工位审核跟踪follow-up
8D中英文
Supplier Plant Name: 供应商工厂名称
GUANGDONG DONGGUANA ENKANG metal products CO.,LTD GUANGDONG DONGGUANA ENKANG metal products CO.,LTD
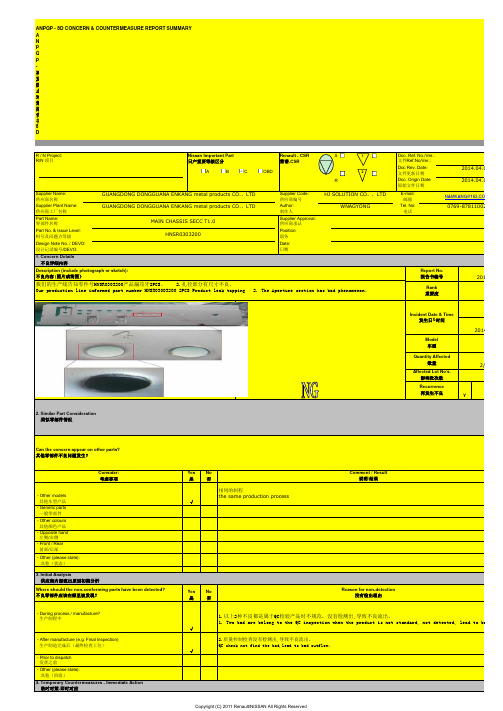
ANPQP - 8D CONCERN & COUNTERMEASURE REPORT SUMMARY
A N P Q P 再 发 防 止 对 策 报 告 书 8 D
R / N Project: R/N 项目
Nissan Important Part 日产重要等级区分
A
B
C
Renault - CSR 雷诺-CSR
Actions Taken 实施内容
库存的全面检查 Inventory with the full inspection
库存的全面检查 Inventory with the full inspection
下次出货补充2个替代品 The next shipment Replenishment substitute for 2 PCS
Responsibility 责任人
Department 部门
C:\Users\hp\ Desktop\
品质培训.doc
GENGHONGGENG WANGYONG
生产部 品质部 工程师 The production department, quality department, engineering department,
Qty. OK
Qty. NG
0PCS 0PCS 0PCS 2PCS
0PCS 0PCS 0PCS 0PCS
Temporary Countermeasure Details: 临时对策详细内容
IE工程师工作指导(新手IE有必要了解下)
IE工程师工作指导(新手IE有必要了解下)工业工程技朮(Industrial Engineering)IE强调系统优化,以使整个系统效益最佳、IE充分考虑和重视人在整个系统中的作用。
改善无止境,没有最好,只有更好。
工业工程(IE)的职责:组织、管理、协调和服务工业工程(IE)的任务:追求更高的效率和生产率工业工程(IE)的目的(核心):降低成本、提高质量和生产率工业工程(IE)的意识:成本和效率意识简化和标准化意识变革意识(问题和改革意识)系统意识(全局和整体意识)人本意识(以人为中心的意识)工业工程(IE)的目标:使生产系统投入的要素得到有效的利用,降低成本,保证质量和安全、提高生产率,获得最佳效益。
一.工业工程的四大基本职能1.规划:确定研究对象在未来一定时期内从事生产或服务所采取的特定行动的预备活动。
包括总体目标、政策、战略和战术的制定和各种分期实施计划的制订。
2.设计:为实施某一既定目标而创建具体实施系统的前期工作。
包括技术准则、规范、标准的拟订最优选择和蓝图绘制。
3.评价:对各种系统、规划方案、设计方案以及各类业绩,按照一定的评价标准确定活动包括各种评价指标和规程的制订、评价实施。
4.创新:改正现行研究,使其更有效的生产,服务和动作。
二.工业工程与现场改善1.工业工程------Industrial Engineering是一门应用科学,兼有管理及技朮的知识领域。
2.IE是以工程技朮为基础,配合科学管理的技巧来发现、解决、预防问题﹔3.IE的最终目的是:由管理的动作,使企业能获得最大的利益(与成本或经济效益有关4.IE的操作理论均婪能符合实际的需要﹔5.IE是运用重点管理的技巧,在任何问题上做重点突破。
三.IE的定义:美国工业工程师协会的定议:“IE-------是研究人、物料、设备、能源的消息组成的综合系统的设计、改善和设置的工程技术,它应用数学、物理学等自然科学和社会科学方面的专门知识和技术,以及工程分析和设计的原理和方法来确定、预测和评价由该系统可得到的结果”。
供应商审核报告模版
2
检sting Equipment Management)
35´
3
训练
(Training)
20´
4
工程设计/新产品控制/工程变更
(Engineer Design/New Product Control/Engineering Change)
30´
Are there proper operating procedure and flow of incoming inspection?
5´
5
不同的物料是否依据相制订的检验规范?检验规范中是否有规定相对应之检验工具?
Is different material inspected according to corresponding inspection scale? Is there corresponding inspecting tools regulated in inspection scale?
5´
6
检验员是否按工程图和检验规范执行,并实际记录检验结果? Dose inspector perform according to engineering charts and inspection scale, and the results of inspection in facts?
5´
7
4´
完全有按照文件执行,并且执行效果有完整的佐证资料,供应商已经达到了最低要求.
Full implementation of source documentation for the requirement and complete confirmed evidence of implementation effectiveness. The supplier has met minimum requirements.
品质系统审核单
1.1Has the supplier defined and documen commitments to quality?供应商是否有统一的并明确化的品质方针QUAL1: Quality System Requirements 品质系统要求1.3Has the supplier defined the responsmanage, perform and verify work that affects the quality of products, materials or service (i.e. procedures, organization charts, quality manual)供应商是否规定了影响品质(包括产品、系(例如:程序、组织架构、品质手册)1.2Are procedures in place to ensure th maintained at all levels in the organization?是否有明确的执行方案来确保品质方针被1.5Has the supplier appointed a managemfor ensuring that a quality management system has been implemented and maintained?供应商是否有明确的责任人,来负责确保1.4Has the supplier provided adequate rinspection, testing, monitoring and review of processes and products?供应商是否能提供充分的资源进行验证活1.7Are records maintained of these mana 管理评审的记录是否是完好保存?1.6Does the supplier conduct managementquality management system at appropriate intervals? (i.e. does the quality system meet customer requirements?)供应商是否在规定期间内执行管理评审来足客户需求)1.9Have the procedures and work instruc personnel who need them)程序文件和WI是否能够被有效的实施(例1.8Has the supplier established and mai and work instructions?供应尚是否建立并维持包括程序和工作指1.11Do the internal quality audits verif requirements, and ISO elements?是否内审是依照品质目标、客户/程序的要1.10Does the supplier carry out a compre audits?供应商是否执行对整个系统有规定的并且1.12Do the internal quality audits verif data and CLCA status)内审是否证实品质系统的有效性?(例如2.22.32.41.13Are the internal quality scheduled o内审的进度安排是否根据活动的状况和重1.15Does the management personnel respondeficiencies found by the audit?责任单位是否就内审缺失采取及时的更正1.14Are the internal audits and follow-uprocedures?内审和跟踪措施是否按照书面的程序执行1.17Does a system exist for determining是否系統能确定工作人員的适合性?1.16Is there a system that identifies trquality of the product?系统是否规定对产品品质有影响的相关人1.19Are accurate training records mainta是否保存了相关培训人员的记录?1.18Is there a system to disqualify and是否有取消和重新鉴定工作人员的规定?2: Contract Review合约审核2.1Are there established procedures for contract review?(i.e.product specifications and qu requirements)是否有建立合约审核的规范?(例如:产有能力满足合约上的所有需求Are such procedures reviewed to ensu 审核规范能否确保实施a) Contract requirements are adequat 对合约的需求是否有充分的规定并生成文2.5Are there established procedures for new product introduction/transfer?(e.g.,establ work instruction,documentation checklist,equipment checklist,conduct pilot run,production, first article review, etc.)是否建立新产品导入及转移的规范文档(如建立作业规范说明、使用文件清单、设备清单、试产、量产件检查)?b) Contract requirements that differ 可以满足与标单不同的合约需求c) The supplier has the capability t 3. Design Control设计管理3.1Are there procedures to control and verify the design of the product to ensure it is me all requirements?是否有相应规范来管理和验证产品设计来3.2Are there plans that identify the re 是否遵循设计审查计划来验证每项设计及3.13.4Are obsolete design documents remove 旧版的设计文件是否被及时销毁以免在生3.3Are there plans updated as the desig 设计审查计划是否随时更新?3.6Are organizational and technical interfaces between different groups identified,docume transmitted and reviewed regularly?不同单位之间组织及技术接洽是否有明确3.5Are the design and verification acti 设计及验证作业是否是交付相关资质人员3.8Is there a procedure for resolving incomplete or conflicting requirements with responsible for drawing up the requirements?是否有作业规范来指导设计人员从而解决3.7Are design input requirements relating to the product identified,documented and review adequacy?设计产品的投入需求是否被甄别,记录成3.10Has the design verification been planned,established,documented and assigned to comp personnel?设计验证作业是否有相关的文件资料,并3.9Are design outputs documented and expressed in terms of requirements,calculation analyses?设计结果是否保存为文档,设计的计算和3.12Are there procedures for the identification,documentation,review and approval of all ch and modifications?是否有明确规范来对所有的变更作验证、3.11Can the design verification establis 设计验证作业能否保证设计输出结果满足厂商是否建立下列五项作业规范及文件资3.14Are the records for design review pr 设计审查记录是否做了完整的入档和保存3.13Is there a requirement to verify thee product meets design specifications prior to production? (e.g., design review/verification)在量产前是否有规范来验证产品满足设计4.1(a) a Quality Manual?品质手册4. Document Control文件管制Does thee supplier have established4.3(c) Process control documents?4.2(b) Design documents and technical d 设计资料和技术图纸4.3制程管制文件4.5(e) Audit documents?审核文件4.4(d) work instructions?作业规范4.7Do these procedures ensure that all obsolete documents are promptly removed from all poin issue or use?上述规范能否确保各部门旧版资料是否及4.6Do these procedures ensure that pertinent documents are available to personnel a locations?上述规范能否确保现场作业人员都能获得4.9Is there a procedure to govern engin是否有规范来管控工程变更?4.8Are quality documents reviewed and approved for adequacy by authorized personnel pri issue?品质文件是否在发放前就被相关授权人员4.11Are the engineering change notifications distributed to all affected functional areas approved?工程变更通知是否于认可后立即发放到相4.10Are engineering changes reviewed and工程变更前是否经过授权人员的审查和确厂商是否有规范来确保外购的零部件按照4.13Is there a system to verify the effe是否有一整套系统来验证工程变更已经生4.12Is there a system to ensure engineer是否有一整套系统来确认和保证工程变更5.2Are subcontractors selected on the basis of ability to meet requirements,including qu requirements?外包厂商是否按照设定的规范来选定基本5: Supplier Quality Control外报厂品质管理5.1Does the supplier have procedures to ensure that purchased product conforms to spec requirements?5.4Does the supplier ensure that the su厂商能否确认外包商的品质管理系统的运5.3Are up-to-date records kept of accep 是否具有合格的(承认、可接受包)外厂5.6Does the supplier review andapprove purchasing documents for adequacy of spec requirements prior to release?5.5Are the records for subcontractor approval properly maintained and kept according t defined retention period?外包商的认可记录能否依照规定时间予以5.6厂商是否对发出的采购文件的规定要求做5.8Is there a procedure for part qualification?(i.e.tooling qualification,inspection me inspection quantity, etc.)是否对合格部件有检验规范?(如模治具5.7Is the customer allowed to verify at source,or upon receipt,that purchased product conf to specified requirements?客户是否被要求对外部采购的部件的来源5.10Does the First Article report includ 首件报告是否包含下列验证资料:5.9Are First Article Inspections conducted in a production environment to ensure requirement met prior to mass production?首件的检验是否在生产作业中切实做到;5.12(b) Process control parameters/docum 生产控制参数及文件5.11(a) Quality documents?质检验报告5.14(d) Critical parameters/dimensions? 关键参数以尺寸(包括性能参数指标)5.13(c) Condition of manufacturing equip 生产设备及模、治具状况是否有规范来定义所有产品标示?5.16(f) Inspection/test yield?检验合格率5.15(e) Traceability of cavity#, tooling 模穴、模具数及制造地点的追溯6.2Are in-stock and in-process material 在库存及制程过程中物料是否有适当的标6. Product Identification And Lot 产品鉴别与批量追踪6.1Are there procedures defining produc6.4Are assemblies properly marked and tracked through the assembly process to ensure no ste the process flow are missed?综合作业中是否有适当的标示和跟踪记录6.3Where traceability is a specified requirement,do individual products or batches have a u identification?每一批或者单一产品是否有其规定的标示7. Process Control 制程控制7.5制程作业规范是否对每一流程和工位的生7.2Do the work instructions clearly the machines,equipment,tools,fixtures,and program used?制程作业规范是否对使用的机器设备、模7.1Are there work instructions defining the manner of production and installation for process/station?7.4Do the work inspections indicate assembly specifications and machine setting?(e.g.,s temp, torque driver setting, and adjustment/test specifications)组装作业规范是否对组装作业说明和设备性能、参数作了明确说明?(焊接温度、工具扭矩设定、调整试规范等)7.3Do the work instructions specify the materials to be used?(e.g.,part number/name,ass tools, inspection tools)制程作业规范是否对使用的物料做了明确7.7Is there the SPC training plan documSPC的培训计划是否有文件记录?Are quality documents(e.g.,QC-flow/work instructions)revision controlled and approv authorized personnel prior to issue?品质文件(如:QC流程图及作业规范)的版本是否在发行前都授权人员的认证和承认?7.6Is there the SPC training program?是否有SPC的培训计划?7.9Does the SPC training program include control chart theory and process capability ana skills?SPC培训计划是否包含控制流程图和流程功7.8Have all relevant employees been tra 所有相关人员是否依据SPC培训计划做了培7.11Are all critical processes and parameters under statistical control?(e.g.,control c Cp/Cpk study)所有关键制程和参数是否都在统计控制之7.10Are SPC training records for each em 对每位经过SPC培训的员工是否都有存档?7.13Are out-of-control conditions noted on control charts,with causes investigated,and ac provided?超出控制范围的状况是否依据调查原因及7.12Are upper and lower limits used on c 上下限度是否在控制流程图中?7.15When a process goes out-of-control and produces nonconforming product,are triggers de and documented for the purpose of initiating a stop build, or stop shipment action?当流程失控而造成产出不良品时,是否有7.14Are appropriate action taken when th 当CP/CPK值如果为能达到期望值时是否采7.17Are records of these activities main 是否对各项作业记录都有所保存?7.16Are requirements for preventive maintenance defined and documented for activities tha influence the product quality?是否有针对影响产品品质作业的预防措施厂商是否提供文件来规定检验和检验方法8.2Does the supplier ensure that incoming product is not used or processed unit it has inspected and verified as conforming to specified requirements?厂商是否提供规范来保证被检测产品不被使用?8. Inspection And Testing/Status 检验和测试8.1Are there documented procedures for8.4Does the supplier utilize final insp 厂商是否执行最终检测及测试?8.3Does the supplier inspect,test and identify product as required by the quality pl documented procedures?厂商是否依据品质计划及规范的需求来进8.6Does the supplier utilize extended r 厂商是否采取扩展性可靠度测试?8.5Does the supplier utilize outgoing p厂商是否进行出货检验,如:开箱抽样检8.8Are there procedures that address pr 是否有作业规范来说明产品检验和测试的8.7Does the inspection and test process 检验和测试操作能否保证我司出货产品的8.10Is the conformance or nonconformance of a product’s inspection or test status identified markings, tags, inspection records, test software, physical location, etc.)能否对良品和不良品的检验状态做明确的8.9Are there procedures and practices in place to assure product traceability through all s of production?是否有相应的规范和惯例来追踪所有工位是否有规范的文件来对检测、测量和测试8.12Are there records which give evidence that the product has passed inspection and/or test defined acceptance criteria?是否有记录来证明产品已通过合格检验?8.11Does the system assure only material that has passed specified inspections or tes utilized or sold?是否有规范的系统来保证对来料做通过的9.2Is equipment verified or re-calibrat 是否在一定时期内对所有的设备进行验证9. Calibration测量教正9.1Are there documented procedures for9.4Are devices that are exempt from ins 是否对(已)未检测设备做明确的标示?9.3Is there an official approval control system for all equipment to determine accurac precision是否有认可的控制系统来确认所有设备的9.6Is an appropriate method set up for 是否有规定的正确存放检测设备、模治具9.5Are thee reference devices(standard equipment)used for bass-point calibrations(0p maker’s scale, etc.) correctly stored, managed and calibrated to NIST standards?是否对做基准校验的标准件做正确的存放9.8Is there a process for dispositioning product that has been built/tested with equipment to be out of calibration?是否对超过设备检测标准的不良品做规范9.7Are measuring and test equipment re-当检测设备不符合要求时是否作重新校正10. Control Of Nonconforming Prod 不良品管理10.1Are there documented procedures for 是否有作业规范来管控不合格物料?10.3Is there a requirement to issue a Cl 对于RMA是否根据需要做封闭回路修正作业10.2Is failure analysis performed on pro 是否运用失效分析来分析退回的不良品?10.5Are the RMA records kept according t 是否依据规定时间来保存RMA的记录?10.4Is there a system to feedback failure analysis and action items to relevant depart (including mfg site)?是否有系统来反馈失效分析并分发到相关10.7Are there the criteria/guidelines fo 是否对物料处理(丢弃、报废)做规范和10.6Is there a MRB procedure to review the disposition of nonconforming material?(e.g.,“u is”, RTV, scrap, reword)是否有MRB程序来审查不良物料的处理状况10.9Is there a requirement to issue a CL 是否有规范来对MRB物料执行封闭回路修正10.8Is the responsibility and authority to review/approve disposition of nonconforming mate defined? (e.g. MRB roster)是否对审查认可不良物料的相关人员的责10.11Are all corrective actions and resul 是否对所有的修整改善作业及其结果提出10.10Is action taken when progress/implem 是否当改善作业流程或应用不符规定时采10.12Is a corrective action request issue 当不良品未经过可靠性测试时是否采取修10.13Are all necessary details included in the corrective action request?(P/N,lot #,inspe date, lot size, sample size, reject qty, etc)是否修正作业需求已经包含所有必要细节10.15Does the corrective action request include long term/root cause action?If defect is sup related, is there any system to feedback to IQC for actions?是否修正作业需求包含长期根治作业方式10.14Does the corrective action request i是否在修正作业需求中含有短期预防作业10.17Are the contentsof the responses/corrective actions appropriate to prevent f occurrences?是否修正后的作业内容可以预防问题的再10.16Is there a system to track starts of是否有系统去跟踪修正作业需求的状况?10.19Are corrective actions monitored for修正作业是否可有有效的管制来预防不良10.18Is the corrective action report revi 是否对修正作业的报告经过相关授权人员11. Handing, Storage, Packaging, 搬运、存储、包装和运输11.1Are there procedures for handling, s 是否有针对产品搬运、存储、包装和运输11.3Does the supplier provide methods an供应商是否提出防止搬运损坏的作业方法11.2Are the material control records mai是否有针对每一流程中的物料管控记录做11.5Are flammable, corrosive, and toxic是否将可燃性、腐蚀性、剧毒性材料做恰11.4Are all ESD-sensitive materials stor是否对有ESD敏感材料都存放在防静电容器11.7Are temperature and humidity monitor是否在存放区域内做监控并保持 和湿度在11.6Does the supplier provide secure storage areas to prevent damage or deterioration of pro pending use or delivery?是否有提供安全存放区域来预防待用或者11.9Does the supplier control packing,preservation and marking processes to ensure conforman specified requirements?是否可管控包装、存储和标示程序以确保11.8Is the condition of product in stock assessed at appropriate intervals in order to d deterioration?是否在适当时间范围内定期对仓库产品状11.10Is there an arrangement for the protection of the quality of product after final inspe and test?是否对品质记录提出文件记录?11.11Are the materials issued according t 是否依照FIFO方式来流动物料?11.10是否在最终检验及测试后对产品品质再作12.2Are all quality records identified,indexed,filed,collected,stored,maintained,disposed after stated period?所有品质记录是否都已经被验证、遍列、12. Quality Records 品质记录12.1Are there documented procedures for12.4Are pertinent sub-contractor records 相关的外包商记录是否也包含在厂商的品12.3Are quality records maintained to demonstrate achievement of the required quality a demonstrate effective operation of the Quality System?品质记录是否被保留来证明品质需求的达12.6Are quality records stored in such a 品质记录是否被妥善存储以避免损毁?12.5Are quality records maintained in su 品质记录是否可随时取出监视?12.8Where agreed contractually, are qual 在协定合约中是否都有品质记录来提供给12.7Have retention times of quality reco 品质的保留时间是否已经被设定并记录?cumented its corporate quality policy, objectives and?质方针、目标并且能够贯彻、实施?QUALITY SYSTEMS AUDIT CHECKLIST品质系统审核单tssponsibility, authority and interrelation of all personnel who rify work that affects the quality of products, materials or services?nization charts, quality manual)产品、物料、服务)的管理、执行和稽查的相关工作人员的权责和相互关构、品质手册)re this quality policy is understood, implemented andls in the organization?方针被公司各阶层所了解、实施和保持。
BSCI验厂标准和评级介绍

(1)A或B级:除非需要进行跟进审核,正常情况下BSCI验厂全面审核在2年内有效。在这种情况下,公司的总评级是A或B级(有效期2年)。凡被评为A和B级的生产商都有机会在两次全面审核期间接受突击抽查。但得到A或B级的评级难度是非常大的。
(2) C、D 或E级:当被公司在全面审核后收跟进审核之前有效。跟进审核应按照整改计划规定的日期执行,但仅在公司最近的审核后的12个月内进行:
BSCI验厂标准和评级介绍
BSCI审核类型: 第一种叫”full audit”, 中文叫”全面审核”.
第二种叫”followup audit”, 中文叫”跟进审核”.
重要提示:BSCI验厂如发现公然雇用童工、强迫劳动、对工人健康或生活造成迫切风险和不道德的行为,审核员会立即做出警告。同时,工厂不会收到完整的BSCI验厂审核评级,而是收到零容忍情况说明,则BSCI验厂未通过。
如果BSCI验厂跟进审核结果表明有改进(例如获评A或B 级),最新的审核结果将保持有效至原全审到期日为止。
若跟进审核结果是 C、D 或E级,该跟进审核结果有效期到下一次跟进审核期为止,前提是假设两次全面审核时隔不超过2年。
BIQS审核检查表中英文

GM at unnecessary risk.
Yellow: Quality system or process is in place, but is not followed/utilized as intended.
Red: Quality system or process is not evident, or the current system or process in place puts GM at significant risk.
nonconforming / suspect material.
Team members have standardized work and understand what to
do with non conforming / suspect material.
Confirm that conforming material is handled, stored and identified appropriately.
wrong parts, mixed parts, containment control, etc.)
BIQS -3
0
Failure modes are comprehended in the PFMEA (i.e. wrong parts,
PCPA-BAIC版1009审核版
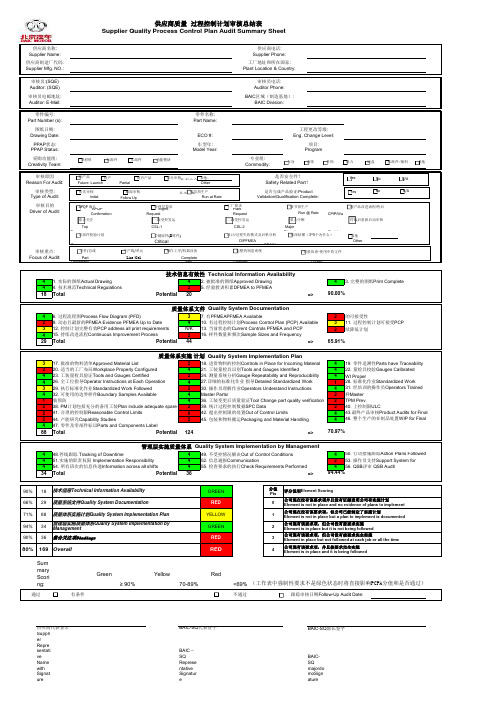
是否安全 Future Launch Other是否完成 Follow UpRun at RateAPQP ConfirmationMgmt. RequestPlant Request CPIP/WarrantyTop FocusCSL-1CSL-2Major DisruptionShutdown/Start Up AuditComponent Check PlanCritical FastnerDD&WOtherPart / AssemblyLine /CellComplete Mfg. SystemOperation / MachineQuality System - Ongoing Documentation4444218Total Potential 20=>4328. PFMEA 的可接受性PFMEA Acceptable 2433N/K 214. RPN 持续降低计划RPN reduction plan4229Total Potential 44=>32424442425. 正确的WI Proper Operator Instructions 4413244433. 标准样件Master Parts/可使用样件Samples Available 234. 防错标样Master Parts for Error Proofing 135. 工装预防性维护Preventative Maintenance Plan on Tools4237. 设备TPM Prev. Maint. Plan on Equipment 222204224488Total Potential 124=>44444244434TotalPotential 36=>90%18GREEN 分值Pts 66%29RED 071%88YELLOW 194%34GREEN 290%36RED380%169RED4NRSummary Scoring:Green≥ 90%Yellow70-89%Red <69%有条件通过,需要文件验证Approved, but need Documentation不通过Not ApprovedSupplier Representative Name with Signature BAIC -SQ Representative SignatureBAIC- SQ majordomoSignature(工作表中强制性要求不是绿色状态时将直接影响PCPA分值和是否通过)工厂地址和所在国家:Plant Location & Country:零件名称:Part Name:车型年:Model Year:Current Partial 供应商电话:Supplier Phone:BAIC 区域(制造基地):BAIC Division:审核员电话:Auditor Phone: Run @ Rate D/PFMEA ECO #: 工程更改等级:Eng. Change Level:是否完成产品验证:Product Validation/Qualification Complete:是否安全件?Safety Related Part ?审核原因Reason For Audit:Initial 项目:Program审核目的Driver of Audit:供应商名称:Supplier Name:供应商制造厂代码:Supplier Mfg. NO.:审核员:(SQE)Auditor: (SQE)审核员电邮地址:Auditor: E-Mail:零件编号:Part Number (s):图纸日期:Drawing Date:PPAP 状态:PPAP Status:审核类型:Type of Audit:采购功能组:Creativity Team:审核重点:Focus of Audit:跟踪审核日期Follow-Up Audit Date:供应商代表签BAIC-SQ 代表签字通过Approved94.44%51.实施的职责权限 Implementation Responsibility 54. 所有班次的信息传递Information across all shifts56. QSB 评审 QSB AuditBAIC-SQ 部长签字43.最终产品审核Product Audits for Final Product 46. 整个生产的在制品处置WIP for Final Product50. 行动措施跟踪Action Plans Followed52. 信息通报Communication53. 操作员支持Support System for Operators 55. 检查要求的执行Check Requirements Performed47. 零件及零部件标识Parts and Components Label70.97%48.停线跟踪 Tracking of Downtime49. 不受控情况解决Out of Control Conditions 31. 经培训的操作员Operators Trained32. 可使用的边界样件Boundary Samples Available管理层实施质量体系 Quality System Implementation by Management38. PM 计划包括充分的备用工装Plan include adequate spare tools39. 统计过程控制数据SPC Data40. 上控制限ULC41. 合理的控制限Reasonable Control Limits 42. 超出控制限的处置Out of Control Limits44. 产能研究Capability Studies45. 包装和物料搬运Packaging and Material Handling 20. 适当的工厂布局Workplace Properly Configured 21. 工装量检具识别Tools and Gauges Identified36. 工装变更后质量验证Tool Change part quality verification 23. 工装量检具验证Tools and Gauges Certified26. 全工位指导Operator Instructions at Each Operation 27.详细的标准化作业 指导Detailed Standardized Work 29. 执行标准化作业Standardized Work Followed 30. 操作员理解作业Operators Understand Instructions 15. 持续改进流程Continuous Improvement Process16. 样件数量和频次Sample Sizes and Frequency1. 实际的图纸Actual Drawing2. 被批准的图纸Approved Drawing3. 完整的图纸Print Complete22. 量检具校验Gauges Calibrated7. 有PFMEAPFMEA Available9. 动态且最新的PFMEA Evidence PFMEA Up to Date 10. 有过程控制计划Process Control Plan (PCP) Available 11. 过程控制计划可接受PCP Acceptable 12. 控制计划完整有效PCP address all print requirements 13. 当前状态的Current Controls PFMEA and PCP 28. 标准化作业Standardized Work 质量体系实施 计划 Quality System Implementation Plan17. 批准的物料清单Approved Material List18. 进货物料的控制Controls in Place for Incoming Material 19. 零件追溯性Parts have Traceability 65.91%90.00%24. 测量系统分析Gauge Repeatability and Reproducibility 6. 过程流程图Process Flow Diagram (PFD)供应商质量 过程控制计划审核总结表Supplier Quality Process Control Plan Audit Summary Sheet技术信息Technical Information Availability 评分说明Element Scoring4. 技术规范Technical Regulations5. 经验教训积累DFMEA to PFMEA专业组:Commodity:技术信息有效性 Technical Information Availability质量体系文件 Quality System DocumentationOverall 公司现在没有该要求项并且没有证据表明公司有实施计划Element is not in place and no evidence of plans to implement 公司现在没有该要求项,但公司已经制定了实施计划Element is not in place but a plan to implement is documented 公司现有该要求项,但公司没有按要求实施Element is in place but it is not being followed 公司现有该要求项,但公司没有按要求完全实施Element in place but not followed at each job or all the time 公司现有该要求项,并且按要求完全实施Element is in place and it is being followed质量系统文件Quality System Documentation质量体系实施计划Quality System Implementation Plan 管理层实施质量体系Quality System Implementation byManagement整合关注项BindingsYesNoN/A新产品投产现有产品部分审核其他:初次审核跟踪审核按节拍生产APQP 确认管理层要求工厂要求按节拍生产钻深钻横(3*5个为什么)零部件检验计划关键部件(D 零件)设计/过程失效模式及后果分析重点关注一级受控发运二级受控发运重大中断停线后重新启动审核现产品改进流程/售后其他零件/总成生产线/单元完整的制造系统Yes No N/A 操作工序/机器设备质量体系-使用中的文件功能模块原材料零部件标准件其他外饰底盘车身内饰动力标准件/辅料。
如何有效跟踪客户(followup)而不是逼迫(push)

如何有效跟踪客户(followup)而不是逼迫(push)————————————————————————————————作者:————————————————————————————————日期:(原创)如何有效跟进客户这是个令无数外贸朋友又爱又恨又纠结的话题。
很多朋友都会抱怨,太多太多客人,展会上谈得好好的,回去后跟进,怎么写邮件愣是石沉大海;询价的时候很积极,报了价以后也不说好不说坏,怎么催促都没下文;谈到寄样环节了,不知怎么客户就消失了;PI签了,付款方式谈好了,客户也人间蒸发了;客户合作一单后就再也无法继续下去,邮件不回电话不接;客户给了目标价,己方答应了,他却音讯全无……这些问题想必业务员们都碰到过,很多经历回想起来还恨得牙痒痒的。
可客户是上帝,别人不理,又为之奈何?自己也没办法,只能默默承受,继续开发,继续工作,继续上路。
这样的经历一多,时间一长,特别对于新人,是个极其严重的挫伤,会对工作失望,也会对自己失去信心。
可能很多朋友会说,勤奋点,保持跟进客户,自然有效果。
这话没错,但是太大而化之了。
我们不能简单把一个理念性的东西奉为圭臬,关键是如何去做?如果一步步去实施?就像很多人会问,如何学好口语?砖家说,多说多练、培养语感。
其实这也是废话,关键是怎么样去一步步完成目标,这才是问题。
毕竟每个人的情况不同,每个公司情况不同,每个客人情况不同,每个案例情况不同,所以必然会有不同的处理方式和应对方式。
我个人觉得,跟进客户本身就是一门学问,并不比开发客户简单,甚至更难。
[attach]86782[/attach]1)跟进客户不是简单的催促客户。
跟进,英文可以翻译成follow-up。
催促,可以翻译成push。
既然是两个截然不同的词,为什么很多人会混淆呢?很多业务员报价后,往往只会发邮件问,我几月几号的报价收到没?有没有消息?客户说,我还在等我最终客人的确认,需要过一阵子。
业务员就没词了,然后过阵子再写封邮件,请问你客人有消息了么?客户没回复。
通用QSB(质量系统基础)学习资料
QSB WORKSQHSOBPWREOVR.K0S9H13O0P4REV. 062705 11
11
QSB Workshop REV.10
Manufacturing 1
Manufacturing 2
Manufacturing Corrects
Correct Process?
Correct Tool?
D3 D4
遏制Contain 临时措施(快速解决)以防止问题在客
户端发生
识别根本原因 列出所有导致问题发生的事情,使用系统性
的方法来识别和验证其中的根本原因Root cause:实验设计 DOE, 鱼骨刺图法, Drill Deep Analysis, 7钻石法 7 Diamonds (包括蓝卡片 Blue Card)等.
QSB WORKSQHSOBPWREOVR.K0S9H13O0P4REV. 062705 1
1
QSB Workshop REV.10
QSB 关键策略
• 快速反应
快速解决质量问题的标准化反应模式
• 不合格品控制
标识/遏制
• 标准化操作
作业指导书应包括要素和操作员移动
• 操作员培训的标准化操作员培训验证并记录了吗?
Problem Description: ___________________________________________________ ___________________________________________________ ___________________________________________________
QSB WORKSQHSOBPWREOVR.K0S9H13O0P4REV. 062705 6
过程控制计划审核表

控制计划是否针对高PFMEA风险顺序数项目采取适当的过程控制? 20 Is there a procedure/process for Continuous Improvement for Risk . Reduction? 21 Are KPCs/PQCs/KCCs called out on the PCP? . 控制计划中是否对所有的 KPC/PQC/KCCs 项目进行了控制? 22 Are sample sizes and check frequency for each operation reasonable? . 各工位样本数量和抽样频次是否合理?
AAPPQQP PCo确nfirmation 认
M管gm理t.要Request 求
工厂Pl要ant Reques按t 节拍R生un @ Rate
求
产
现产品改 进流CP程IP//Warranty 售后
Top Focus
高关注
C一SL级-1 受 控发运
二级CS受L-2 控发运
Major Disruption
操作工序/
善Complete Mfg. System 制
零件/总成 产单元
机器设备
造
Other
其它
Quality System - Ongoing Documentation
质量体系
Approved 通过
Approved, but need Documentation 通过,但需要文件
Not Approved 不通过
QRQC培训教材(共37张)

2 1
Target
Date 0
1
2
3
4
5
6
7
8
9
Maintenance
Quality
第29页,共37页。
工厂 QRQC强制原则 (gōngchǎng)
• 工厂QRQC 执行跟踪 • 日常QRQC管理由工厂经理 • 行动及任务分配
• 所有客户抱怨
采用 QRQC 看板/ 8D方法
第30页,共37页。
日常QRQC迅速响应 Assesment on Customer support
P
D
C A
Logical Thinking is essential
D1
D2
D3 D4
D5
D6
D7
D8
问题描述?
在其他地方有无类似问题? 怎么遏制或围堵?
Team: Steps D1 to D3
D4 to D5
D6 to D8
Meeting dates
QRQC Follow up Opened:
第8页,共37页。
QRQC ….. 快速 ? (kuàisù)
为何需要快速?
1. 能够识别和及时生效的措施才是快速反应
2. 能够根据QRQC六要点及时分析问题和关闭问题才 是快速
第9页,共37页。
基本 工具…. (jīběn)
最重要的质量工具 是什么?
我们关注…. 比较/ 测量/ 评审/ 分析/ 缺陷履历…
D1 - Problem Description
IS
Defective parts? Problem?
Where / by whom detected and how?
工位准备程序简介(ppt 28)中英文
工段长 GroupLeader 工段长 GroupLeader
4) 物料数据单 Material Data Sheet (MDS)
工段长 GroupLeader
5) 装车单 Manifest
工段长 GroupLeader
________ /________ ________ /________ ________ /________ ________ /________ _________/_________
目的: 通过规范的跟踪和支持来促使所要求的工位准备任务 的 完成。
Intent: To drive completion of tasks needed for workstation readiness through disciplined follow-up and support.
1
工位准备程序 Workstation Readiness Process
15) 设备及夹具 Equipment &Fixtures
E Q P 16) 制造问题 Build Concerns
班组长 Team Leader _________/_________
工程师及工段长
_________/_________
Engineer&GroupLeader
工段长 GroupLeader _________/_________
两种使用的标记:
Two symbols are used:
Green Dot(绿点) = =Ready(就绪) Red Dot (x)(红点) = =Not Ready(未就绪)
4
主要事件 Major Event ____________
GMS-STD精益评估标准手册(2)(内部资料)

Element Name:Workplace OrganizationDefinition:The safe, clean, and orderly arrangement of the workplace environment that eliminates anything that is not required, provides a specific location for everything, contributes to higher quality, and the opportunity to standardize and increase efficiency.Purpose:To put order to and maintain the workplace by making “out of standard” conditions readily visible.75要素名称:工作场所布置定义:每一件东西都有固定位置,清减所有不必要东西,追求更高的标注,保持一个安全、整洁、有序的工作环境。
将会给我们带来一个实施标准化及提高效率的良好平台。
目的:让所有与标准相违背的一目了然易于暴露,从而实施工作场地有序化定置并实时加以维护76S-1Developed Workplace Organization Standards describe how to maintain a clean, organized, safe workplace and surrounding environment in all areas of the plant, including offices.Does the plant have a workplace organization guide? Does the plant have a documented example of what is approved to be in a work cell, how it is to be labeled and guides for label location? Do Maintenance and office areas have documented workplace organization standards?S-2The 5S Process is utilized to control all items at the workstations and throughout the plant.Has the 5S process, including 5S workshops, been utilized by the plant in all areas? Describe the 5S process? Is it understood that the 5S Process focuses on waste elimination?S-3Workplace Organization Standards are communicated.What is the process by which workplace organization standards are communicated, for Production, Material, Maintenance and Office, so that people are aware of them and understand them?.S-4Workplace Organization Standards are displayed visually.Where are examples of workplace organization standards on display (e.g. team rooms, conference rooms, maintenance cribs, and in written manuals)?77S-1建立并完善工作场地管理标准,定义如何去维持一个洁净、有序的、安全的工作场所和周边环境。
UL工检要求
UL工厂检查1.UL工厂检查的种类UL安全认证采用的是第四种认证模式:样品型式+跟踪检查+市场抽查。
UL的工厂检查叫跟踪检查服务(FOLLOW UP SERVICE),只要样品做完型式试验,以后的过程都是跟踪检查服务。
其跟踪检查服务包括多种检查情况,如初次工厂检查服务IPI(Initial Production Inspection)、常规工厂检查(Routine Inspection)、增加检验频次的工厂检查叫SPI(Special Increased Inspection)、等待呼叫的工厂检查叫(On-Call Inspection)等。
与3C认证相比,IPI类似初审,常规工厂检查类似与监督检查。
SPI是指工厂违反了与UL签署的《跟踪检查协议》,就有可能置于SPI状态,也就是要增加检查频次,这是一种惩罚措施,增加了检验次数也就是增加了监督,同时也意味着工厂要为增加的检查次数支付额外的工厂检查费用。
On-Call适用于工厂对申请认证的产品生产较少(比如没有订货)但又不愿意注销认证,一旦有生产就通知认证机构来进行工厂检查,这样就可以减少工厂检查次数,节省费用。
2.UL工厂检查的频次UL从工厂检查的角度把产品划分为L类和R类。
L类服务主要用于和生命安全的有关的产品,如灭火器、烟雾探测器、防火门和一些产量相当大的产品,如电线和灯具等。
R类服务主要用于家用电器和电信终端等产品,如电视机、冰箱、计算机、吹分机、洗碗机、烤箱等。
L类和R类的产品在工厂检查的频次、收费、标志的应用和检验控制方面都是不同的。
在正常情况下,对于大多数的R类工厂,检查员的访问频次为每年4次,一季度一次。
如果工厂检查时产品不符合UL要求而需要返工检查时,UL会增加一次额外的检查以验证在出货时已经返工而且已经符合要求。
例外情况:个别产品如特殊用途开关(Special-use switches)检查频次大于每年4次,而像标签、印刷材料等产品,只要每年检查一次,最多不超过每年两次。
供应商QPA稽核点检表(外发高频变压器)

Date(查厂时间)2008-7-9Site(地 点)东莞石碣Tenpao(天宝)Supplier(供应商)Item (序 号)Owner (责 任 人)Due Date (完 成 时 间)Follow up (追 踪)12345Attendee(参加人员)外发科:何海才 PE:吴利中 品管:董晓红詹少波Supplier(供 应 商 )盛辉电子厂制程绕线后堆积严重,摆放不整齐;作业员操作时未对包胶效果进行确认:(品质隐患,引针容易变形)浸锡工位半成品太多且散乱,放置高度已超过四次;(半成品应摆放整齐,不可堆积)Audit Finding (问 题 点 描 述)Root cause & Action (原 因 分 析 及 对 策)原材料未有固定区域,磁芯摆放方法不符合和要求;(损坏材料的特性,材质变质)烘烤箱未进行校检,浸油现场未对助焊剂、绝缘油列入管理;(该材料为危化品,有品质及安全隐患)该公司为有月、周品质数据,品质目标定为98%,实际数月为达成目标,未进行内部检讨改善:(品质改善意思薄弱,执行力差)Date(查厂时间)2008-7-9Site(地 点)东莞石碣Tenpao(天宝)Supplier(供应商)Item (序 号)Owner(责 任 人)Due Date(完 成 时 间)Follow up(追 踪)Attendee(参加人员)外发科:何海才 PE:吴利中 品管:董晓红詹少波Supplier(供 应 商 )盛辉电子厂Audit Finding (问 题 点 描 述)Root cause & Action (原 因 分 析 及 对 策)。
VALEO质量知识培训教材

行动
责任人 计划 时间
完成 时间
为什么3?
冲床润滑铝箔的润滑系统工作正常,铝 箔正反2面润滑油涂抹量及面积能够保 证冲压模具的工作
为什么4?
铝箔在展开和进入模具的过程里,展料机 和送料机没有因素会造成铝箔划伤
为什么5?
铝箔X669622D更换过批次,材料发生变 化
张三,李四,王五,赵东,吴凇,YL
小组成员:
Q= Quick/快速 R= Reaction/反应 A=Action/行动 P=Plan/计划
QRQC一共分3个级别:其中有Line QRQC,APU QRQC,Plant QRQC. 所有生产现场发生的问题都可以使用Line QRQC去解决,如KOSU,质量,安全等.
I
实际填写QRQC/QRAP板
问的越多则行动越有效?用5why寻找未探测的根源?根据发生的最后一个why确定改善行动6如何填写措施和对策?qrqc的精神是快速反映和解决问题?所以首先必须有临时措施来控制问题和尽快恢复生产?必须有彻底解决问题的长久措施如果没有必须递交apuqrqc?根据实际情况决定是否需要分检?针对每个原因都要有一个措施至少针对根本原因必须有措施?针对各个措施实施的负责人根据实际情况填写责任人?完成日期根据情况或者小组讨论的结果填写完成时间?检查验证必须跟踪5个班次问题没有再发生主管必须在状态确认处签字?如果是再次发生的问题或者是安全相关问题必须提交到apuqrqc?根据实际情况决定是否需要其他部门的支持并通知相关部门参加lineqrqc?ojt在岗培训必须有主管和问题发生岗位的操作工牵头人参与并且签名5临时措施分配遏制?停止生产?我们的原则是第一件停止
发生问题: 问题后果: 发现时间:
PQ34标准板右侧杯口破裂
学习UL跟踪检验细则(UL Follow-up Procedure)心得

通常SAP分为四部分App.A;App.B;App.C;App.D,实际上一般有套路,
㈠App.A是UL现场代表的职责,大家关心的什么情况下可出VN在其中有说。
㈡App.B是UL抽样要求,包括型号,频率,所作测试项目。
㈢App.C是抽样到UL之后做的测试项目,操作方法,判定依据的具体描述。
㈣App.D是供应商的职责,比如避免非UL授权产品,线上测试,仪器校准要求,文控的要求,不良品控制的要求等等。
㈢有SAP,但是UL认证是CB报告转过来的,那么UL是用一个“Generic Inspection Instructions”,具体内容同SAP很像,但是就不分Standardized,Special 了。
㈣通常L类产品没有Appendix,都是用FUII(Follow-up Inspection Instruction),内容除了上面几点还会有现场代表在工厂目击测试的项目。
这里的常见的问题有四个:
①UL Listed,UL classification的marking有四要素其中档案号不是必需要打的,但是一个控制号(Control Number),通常是四个字母,容易搞漏或者搞错,特别是工厂有很多客户或者档案的,UL有时会分配不同的控制号与之对应。
如何应对客户稽核

2、稽核的目的:
稽核的主要目的乃是在于 (一)管理体系是否符合质量体系标准的要求(符合性) (二)所有的管理规定、办法、作业指导书是否被遵守执行(有效性) (三)执行的效果是否达到预定的目标(适宜性) 总之,稽核只是系统运作上做为改善的一种工具,并提升系统执行的有 效性。
3、稽核的种类:
第一方稽核:(First party audit,第一者稽核) 由公司对其自己部门所做的内部稽核。 第二方稽核:(Second party audit,第二者稽核) 由买方直接对卖方所做的稽核。 第三方稽核:(Third party audit,第三者稽核) 由第三方组织(如各认证机构),代表未来客户对供应 商之机构所做的稽核。
针对分析出的不合格原因提出相应的纠正措施
分析可能潜在的不合格,提出相应的预防措施 提供纠正预防措施报告给客户 针对提出的措施进行实施和效果确认
(2)、客户稽核过程中经常发现的不合格问题: 文件问题 ------ 没有把标准的要求文件化 ------ 文件不能放映实际运作情况 ------ 文件内容不当,不足或错误 ------ 文件之间有矛盾 执行问题 ------没有按文件要求执行工作 ------有执行,但不彻底 培训问题 ------方法错误 ------技术错误
五采购部关注重点续13重要材料的仓储环境是否有明确的要求温度湿度10抽检库存物料卡查帐物卡是否一致六pmc部关注重点14是否有单独区分rohsrohshf物品区是否标识20运输叉车是否有进行定期保养六pmc部关注重点续126仓库环境是否做到防水防火防盗防变质及防意外事故27是否有制订原材料及成品仓管理办法并执行28是否有提供防止搬运损坏的方法六pmc部关注重点续21设计部门之组织架构与责任是滞划分清楚并广泛的传达员工了解2产品开发方案之执行前有没有经过评估其市场可行性可实现性及制度进度管控4产品设计开发的各个阶段是否均有经过检测验证各全格后再推进至下一个阶段5制程过程中重要特性参数是否于设计过程予以设定并转化成产品检测标准工艺参数表给工程7设计发开及设计变更之产品是否有能过有效的方式验证符合需求后予以结案8研发部办公桌6s管理助剂房6s管理确实改善七研发部关注重点1产品工程变更作业之执行是否有全面品质环保可靠性评估必要时通知客户
follow up的意思
follow up的意思摘要:一、follow up 的含义二、follow up 在实际应用中的场景三、如何有效地进行follow up四、总结正文:【一、follow up 的含义】在日常工作和生活中,我们经常会遇到“follow up”这个词。
那么,follow up 究竟是什么意思呢?简单来说,follow up 就是对某件事情或某个人的后续跟踪、关注和沟通。
它包括对任务、项目或关系的持续维护,以确保其按照预期的方向发展。
【二、follow up 在实际应用中的场景】1.商务沟通:在商务场合,follow up 通常用于跟进潜在客户、合作伙伴或业务机会。
例如,销售人员在与客户沟通后,需要进行后续跟进,以了解客户的需求是否得到满足,是否有进一步合作的可能。
2.项目管理:在项目管理中,follow up 用于监控项目进度、成本和质量,确保项目按计划进行。
项目经理需要定期与团队成员沟通,了解项目进展情况,对可能出现的问题进行及时调整。
3.人际关系:在日常交往中,follow up 可以帮助我们维护人际关系。
例如,当我们向朋友或同事寻求帮助后,及时进行跟进,表达感激之情,有助于加深彼此间的友谊。
【三、如何有效地进行follow up】1.确定跟进频率:根据事情的紧急程度和对方的反馈,合理安排跟进时间。
过于频繁的跟进可能会让人感到厌烦,而间隔过长则可能导致信息的不畅通。
2.保持沟通简洁明了:在进行follow up 时,尽量保持沟通简洁明了,避免长篇大论。
可以使用邮件、电话、即时通讯工具等多种方式,以便于对方及时回复。
3.确保问题得到解决:在跟进过程中,要确保所提出的问题得到妥善解决。
对于无法解决的问题,可以寻求上级或团队的帮助,共同解决。
【四、总结】总之,follow up 在日常工作生活中具有重要意义。
通过有效地进行follow up,我们可以更好地管理项目进度、维护人际关系和提升工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1st audit
follow up
there are total 10 audit questions, and the result of 1st audit is78%, the follow-up audit result is 90%. 0 open item not improved
3/3
Nr.
result
号码. 符合率
status in last audit 上次审核状态 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% 1 2 3 4 5
follow up result 跟踪结果
follow up 跟踪结果
Res. 责任人
90%
78%
6
7
8
9
10
total
Nr.
result
号码. 符合率
status in last audit 上次审核状态
follow up result 跟踪结果
follow up 跟踪结果
Res. 责任人
7
ok, knows the procedure and no non-conforming parts during the audit.审核时没有不合格品 90% 90%
Follow up Audit/跟踪工位审核
workstation name工位名称: C6 seat drive shelf assembly workstation No..工位号: AP26 Audit No./Date审核编号/日期: WAF 2nd 090401/2009.7.1 follow up date: Auditor审核人员: Zhang Wenjing operator操作人员 Li Yang Supervisor/ teamleader主管/小组负责人 Ma Zhi confirmed by pilot:
ok
90%
2
70%
sensor is loosen and it is recorded in equipment checklist for about 1 week, but FA doesn't repaire it. 传感器已经松动,已经在设备点检表上进行了记录约1个星 期,但迄今仍没有维修
989612-152 no kanban. 989612-152没有看板
4
OK 90%
Cai James
50%
5
90%
ok, knows how to inspect and the 1st part is ok according to verify.了解如何检验,通过验证,首件质量合 格
No customer complains.没有顾客抱怨
ok
90%
6
90%
90%
ok
1/3
Follow up Audit/跟踪工位审核
workstation name工位名称: C6 seat drive shelf assembly workstation No..工位号: AP26 Audit No./Date审核编号/日期: WAF 2nd 090401/2009.7.1 follow up date: Auditor审核人员: Zhang Wenjing operator操作人员 Li Yang Supervisor/ teamleader主管/小组负责人 Ma Zhi confirmed by pilot:
Nr.
result
号码. 符合率
status in last audit 上次审核状态
follow up result 跟踪结果
follow up 跟踪结果
Res. 责任人
1
Hale Waihona Puke 50%D book is not record on time, all the info of 13th June is not recorded in D book when audit.Dbook 没有及 时记录,审核时6月13日的信息没有做任何记录
ok, cancel this requirement from WI
10 10 8 6 4 2 0 critical need to improve achieve target 0 0
跟踪结论 follow up result : final target
90%
90%
Follow up Satus
OK
90%
3
70%
has the training records with level 4 in skill-matrix, but need to be improved about how to record D book有培 训记录,在技能矩阵中是等级4,但对D记录的填写方面要改进
ok
90%
ok
8
all the guage is availabel and knows how to use.所有的检具都 齐备,了解如何使用 90% 90%
ok
Yuan Wang
9
main pressure and press seal pressure ok.过程参数合格 90% 90%
ok
10
ok 90% 90%
2/3
Follow up Audit/跟踪工位审核
workstation name工位名称: C6 seat drive shelf assembly workstation No..工位号: AP26 Audit No./Date审核编号/日期: WAF 2nd 090401/2009.7.1 follow up date: Auditor审核人员: Zhang Wenjing operator操作人员 Li Yang Supervisor/ teamleader主管/小组负责人 Ma Zhi confirmed by pilot: