设计及计算
第五章糖化车间设备的设计及计算-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN第五章糖化车间设备的设计及计算一、煮沸锅的设计及计算煮沸设备是糖化车间的重要设备,为了在麦汁煮沸时不带入空气,为了减少设备的投资以及提高热能的利用率,本设计采用不锈钢带内加热加压煮沸锅,并对二次蒸汽进行回收再利用,内加热器采用列管式加热器,加热蒸汽采用低压蒸汽,锅身材料选用1Cr18Ni9Ti不锈耐酸钢。
1.容积:由物料衡算得煮沸前麦汁为×,则体积为:V有=×××1000)=取充满系数75%V总==140m32..尺寸:煮沸采用圆筒体球底,取圆筒体高H∶直径D=1∶2则:D=(140)1/3= 取D=8000mm H=4000mm顶点排汽管径:d2/D2=1/30~1/50取d2/D2=1/40 d=948mm 取d=950mm顶盖高h=800mm3.煮沸锅强度:锅身采用不锈钢,受到的压强较小,因此壁厚可以按以下公式计算:壁厚:S=PD/(2[σ]φ-P)+C其中P为最大压力的倍,取P=材料许用压力[σ]=127MPa φ取C为壁厚附加量取3mmS=×6000/(2×127×取S=12mm由于锅盖处承受压力较小,可取为6mm4.(1)加热面积:麦汁由98℃升至106℃,每小时耗用蒸汽量最大,该过程为10min。
Q=×××(106-98)×60/10=×105kcal/h采用的蒸汽温度为134℃Δt m=(160-98)/ln((134-98)/(134-106))=℃总传热系数K=1200kcal/(cm2·h·℃)加热面积F=Q/(K·Δt m)×105/(1200×= m3(2)内加热器设计:内加热器采用管壳式,固定管板,单管程列管。
糖化罐
目录第第一一部部分分::设设计计任任务务书书 (22)题题目目 (22)设设计计方方案案的的拟拟定定 (22)第第二二部部分分::设设计计方方案案的的确确定定与与说说明明 (22)设设计计方方案案的的确确定定 (22)设设计计方方案案的的说说明明 (33)第第三三部部分分::设设计计计计算算与与论论证证 (33)糖糖化化罐罐罐罐体体的的确确定定 (33)冷冷却却形形成成的的确确定定 (44)冷冷却却面面积积计计算算 (44)搅搅拌拌装装置置设设计计 (55)传传动动部部分分设设计计 (77)糖糖化化罐罐联联结结管管道道的的计计算算 (77)温温度度计计 (88)人人孔孔 (99)支支座座 (99)糖糖化化设设备备的的进进展展................................................................错错误误!!未未定定义义书书签签。
第第四四部部分分::设设计计结结果果概概要要.. (99)参参考考文文献献 (1100)设设计计心心得得 (1111)第一部分:设计任务书一、题目100立方米糖化罐的设计二、设计方案的拟定我组设计的是一个100立方米的糖化罐,罐内有搅拌器,盘管,底部备有直接蒸汽管。
每管附装一支指针式温度计,搅拌转速为30r/min,盘管具有冷却和加热两种功能。
直接蒸汽管可以作为快速加热用,也可以作为空罐消毒用。
糖化罐是蛋白质分解和淀粉糖化的场所,一般采用不锈钢板制作,也有用碳钢或铜板制造。
罐底周围设置一两圈通蒸汽的蛇管,或者是装设蒸汽夹套以保持糖化醪糖化所需的温度,罐内设有搅拌器以保持糖化醪液的浓度和温度均匀,使酶充分发挥作用。
糖化罐的内壁常装有挡板以改变流型,提高搅拌效果。
这次设计就是要对连续糖化罐的几何尺寸进行计算,考虑压力,温度和腐蚀因素,选择罐体材料,确定罐体外形,罐体和封头的壁厚;进行冷却装置的设计和计算;根据上面的一系列计算选择适合的搅拌装置,传动装置和人孔的一些附件的确定,完成整个装备图,完成整个设计。
毕业设计(啤酒)

糖化工艺条件的控制 (1)配料比:麦芽和大米的比例为3:1 (2)投料温度:35℃~40℃ (3)糖化醪的pH :一般为5.9左右 (4)甲醛添加剂:一般要低于0.07ml/kg
工艺过程
糖化方法:双醪二次煮出糖化法 麦汁分离:过滤槽过滤 麦汁煮沸:常压煮沸法(预热、初沸和蒸发 ) 酒花添加:直接从人孔加入酒花 (3次) 麦汁冷却:回旋沉淀槽,薄板冷却器
发酵车间在现代化的啤酒厂中,一般都是 在外面露天的,大型的现代化发酵罐与贮 酒灌不断的应用于生产,发酵车间的布置 也越来越合理化、现代化。
第五章 成品啤酒
啤酒澄清:普通啤酒采用硅藻土过滤机 纯生啤酒采用采用膜过滤
包装流程:
第六章 综合利用
麦糟的综合利用:饲料等 酵母的综合利用:主要用来做干酵母粉 co2的综合利用 :本厂利用和外销 硅藻土泥综合利用:带式干燥装置除水
第八章 人员安排
1、麦芽制备工段人员(1)车间主任:1人。
(2)粉碎工段:三班制,每班5人,共15人。 (3)麦汁制备:三班制,每班6人,共18人。
2、发 酵 工 段 (1)车间主任:1人。
(2)操作工人:三班制,每班2人,共6人。 (3)化验人员:2人。
3、成 品 啤 酒 工 段 (1)车间主任:1人。
汽(煤),电,包装费,工人工资,车间管理,设备 折旧,三废,销售,管理及技术等 共计26805万元 销 售 额:纯生啤酒4元/瓶;普通啤酒2元/瓶
共计43750 万元 全厂经济效益共计16945万元
本次设计中采用的糖化罐示意图如下
第四章 啤酒的发酵
本次设计中采用国内通用下面发酵的方法, 利用下面发酵酵母,在一个圆柱锥形发酵 罐里,采用一罐法进行生产。
发酵设备:100t的发酵罐, 发酵罐采用锥角为70度的角, 底部锥形罐高3.6m, 底面直径为4.2m, 圆柱形中间发酵罐高5.8m
年产10万吨啤酒厂糖化车间设计06303
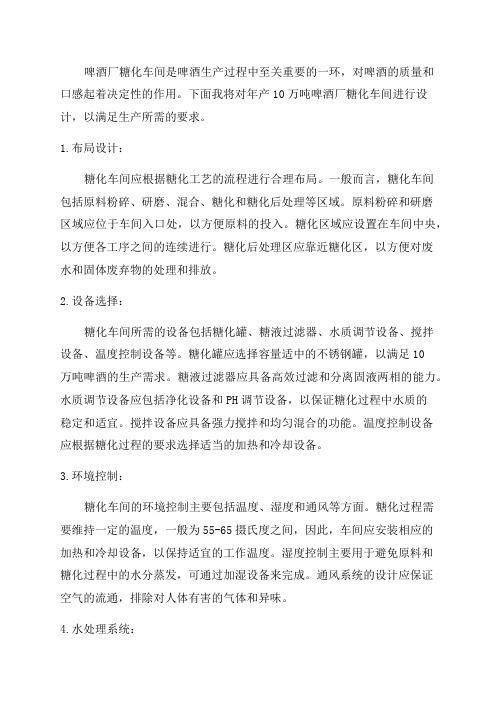
啤酒厂糖化车间是啤酒生产过程中至关重要的一环,对啤酒的质量和口感起着决定性的作用。
下面我将对年产10万吨啤酒厂糖化车间进行设计,以满足生产所需的要求。
1.布局设计:糖化车间应根据糖化工艺的流程进行合理布局。
一般而言,糖化车间包括原料粉碎、研磨、混合、糖化和糖化后处理等区域。
原料粉碎和研磨区域应位于车间入口处,以方便原料的投入。
糖化区域应设置在车间中央,以方便各工序之间的连续进行。
糖化后处理区应靠近糖化区,以方便对废水和固体废弃物的处理和排放。
2.设备选择:糖化车间所需的设备包括糖化罐、糖液过滤器、水质调节设备、搅拌设备、温度控制设备等。
糖化罐应选择容量适中的不锈钢罐,以满足10万吨啤酒的生产需求。
糖液过滤器应具备高效过滤和分离固液两相的能力。
水质调节设备应包括净化设备和PH调节设备,以保证糖化过程中水质的稳定和适宜。
搅拌设备应具备强力搅拌和均匀混合的功能。
温度控制设备应根据糖化过程的要求选择适当的加热和冷却设备。
3.环境控制:糖化车间的环境控制主要包括温度、湿度和通风等方面。
糖化过程需要维持一定的温度,一般为55-65摄氏度之间,因此,车间应安装相应的加热和冷却设备,以保持适宜的工作温度。
湿度控制主要用于避免原料和糖化过程中的水分蒸发,可通过加湿设备来完成。
通风系统的设计应保证空气的流通,排除对人体有害的气体和异味。
4.水处理系统:糖化过程需要大量的水,因此,糖化车间应配备适当的水处理系统。
水处理系统主要包括预处理、软化、脱气、过滤和消毒等工艺。
预处理环节主要用于去除水中的悬浮物、泥沙和有机物等杂质。
软化环节用于去除水中的硬度物质,以保证水质的稳定。
脱气环节主要用于去除水中的气体,以减少糖化过程中的气泡和气味。
过滤和消毒环节用于最后的水质处理,确保水质符合糖化过程的要求。
5.废水处理:糖化车间产生大量的废水,对环境造成污染。
为了解决这个问题,糖化车间应配备完善的废水处理系统。
废水处理系统应包括初级处理、中级处理和终级处理等环节。
糖化罐的结构与工作原理
糖化罐的结构与工作原理引言糖化罐(Mash tun),是啤酒酿造过程中的一个重要设备,用于将水和麦芽混合并将混合物加热,以启动麦芽中的酶促反应。
在这个过程中,淀粉会转化为可发酵的糖,为酒精的产生提供基础。
本文将详细探讨糖化罐的结构与工作原理。
糖化罐的结构糖化罐通常由以下几个部分组成:1. 罐体糖化罐的罐体一般由不锈钢制成,具有良好的耐高温性能。
罐体形状多为圆筒形,上部通常有一个观察孔,用于观察糖化过程中的变化。
罐体还配备了进出料口、排液口和温度传感器等。
2. 搅拌装置糖化罐内部通常配备了搅拌装置,用于保持糖化液的均匀温度和成分分布。
搅拌装置通常由电机、轴和叶片等部件组成,可通过控制电机的转速来调节搅拌的强度。
3. 保温层为了降低糖化过程中的热量损失,糖化罐的外部通常包裹有一层保温材料,如聚氨酯泡沫或玻璃纤维棉等。
这样可以有效地提高糖化的效率,并节省能源。
4. 流动控制装置糖化罐内部的流动控制装置包括进料控制阀和排液控制阀等。
进料控制阀可调节麦芽和水的进入速率,排液控制阀则用于控制糖化液的流出速度。
这些控制装置可以根据酿造师的需求来进行精确调节。
糖化罐的工作原理糖化罐的工作原理涉及到糖化过程中的酶促反应和温度控制等关键环节。
1. 酶促反应糖化过程中的关键步骤是酶促反应,而触发酶促反应的条件主要是适宜的温度和pH值。
首先,将一定比例的水和麦芽加入糖化罐中,搅拌均匀后加热至适宜的温度范围(通常为63°C-68°C)。
在这个温度下,麦芽中的淀粉酶会被激活,开始将淀粉分解为麦芽糊精和糖。
麦芽糊精是一种由多糖组成的分子,是后续发酵过程中的重要营养来源。
2. 温度控制糖化罐需要精确控制温度,以促进酶的活性和反应速率。
一般来说,糖化过程可以分为不同的阶段,每个阶段需要不同的温度控制。
在开始糖化的初始阶段,温度会较高(约66°C),以迅速激活酶的反应。
随后,温度逐渐降低到下一个阶段的适宜温度(约64°C),以保持酶的稳定活性。
100t糖化罐的设计
工业淀粉
200000kg200t
配料水
300000kg300t
液化酶
1250kg1.25t
CaCl2
1250kg1.25t
糖化酶
1250kg1.25t
珍珠岩
920kg0.92t
洗水和蒸汽
114800kg114.8t
生物工程课程设计说明书
题目:
玉米淀粉糖化罐设计
院系:
生物工程学院
姓名:
王家昕
学号:
1204s209
指导老师:
徐庆阳
1前言2
2课程设计任务2
3设计方案的拟定2
4物料衡算2
4.1制糖工序的物料衡算(每吨)3
4.2衡算结果4
5热量衡算4
5.1液化工序热量衡算4
5.2糖化工序热量衡算5
6水衡算6
6.1糖化工序水衡算6
3.液化酶量:
2500x0.25%=6.25(kg)
4.CaCb量:
2500x0.25%=6.25(kg)
5.糖化酶量,用液体糖化酶:
2500x0.25%=6.25(kg)
6.糖化液产量:
(1000x85%x1.111x98%)/30%=3082(kg)
30%的糖液相对密度为1.113
3082/1.113=2769(L)
料泵压力0.2-0.4MPa。喷射温度100-105C,层流罐维持95-100C,液化时间60min,以点色反应程棕红色即可。 然后液化液经130-140C灭酶5-10min,再经 板式换热器,冷却至70C以下,进入糖化罐。从换热器出来的热水供配料和洗 滤渣用。
3.糖化,糖化温度60±1C,pH4.0-4.4,糖化酶加量按100-12u/g干淀粉计 算。糖化时间30-40h,以无水乙醇检查无白色沉淀为终点, 终点DE值为95-98%。 然后将物料加热至80-85C,灭酶30min。
糖化锅设计文档
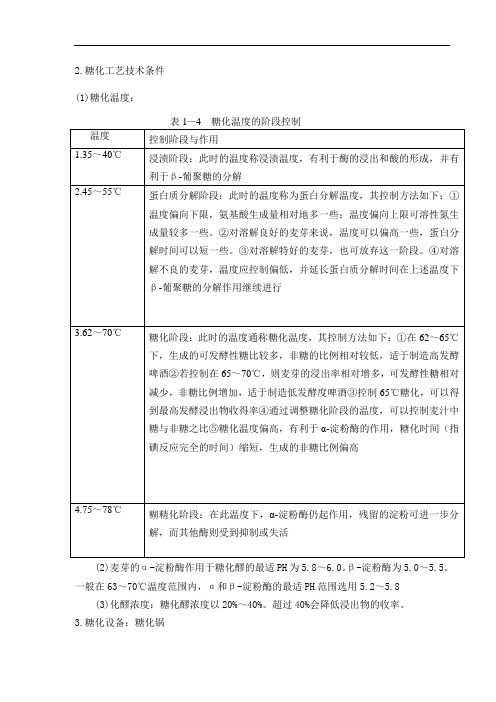
2.糖化工艺技术条件(1)糖化温度:(2)麦芽的α-淀粉酶作用于糖化醪的最适PH为5.8~6.0。
β-淀粉酶为5.0~5.5。
一般在63~70℃温度范围内,α和β-淀粉酶的最适PH范围选用5.2~5.8(3)化醪浓度:糖化醪浓度以20%~40%。
超过40%会降低浸出物的收率。
3.糖化设备:糖化锅第2章全厂物料衡算、糖化车间热量衡算、耗水、耗冷计算2.1 全厂物料衡算基础数据:项目名称百分比项目名称百分比原料利用率 98 原料麦芽 70定麦芽水分 6 百分比大米 30额大米水分 12 啤酒损冷却损失 4.5指无水麦芽浸出率 75 失率发酵损失 1标无水大米浸出率 95 (对热过滤损失 0.8麦汁)装瓶损失 0.7总损失 7根据基础数据,先进行100kg原料(麦芽、大米)生产11°P淡色啤酒的物料计算,然后进行100L11°P淡色啤酒物料衡算最后进行10万吨/年啤酒厂的物料衡算2.1.1. 100kg原料(70%麦芽、30%大米)生产11°P淡色啤酒的物料衡算1.热麦汁量:由基础数据可得原料收得率分别为麦芽收率:0.75(100-6)÷100=70.5%大米收率:0.95(100-12)÷100=83.6%混合原料收率为:0.98(0.70×70.5%+0.30×83.6%)×100%=72.94%由此,100kg混合原料可制得11°P热麦汁量为:72.94/11 ×100 =663.09kg 又知11°P麦汁在20℃时的相对密度为1.0442,而100℃热麦汁比20℃时的体积增加1.04倍,故100℃热麦汁体积为:663.09/1.0442×1.04=660.42 L2.冷麦汁量:660.42×(1-4.5%)=630.70 L3.发酵液量:630.70×(1-1%)=624.39L4.过滤酒量:624.39×(1-0.8%)=619.39 L5.成品啤酒量:619.39×(1-0.7%)=615.05 L2.1.2. 生产100L11°P淡色啤酒需进行的物料衡算由上面计算可知100kg混合原料可生产11°P成品啤酒615.05L1.生产100L11°P淡色啤酒需耗混合原料为:100/615.05 ×100=16.26kg2.麦芽耗用量:16.26×70%=11.38kg3.大米耗用量:16.26×30%=4.88kg5.热麦汁量:660.42/615.05×100=107.38 L6.冷麦汁量:630.70/615.05×100=102.54 L2.1.3. 批次产量100t 雪花11°P啤酒发酵罐的物料衡算((原文为此)生产旺季每天糖化7次,旺季以170天计,占年产量70%,淡季每天糖化4次,均留10天检修,以170天计。
啤酒糖化生产设备的选型及设计计算

啤酒糖化设备的选型及设计计算糖化设备的选型及计算一、斗式提升机2台,大米1台、麦芽1台。
每次投料量G大米=887㎏G麦芽=2661.1㎏每天最大糖化量6锅,即G大米=887×6=5322㎏ G麦芽=2661.1×6=15966.6㎏每天按20小时计G大米=5322/20=≈300㎏/hG麦芽=15966.6/20=≈850㎏/h二、自衡振动筛大米筛选处理能力300㎏/h麦芽筛选处理能力850㎏/h5.1.3 GNE-120计量称每次称重能力G大米=6 t/hG麦芽=8 t/h三、贮槽1.大米暂存槽(1) 所需容量的计算每次投料量G=887㎏大米容量r=865㎏/m3有效容积系数Φ=0.8所需容积V=G/rΦ=887/(865×0.8)=1.3m3(2) 结构方形锥底钢制结构A=1200㎜B=1000㎜H=1000㎜a=200㎜b=200㎜h=1100㎜总容积V=ABH+h/6(2AB+Ab+aB+2ab)=1.74m3 2.麦芽暂存槽(1) 每次投料量G=2661.1㎏麦芽容量r=540㎏/m3有效容积系数Φ=0.80所需容积V=G/rΦ=2661.15400.80=6.16m3(2) 结构方形锥底钢制结构A=2400㎜B=1800㎜H=1000㎜A=450㎜b=300㎜h=1200㎜总容积V=ABH+=8.14 m3四、麦芽粉碎机锤式麦芽四辊粉碎机型号JLS16000型材质A3生产能力16000㎏/h 主电机18.2KW×2重量3500㎏外形尺寸2000×2000×2500五、大米粉碎机大米干法粉碎机型号JL5600型材质A3生产能力5600㎏/h 主电机37KW重量3500㎏外形尺寸1500×1500×2000六、糊化锅采用球底加热式糊化锅(1)糊化锅容积的确定糊化锅投大米粉:887 kg,水:4335 kg糊化醪的量=887+4335=5222(kg)大米水分为13﹪则糊化醪干物质(﹪)=887×(1-0.13)÷5222100﹪=14.8﹪查表得相对密度为1.0712㎏/m3则糊化锅的有效容积=5222÷(1.0712×103)=4.87 m3取糊化锅的充满系数为0.7则总容积为4.87/0.7=6.96 m3(2)基本尺寸采用圆底糊化锅,其圆筒直径与高度之比为2:1,即D/H=2:1 球形锅底高为h=D/2,则有:6.96=V=5×3.14D3/24则D=2.79m取D=2200mm,则H=1100mm,h=1100mm(2)加热面积的计算加热面积S=生产用最大蒸汽压力2.5kg/m3(绝压)查得t1=126.79℃,t2=100℃则Δtm=26.79耗热量Q=CMΔt/t=158063.4Kcal/h传热系数K取经验值1710Kcal/(m2h℃)S=158063.4171026.79=3.45m2以球底夹套进行加热S1=π1.1242=6.9m2(4)升气管取糊化锅升气管的面积为锅柱体直径的1/5设糊化锅升气管的直径为d则d=1/52.2即d=0.44m七、糖化锅采用球底加热式糖化锅(1)糖化锅容积的确定糊化锅投麦芽粉:2661.1 kg,水:10644 kg糊化液:887+4335-130.55=5091.45kg则糊化锅的有效容积=(2661.1+10644+5091.45)÷1065=17.3m3取糊化锅的充满系数为0.7则总容积为17.3/0.7=24 m3(2)基本尺寸采用圆底糊化锅,其圆筒直径与高度之比为2:1,即D/H=2:1 球形锅底高为h=D/2,则有:6.96=V=5×3.14D3/24则D=3400mm取 D=3400mm,则H=1700mm,h=1700mm(3)加热面积的计算加热面积S=生产用最大蒸汽压力3.5kg/m3(绝压)查得t1=138.19℃,t2=100℃则Δtm=43.29耗热量Q=CMΔt =245317Kcal传热系数K取经验值1992Kcal/(m2h℃)S=245317×60÷1992÷25=6.83m2(4)升气管取糖化锅升气管的面积为锅柱体直径的1/5设糊化锅升气管的直径为d则d=1×3.4÷5即d=700mm八、过滤槽采用平底过滤槽1 容积的计算V有效=17.3 m3 取φ=0.7V=V有效/0.7=17.3/0.7=24.2m3设锅的径高比为2:1,即d/H=2/1 有H=2.1m D=4200过滤筛板用不锈钢焊制而成,过滤筛板上分布条形筛孔,尺寸约为0.4×0.7×20mm,平底上有均匀的麦芽汁倒出管,每1.25—1.5m2的筛板上有一跟倒出管,导管直径通常为25—45mm.5.1.10麦汁暂存罐材质取不锈钢,容积为能装一锅麦汁,取容积为20m3.取D:H=2:1,由V=πD2H/4,既D=1500mm,得H=3000mm5.1.11回旋沉淀槽选用立圆柱平底槽回旋沉淀槽1.技术条件:麦汁进口速度8m/s,进料时间20min麦汁停留时间40min,麦汁转速10转/分2.容积VV有效=21253.3L取空余系数为1.2则V= V有效*1.2=25.5m33.尺寸设D:H=2:1,V=πD2/4得D=4.2m,H=2.1m4.麦汁高度h= V有效/A=1.7m5.进料管约在糟高度的1/2处h=(1/2)1.6=0.8m6.出料管选三个出料管上出料管在设备高2/3处,2/3*2.1=1.4m中出料管在设备高1/10处,1/10*3.1=0.21m下出料管再糟的底部。
小巧有力的糖化设计

60小巧有力的糖化设计设计小型啤酒工厂时,通常是将大型啤酒工厂缩小。
本专利糖化理念则独辟蹊径,设计了一套简单、灵活和有效的系统。
每锅大约0.5~5千升。
系统设计紧凑,功能多,自动化程度高,运行经济,采购和维护成本适中。
麦汁过滤系统有所创新,糖化周期被缩短至每4小时1锅次。
Small and Powerful Saccharification Design系统包含两个容器和一个共用的加热回路。
加热可以用电、蒸汽或热水。
第一个容器用于糖化和麦汁过滤,第二个用于麦汁煮沸和回旋沉淀。
糖化锅里安装加热图1:工艺流程图INNOVATION61套和用于麦汁过滤的截锥筛。
一个低速旋转的螺旋混合器既可以使糖化醪温和地混合,也可以排出酒糟。
由于截锥筛的特殊设计,麦汁过滤时间被缩短,大约需要1小时。
酒糟通过安装在容器底部的开口或阀门手动排出,然后自由降落到酒糟收集箱中。
一个外加热的板式或盘管加热器用于麦汁的加热。
特殊设计的喷嘴在容器的内壁上产生一层精细的喷膜,使蒸发达到最优化。
蒸汽在蒸发式冷凝器中冷凝。
在麦汁煮沸后期,容器转换到切向入口,麦汁煮沸锅转换成回旋沉淀槽。
应用板式换热器和冷水对麦汁进行冷却,作为选项,在两段冷却中乙二醇可作为介质。
麦汁冷却过程中获得的热水被收集用于下一锅次的糖化或转移到热能回收单元。
酒花和酵母通常手动添加。
为降低生产规模,采用简单的两辊粉碎机。
麦芽通常情况下储存在麻袋里。
作为一种选择,可安装用于麦芽和谷物的输送设备。
整个糖化系统的清洗和麦汁流动管路的杀菌全部自动完成,不需要额外的CIP。
两个容器在一个程序周期内被清洗。
一个多功能的容器,包括一个物料泵和手动阀(共用容器),用于酒花和酵母的添加、麦汁的充氧和作为CIP 站用的圆锥形罐。
在麦汁冷却结束后,完成自动的糖化过程。
麦汁的发酵和储存手动完成。
一套自动的罐冷却系统集成在糖化控制中。
在生产过程中需要:冷水(大约14℃);热水(75℃);供电系统;加热的蒸汽或电能;局部的加热、太阳能等(取决于实用性)。
一种糖化罐系统[实用新型专利]
![一种糖化罐系统[实用新型专利]](https://img.taocdn.com/s3/m/ba3ce9e9bed5b9f3f80f1c0a.png)
专利名称:一种糖化罐系统
专利类型:实用新型专利
发明人:钟雄明,张瑾瑾
申请号:CN201420018324.3申请日:20140113
公开号:CN203653569U
公开日:
20140618
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种糖化罐系统,包括层流罐、列管式换热器、液化液闪蒸罐、糖化罐,所述层流罐的出料口连接所述列管式换热器的管程入口,所述列管式换热器的管程出口连接所述液化液闪蒸罐的进口;所述糖化罐的出料口连接所述列管式换热器的壳程入口,所述列管式换热器的壳程出口连接所述糖化罐的进料口。
通过上述方式,本实用新型糖化罐系统,能够在满足正常糖化的情况下,对糖化罐内的液体直接进行高温灭酶,且换热效率高,对罐体没有冲击力。
申请人:苏州高峰糖业有限公司
地址:215000 江苏省苏州市吴江区汾湖经济开发区临沪大道南侧1688号
国籍:CN
代理机构:广州市红荔专利代理有限公司
代理人:张文
更多信息请下载全文后查看。
糖化罐的结构与工作原理
糖化罐的结构与工作原理一、糖化罐的概述糖化罐是啤酒酿造中的一个重要设备,主要用于将麦芽淀粉转化为可溶性糖。
其结构和工作原理对啤酒的品质有着至关重要的影响。
本文将详细介绍糖化罐的结构和工作原理。
二、糖化罐的结构1. 糖化罐的外观糖化罐一般呈圆柱形,通常由不锈钢制成。
其大小和形状因酿造厂而异,但都有一个共同点,即需要保证其密封性。
2. 糖化罐内部结构(1)底部:糖化罐底部通常呈圆锥形或斜板形,以便让液体流向中央排出。
(2)筛板:筛板是固定在糖化罐内部的平面网格,用于支撑淀粉质物料并促进液体流动。
(3)喷淋管道:喷淋管道位于筛板上方,用于将水喷洒在淀粉质物料上以促进转化反应。
(4)温度控制系统:温度控制系统包括加热元件和温度传感器,用于控制糖化罐内的温度。
(5)搅拌系统:搅拌系统由电机、减速器和搅拌叶片组成,用于混合淀粉质物料和水,并促进液体流动。
三、糖化罐的工作原理1. 淀粉转化反应糖化罐主要用于将淀粉质物料转化为可溶性糖。
这一过程需要通过麦芽发酵产生的酶来完成。
当淀粉质物料与水混合时,酶会将其分解成较小的分子,并将其转化为可溶性糖。
2. 温度控制在糖化过程中,温度是至关重要的因素。
不同类型的啤酒需要不同的温度来促进糖化反应。
一般来说,低温可以促进多糖转化为双糖或三糖,而高温则可以促进三糖转化为单糖。
因此,在不同阶段需要控制不同的温度。
3. 水的喷洒在淀粉转化反应中,水起着非常重要的作用。
它可以帮助酶分解淀粉质物料,并促进糖化反应。
因此,在糖化罐内部设置了喷淋管道,用于将水喷洒在淀粉质物料上。
4. 搅拌在糖化过程中,需要不断地搅拌淀粉质物料和水,以便均匀地分布酶和水。
此外,搅拌还可以促进液体流动,并防止物料堆积。
5. 筛板的作用筛板是固定在糖化罐内部的平面网格,用于支撑淀粉质物料并促进液体流动。
同时,筛板还可以防止物料下沉到底部,并保持液体的流动性。
四、总结糖化罐是啤酒酿造中非常重要的设备,其结构和工作原理对啤酒的品质有着至关重要的影响。
一百吨加药罐基础设计

一百吨加药罐基础设计【原创版】目录1.引言2.设计目标3.设计原则4.设计内容5.设计结果6.总结正文1.引言在现代工业生产中,加药罐是一种常见的储存化学品的设备。
这些设备通常需要承受高压、高温和化学腐蚀等复杂环境,因此,其基础设计至关重要。
本文主要介绍了一种一百吨加药罐的基础设计方案。
2.设计目标本次设计的主要目标是确保加药罐在各种工况下的稳定运行,提高设备的使用寿命,降低维护成本,同时满足生产工艺的要求。
3.设计原则在设计过程中,我们遵循以下几个原则:(1) 结构安全性:保证加药罐在承受最大工作压力时,结构不会发生变形或破坏。
(2) 良好的耐腐蚀性能:采用耐腐蚀材料,以抵抗化学品的侵蚀。
(3) 合理的制造和安装工艺:确保加药罐在制造和安装过程中的质量和效率。
4.设计内容(1) 结构设计:根据工艺要求,确定加药罐的直径、高度、厚度等尺寸参数,并选择合适的结构形式,如圆柱形、圆锥形等。
(2) 材料选择:针对化学品的特性,选择具有良好的耐腐蚀性能的材料,如不锈钢、碳钢等。
(3) 制造工艺:采用合适的焊接方法,如氩弧焊接、埋弧焊接等,以保证罐体的密封性能。
(4) 安装工艺:设计合理的支撑结构,确保加药罐在安装过程中的稳定性和安全性。
5.设计结果经过以上设计内容,我们得到了一种结构安全、耐腐蚀性能良好、制造和安装工艺合理的一百吨加药罐基础设计方案。
该方案在满足生产工艺要求的同时,降低了设备的维护成本和使用风险。
6.总结本文介绍了一种一百吨加药罐的基础设计方案,遵循结构安全性、良好的耐腐蚀性能和合理的制造安装工艺等设计原则,得到了一种满足生产工艺要求的设计方案。
年产200吨啤酒糖化车间设计课程设计 精品推荐
长江大学发酵工厂设计课程设计题目名称:年产200吨啤酒糖化车间设计学院(系):生命科学学院专业班级:学生姓名:指导教师:课程设计日期:2013年10月23日-2014年1月10日目录引言1发酵工厂总平面设计方案1.1 工厂的选址1.2 工厂总平面设计方案2生产工艺流程设计2.1 生产工艺概述2.2 原料及产品质量2.3 生产工艺流程3设计计算说明3.1 物料平衡计算3.2 水平衡计算3.3 热量平衡计算3.4 无菌空气平衡计算3.5 班产量计算与人员安排3.6 设备的选型与校核计算4车间设备布置设计4.1 车间布置说明4.l 车间布置图纸(平面图、立面图、主要设备图)总结年产200吨啤酒糖化车间设计学生:李文清吴宇徐宗凯滕炎桐生命科学学院指导老师:夏帆,生命科学学院引言啤酒是以麦芽为主要原料,添加酒花,经酵母发酵酿制而成的,是一种含二氧化碳、起泡、低酒精度的饮料酒。
由于其含醇量低,清凉爽口,深受世界各国的喜爱,成为世界性的饮料酒。
啤酒的原料是大麦。
大麦是世界上种植最早的谷物之一,几乎世界上所有地区都可种植,它的产量在谷物排名上,在小麦、玉米、稻谷之下,居第四位,而且大麦不是人类主要的粮食,习惯上作饲料。
酿酒后的麦糟中,蛋白质含量得到相对富集,更适宜于做饲料,于是,用大麦制啤酒得到发展。
中国近代啤酒是从欧洲传入的,据考证在1900年俄罗斯技师在哈尔滨建立了第一家啤酒作坊。
第一家现代化啤酒厂是1903年在青岛由德国酿造师建立的英德啤酒厂。
1915年在北京由中国人出资建立了双合盛啤酒厂。
从1905年到1949年的40多年中,中国只有在青岛、北京、哈尔滨、上海、烟台、广州等地建立了不到10年工厂,年产啤酒近一万吨,从1949年到1993年,我们用43年的时间,发展成为世界啤酒第二生产大国,这样的发展速度举世瞩目。
我国啤酒工业的未来主要有以下几方面的变化:产量的发展;规模的扩大;技术经济指标还有差距,要不断的提高;原料的发展;啤酒品种向多样化发展;高浓度酿造技术;非热消毒的纯生啤酒酿造;人才的培养等。
啤酒糖化车间设计说明书

五、 30000t/a 啤酒厂糖化车间的物料衡算啤酒厂糖化车间的物料平衡计算主要项目为原料(麦芽、大米)和酒花用量,热麦汁和冷麦汁量,废 渣量(糖化糟和酒花糟)等。
1. 糖化车间工艺流程示意图(图 5-1 )麦糟麦 汁 煮 沸 回 旋 沉 淀 薄 板 冷 却 发酵车间热凝固物 冷凝固物2. 工艺技术指标及基础数据基础数据见表 5-1项目名称百分比( %)项目 名称百分比( %)原料利用率 98 原料配比麦芽70 定 额 指 标麦芽水分 6大米 30 大米水分 12冷却损失7 无水麦芽浸出率 78 啤酒损失率 ( 对热麦汁 )发酵损失 1.5 无水大米浸出率90 过滤损失1.5麦芽清净和磨碎损失0.1装瓶损失2.0总损失12根据上表的基础数据首先进行 100kg 原料生产 12°淡色啤酒的物料衡算,然后进行 1000L12°淡色啤 酒的物料衡算,最后进行 100000t/a 啤酒厂糖化车间的物料平衡计算。
3. 100kg 原料( 70%麦芽, 30%大米)生产 12°P 淡色啤酒的物料衡算(1)热麦汁量 根据表 5-1可得原料收率分别为: 麦芽收率为: 0.78 (100-6)÷100=73.32% 大米收率为:0.90(100-12)÷100=79.2%混合原料收得率为: [0.7× 73.32%+0.3 × 79.2%] × 98%=73.58% 由上述可得 100kg 混合原料可制得的 12°热麦汁量为:( 73.58 ÷12)×100= 613.17 (kg )又知 12°汁在 20℃时的相对密度为 1.084 ,而 94℃热麦汁比 20℃时的麦汁体积增加 1.04 倍,故热麦汁94℃)体积为:过滤图 5-1 啤酒厂糖化车间工程流程示意图(613.17 ÷1.084)×1.04=58 8.28L2)添加酒花量:613.17×0.2%=12.26kg3)冷麦汁量为:588.28×(1-0.07 )=547.10L4)发酵成品液量:547.10×(1-0.015 )=538.89L5)清酒量(过滤)为:538.89 ×(1-0.015 )=530.81L6)成品啤酒量为:530.81×(1-0.02 )=520.19L4. 生产1000L12°P淡色啤酒的物料衡算根据上述衡算结果知,100kg 混合原料可生产12°成品啤酒520.19L ,故可得出下述结果:1)生产1000L12°淡色啤酒需耗混合原料量为:1000÷520.19 )×100=192.24kg2)麦芽耗用量:192.24 × 70%=134.568kg3)大米耗用量:192.24 -134.568=57.672kg4)酒花用量为对淡色啤酒,热麦汁中加入的酒花量为2%,故酒花耗用量为:588.28/520.19 )×1000×2%=22.62kg(5)热麦汁量为:(588.288/540.2 )×1000=1089.0L(6)冷麦汁量为:(547.10/540.2 )×1000=1012.8L(7)湿糖化糟量:设排出的湿麦糟水分含量为80%,则湿度糟量为:[ (1-0.06 )(100-78)/ (100-80)]×134.568=139.14kg 湿大米糟量为:[ (1―0.1 2)(100―90)/ (100-80)] ×57.672=25.38kg 故湿糖化糟量为:139.14+25.38=164.52kg (8)酒花糟量设麦汁煮沸过程干酒花浸出率为40%,且酒花糟水分含量为80%,则酒花糟量为:[ (100―40)/ (100―80)] ×22.67=68.01kg(9)发酵成品液量:(532.39/513.92 )×100=103.60L(10)清酒量:(530.81/520.19 )×1000=1020.42L(11)成品酒量:520.19/520.19 ×1000=1000L(12)发酵液量:538.89/520.19 ×1000=1035.95L5. 100000t/a 12 °P 淡色啤酒糖化车间物料衡算全年生产天数为300天,设旺季生产150 天,淡季生产150天。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生物工程课程设计说明书题目:玉米淀粉糖化罐设计院系:生物工程学院姓名:王家昕学号:1204s209指导老师:徐庆阳目录1前言²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²2 2课程设计任务²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²2 3设计方案的拟定²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²2 4物料衡算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²24.1制糖工序的物料衡算(每吨)²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²34.2衡算结果²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²4 5热量衡算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²45.1液化工序热量衡算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²45.2糖化工序热量衡算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²5 6水衡算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²66.1糖化工序水衡算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²6 7设备计算²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²67.1调浆槽²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²67.2液化喷射系统²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²77.3调酸罐²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²87.4糖化罐²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²97.5糖化罐外接管道²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²127.6板框压滤机²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²137.7糖液储罐²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²137.8高位碱罐²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²137.9生产中使用的泵²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²131.前言双酶法是通过淀粉酶将淀粉液化和糖化酶将其糖化成葡萄糖的生产工业。