塑料精简版,仅供参考
用塑胶材料的壁厚值

塑料
最小壁厚
小型塑胶产品
推荐壁厚
中型塑胶产品
推荐壁厚
大型塑胶产品
推荐壁厚
聚酰胺PA
0.45
0.75
1.6
2.4 ~ 3.2
聚乙烯PE
0.6
1.25
1.6
2.4 ~ 3.2
聚苯乙烯PS
0.75
1.25
1.6
3.2 ~ 5.4
改性聚苯乙烯HIPS
0.75
1.25
1.6
3.2 ~ 5.4
有机玻璃PMMA
0.8
1.5
2.2
4 ~ 6.5
硬聚氯乙烯PVC
1.15
1.6
1.8
3.2 ~ 5.8
聚丙烯PP
0.85
1.45
1.75
2.4 ~ 3.2
聚碳酸酯PC
0.95
1.8
2.3
3 ~ 4.5
聚苯醚PPO
1.2
1.75
2.5
3.5 ~ 6.4
醋酸纤维素EC
0.7
1.25
1.9
3.2 ~ 4.8
聚甲醛POM
0.8
1.40
1.6
3.2 ~ 5.4
聚砜PSF
0.95
1.80
2.3
3 ~ 4.5
ABS
0.75
1.5
2
3 ~ 3.5
附录一:模具分类表格
根据客户对模具的要求,GM公司注射模具分为4大类,即0、1、2、3级模具。表如下:
分类级别
内容
项目
0
1
2
3
一、定义
注塑周期可达200万次,用于极高生产量的产品。选用最好模具材料制造,因此价钱极昂贵。
塑料种类及其应用示例
塑料种类及其应用示例
1.聚乙烯(PE)
注塑件:例如家用电器外壳、玩具等
薄膜:例如塑料袋、保鲜膜等
2.聚丙烯(PP)
瓶子:例如食品包装瓶、洗发水瓶等
箱子:例如储物箱、运输箱等
3.聚氯乙烯(PVC)
管道:例如排水管、电线套管等
板材:例如建筑模板、广告牌等
4.聚苯乙烯(PS)
食品:例如一次性餐具、冷饮杯等
缓冲材料:例如包装内衬、保护填充物等
5.聚对苯二甲酸乙二醇酯(PET)
饮料瓶:例如矿泉水瓶、碳酸饮料瓶等
纤维:例如面料、工业线等
6.聚碳酸酯(PC)
透明制品:例如眼镜镜片、塑料窗户等
电子产品外壳:例如手机壳、电脑外壳等
7.聚酰胺(PA)
纤维:例如尼龙丝袜、钓鱼线等
工业件:例如齿轮、汽车零部件等
8.聚甲醛(POM)
机械零件:例如滑轮、齿轮等
装饰品:例如手表链条、首饰等
以上为常见塑料种类及其应用示例,不同塑料种类具有不同特点和用途,请根据具体需求选择适合的塑料材料。
请注意,本文档提供的应用示例仅供参考,并不能确保适用于所有情况。
第37问:32种透明塑料汇总与选用

第三十七 32种透明材料的特性概述与选用一、透明塑料的物料特性与用途:材料名称中文名英文名物料特性与用途1.PS透光性高:88~92%聚苯乙烯密度:1.05g/cm3Polystyrene1.无臭、无味、无毒、无色透明粒状树脂。
PS表面硬而光滑,易磨划;敲击时,声音清脆、易破碎;良好的透明度,88~92%。
2.电绝缘性能与高频电性能优异,但耐热性差限制了它在电气方面的应用。
3.耐磨性差,故对其成品的包装、储存、运输要求较高。
4.耐热温度较低,热变形温度:70~100℃,不耐沸水;最高连续使用温度60-80℃。
但热安定性极佳,分解温度超过300℃,可做为螺杆清洗料。
5.嵌入螺母、螺钉、导柱、垫之类金属元件的塑料制品,嵌接处出现破裂。
6.着色力强,对各种着色剂混和性较强,表面容易上色和金属化处理。
7.印刷性,接着性良好,能热合印,用超音波能熔接。
8.耐水好、耐一般酸碱盐的腐蚀。
不耐氧化酸和浓硫酸。
可溶于苯、氯仿、甲苯、甲基乙基酮、醋酸酯,切忌与上述溶剂接触。
接触油类、防虫药剂出现开裂、变色和发粘溶化现象。
9.在日光下长期放置会逐渐变黄,失透并发生裂纹现象。
10.易燃;燃烧时火焰黄色;发大量黑烟;并有苯乙烯臭味放出;燃烧时软化、起泡;离开火焰后,继续燃烧。
11.聚苯乙烯最大的缺点:抗冲击强度低,刚性大,质脆、机械强度差,易起应力裂痕;静电吸尘。
用途:可用作一般透明器件,如光学玻璃及仪器仪表、收录机、收音机上的刻度盘、电盘指示灯、自行车尾灯的透光外罩等;玩具,文教和日用品;用来制作茶盘、糖缸、皂盒、烟盒、学生尺、梳子等;快餐盒、航空杯、餐具、托盘;电气(透明容器、光源散射器、绝缘薄膜等);2.AS(SAN)透明度约80%~88%。
透明不碎胶苯乙烯一丙烯腈共聚物(SAN或AS)密度为1.06~1.08 g/㎝3Styrene-Acrylonitrile1.纯AS为无色透明珠粒。
透明度和抗紫外性能不如PMMA,但价格便宜。
20种常用塑料特性大全

20种常用塑料特性大全1ABS塑料(丙烯腈-丁二烯-苯乙烯)英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃干燥条件:80-90℃2小时物料性能1、综合性能较好,冲击强度较高,化学稳定性,电性能良好。
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理。
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.成型性能1、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时。
2、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度。
3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
2PP塑料(聚丙烯)英文名称:Polypropylene比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5%成型温度:160-220℃干燥条件:---物料性能密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
成型性能1、结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
2、流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形。
3、冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形。
咨询服务收费标准精简版
咨询服务收费标准一、咨询服务概述本公司提供各类咨询服务,涵盖商务咨询、财务咨询、人力资源咨询等领域。
我们的专业团队将通过深入了解客户需求和行业背景,为客户提供可行的解决方案和实施策略。
下文是我们的咨询服务收费标准,请您参考。
二、费用结构1. 咨询费用根据项目的复杂程度、行业特点和提供服务的人员资质而定。
2. 收费方式:固定费用:根据项目的预计工作量和时间制定固定收费标准,适用于一次性、短期项目;按工时计费:根据实际工作时间计费,适用于长期项目或需要灵活调整项目工作量的情况。
三、常见咨询服务费用范例以下为一些常见咨询服务的费用范例,请注意费用标准仅供参考:1. 商务咨询:市场调研报告:固定费用5000元;市场战略规划:按工时计费,400元/小时;销售管控系统优化:按工时计费,300元/小时。
2. 财务咨询:财务报表分析:按工时计费,350元/小时;税务筹划:固定费用5000元。
3. 人力资源咨询:绩效管理制度优化:固定费用8000元;员工福利改革咨询:按工时计费,450元/小时;四、特殊情况处理针对一些特殊情况,非常复杂或高风险的项目,本公司将根据具体情况进行专门商议,并制定适当的收费标准。
我们将与客户充分沟通,并确保双方达成共识。
五、补充说明1. 费用不包含相关第三方支出和费用,市场调研费、外包费用等。
2. 如果项目在咨询过程中发生变更或调整,我们将与客户进行重新协商,并可能会对费用进行适当调整。
3. 收费标准可能因市场变化、行业竞争等原因进行调整,请以最新的费用标准为准。
以上为本公司的咨询服务收费标准,如有任何疑问或需要进一步了解,请随时联系我们,我们将尽力为您提供更详细的信息。
谢谢!。
病人误吸风险评估表精简版
病人误吸风险评估表精简版I. 背景误吸是指呼吸道自然防御机制失调,导致吞咽固体、液体或食物进入气管和支气管。
误吸在医疗环境中是一个常见且严重的问题,可能导致肺部感染、肺炎甚至死亡。
为了减少病人误吸的风险,评估病人的吞咽功能和吸入风险非常重要。
II. 目的本评估表的目的是评估病人的误吸风险,帮助医务人员识别高风险病人,并采取相应的预防措施,降低误吸风险,保护病人的生命和健康。
III. 评估项目请回答以下问题(是/否):1. 病人是否有吞咽困难?2. 病人是否出现反酸、嗳气或胃灼热的症状?3. 病人是否存在口腔或咽部感染?4. 病人是否有牙齿或口腔健康问题?5. 病人是否有呼吸道感染或肺部疾病?6. 病人是否存在神经系统疾病或肌肉功能障碍?7. 病人是否有喂养管或导尿管?8. 病人是否存在吞咽困难的风险因素,如年龄、失禁、认知功能障碍等?9. 病人是否需要卧床休息或无法坐直?IV. 评估结果根据回答的问题,对于每个问题给出一个"是"或"否"的答案,并统计"是"的数量。
根据以下标准,评估病人的误吸风险级别:- 0-2个"是":低风险- 3-5个"是":中风险- 6个或以上的"是":高风险V. 预防措施根据评估结果,采取以下预防措施降低误吸风险:- 低风险病人:定期评估并观察病情,避免暴饮暴食,保持适度体力活动,定期口腔护理。
- 中风险病人:在低风险措施的基础上,增加饮食护理和吞咽康复训练。
- 高风险病人:在中风险措施的基础上,建立吞咽困难管理计划,避免使用喂养管或导尿管。
VI. 结论通过病人误吸风险评估表的使用,医务人员可以更好地评估病人的吞咽功能和误吸风险,并采取相应的预防措施。
这有助于降低病人误吸的发生率,保护病人的健康和生命安全。
请注意,本文档仅供参考和使用,具体预防措施需根据医院或医生的专业建议来制定。
jgj46-精简版学习资料

行车开关箱
开关箱 水泵控制箱
开关箱内动力、照明电源混合
专用电箱只有断路器,缺少漏电保护器
• 8.2.10 开关箱中漏电保护器的额定漏电动作电流不应 大于30mA,额定漏电动作时间不应大于O.1s。
• 使用于潮湿或有腐蚀介质场所的漏电保护器应采用防溅 型产品,其额定漏电动作电流不应大于15mA,额定漏 电动作时间不应大于0.ISo
动作,也不至于其他用电设备停电。当然加强防 漏电,保护人生安全双保险上应该设置的。
• 3.1.4 临时用电组织设计及变更时,必须履行“编制、 审核、批准”程序,由电气工程技术人员组织编制,经相
关部门审核及具有法人资格企业的技术负责人批准后实施 。变更用电组织设计时应补充有关图纸资料。
用电批复
一般编制、审核、批准的程 序是:编制人是电气工程技 术人员。审核人是编制部门 的负责人。 审批人是编制部
分配箱
重复接地装置
末级的重复 接地装置
总配电箱 重复接地装置
防 护 不 到 位
接地线须完好、连续不断的源自• 6.1.8配电柜或配电线路停电维修时,应 挂接地线,应悬挂“禁止合闸、有人工作”停 电标志牌。停送电必须由专人负责。
接地线
标志牌
配电柜挂接地线时图片
• 7,2.1 电缆中必须包含全部工作芯线和用作保护零线 或保护线的芯线。需要三相四线制配电的电缆线路必须 采用五芯电缆。 五芯电缆必须包含蓝、绿/黄二种颜色绝缘芯线。淡蓝必 须用做N线;绿/黄双色芯线必须用作PE线,严禁混用
额定漏电动 作电流
额定漏电动作时间
2007年9月15日,上海市轨道交通 XX车站地下连续墙项目工地,XX工 程公司项目负责人李XX带领施工人 员正在进行施工作业。11:00左右 ,李XX得知本项目的基坑(深、宽 各约20米)下56-57轴底部、距西 侧地下连续墙1米处漏水严重,就带 领邓尚忠等共5人前往漏水处,准备 进行补漏施工。12:00左右,见电 焊工仍未到场,未穿戴电焊防护用 品的李XX情急之下就接过从上面传 下来的龙头线准备开始焊接,李接 过龙头线时喊了一声随即倒地,在 旁工作的邓XX、张XX等人在采取急 救措施无效后将其抬出基坑,并送 中山医院救治。《居民死亡医学证 明书》确认李XX直接死亡原因为来 院死亡。
自我评价精简版10篇

自我评价精简版10篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如演讲稿、总结报告、合同协议、方案大全、工作计划、学习计划、条据书信、致辞讲话、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this shop provides you with various types of classic sample essays, such as speech drafts, summary reports, contract agreements, project plans, work plans, study plans, letter letters, speeches, teaching materials, essays, other sample essays, etc. Want to know the format and writing of different sample essays, so stay tuned!自我评价精简版10篇无论是学习生活,还是面试求职,我们都免不了自我介绍。
(完整版)常用塑料缩水率表.doc
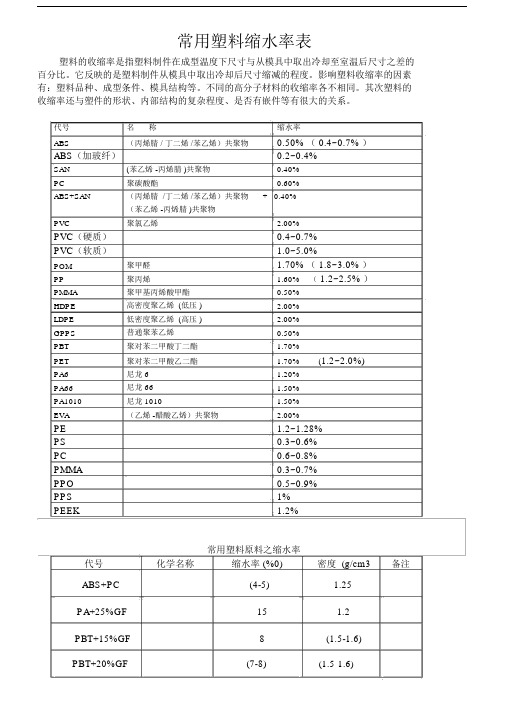
常用塑料缩水率表塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。
它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。
不同的高分子材料的收缩率各不相同。
其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。
代号名称缩水率ABS (丙烯腈 / 丁二烯 /苯乙烯)共聚物0.50% ( 0.4~0.7% )ABS(加玻纤)0.2~0.4%SAN (苯乙烯 -丙烯腈 )共聚物0.40%PC 聚碳酸酯0.60%ABS+SAN (丙烯腈 /丁二烯 /苯乙烯)共聚物+ 0.40%(苯乙烯 -丙烯腈 )共聚物PVC 聚氯乙烯 2.00%PVC(硬质)0.4~0.7%PVC(软质) 1.0~5.0%POM 聚甲醛 1.70% ( 1.8~3.0% )PP 聚丙烯 1.60% ( 1.2~2.5% )PMMA 聚甲基丙烯酸甲酯0.50%HDPE 高密度聚乙烯 (低压 ) 2.00%LDPE 低密度聚乙烯 (高压 ) 2.00%GPPS 普通聚苯乙烯0.50%PBT 聚对苯二甲酸丁二酯 1.70%PET 聚对苯二甲酸乙二酯 1.70% (1.2~2.0%)PA6 尼龙 6 1.20%PA66 尼龙 66 1.50%PA1010 尼龙 1010 1.50%EVA (乙烯 -醋酸乙烯)共聚物 2.00%PE 1.2~1.28%PS 0.3~0.6%PC 0.6~0.8%PMMA 0.3~0.7%PPO 0.5~0.9%PPS 1%PEEK 1.2%常用塑料原料之缩水率代号化学名称缩水率 (%0) 密度 (g/cm3 备注ABS+PC (4-5) 1.25PA+25%GF 15 1.2PBT+15%GF 8 (1.5-1.6)PBT+20%GF(7-8)(1.5-1.6)PBT+30%GF 7 1.5-1.6PC+20%GF 2.5 (1.4-1.5)PC+30%GF 2 (1.4-1.5) PC+20%UF+10%PTFE (1.6-2) (1.5-1.6) ABS+15%PTFE (5-6) 1.14PBT+10%GF 8 5PC+15%GF 3 5PC+30%GF 2 5PC+50%GF 2 3-5PC+20%GF 2.5 2.5实际开模缩水率塑料名称实际开模缩水率开模产品类型ABS 0.0045 三星遥控器下盖ABS 0.0045 打印机壳ABS 0.005 手机壳ABS 0.005 美的饮水机ABS 0.005 厨房用品ABS 0.003 键帽ABS 0.0025 伟易达的子母机的支架PP 0.015 美的电水壶PP 0.0155 本田汽车壳PP 0.016 厨房用品pp 0.018 托盘PP 0.016 汽车配件 (反光镜 )PP 0.018 医疗类用盆PA+30%GF 0.013 宗申摩托车配件PS 0.005 东芝,华凌冰柜抽屉PS 0.0045 打印机产品H-PE 0.018 美的电水壶EVA 0.025 厨房用品SAN 0.004 厨房用品POM 0.025 厨房用品 /塑料齿轮POM 0.02 西门子某配件(支撑件类)pom 0.02 调火环pom 0.018 齿轮 ,齿条pom 0.016 胶轮PPR 0.017 水管接头AS 0.004 机壳AS 0.005 化妆品PA66+30%GF 0.005 办公椅的椅脚PA+30%GF 0.0035 汽车配件 (反光镜 )PA+30%GF 0.007 电源插头内架ABS+PA 0.007 汽车配件 (反光镜 )PVC 0.025 汽车配件 /密码箱ABS+PC 0.004 手机面盖底盖PC+ABS 0.045 光驱托盘P C 0.005 手机装饰件P C 0.0055 汽车配件PC 0.008 手机水晶壳TPU 0.010 手机胶塞USB 接口胶塞PBT+30%GF 0.005 电源插头内架 /保安器支架PMMA 0.003 手机镜片HIPS 0.0045 飞利浦遥控器下盖/三星遥控器电池盖HIPS 0.005 飞利浦遥控器上盖/雅马哈摩托车音箱PA66+NPG25 0.0045 西门子某配件(方盖类,内表面很多筋位)PA6 0.0020 闭锁器摇臂PA66 0.0018 锁具PA6+35%GF 0.004 汽车配件 (内部功能件 ) RUBBER 0.030 手机 RUBBER 键PCTA 0.003 化妆品PETG 0.004 化妆品TPR 0.015 车仔轮胎TPR 0.012 软胶LCP 0.015~ 0.02 连接器PA6T 0.03~0.05 连接器PA9T 0.03~0.05 连接器PC940 0.008 各式插头座外壳NTF FR52 0.003~ 0.005POM M90-44 0.018 小齿轮POM TR-20 0.015 机芯PPS+30%GF 0.0045 测距仪机芯PP 0.016 汽车配件 (反光镜 )ABS+PA 0.007 汽车配件 (反光镜 )PVC 0.025 汽车配件PVC 0.020 医疗器材LCP 0.001-0.002 电脑连接器H161 0.008 电表底壳AS-GF20 0.003 汽车音响配件(日本先锋)PP-GF25 0.004 汽车音响配件(日本先锋)ABS+PBT+GF25 0.004 汽车音响配件(日本先锋)TPR. TPE 0.020 高尔夫配件PMMA 0.03 手机镜片CPVC 0.015 水管接头UF( 热固性塑料)0.007 家用开关插座面板pa66 0.010 家用开关插座底板PP-R 4.2 壁厚0.017 PPR 水管PP-R 10 壁厚0.025 PPR 水管以下收缩率在产品不超过300mm 平均胶厚不超过3MM 以内绝对可靠(产品尺寸有超过 300mm 的要小计 0.0005,产品长宽高尺寸差异太大的要 X 轴 ,Y 轴 ,Z 轴分开来计算 ,遇到产品平均胶位过厚 ,过薄 (0.5 以下 )及产品尺寸大都要特别注意 )PMMA( 亚加力 ) 5/1000POM( 赛钢 ) 20/1000PS(硬胶 ) 5/1000PP(百折胶 ) 16/1000PC(防弹胶 ) 5/1000ABS( 超不碎胶 ) 5/1000HIPS(不碎胶 ) 5/1000AS( 透明大力胶 ) 5/1000GPPS 5/1000PBT 15/1000PA66(尼龙 ) 16/1000PA6(尼龙 ) 9/1000TPR(软胶 ) 18/1000TPU(软胶 ) 18/1000PE(软胶)20/1000KVA (橡皮胶)20/1000GP(硬胶)5/1000CA( 酸性胶 ) 5/1000K (Kraton )(科腾聚合物)20/1000ACETAL(AC) 20/1000PU 20/1000PVC(软 ) 20/1000PC+ABS 5/1000BDS(K-RESIN0)/K 料7/1000PA66+50%GPT 2/1000PA66+30%GPT 3/1000PA66+15%GPT 8/1000PBT+30%GPT 3/1000PP+20%GPT 5/1000PP+30%GPT 3/1000。
塑料密度表大全
塑料密度表大全
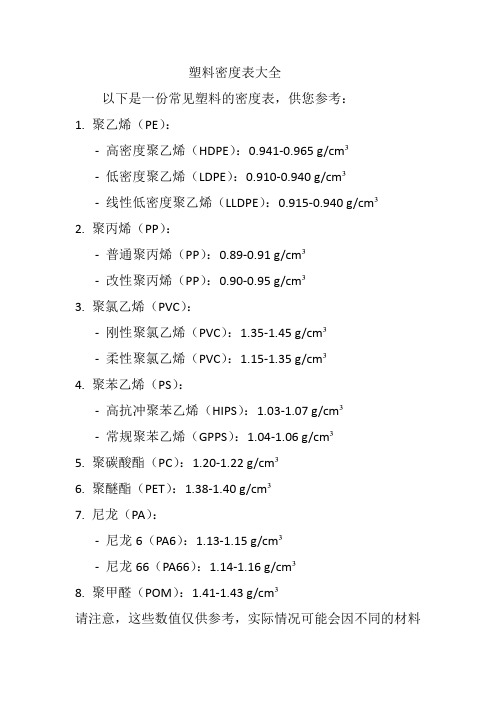
以下是一份常见塑料的密度表,供您参考:
1. 聚乙烯(PE):
- 高密度聚乙烯(HDPE):0.941-0.965 g/cm³
- 低密度聚乙烯(LDPE):0.910-0.940 g/cm³
- 线性低密度聚乙烯(LLDPE):0.915-0.940 g/cm³
2. 聚丙烯(PP):
- 普通聚丙烯(PP):0.89-0.91 g/cm³
- 改性聚丙烯(PP):0.90-0.95 g/cm³
3. 聚氯乙烯(PVC):
- 刚性聚氯乙烯(PVC):1.35-1.45 g/cm³
- 柔性聚氯乙烯(PVC):1.15-1.35 g/cm³
4. 聚苯乙烯(PS):
- 高抗冲聚苯乙烯(HIPS):1.03-1.07 g/cm³
- 常规聚苯乙烯(GPPS):1.04-1.06 g/cm³
5. 聚碳酸酯(PC):1.20-1.22 g/cm³
6. 聚醚酯(PET):1.38-1.40 g/cm³
7. 尼龙(PA):
- 尼龙6(PA6):1.13-1.15 g/cm³
- 尼龙66(PA66):1.14-1.16 g/cm³
8. 聚甲醛(POM):1.41-1.43 g/cm³
请注意,这些数值仅供参考,实际情况可能会因不同的材料
牌号、添加剂和制造工艺而有所不同。
如果您需要更具体的信息,请提供您感兴趣的具体塑料类型或牌号。
塑胶产品结构设计
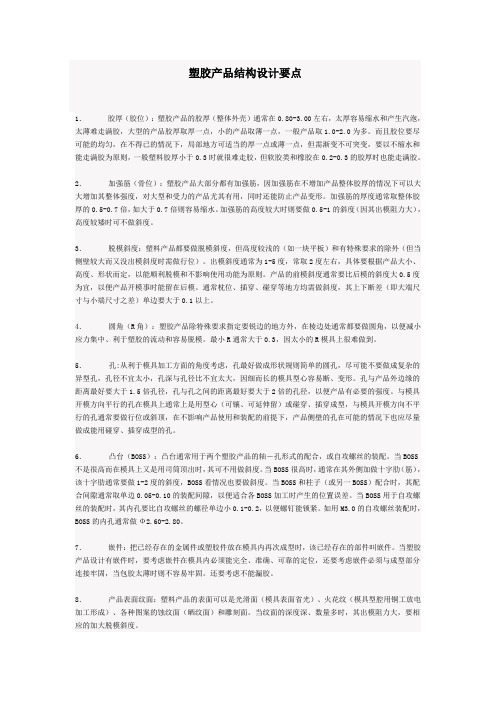
塑胶产品结构设计要点1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
A830精简列表-仅供参考

以下为本人自己总结的A830精简列表,精简后系统应用62个/thread--1-1.html,基于此ROM整理目前使用无任何问题,仅供参考,如出现问题与本人无关ApplicationGuide.apk 新手教程【可删】ApplicationsProvider.apk 【删除之后电脑无法同步手机号码,如果不需要可以删除】AtciService.apk 系统类【不可删】BackupRestoreConfirmation.apk 备份用【可删,用钛备份替换】BasicDreams.apk 可删BasicDreams.odex 可删BatteryWarning.apk 低电警告,建议保留BatteryWarning.odex 建议保留CalendarImporter.apk 日历服务【如果不用日历,可删】CalendarImporter.odex 同上CDS_INFO.apk 系统服务类【建议保留】CellBroadcastReceiver.apk 小区广播【可删】CellConnService.apk 系统服务类【不可删】CertInstaller.apk 证书类【可删】classic-2.0-hdpi.apk 【可删】ClearBuildInSDCard.apk SD卡清理【可删】DataUsageLockScreenClient.apk 系统服务类【不可删】DefaultContainerService.apk 系统服务类【不可删,删除后不能安装任何程序】DeviceRegister.apk 中国联通服务类【不清楚,建议保留】DownloadProvider.apk 下载服务类【删除后不能使用自带浏览器下载程序,不需要可删】DownloadProvider.odex 同上DownloadProviderUi.apk 同上DownloadProviderUi.odex 同上DrmProvider.apk 系统服务类【不可删,删除后不能设置来电铃声】EngineerMode.apk 貌似是工程模式用的【不可删】EngineerModeSim.apk 【不可删】FileBrowser.apk 文件管理【可删,或者用其他软件代替】FusedLocation.apk 不可删Galaxy4.apk 壁纸【可删】Gallery2.apk 看图的,删了之后,就不能看图片,但可以用第三方替换【建议保留】HoloSpiralWallpaper.apk 动态壁纸类【可删】HTMLViewer.apk 网络服务类【不可删,删除后无法查看TXT文档】ideaFriend.apk 与拨号、通讯录等相关,【不能删】ideaWallpaper.apk 壁纸类【可删】KeyChain.apk 【不可删,删除后无法用字母快速搜索联系人】LenovoBackupRestore.apk 备份与还原不用的可以删【可删】LenovoBrowser.apk 联想自带浏览器【可删或用其他浏览器替换】LenovoCalculator.apk 计算器不用的可删,或用其他替换【可删】LenovoCalendar.apk 乐日历不用的可删,或用其他替换【可删】LenovoCalendarProvider.apk 日历服务不用的可删【可删】LenovoClock.apk 时钟【可删,删除后无法使用闹钟】LenovoContactsProvider.apk 电话薄【不可删】LenovoEmail.apk Email 不用的可以删【可删】LenovoExchange.apk 消息协作服务【不可删】LenovoFactoryMode.apk 工厂模式【不可删】LenovoLauncher-hdpi.apk 乐桌面可删,但必须在删之前,安装其他桌面,否则会黑屏!LenovoLog.apk 记录类【可删】Lenovomanager.apk 不清楚,建议保留LenovoOTA.apk 系统空中升级更新删了之后,不提示新固件升级【可删】LenovoPowerSaving.apk 乐省电【可删】LenovoResCopy.apk 乐预置资源拷贝【可删】LenovoSafeBox.apk 防盗之类的【可删】LenovoSafeCenter.apk 乐安全【可删】LenovoSearch.apk 搜索【可删】LenovoSecretCode.apk 暗码【可删】LenovoServiceV2.3.71.apk 乐服务【可删】LenovoSmart.apk 系统类【建议保留】LenovoSmartWifi.apk wifi相关【不可删】LenovoSOS.apk SOS急救【可删】LenovoSystemUI.apk 系统核心【不可删】LenovoTether.apk 个人热点【可删】LenovoUEService.apk 【建议保留】Lessons.apk 初始教程【可删】LiveWallpapers.apk 壁纸类【建议保留】LiveWallpapersPicker.apk壁纸选择器【不可删】LSF-Device-Lenovo-4.0-Phone.apk 【建议保留】LSF-Pay-Lenovo-4.0-Phone.apk联想安全支付【可删】LSF-User-Lenovo-4.0-Phone.apk 【建议保留】MagicSmokeWallpapers.apk 动态壁纸(魔幻烟雾壁纸)【可删】MapabcLBS_Android.apk 【建议保留】MediaProvider.apk 媒体服务类【不可删】MTKAndroidSuiteDaemon.apk 系统服务类【不可删】MtkBt.apk 蓝牙相关【不可删】MTKLogger.apk MTK log 【可删,建议保留】MTKThermalManager.apk 热管理系统【建议保留】MtkVideoLiveWallpaper.apk 视频壁纸化【可删】Music.apk 自带音乐【可删,或用第三方替换】MusicFX.apk 音乐扩展【可删】NoiseField.apk 动态壁纸【可删】Omacp.apk 【可删】OP02Plugin.apk【可删,删除后最上面不显示3G图标】PackageInstaller.apk 【不可删】PhaseBeam.apk 动态壁纸【可删】Phone.apk 拨号【不可删】PicoTts.apk TTS文字转语音类【建议保留,删除后不能使用语音搜索】Provision.apk 锁屏及音设【不可删】Settings.apk 系统设置【不可删】SettingsProvider.apk 设置服务类【不可删】SharedStorageBackup.apk 【建议保留】SmsReg.apk 短信相关【不可删】SoundRecorder.apk 录音【不用录音的,可删】Stk1.apk 开机时提示联通或者移动的【建议保留】Stk2.apk 开机时提示联通或者移动的【建议保留】TelephonyProvider.apk 【建议保留】Tutorial.apk 新手教程【可删】UnicomClient.apk 手机营业厅【可删】UserCenter-Lenovo-4.0-phone.apk 用户中心【可删】UserDictionaryProvider.apk 【自带输入法的词库,不用可删】VideoFavorites.apk 视频相关【可删】VideoPlayer.apk 视频播放【不用视频的,可以删,或者用其他替换】VisualizationWallpapers.apk 壁纸类【建议保留】VpnDialogs.apk VPN拨号相关【不用的可删】大家都需要的小米4.04 精简列表1.AirkanPhoneService.apk (多看阅读服务) 有人说是多看手机阅读的服务组件,不清楚。
塑胶原料物性大全
塑胶原料物性大全塑胶原料物性大全PVC硬度对照表万年历查询塑料单位换算表7-1 概论7-2 塑品设计之通则6-1 结构发泡成形方法6-2 结构发泡设计之考虑6-3 塑品设计6-4 组装方法5-1 概论5-2 材料之考虑5-3 设计之考虑5-4 尺寸因素与公差4-1 概论4-2 模具设计4-3 产品设计之建议3-1 概论3-2 材料之考虑3-3 设计之建议3-4 发泡异形押出3-5 拉挤成形(pultrusions)2-1 概论2-2 原型之设计2-3 产品设计2-4 模具设计2-5 组装设计1-1 塑料材料的选择1-2 塑料加工方式的选择PVC塑料配方的设计PVC造粒中起粒原因分析TPR/TPE热塑性弹性体的注塑成型制品烫印故障的成因及对策塑料压铸工艺介绍塑料原料在加工过程中的不良反应与解决办法塑料抗静电配方塑料挤出机的电器故障和维修方法塑料挤胀成型技术嵌件注塑成型技术的特点抗静电PVC产品配方水溶性塑料薄膜的特点及生产要领注塑成型中出现熔接痕现象的分析和解决注塑成型步骤一物料干燥注塑成型步骤三(1)机台的参数设置注塑成型步骤三塑化计量设置注塑成型步骤二模温的设定注塑过程中改性尼龙的应用介绍牛奶膜的生产工艺介绍硬质CPVC的挤出工艺解析聚丙烯PP的成型聚丙烯导电配方聚丙烯类阻燃配方聚乙烯PE的注塑成型工艺聚乙烯的着色配方(绿色类)聚乙烯着色配方(红色类)聚乙烯着色配方(黄色类)聚乙烯类阻燃配方聚氯乙烯填充配方迈格机械新款系列吹瓶机技术详解通用工程塑料PBT在注塑行业里的具体应用采用小浇口进行注射成型的优点PVC塑料扣板使用方法废旧塑料的风筛分离再生LDPE工艺流程再生PET工艺流程再生PP聚丙乙烯工艺流程再生PVC(硬料)工艺流程塑料造粒小贴士ABS塑料及产品注射成型工艺LLDPE拉伸膜、保鲜膜的生产与应用研究PET塑料及产品注射成型工艺PET注拉吹制品壁厚分布的研究TPR/TPE热塑性弹性体的注塑成型工艺UPVC注射成型工艺农药塑料包装瓶变形成因各种塑料注塑工艺条件比较表塑料配色着色工艺填充物及强化材料对塑料性能之提升多段射出与分段射出塑料流动原理如何降低塑料加工过程中的刺激性气味废旧塑料PE造粒的配方废旧塑料VC造粒的配方泡沫塑料的生产原理注塑制品厚度对收缩率变化影响注塑温度指引再生PVC(硬料)工艺流程绝缘材料配方及生产工艺聚丙烯PP的注塑成型工艺聚丙烯应用于透明制品聚乙烯PE的注塑成型工艺聚乙烯薄膜吹膜成型工艺聚甲基丙烯酸甲酯(PMMA)注射工艺聚甲醛(POM)注射成型工艺聚碳酸酯(PC)注射工艺药用塑料容器生产技术蔬菜大棚用防老化塑料膜配方透明原料的特性及注塑工艺降低塑料成本的方法废旧塑料的风筛分离废旧塑料的人工分拣废旧塑料的密度分离废旧塑料的温差分离废旧塑料的熔融分离废旧塑料的静电分离废旧塑料的风筛分离纸与塑料的三种分离方法金属与塑料的分离其他塑料鉴别加热鉴别各种塑料简易鉴别方法(完整版)外观鉴别密度鉴别显色反应鉴别溶剂处理热解试验鉴别燃烧试验鉴别鉴别--聚烯烃鉴别-ABS与PS鉴别-丙烯腈鉴别-含氯的聚合物鉴别-尼龙6,66鉴别-氨基塑鉴别-环氧树树脂鉴别-聚乙烯醇鉴别-聚氨基甲酸酯鉴别-聚甲基丙烯酸甲酯鉴别-聚甲醛鉴别-聚碳酸酯鉴别-聚苯乙烯鉴别-聚酰胺鉴别-聚醋酸乙烯醋鉴别-酚树脂鉴别HDPE与LDPE废旧塑料鉴别再生料的等级和品质鉴别废塑料步骤塑料术语大全475是什么料塑料、树脂缩写代号塑料制品国家标准塑料结晶性的差异塑料收缩率常用塑料的性能用途消除塑料食品包装溶剂残留及异味光盘注塑工艺中的不良缺陷以及成因塑料产品的退火处理如何解决注塑件的侧壁凹痕射出成型缺陷对策表注塑制品出现分层剥离的原因分析注塑制品变色焦化出现黑点的原因分析注塑制品尺寸不稳定的原因分析注塑制品开裂的原因分析注塑制品成型不完整注塑制品收缩凹陷的原因分析注塑制品有溢料(飞边)现象注塑制品有熔接缝的原因分析注塑制品气泡的原因分析注塑制品泛白的原因分析注塑制品浇口区光芒线的原因分析注塑制品浇口区冷料斑的原因分析注塑制品白边的原因分析注塑制品白霜的原因分析注塑制品翘曲变形的原因分析注塑制品肿胀和鼓泡的原因分析注塑制品色条色线色花的原因分析注塑制品表面光泽差的原因分析注塑制品透明缺陷的原因分析注塑制品银纹的原因分析注塑制品震纹的原因分析注塑制品颜色不均的原因分析注塑制品颜色及光泽缺陷的原因分析注塑制品飞边的原因分析注塑成型时生产缓慢的原因分析注塑过程出现气泡现象的解决办法添加色母后注塑成型常见问题脱模困难(浇口或塑件紧缩在模具内)薄壁注塑件常見缺陷分析造成注塑制品不满的原因分析造成生产速度缓慢的原因塑料分类塑料简介泛用塑料-ABS泛用塑料-PE泛用塑料-PMMA泛用塑料-PP泛用塑料-PS泛用塑料-PVC工程塑料-LCP工程塑料-MPPO工程塑料-PA工程塑料-PAI工程塑料-PBT工程塑料-PC工程塑料-PCT工程塑料-PEEK工程塑料-PES工程塑料-PET工程塑料-PFS工程塑料-PI工程塑料-POM工程塑料-PPS合金塑料FB51P101MG35P219UL-SGS PP1PP10PP2PP3PP4PP5PP6PP7PP8PP9F800EM1600EM180RM250EM2600RM450EM500 M700R M800E M800HS T300 Y1600 Y2600 Y3700C C1007 K4912 K7926 K7930 K8003 S1003 S2040 T30S EP300M T30S TM-20 P530G P620M P701F P801 FR-08 FR-18FR-38 GR-10+ GR-10H GR-20+ GR-20H GR-30+ GR-30H PP-01 PP-02 PP-03 PP-04 PP-05 PP-06 PP-07 PP-08 PP-09 PP-10 TMZF-T20 ZF-T30 ZF-T40 ZF-YM ZF-ZR1 NGPP-HNH01 NH02 NH03 NP01 NP02 NP04 NZ01 NZ03 NZ04 NZPP 008型 331型 332型 A-1B-1B-1B BZ-1 BZ-2 BZ-3 C-1NPP-1 PAF-1 PAF-2 SUV-25SUV-25BZPP-1CCA-001CFHG-001CGFR-30CCGFR-35CCHG-001CHG-002CPAS-30CCSK-PP6CST-00121030F401T30SBHBLJ700J800H1001-PPB-HG 1001-PPB1001-PPG20 1001-PPWG 1001-PPZ6 1001-RGP25 P260P706KF2000 KF2002 KH1000 KH1001M KH1200 KH1300 H030SGH100EY H110MA SS35N PP01B1101 B8001 F1611 F2019 F4008 K1011 K1023 K1035 K1108 K4008 K4515K7005K7016K7025K8003K8009K8025K8050K9003K9010K9017S1003S1005S1023S1040S1803S1815S2840T1002T2502T8002台化PP目录 K45101120301532045020T-0221304E17032E37033E3AP03BAP3AWAP3NAP7885T30SPPH-T-022 T30SZ30S4017M6019HJ4045SB9230SB9302SB9310SB9430EPS30RT30SG30HHG02R01R04R21RMJ-753 012045075E140P100P102P110P110A P130P203P203A P204P213P213A P213B P301P321P402P403P413P812P8202130CPIB-117 FPP-01 GRPP-130 HFPP-01 W001EP300H HP550J KY6110 H503T30SHPP-AHPP-CPP-01PP-02PP-03PP-04F401F501J-301G J340K8003K9015K9927S1004S2309S700YPF-3008 YPJ-307G YPJ-706 AW564AY564AZ564G AZ864W531W531AFRPPGPP-20 GPP-30 ZRG-30 500P520L570P575P578P910MNK40 PPH-XD-045 PPH-XD-075 PPH-XD-140 KY306033651100NK1126NKV30SZ30S1300B4808K1001K1003K1005K1008K4818K4912K7726K7760K8303K9020K9035S1003T1702A002TMA180TMA200TA200TYAFAF005AFTDY-GK2590S DY-W0723F DY-W0825RT EPS30RT30SA002TMA003TMA180TMA200TMF401PPH-XD-075 H03G-00F120F1035H1GW20N1GW30N1K38N1V0NFRPP-30G EPC30R HHP3T30S4010500470126T30SZ30S006012300E140F3-045 F5-045 F7-075 F9-075 TM-501 W02M1680M520M540M580 R754 B310F B330F B340F B350F B360F B380G B391G B393G B920G BX3500 H360FH390F H730F R680S H920Y MT3320 R140H R140M R370Y R520Y R680FR900Y R930Y RX3700 BJ500 BJ550 BJ730 BJ750 FH44 FH51 HJ730 HJ730L TB71W EP300R EP332C HP450J HP602N HP740T RP344N RP344R B100N J340 J640 J700 J740R401R530R601R701J-150 JM-370K SJ-560S H1500 H1501 H4540 H5300 M1250 M1600 R1610 6331PD943 SM240 SM668 EPS30R T-022 EB101 EB104 EB109 R-04BS-03S-101S-104SR-1EB101-1 EB102-2 EB104-1 EB108-1 M-1000 R-02-4 S-02S-03WS-1000S WS-1300S WS-800S S-02S-101S-102-4 S-02S-03S-101S-1055401TS-02EB101-1 EB109R-04BS-02S-101S-02S-101S-104S102-4R-8FR02-4E391 R02-4E411 S02S03S05S101S-02S-03S-1014029573968407356785682075S-02S-03S-101ZD7ZD8ZD9598TSG5TL-800 SLK-1000 SG5H-65J-105J-65J-70J-90R-70S-60S-65SG5SG-5DL-06A SG5MD-1SG5S-101S-102BF-102EB-202EB-208XEB-3011IM-132IM02TSP813UIM021DSG-5HS-74-3AE106 HS-74-3AE117 HS-888AE508 HS-888AE516 SG-5SLP-1000SG3SG5AD-AT-55AD-AT-70ED-109GF-MT-NS-03HS-1000MTS-1000S-70055G5M270M90NPOM1003-NPOMFM090FM270M270M90G20N2320-003N2320-U03POM-25F30-03S731S761S781CELCON-LW90S2 CP15XDURACON-TR-20 GB25GC25GH-25HP25XKT-20M25-44M25SM270-44M270M270SM90-04M90-44M90-45M90M90SNW-02OL-10SF-20SW-01U10-0145207520F20-03F30-03DL505 DL909 100 100P 100ST 100T 107 23P 390PM 45P 500 500AF 500CL 500P 500T 507 511P 525GR 570 588P 900P 911P G15LF20-03F30-03FG2025K300K700Genblend100VB Genblend100VC DMA100DMFRA100HAC8245HAC8250HAC8250FRHAC8250NHHAC8265FRCH-110CH-110FRCL-90CL-90FRCW-100CW-100FRAPC30H1010H3070CS103CS9000CS100DY7307000SCB600CB600SCB630CB822FRFR110FR2000FR2019T45T65T85N-1514AY750VB-1108T1400-1100HF 1400-1200HF 1400-90C1100C1110C1200C1200HFC2800C2950C2950HFC6200C6600LG9000MC1300MC8002MC8800MP-5000AMC512G10S574G10HCG2520HCG2520FRFR2840GG2810NPC1006-NPC01T-22RPC-110L-1225LL-1225YL-1225Z(100) L-1250Y7510807807S808C110MM-07TMM-07T特MM-11TMM-11T特HY-07THY-07T特HY-11AHY-11THY-11T特T112T532101-07T101-07T特+ 101-07T特 101-07T特A 101-11A101-11T101-11T特 101-11T特A201-20特203FR-11T 303-11HRA 303FR-05HRA 303FR-07BRA 401-G10V1 1239220724052407245826052805280728582865310331053208655565579415LBA7022IRCLS400S2000URS2000VRS2001RS3000URS3000VRS3001RG-2510G-2520G-2530GNB-2520IN2200SIR1900IR2200IR2500IRY2200AD-5503K-1300L-1225LL-1225YL-1225Z(100-K) L-1225Z(100) L-1250YLN-1250GLV-2225Y LV-2250Y K-30KG-20MRA N-IR2200 N-IRY2200 FR945103R121R123R131R-111 141R-111 141R-1111 141R-701 141R143R144R241R243R3412-131 3412-739 3412R3413R4701R500R-739500R940A-116940A943A-116943A953AEM1210EM3110FL900HF1110HF1130LS2-111LS2-1112LS2-6162LS2PK287040250S510250S530252N500654S710255N5006 UG6072 55N5006201-10201-15201-22201-5201-8301-10301EP-30301V-10302-5302-7303-10303-154610-104702-104800-10621-02670930223025IRT723G30-SGS PBT6GDMFRG20BDMFRG30HSL DMFRG30RBDMG0NDMG30L DMRS-1 FRG-0F FRG-10F FRG-20F FRG-30F G0G10G20G3085M585R3G-20VG-30V3011G20 3011G30 4300G4310G4320G4320G010 4330G301-G0 301-G10301-G30 101G0 102GF10 102GF20 102GF30 T601T706T9706 G10G20G301001G10 1001G20 1001G30 1005G20 1005G30 2001G10 2001G15 2001G20 2001G25 2001G30 2019G10 2019G20 2019G302301G15 2301G20 2301G30 2304G30 2305G10 2305G20 2305G30 6501G15 6501G30 1403G31403G6D202G15 D202G30 DH7001E202G15 E202G20 E202G30 E206G15 E206G30 1100-104S 1100-211M 1100-600S 11003015-10430153030-104 4115-202FV 41154115F412041304130F41404815-NCB 48154815BK4820-203U 48204820BK4820NCB4830-NCB 48304830BK5130-104 PR950T301T301ST302T303T303SG0G10G20G30FPBT-01 GRPBT-130 B4300G4 B4406G4 B4406G6 B450020023116321632263300331670G1570G2070G30G0G10G205100G5310G5320G5320U5330GN-G30310SEO3253574032420420SEO430508R735DR48-1001 DR48DR51FV608SK603SK605SK655A138G30 A142G30A809H-SGS A809HBM17M20A010A015A306AF3G5AST320DMFRG0NDMFRG25B DMFRG30N DMG0NDMG30LCN 2710IRA205FA20V25A20V35A216V30A216V30Y17 A216V50A218A218V25A218V30A230FB50H1MG-3133B B1MG-3133B N166F266G5F166G6FR-102ASG-302SL-004ASL-008DB530GB701F66-FR66G-3066G-FRA4160GRPA66-102-G30 281G30581G30FRMN301-G30A216A9000ULA101A706A7064 A709A801A9000 A9705 A7064 AG6A1000 A1305 A201A305H A3062030A 2035A FRP-30% GF20GF30GF33GF35R01R02A2019。
2023年度心血管杂志SCI影响因子JCR 2023精简版
2023年度心血管杂志SCI影响因子JCR 2023引言心血管疾病一直是世界范围内的重大健康问题,对人们的生活和健康造成了巨大影响。
为了更好地了解和研究心血管领域,心血管杂志是研究人员们进行学术交流和知识分享的重要平台。
SCI影响因子是衡量一个期刊在学术界的重要性和影响力的指标,通过JCR(Journal Citation Reports)能够获得最新的SCI影响因子数据。
本文将介绍2023年度心血管杂志的SCI影响因子。
方法本文的数据根据JCR 2023中的SCI影响因子进行统计和整理。
我们筛选了与心血管疾病相关的期刊,并获取了它们的SCI影响因子数据。
所有期刊的SCI影响因子数据以及排名都基于JCR 2023发布的最新数据。
结果以下是2023年度心血管杂志SCI影响因子JCR 2023的部分排名列表,具体数据如下:1. [Circulation]() 影响因子:23.0542. [European Heart Journal]() 影响因子:22.6713. [Journal of the American College of Cardiology]() 影响因子:20.5894. [Circulation Research]() 影响因子:14.4645. [Circulation: Arrhythmia and Electrophysiology]() 影响因子:7.254请注意,以上仅了少部分期刊的SCI影响因子,完整的名单可在JCR 2023中获取。
讨论SCI影响因子是评估期刊质量和重要性的重要指标之一。
根据上述结果,我们可以看出Circulation和European Heart Journal 在2023年度心血管杂志SCI影响因子排名中位居前两位,显示了它们在心血管领域的重要地位。
Journal of the American College of Cardiology也是一个备受关注的期刊。
欠条#范本精简版

欠条范本背景欠条是一种借贷行为的凭证,用于记录借款人与贷款人之间的欠款关系。
它包含了借款人的基本信息、借款金额、借款时间以及还款方式等重要内容。
下面是一份欠条范本,仅供参考使用。
范本欠条==============日期: [填写日期]借款人: [借款人姓名]联系号:[方式号码]本人欠[借款人姓名]/女士,联系号为,以下简称“借款人”人民币[借款金额大写](¥[借款金额小写])。
1. 借款时间: [借款时间]2. 还款方式: [还款方式,如一次性还清或分期还款]3. 还款期限: [还款期限,如30天、60天等]4. 还款地点: [还款地点]5. 每期还款金额: [每期还款金额]借款人保证按照约定的时间和方式偿还所欠款项,如不能按时还款,愿意承担相应的违约责任。
如在还款期限内,借款人未能提前偿还欠款或者形成逾期欠款,则应支付逾期利息,并构成违约。
本欠条一经签署即生效,不得撤销或修改。
任何争议应提交有管辖权的人民法院解决。
借款人(签字):________________贷款人(签字):________________注意事项1. 借款人应仔细核对个人信息的准确性,确保填写的和正确。
2. 根据实际情况,可适当修改还款方式、还款期限和每期还款金额等内容。
3. 借款人和贷款人都应签署欠条,并在相应位置填写日期。
4. 借款人和贷款人都应保留一份完整的欠条副本作为备案。
欠条是借贷行为中的重要文件,可以确保借款人和贷款人之间的权益和责任得到保障。
在签署欠条前,双方应仔细阅读并明确了解欠条的内容和约定,确保自己的权益不受损害。
诊断建议书精简版范本
诊断建议书诊断建议书1. 简介2. 症状描述请提供详细的症状描述,包括持续时间、频率、疼痛程度等等。
3. 可能的诊断基于您提供的症状,以下是可能的诊断:诊断1:症状描述1诊断2:症状描述2诊断3:症状描述3请注意,这些仅是初步的可能性,具体诊断需要进一步的医学检查和专业医生的判断。
4. 建议的和检查为了确定最终的诊断,建议您进行以下和检查:检查1:描述此检查的详细信息,例如:血液检查、尿液检查等。
检查2:描述此检查的详细信息,例如:X光检查、MRI等。
请联系您的医生,预约这些和检查,并获取进一步的指导。
5. 潜在的治疗方法基于初步诊断,以下是潜在的治疗方法:治疗方法1:描述治疗方法1的详细信息。
治疗方法2:描述治疗方法2的详细信息。
请注意,具体的治疗方法会根据最终的诊断结果而有所不同,请在确切诊断后咨询您的医生。
6. 预防措施和建议除了治疗方法外,以下是一些预防措施和建议,以帮助您缓解或防止症状的出现:建议1:描述建议1的详细信息。
建议2:描述建议2的详细信息。
请注意,这些建议仅供参考,具体需要根据您的情况进行调整和咨询。
7. 给出医疗专家的对于进一步的咨询和治疗计划,建议您联系以下医疗专家:医生姓名1:描述医生1的详细信息,如专长和。
医生姓名2:描述医生2的详细信息,如专长和。
请根据您的方便选择并联系医生,以获取进一步的指导和建议。
8.本诊断建议书为您提供了可能的诊断、和检查建议、潜在的治疗方法、预防措施和给出医疗专家的。
请根据您的需要和医生的指导,进行相应的治疗和管理。
如有任何疑问或需要进一步咨询,请及时与医生沟通。
祝愿您早日康复!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.加强筋 加强筋的作用:
① 在不增加壁厚的情况下,加强塑件的强度和刚度,避免塑件变形翘曲。 ② 合理布置加强筋还可以改善充模流动性,减少内应力,避免气孔、缩孔 和凹陷等缺陷。
③加强筋端部不应与塑件支承面平齐,而应缩进 0.5mm以上,图3-3。
④ 若一个制件上需设置许多加强筋,加强筋之间的中心距必须大于制件壁厚的 两倍以上,各条加强筋的排列互相错开,以防收缩不均匀引起制品破裂。
离模膨胀效应
定义:当聚合物熔体流出流道或浇口时,熔体发生 定义:当聚合物熔体流出流道或浇口时,熔体发生 体积膨胀的现象。
入口效应
定义:聚合物熔体在管道入口端因出现收敛 定义:聚合物熔体在管道入口端因出现收敛 运动,使压力降突然增大的现象。
不同的聚合物和不同直径的管道, 入口效应区长度并不相同。
第一章
第三节 塑料的主要成型方法
1.注射成型(注塑成型) 2.挤出成型(挤塑成型) 3.中空成型(吹塑成型) 4.压缩成型(压制成型) 5.压注成型(传递成型) 6.固相成型
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
4/31 4/30 4 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
一、注射机分类 按外形分类 直角式注射机、卧式注射机、 直角式注射机、卧式注射机、立式注射机 按塑料在料筒中的塑化方式分为两类。 1.柱塞式注射机2.螺杆式注射机
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
21/31 21/30 21 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
5.圆角 . 塑件除使用要 求需 要采 用 尖 角 之 外, 其余 所有 内 外 表 面 转弯 处应 尽可 能 用 圆 角 过渡 ,以 减少应力集中。 图3-7(a)是不合理 的,图3-7(b)改成了圆 角过渡设计就比较合理。 这样不但使塑件强度高, 塑件在型腔中流动性好, 而且 美 观, 模 具型 腔不 易产生内应力和变形。
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
5/31 5/30 5 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
2、温度对黏度的影响
聚合物温度升高后,体积膨胀,大分子之间的自由空间随 之增大,彼此间的静电引力减小,有利于大分子变形和流动, 即黏度下降。 3.压力对黏度的影响 在静水压力作用下,聚合物大分子间的自由空间被压缩 减小,宏观上将表现出体积收缩,流动阻力随之增大。 因此,聚合物成型过程中,成型压力增大,其熔体所受的 静水压力也会随之提高,伴随着熔体体积收缩,其黏度数值 也将会增大。
⑤ 各条加强筋的厚度应尽量相同或相近,可防止因熔体流动局部集中而引起缩 孔和气泡 。
图3-4(a)中的加强筋因排 列不合理,在加厚集中的地 方容易出现缩孔和气泡,可 改用图3—4(b)所示的排列 形式。
4.支承面 .
设计塑件的支承面应充分保证其稳定性。不宜以塑件的整 个底面作支承面,因塑件稍有翘曲或变形就会使底面不平。通常 采用凸缘或凸台作为支承面,图3—6。
第三节 注射成型原理及其工艺过程
基本原理: 利用塑料的可挤压性和可模塑性,将松散的粒料或粉状成型物料从注 射机的料斗送入高温的机筒内加热熔融塑化,使之成为黏流态熔体,在柱 塞或螺杆的高压推动下,以很大的流速通过机筒前端的喷嘴注射进入温度 较低的闭合模具中,经过一段保压冷却定型时间后,开启模具便可从模腔 中脱出具有一定形状和尺寸的塑料制件。
第二章 塑料成型理论基础
假塑性液体的“剪切稀化”效应及其原因 假塑性液体的“剪切稀化”
在中等剪切速率区域,假塑性液体的变形和流动所需的切应力随剪切速 率变化,并呈指数规律增大; 变形和流动所受到的黏滞阻力,即液体的表观黏度随剪切速率变化,并 呈指数规律减小。 原因:这源于聚合物的大分子结构和它 的变形能力。熔体进行假塑性流动时,增 大剪切速率,就增大了熔体内的切应力, 于是大分子链从其聚合网络结构中解缠、 伸长和滑移的运动加剧,链段的位移(高弹 变形)相对减小,分子间的静电引力也将逐 渐减弱,熔体内自由空间增加,黏稠性减 小,整个体系趋于稀化,从而在宏观上呈 现出表观黏度减小的力学性质。
衡量塑料流动性的指标:
①聚合物的相对分子质量,②熔融指数, ③阿基米德螺旋线长度, ④表观 黏度,⑤流动比(流程长度/制品壁厚)。 相对分子质量小、熔融指数高、螺旋线长度长、表观黏度小、流动比大则 流动性好。
19/31 19/30 19 2012年5月19日星期六
第一章
主讲教师:袁宝国 主讲教师: 王成勇
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
22/31 22/30 22 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
一、生产前的准备工作
1.原料预处理 (1)分析检验成型物料的质量 (2)着色 (3)预热干燥 2.清洗料筒 清洗料筒 3.预热嵌件
概
论
18/31 18/30 18 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
第一节 热塑性塑料的工艺性能
一、塑料的成型收缩
塑料的收缩性: 指塑料制件从模具中取出发生尺寸收缩的特性。
二、塑料的流动性
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
仅供参考,概不负责。想拿高分 就还是被老师给的191页那个
考试题型
1.填空题(2 1.填空题(2分×20空=40分) 20空=40分) 2.名词解释(3 2.名词解释(3分×5题=15分) 题=15分) 3.问答题(5 3.问答题(5分×3题=15分) 题=15分) 4.判断及工艺改错(10分 4.判断及工艺改错(10分×2题=20分) 题=20分) 5.综合题(10分 5.综合题(10分×1题=10分) 题=10分)
塑料在不同温度下对应不同状态, 塑料在不同温度下对应不同状态, 不同状态对应不同加工适应性。 不同状态对应不同加工适应性。
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
3/31 3/30 3 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
1/31 1/30 1 2012年5月19日星期六
第一章 概
1、什么是塑料?
论
三、塑料的分类(按塑料的制造方法、成型性能及用途) 塑料的分类(按塑料的制造方法、成型性能及用途)
1.按制造方法分类 分类: 分类:聚合树脂、缩聚树脂两类。
塑料是以高分子聚合物为主要成分,并在加工为制品的某阶段可流动成型 的材料。
3.液压传动和电器控制
作用:保证注射成型按照预定 的工艺要求(压力、速度、时间 、温度)和动作程序准确进行。
20/31 20/30 20 2012年5月19日星期六
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
第一章
主讲教师:袁宝国 主讲教师: 王成勇
概
论
10/31 10/30 10 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
第三章 塑料制件的设计原则
塑件设计原则:
① 在保证使用要求的前提下,尽量选用价格低廉和成型性能 较好的塑料。 ② 力求结构简单、壁厚均匀、成型方便,利于分型、排气、 补缩和冷却。 ③ 塑件结构应能使其模具的总体结构尽可能简化,使模具型 腔易于制造,模具抽芯和推出机构简单,避免模具侧抽芯 和简化脱模机构。 ④ 塑件成型以后尽量不再进行机械加工。
概
论
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
注射机的基本结构
1.注射装置 2.锁模装置
主要作用:使固态的塑熔体注入到闭合的型腔中。 作用:①实现模具的开闭动作,②在成型时提供足够的夹紧 力使模具锁紧,③开模时推出模内制件。
主讲教师:袁宝国 主讲教师: 王成勇
概
论
8/31 8/30 8 2012年5月19日星期六
塑料成型模具 塑料成型加工与模具
Plastics Molding Processing & Mold Designing
失稳流动和熔体破裂
聚合物熔体在失稳状态下通过模 内的流道后将会变得粗细不均, 内的流道后将会变得粗细不均, 没有光泽, 没有光泽,表面出现粗糙的鲨鱼 皮状。 皮状。 如果继续增大切应力或剪切速率, 如果继续增大切应力或剪切速率, 熔体将呈现波浪、 熔体将呈现波浪、竹节形或周期 螺旋形, 螺旋形,更严重时将相互断裂成 不规则的碎片或小圆柱块,此现 不规则的碎片或小圆柱块, 象称为熔体破裂 熔体破裂。 象称为熔体破裂。