××公司RPDV1600S回流焊工艺检测系统(替代测温设备)评估报告
风扇检验报告-康双电气

检测实验室: 地 址:
深圳迈科检测技术服务有限公司
愿瑟l茁华新区龙箩办事处油松路不f大 厦D栋
深圳迈科检测技术服务有限公司
第 1 页 共 29 页 报告号: TMC160516003-S
样品名称
散热风扇
委托单位 地址
样品数量 样品识别 接样方式 检验类别 接样日期
上海康双电气有限公司 上海市虬江路1120号305
深圳迈科检测技术服务有限公司
第 2 页 共 29 页 报告号: TMC160516003-S
样品描述及说明
设备移动性:
[ ]可移动式
[ ]固定安装式
[ √]内装式
工作方式:
[√ ]连续工作
进行IT配电系统试验:
[ ]是
进行IT配电系统试验,相-相电压 (v)
设备类别:
[ ]I类
设备的质量(kg): 0.483kg
深圳迈科检测技术服务有限公司 深圳市龙华新区龙华办事处油松路天汇大厦D栋1楼D-103 电话: (86 )755 86642861 传真(86) 755-8664 2996
第 8 页 共 29 页
深圳迈科检测技术服务有限公司
条款
要求 - 试验
GB4943
结果 - 评述
附注
依据国家标准对样品进行了检测,所检项目详见后页。
试验结论:
合格
主检: 戴正平 签名:
日期:2016.05.20
审核: 陈付雁 签名:
日期:2016.05.20
签发: 饶静
签名: 备 注:
日期:2016.05.20
盖章 2016 年 05 月 20 日
深圳迈科检测技术服务有限公司 深圳市龙华新区龙华办事处油松路天汇大厦D栋1楼D-103 电话: (86 )755 86642861 传真(86) 755-8664 2996
供应商审核评分表
专项
□达产
□准入
求
的全面预防性维护系统; 焊点,没有制订破坏性试
满足产品要求,检测设备较粗放,准确性分不因和问题的解决程度.
生产节拍
版本号:A0
评审日期
审核组长 审核类型 主要故障模式 □例行 □专项 □达产 □准入
评审得分 结论 不合格处置 问题点数 供方整改 整改期限 批准 审核通过 通过验证 整改验证 不合格处置 评审得分
评审等级
制定改善日期节点
供方代表
签字/日期: 评审等级 验证人/日期
批准人
注:如果属专项(问题)审核,应在体系分析与论述的六个方面的描述中明确问题发生的根本原因和问题的解决程度.
浙江宏鼎汽摩配件股份有限公司
供应商审核报告
编号:QR-HD-023-02-01
供方名称 供方地址 审核组成员 产品名称 一次交检合 格率 其它客户所 占配额 组织机构:公司组织机构包括人事、财务、技术、质量、生产制造,资源可以满足要求 产品技术标准和目标:产品的技术要求在图纸中比较明确。 保证目标达成流程(设计、采购、制造、改进):未针对工装模具建立有效的、有计划的全面预防性维护系统; 未对电镀供方进行业绩评价;对点焊强度管控,焊接工艺试板测试后没有记录,对于焊点,没有制订破坏性试 体系分析与 验计划并实施。 论述 硬件设备投入:生产设备、检测设备目前可以满足要求。 检验测试体系:进货、过程、出厂检验有效,产品质量能够得到保证,检测手段能够满足产品要求,检测设备 的精度符合产品特性。 审核组结论:总体已经初步建立质量体系框架,但是各个模块运作不够规范,运行比较粗放,准确性部分不 足,有效性不足,需要进行大力提升。 配套差异性简述: 配套关系分 供方的说明及解释: 析及论述
开车前安全检查(PSSR)完整版

Page 2 of 12
Pre-Startup Review(开车前工艺安全审核)-参考了CPPS PSSR 紧急泄压设施的排放管线不受90度直角弯的限制 过长的阻火器 防止在排出管线中聚集雨水的设施(如排液孔) 排出管有足够的支撑以承受压力放空的反作用力 安全放空的排放位置 审查排空歧管装置 排空管道尺寸计算基础,文档 清洗 应急设备(包括停车系统和隔离系统) ESD 柴油发电机 UPS 消防设备 容器 完成应力消除并按要求建立了文档 完成现场射线照相并按要求建立了文档 完成压力/泄漏测试并按要求建立了文档 清洗和冲洗(仪表、控制阀、单向阀得到了保护) 特殊试车要求(如化学清洗、钝化或测试) 放空和安全阀 从安全放空拆除运输支架 测试验证压力安全阀的泄放压力 容器与管道最初的泄露试验已经完成 放空,下水 热力(液体静力的)泄压 维修通道(管束) 保护 现场紧急停止按钮 关键机器的紧急润滑 维修设备 局部排气通风系统的轴封 回流的预防 连接管线有足够的支撑,来减少在套管上的作用力 密封喷射保护 维修用隔离 维修准备(提供了下水和排空) 阀门和管线(包括部件,如,阀门、过流阀、膨胀节) 使用正确的阀门和管线规范了吗? 是否审查了跨接线(泵总管、公用工程线、高/低压之间及其他)以使造成 污染的可能性最小,并消除可发生反应的化学品的相混? 是否已规定了测试方法和文档要求,以确保新建和改造的配管系统的完整 性? 为有害化学品的安全取样,是否要适当地设置采样点? 是否已按照环保要求(即,美国有毒空气污染物的国家排放标准NESHAPS所 涵盖的物质,如苯和甲醛 )或工厂的标准设计了所有开口阀和手动操作的 球阀? 已审查热取样口并已尽可能地消除了热取样口吗? 将要提供必要的超流量和回流预防措施吗? 是否已考虑开车、停车、清洗、正常操作及其他阶段的管线膨胀和振动? 如果有必要的话,是否已经进行了详细的分析? 是否已考虑了液锤现象的潜在风险和后果? 是否已考虑设备材质的相容性、耐腐蚀性和良好操作规范(GMP)的要求? (考虑O形环、垫片、隔膜及其他) 是否已标明了临时开车过滤器,以确保在正常操作时拆除它们吗? 设计是否已包括地下管线的应力点(例如,公路、铁路及其他)的护罩? 工艺配管 适于负荷的施工 施工过程中,关键材料的质量保证(包括法兰螺栓)做工质量(如,无短 法兰螺栓) 线路令人满意 足够的支撑和引导 热膨胀余量/无从参考 无易断裂/故障的小直径连接 正确安装波纹管膨胀节/配管不能侧向移动 安装期间无损坏 安装期间,挠性配管接头正确地安装/无损坏(如,弯曲) 提供必须的排水 危险出口已被堵塞封闭 受热膨胀(静水压力)泄压(包括伴热部分)设备 视镜和水位玻璃管 外部腐蚀保护 防冻 足够的绝热用于人员保护 保护性法兰盖 得到批准的软管、软管接头(不是临时制作的) 清洗 放空,下水 热力(液体静力的)泄压 维修通道(管束)保护 现场紧急停止按钮 关键机器的紧急润滑 材料安全 是否已考虑下列变化情形可能适用毒性物质控制法案(TSCA)? 先前非隔离的中间产品被临时隔离和/或短期储存在非硬管连接的工艺 设备或储存在容器(例如,罐)中 先前非隔离的中间产品长时间地储存在硬管连接的工艺设备中(例如, 24小时或更长) 以前应该燃烧或作为废物处理的物料被重新加工或销售 由于毒性物质控制法案(TSCA)采用了不同的反应物或催化剂或不同的 进料率,因此产生不同的反应产物 聚合物中组份或反应物的含量从占所生产聚合物的干重量的2 %以下变 化为2 %以上 不同的催化剂或反应物的TSCA储存状态未知。如果上述变化的情形即将 发生,立即联系TSCA联络员,进行TSCA问题深度研究。提供所有需要的 文档,并提供解决方法。 考虑集液池中和下水道里有害化学反应的可能性了吗? 是否解决了所有其他的有关产品规定的问题?例如,美国交通部(DOT)、联 邦杀虫剂、 杀菌剂和防蚀剂法案(FIFRA),酒精、烟草和消防装备局 (BATF),食品和药品管理局(FDA) 和 ISO 90017的有关规定 新的或改造的安全泄放设备或排空系统是否符合工程要求和工厂要求?
2009年度浙江省科学技术奖申报项目
58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117
胸腰段脊柱骨折前路减压与内固定术的技术改 抗水树电缆绝缘材料 节能灯48工位全自动圆排机 乘用车座椅滑轨总成和调角器总成研究与应用 万向智能器产业化项目 扁形名茶(龙井茶)炒制机 无线通信多制式合路系统研制 小型超小型控制继电器的研发与产业化项目 DLP一体化双引擎80英寸玻璃屏拼接显示系统 宽带流媒体平台 节能、环保型尿素生产技术研究及其推广应用 下颈椎经关节螺钉的应用解剖学及其钉棒系统 频率控制高精度微细加工技术的研究及其在批 GN8320ZC4B/5B型船用柴油机的研发与产业化 LYJ-100垂直式垃圾压缩机 模块化减速电机的研发与产业化 轨道交通用速度传感器系列产品研发与产业化 汽车电机专用N42UH烧结钕铁硼永磁材料研发 邻甲苯胺高压甲基化制2,4,6-三甲基苯胺 乙烯裂解炉对流段模块 双面绒带织造技术研究与开发 盐酸吉西他滨原料药 伺服节能塑料注射成型工艺装备研发及大规模 年糕新型保鲜技术开发研究 专利型多防功能枪柜研制及产业化 高等级大长度110kV光电复合海底电缆关键技 Z型高效节能汽车散热风扇 天然气发动机控制单元 核电站用耐辐照1E级电缆关键技术研发与产业 广州本田奥德赛(ODYS)车门框 重型密集藏品架关键技术的研究和产业化 LR03大功率无汞碱性锌锰电池和柔性生产线的 直读式远传水表及自动抄表系统 登革热流行特征与综合防制对策的研究 宁波地区质粒Amp C 酶在临床常见致病菌中的 浙东地区冠心病人群易感基因多态性研究 基于生物活性的红藻糖新产品研发 光电功能材料的溶胶-凝胶法合成、结构、性 显微视频图像处理与压缩关键技术创新及应用 波导型无源光子器件的理论设计与实验制备研 非光滑区域上奇异偏微分方程的实调和分析技 恶性肿瘤血清标志物的微体积快速诊断芯片研 血吸虫的免疫原性及抗血吸虫药物体外作用研 宁波渔业锚地避风能力评价研究 浙东沿海观赏植物多样性的构建与生态应用研 数源集成音控系统关键技术研发与应用 基于模块化设计的水产养殖增氧机的研制与推 基于“解耦联代谢”的剩余污泥减量化研究 高性能铁族块体非晶合金与铁基纳米晶软磁材 甬粳2号A及所配籼粳杂交晚稻新组合选育及产 激光打印机用定影膜及其制造技术的研究与产 白芍总苷治疗类风湿关节炎的开发与产业化 新型电液比例技术研究及产业化 纯毛高支抗皱西服面料的研发与产业化 高性能&高参数无压烧结碳化硅机械密封件制 高比能量锂离子电池负极材料的研发与产业化 高纯度氧化铝密封环及其制造方法和烧结技术 低能耗、抗干扰、高效分离吸尘器 360度可旋转便携式扫地机 高纯度结晶山梨酸的制备工艺
Sun-East IPC系列回流炉保养手册

设备设备维护与保养维护与保养维护与保养一台好的SMT 设备,如果不注意平时预防性的维护保养工作,防止因残留污垢、缺乏润滑剂、螺丝松动等问题而造成设备过早损坏或频繁发生故障,会使设备寿命大打折扣,甚至于使整个系统瘫痪。
为保证设备在完好状态下工作,焊接出高品质的产品,最大限度地减少停机损失,请遵循以下维护保养准则:制定设备日常和定期维护保养制度及维护周期,并由经过培训的专门人员进行维护保养。
一、 安全条款安全条款→ 请确保在维护、设置、更换时,总是遵守国家有效的安全规定和事故防范法规。
→ 请遵照维护与保养手册和说明书的安全规范。
→ 请同时遵照本章的特殊安全条款。
小心夹伤在关闭顶盖和炉膛时,禁止人员停留在危险区内。
危险该机器用电操作。
所以在操作电器时,某些部件不可避免一定带电!如果你要在带电部位操作,请先关闭主开关、断开机器的总电源。
呼吸道刺激→ 在废气系统停止工作的情况下,请立即通风,保证足够的空气流畅。
→ 清洁机器时,厂区内必须有很好的通风。
残渣和清洁剂会产生对人体有害的气体。
所以在清洁炉子时,厂区内排气系统应当照样运行。
如果炉子有快速排气系统,建议也将其打开。
烫伤危险→ 不允许在有可能引起火灾的情况下用酒精擦拭炉子元件。
→ 不允许在有可能引起火灾的情况下使用润滑或清洁喷剂。
→ 严禁吸烟!→ 炉膛维护时,至少要在打开炉膛冷却半小时以上并确认安全之后才能进行。
提示→ 当您在炉子上执行清洁工作时,请务必使用安全防护器具保护眼睛和手。
→ 若清洁剂不慎掉入眼睛,请立即用清水洗净。
→ 避免皮肤直接接触溶液或焊料残渣。
→ 禁止在工作区域内进食。
→ 保养现场禁止火种,以免引发火灾。
二、保养人员安全防护防护眼镜防护眼镜((带护边带护边))长袖工长袖工衣衣硬质橡胶手套耐高温手套防毒面罩ESD安全护鞋如果清洁或维护工作需在炉体中进行或保养中需使用清洁剂时,工作人员需要穿戴以上防护装置。
三、消耗品Sun-east公司推荐:在进行维护工作时请使用以下消耗品:润滑剂名称使用位置9560合成高温链条油, Avilup公司生产运输链条高温润滑油Krylox GPL106SYN-setral-INT/250S-2Sumitec F931丝杆、齿条和齿轮,以及调高和调宽装置Fluoronox 90/2 Synthetic Multipurpose GreaseFluoronox S90/2合成多效润滑脂清洁用品名称使用位置炉膛清洁剂CF 1(VP-1382), Kolb公司生产液体清洁剂,正常污染时采用碱性炉膛清洁剂G50,Kolb公司生产液体清洁剂,污染严重时采用PastEx, Kolb公司生产液体清洁剂antifoam防沫剂F40,Kolb公司生产非电离表面活性剂环保洗面水用于机器外壳清洁其他消耗品名称使用位置防冻剂,Avia公司生产内部水循环的防冻,防臭四、常规维护保养周期见下表常规维护保养周期见下表((如设备在高效率使用下如设备在高效率使用下,,应相应增加维护频次增加维护频次)): 维 护 保 养 内 容 保养时间 保养周期 保养材料 大罩散热小风扇(除尘)15分钟 3个月 毛刷、吸尘器 机器外壳、冷水机外壳清洁 15分钟 每天 洗面水 外壳冷水机散热器清洁10分钟 3个月 毛刷、吸尘器 冷水机水箱冷却水更换20分钟 1个月 装水容器水循环区检查水循环管路有无漏水及堵塞现象 15分钟 3个月 入出口风帘清洁20分钟 1个月 清洁剂 炉膛内部清洁 1小时 1个月 清洁剂 炉膛密封条清洁 15分钟 1个月 工业酒精 炉内冷却区部分清洁20分钟1个月清洁剂冷却区冷却区热交换器清洁30分钟 1个月 清洁剂 清空或更换助焊剂回收容器 10分钟 3个月 清洁剂 散热器、金属过滤器清洁 40分钟 1个月 清洁剂 助焊剂回收系统 风轮、回收系统管路清洁 1小时 3个月 清洁剂 抽风 出/入口抽风系统管道清洁30分钟 3个月 清洁剂 氧气分析仪 检查氮气管路、根据氧气分析仪《使用手册要求》保养氧气分析仪 15分钟6个月注油器高温润滑油液位检查 5分钟 1周 高温链条油注油油管或钢丝刷检查 15分钟 3个月 导轨调宽限位5分钟 3个月 调宽丝杆(齿条)及机头尾导向光杆清洁及加油润滑 30分钟1个月耐350度以上高温油脂 传输及调宽系统链条清洁40分钟3个月清洁剂运输、调宽驱动链轮和链条清洁及加油润滑15分钟 3个月 清洁剂、润滑油导轨平行度检查与校正 30分钟 3个月 所有螺丝紧固检查 30分钟 3个月 电箱散热小风扇(除尘)10分钟 6个月 毛刷、吸尘器 所有电气部件清洁除尘10分钟 6个月 吸尘器 电气元器件所有插头检查及所有大功率接线部位螺丝紧固 20分钟6个月电工专业工具电脑主机检查与保养30分钟 3个月 电气(此项须由专业人员完成所有测温线测温功能及安装位置是否正常15分钟1个月整机安全检查(此项必须由专业人员完成) 电气、机械使用安全评估(包括电气部件及线路有无老化及其它安全隐患、机械部分在使用过程中是否会造成人员伤害及财产损失。
伊顿全球最佳供应商手册说明书

目录1范围 (3)1.1业务通讯 (3)2参考资料 (4)3术语和定义 (5)4供应商的期望 (7)4.1质量管理体系要求 (7)4.2伊顿评估与批准 (7)4.2.1供应商现场评估 (SSA) (7)4.3进入权 (8)5规划 (8)5.1业务持续性和风险管理 (8)5.2Resilinc 上的风险管理 (8)5.3绩效期望 (8)6支持 (9)6.1基础设施 (9)6.1.1WISPER (9)6.1.2供应商可见性 (9)6.2组织知识和能力 (9)6.3文件控制和保留 (9)7运行 (10)7.1合同审查 (11)7.2设计开发 (11)7.2.1测试和验证 (11)7.2.2配置与数据管理 (12)7.3产品实现 (12)7.3.1程序失效模式和后果分析 (PFMEA) (12)7.3.2控制计划 (12)7.3.3测量系统分析 (MSA) (12)7.3.4工艺能力 (13)7.3.5检查 (13)7.3.6产能分析 (14)7.3.7PPAP (14)7.4生产和服务提供 (15)7.4.1产品识别 (15)7.4.2产品可追溯性 (15)第 1 页,共 28 页7.4.3产品保存 (15)7.4.4预防性维护计划 (15)7.5不符合项控制 (15)7.6次级管理 (16)7.7变更管理 (16)8绩效评估 (18)8.1绩效衡量指标 (18)8.2业务审查 (18)8.3审核与评估 (18)8.4供应商内部审计 (19)8.5供应商管理审查 (19)8.6绩效认可 (19)9改进 (19)9.1IDEAS (19)9.2预防性和纠正措施 (20)9.3供应商发展 (21)10业务特定要求 (22)10.1电气业务集团 (22)10.2移动性团体 (22)10.3宇航集团 (22)第 2 页,共 28 页1范围本手册规定了与伊顿开展业务往来及与伊顿客户特定要求保持一致的最低要求、流程及体系。
2、回流焊过程确认报告

东莞XX有限公司回流焊过程确认报告文件编号:PV-01-2版本号:A0目录第1章IQ (3)1.1 安装查检表 (3)1.2 试机 (3)1.3 校准 (3)1.4 结论 (3)第2章OQ (4)2.1 验证说明 (4)2.2 原材料合格验证 (4)2.3 炉温曲线验证 (4)2.4 结论 (13)第3章PQ (14)3.1 同一批之间的重复性验证 (14)3.2 不同批之间的重复性验证 (15)3.3 结论 (19)第4章过程变异因数的控制 (20)4.1 回流焊温度的控制 (20)4.2 测温板的控制 (20)4.3 炉温监测的控制 (20)4.4 回流焊参数的控制 (20)4.5 产品外观检验控制 (20)第5章回流焊过程再确认条件 (21)第6章回流焊接过程确认输出文档/文件列表 (22)6.1 炉温曲线图 (22)6.2 相关设备/工艺文件 (22)6.3 人员培训记录表 (22)6.4 回流焊接过程确认会议纪要 (22)6.5 回流焊过程确认报告 (22)第7章回流焊接过程确认总结 (23)1.1 安装查检表1.2 试机1.2.1 回流焊按照《回流焊操作指引》的要求操作。
1.2.2 测温仪按照《测温仪操作指引》的要求操作。
1.2.3 推力计按照《推力计操作指引》的要求操作。
1.3 校准1.3.1 测温仪送计量单位成功校准1.3.2 推力计送计量单位成功校准1.4 结论设备安装符合要求。
过程小组人员会签:PE部-王五,PROD-孙凯/李四,品质部-张三2.1 验证说明1、评价回流焊接好坏主要从以下2个方面进行评价:1)外观——不能有虚焊、冷焊、锡珠等不良现象。
2)焊点强度——要控制在2.3~2.7KgF范围内,目标是2.5KgF。
2、因外观可以通过外观检查及时检出,而焊点强度是通过做破坏实验检出。
做破坏实验会增加制造成本且不方便实际操作。
因此做回流焊接过程确认主要确认焊点强度是否能在控制范围内稳定输出。
模具样机评审表
评审次数: 口 第一次 项目名称 参与评审 人员 R&D 项目编号 业务 采购 评审主持 PIE PQE 评审日期 财务 项管
口第二次 口 第三
模具样机评审输入文件: 设计方案、客户需求表、产品设计标准书、装配工艺、品质,安全要求、问题点清单。 评审主要内容 评审项目 外型是否满足客户产品标准要求? 表面纹面是否符合客户要求? 外观 颜色是否符合客户要求? LOGO、丝印刻度、位置内容是否符合客户要求? 表面处理是否符合客户要求? 产品的工作原理、使用是否满足设计要求? 产品速度、温度、时间是否符合设计要求? 功能 产品的各个档位工作,各个功能要求是否满足客户要 求? 产品的功率、电流是否符合设计要求? 产品的表面温升是否满足行业要求? 产品噪音是否满足设计要求? 性能 堵胶测试是否符合设计要求? 产品持续通电工作是否满足设计要求? 产品的装配工艺是否合理? 产品组装间隙是否符合设计要求? 结构 产品的尺寸配合是否满足设计要求? 产品的内部布线结构是否满足设计要求? 产品的传动机构是否满足设计要求? 环境测试是否符合设计要求? 跌落是否符合设计要求? 环境、机 冲击测试是否符合设计要求? 械性试验
口通过 口不通过
口通过 口不通过 口通过 口不通过 口通过 口不通过
参加会议人员签名:
备注:评审中有任何一项不通过,表示评审失败,需对问题点做出改善方案,并根据进度计划重新召集第二次评审 。 评审结论: 口符合客户要求,同意进入试产阶段 口问题点可接受,但需要试产前改善。 口产品存在问题,不同意进入试产阶段 项目负责人: 产品经理: 批准:
口通过 口不通过 口通过 口不通过 口通过 口不通过 口通过 口不通过 口通过 口不通过
评审结果
不通原因或建议
PCE-WSA审核问题点(南京公司) - 副本

评价 编号 标准要求 序号 长安期望指南
评价 符合/不 符合/不 适用
部门
整改措施
预计完成时间
Y
1.7
ห้องสมุดไป่ตู้
焊接组织失效模 式及后果分析 (FMEA)为最新 并反映了当前的 加工状况
1.7.1 (18)
企业应建立并运用一个文件化的FMEA程序(潜在失效模式 及 后果分析)并确保FMEA程序与现有的零件质量状态相一致。 FMEA必须按每个零件或零件族编写,或者是针对特定过程, 为每个特定工艺编写。在任何情况下,这些FMEA应覆盖从零 件接受到零件发运的所有过程步骤,以及被企业所界定的所有 关键焊接过程参数。FMEA程序应由一个跨部门的团队来开发 。所有由组织和客户界定的特殊特性都应在FMEA中得到识别 、定义和明确。
1、收集的数据无人员进行签字 2、收集后未分析 按照管理规定补充过程参数及分析证 据。(钱路生)
待完善
待完善
G
1.13
符合
控制计划更新。(刘浩):需核对上 技术工艺室 次确定的产品所有的三大文件的一致 性。
待完善
焊接企业应对每一个在WSA范围内经鉴定的焊接过程定义一个实 制定行动计划及补充相应证据。(黄 不符合 技术工艺室 施持续改进的过程。 磊) 这一过程应带来质量水平和生产率的持续改进。必须明确各项 措施的先后次序、必须包含时间周期(预估完工日期)。企业 应提供证据证明实施项目的有效性。 焊接人员应有涵盖整个焊接过程的程序文件或作业指导书。 不符合 技术工艺室 制定行动计划及补充相应证据。(黄 磊)
待完善
G
对所有现行过 1.10 程,有书面的过 程规范
1.10.1 (24)
珠海亿诚电子有限责任公司生产项目重大变更环境影响报告表(公开稿)

/
200 /
微量 / 140 ºc
表 4-2 助焊剂 MSDS
中文 名称:
助焊剂
俗称:
英文名称:
脂肪族醇 CP(98%)
成分/组成
PH
3.4
羧酸 AR(2%)
沸点(760mm.Hg) 90ºc
冰点
~ -86 ºc
理化 比重 25 ºc
0.794 ± 0.003
酸值 (mg KOH/g)
18
性质: 蒸气密度(空气=1) >2
根据《广东省环境保护“十三五”规划》(粤环[2016]51 号)中针对电子元器件制造 行业的要求:推广低 VOCs 含量的原料使用。对覆铜板制造中的点胶、涂布、清洗工序, 印制电路板制造中的印刷、电镀、蚀刻、热风整平工序产生的挥发性有机废气、酸碱废 气、含氨废气、含氰废气、焊锡烟气等进行全面收集,鼓励采用回收处理技术对有机溶 剂进行循环再用,废气净化率达到 90%。本项目原辅材料均优先使用环保材料,工艺不 涉及制造覆铜板制造及印刷电路板。符合文件要求。
5
5、工作制度、职工人数及食宿情况
项目工作制度、职工人数及食宿情况,见表 5。
表 5 项目职工人数及食宿一览表
珠海亿诚电子有限责任公司
全年工作天数
工作制度
每天班次
班次时间
劳动定员
食宿情况
变更前 280 天 2 班次 8 小时 50 人 均不在项目内食
宿
变更后 300 天 2 班次 8 小时 100 人 均不在项目内食
6
收集设备及 UV 光解+等离子二级处理设备,能有效削减 VOCs 的排放量并达标排放。符 合文件要求。
根据《“十三五”挥发性有机物污染防治工作方案》中第五条“因地制宜推进其他 工业行业 VOCs 综合治理”针对电子行业要求:电子行业应重点加强溶剂清洗、光刻、 涂胶、涂装等工序 VOCs 排放控制。本项目已安装符合环保要求的废气收集系统和回收、 净化设施。符合文件要求。
设备检测报告样本

无损检测报告书NONDESTRUCTIVE TEST REPORT委托单位:设备编号:设备名称:检验日期:报告编号: ZTCY-X-04-0001江苏中特创业设备检测有限公司JIANGSU ZHONGTECHUANGYE EQIPMENT INSPECTION CO., LTD.无损检测结论报告设备编号:报告编号:ZTCY- -04-0001本台设备根据有关规定已完成以下目录中项目的检验(对已检项目打圈,未检项目打×),各项检验报告附后。
检验结论:合格…………………………………………江苏中特创业设备检测有限公司ZTCY射线检测报告RADIOGRAPHIC TEST REPORT 报告编号:ZTCY-委托单位委托日期设备名称规格型号工作编号制造编号检测标准验收级别级,纵缝(A) 级合格,环缝(B) 级合格检测比例内胆≥ %,外壳≥ %胶片型号射线源种类■X射线□γ射线底片黑度焦点尺寸mm 检测设备型号增感屏前0.03mm后0.1mm透度计型号丝型Ⅲ号胶片处理□自动■手动显影温度℃显影时间min定影时间min检测参数检测部位炉胆外壳其它试板焊缝代号母材厚度(mm)焊缝长度 (m)拍片数量 (张)底片有效长度(mm)返修片数量 (张)增片数量 (张)增片比例 %实际检测比例 %透照方式焦距(mm)管电压(Kv)/γ源种类管电流(mA)/源强(Ci)曝光时间(min)透度计标记像质指数检测结果A类焊缝B类焊缝共计其中ⅠⅡⅢⅣ张张张张张张张评定结果■合格□不合格备注:底片情况及检验位置详见射线评定表和射线检测位置示意图。
检验 (级别) :日期:审核(级别):日期:江苏中特创业设备检测有限公司Jangsu Zhongtechuangye Equipment Inspection Co., Ltd.(1)射线检测评定表RADIOGRAPHIC TEST EVALUATION SHEET报告编号:ZTCY- -03-0001底片编号缺陷性质及尺寸评定级别备注夹渣气孔裂纹未焊透未熔合其它检验(级别):审核(级别):日期:日期:江苏中特创业设备检测有限公司(7)RT位置示意图SKETCH FOR THE LOCATION 报告编号:ZTCY- Report No.设备编号设备名称设备规格检验(级别:)审核(级别):4B2B3B 2A5B3AB(注:可编辑下载,若有不当之处,请指正,谢谢!)。
环境影响评价报告公示:PET片材、一次性采样器技术改造项目环评报告

环评证书号:国环评证乙字第2480号潍坊市招商科瑞生物技术有限公司PET片材、一次性采样器技术改造项目环境影响报告书(送审稿)青岛洁瑞环保技术服务有限公司二O一七年四月目录第一章前言 (5)第一节项目由来 (5)第二节项目特点 (6)第三节评价工作技术路线 (7)第四节评价目的与指导思想 (8)第五节关注的主要环境问题 (9)第六节报告书主要结论 (9)第二章总则 (10)第一节编制依据 (10)第二节环境影响因素识别与评价因子筛选 (16)第三节评价标准 (17)第四节评价等级及评价范围 (20)第五节主要环境保护目标 (24)第六节政策规划的符合性分析 (25)第七节相关规划及环境环境质量概况 (27)第三章现有工程分析 (30)第一节现有工程基本情况 (30)第二节现有工程生产工艺流程 (35)第三节现有工程物料平衡 (41)第四节现有工程污染源分析 (42)第五节现有工程“三废”排放汇总表 (46)第六节现有工程存在的问题及解决对策 (48)第四章拟建工程分析 (49)第一节拟建工程概况 (49)第二节拟建工程生产工艺及产污环节 (56)第三节污染源强分析 (64)第四节环境风险识别 (72)第五节污染物产生及排放“三本帐” (73)第五章环境现状调查与评价 (74)第一节自然环境概况 (74)第二节社会环境概况 (78)第三节环境保护目标调查 (79)第四节环境空气质量现状调查与评价 (81)第五节地表水质量现状监测与评价 (89)第六节地下水质量现状监测与评价 (94)第七节声环境现状监测与评价 (98)第六章环境影响预测与评价 (100)第一节运营期大气环境影响预测 (100)第二节运营期地表水环境影响分析 (112)第三节运营期地下水环境影响分析 (113)第四节声环境影响预测与评价 (115)第五节固体废物及生态影响分析 (119)第六节环境风险评价 (123)第七章环保保护措施及可行性分析 (126)第一节废气治理措施及可行性分析 (126)第二节废水治理措施及可行性分析 (127)第三节噪声治理措施及可行性分析 (128)第四节固废治理措施及可行性分析 (129)第五节地下水及土壤防治措施 (130)第六节风险防范措施及应急预案 (131)第七节三同时污染治理措施分析 (137)第八章环境影响经济损益分析 (140)第一节社会效益分析 (140)第二节经济效益分析 (140)第三节环境效益分析 (141)第四节环境经济损益分析 (141)第九章环境管理与监测计划 (143)第一节环境管理 (143)第二节监测计划 (146)第十章结论与建议 (149)第一节评价结论 (149)第二节措施与建议 (154)附图:1、图2-5-1 项目环境敏感目标及评价范围图2、图2-5-2 项目环境敏感目标及噪声评价范围图3、图2-7-1 安丘市城市总体规划图4、图3-1-1 现有工程厂区平面布置图5、图4-1-1 项目地理位置图6、图4-1-2 拟建工程厂区平面布置图7、图4-1-3 一次性采样车间设备布置图8、图4-1-4 PET片材车间设备布置图9、图5-1-1 安丘市地表水系分布图10、图5-1-2 项目区域水文地质图11、图5-1-3 牟山水库水源地保护范围图12、图5-4-1 本项目大气环境现状及声环境现状监测点位图13、图7-5-1 项目厂区地下水污染防渗分区图第一章前言第一节项目由来潍坊市招商科瑞生物技术有限公司成立于2012年8月,公司注册资金3000万元,现有项目于2012年9月通过环评手续并正式生产。
回流焊CPK测试报告
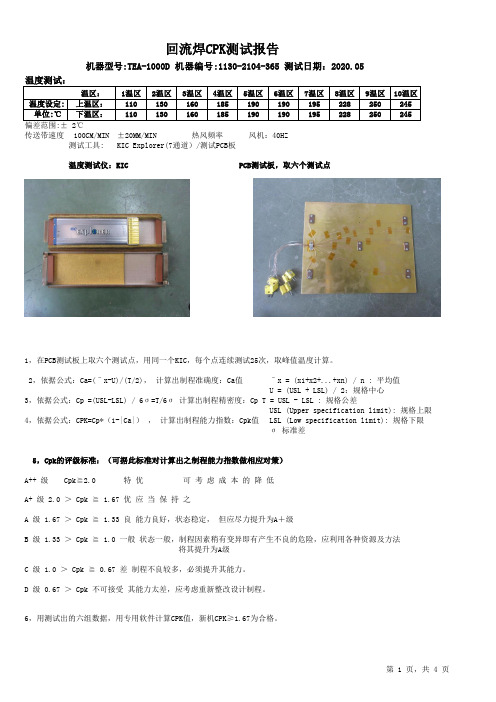
温度测试:回流焊CPK测试报告机器型号:TEA-1000D 机器编号:1130-2104-365 测试日期:2020.05温区:1温区2温区3温区4温区5温区6温区7温区8温区9温区10温区温度设定: 上温区:110 130 160 185 190 190 195 228 250 245 单位:℃下温区:110 130 160 185 190 190 195 228 250 245偏差范围:± 2℃传送带速度100CM/MIN ±20MM/MIN 热风频率风机:40HZ测试工具: KIC Explorer(7通道)/测试PCB板温度测试仪:KIC PCB测试板,取六个测试点1,在PCB测试板上取六个测试点,用同一个KIC,每个点连续测试25次,取峰值温度计算。
2,依据公式:Ca=(ˉx-U)/(T/2),计算出制程准确度:Ca值ˉx = (x1+x2+...+xn) / n : 平均值U = (USL + LSL) / 2:规格中心3,依据公式:Cp =(USL-LSL) / 6σ=T/6σ 计算出制程精密度:Cp T = USL - LSL : 规格公差USL (Upper specification limit): 规格上限4,依据公式:CPK=Cp*(1-|Ca|),计算出制程能力指数:Cpk值LSL (Low specification limit): 规格下限σ 标准差5,Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++ 级Cpk≧2.0 特优可考虑成本的降低A+ 级 2.0 >Cpk ≧ 1.67 优应当保持之A 级 1.67 >Cpk ≧ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级 1.33 >Cpk ≧ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级 1.0 >Cpk ≧ 0.67 差制程不良较多,必须提升其能力。
仪器检测报告模板

14
氯氰菊酯
未检出
20
GB/T 5009.19.2008
0、03
15
甲氰菊酯
未检出
5
GB/T 5009.19.2008
0.02
16
氟氯氰菊酯
未检出
1
GB/T 5009.19.2008
0.02
18
Pp-dde
未检出
0.2
GB/T 5009.19.2008
0.02
19
六六六
未检出
0.2
GB/T 5009.19.2008
检 测 报 告
(Analysis Report)
报告编号(Report ID):20131217-LG-JK
委托单位(Applicant):
送样人
(Client)
XX
联系电话
(Telephone)
样本规格
(SampleModel)
20-30g
样本数量
(Numberof Samples)
n
生产日期或批号
贵州检得康商贸有限公司送样人clientxx联系电话telephone样本规格samplemodel2030g样本数量numberofsamplesn生产日期或批号producingofdate样本状态samplestate固态收样日期receiveddate2013年12月23日检测日期dateofanalysis2013年12月24日检测类别kindoftest茶叶检测环境environmentfortest符合国家标准检测项目testitem毒死蜱乙硫磷甲拌磷杀螟松敌敌畏五氯硝基苯三氯杀螨虫ppddd氟氰戊菊酯腐霉利氯氰菊酯氰戊菊酯溴氰菊酯甲氰菊酯联苯菊酯ppdde氟氯氰菊酯六六六检测依据standardsnt19502007gbt5009192008所用主要仪器maininstrument气相旋转蒸发仪固相萃取仪涡旋仪检测结果备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1155-165=990 计:
22 条
节省测温板制作成本评估
成本
节省测温工时成本评估
节省测温板成本评估
以12线为例,每天换线生产5种类型机种; 测温板寿命:测试30次后需更换; 每个月需更换5块测温板;
测温板单价
根据财务提供五种类型测 温板成本依次为: 240,830,2670,5890, 10580 RMB
年12个月
20210×12=242,520 (24.252万RMB)
Vs
RPDV模拟曲线(B)
SW3 1.3 1.3 0.0 BT2 1.2 1.2 0.0 BT1 1.1 1.1 0.0 Y200 1.1 1.1 0.0
0.1
A-B
0.3 0.2 0.1 0 -0.1 -0.2 -0.3
U200
U100
SW3
BT2
BT1
Y200
A-B
浸温时间对比
测温板学习基线(A)
Vs
RPDV模拟曲线(B)
SW3 0.5 0.6 -0.1 BT2 0.4 0.5 -0.1 BT1 0.4 0.6 Y200 0.4 0.6 -0.2
-0.2
A-B
0.3 0.2 0.1 0 -0.1 -0.2 -0.3
U200
U100
SW3
BT2
BT1
Y200
A-B
基线与替代测温时焊炉性能对比
位号 浸 温 时 间 (s) A B A-B U200 99.8 100.8 -1.0 U100 99.6 98.8 0.8
Vs
RPDV模拟曲线(B)
SW3 107.4 107.8 -0.4 BT2 108.0 107.8 0.2 BT1 97.2 96.6 0.6 Y200 99.4 98.2
1.2
查找及领取测温板:10分钟; 连接测温板:2分钟; 过炉测试:8分钟;
取出冷却:5分钟; 下载分析数据:5分钟 列印报表:3分钟
天/耗时
每天耗时:5×33=165分钟.
周/耗时
每周耗时:165×7=1155分钟.
节省测温工时成本评估
高阶导入:导入焊炉稳定性决定测试周期. 以周为测试周期.(以每次测试5次计算)
测温板+RPDV 学习扫描
RPDV替代测温-1 RPDV替代测温-2 RPDV替代测温-3
12线/ERSA
12线/ERSA 12线/ERSA 12线/ERSA
比较测温板RPDV学习扫描基线与RPDV替代测温模拟曲线的差异。
实测与模拟数据对比
以××机种为测试对象. 预热斜率(60-5=55 快测温板; • 年更换测温板总 成本: 55×546=30,030
总费用/年
• 22条线年更换总 测温板成本: 30030×22=660, 660RMB;
总费用/年:
RMB;
66.066万RMB
节省测试工时成本评估
每条线每天换线测温次数:5次
次/耗时
每次耗时: 33分钟
比较测温板实测基线与RPDV替代测温时焊炉状态的稳定性。 分析大热容模块(10J)焊炉热效能稳定性能力的一致性。
实测基线时焊炉 状态与RPDV替代 测温时焊炉状态 全程差异百分比:
5.54%
1. 热效率重复精度高 2. 加热区两次差异小 3. 处于较优状态
经济效益评估计划
节省测温板成本评估
-1.3
A-B
1.5 1 0.5 0 -0.5 -1 -1.5
A-B U200 U100 SW3 BT2 BT1 Y200
回流时间对比
测温板学习基线(A)
位号 回 流 时 间 (s) A B A-B U200 67.4 66.8 0.6 U100 83.4 81.4 2.0
Vs
RPDV模拟曲线(B)
新设备导入评估
项目2主旨:回流焊工艺制程优化
目标评估设备1:实时监控系统 目标评估设备2:替代测温系统 目标评估设备3:回流炉性能测试仪 2010-08-05 单板工艺部
目标评估设备2---替代测温系统
评估设备2名称:Esamber RPDV(回流焊工艺检测系统)-可替代测温 板测温 型号:RPDV-1600S
单*节省
月*节省
月/更换5块测试板
年*节省
年*总节省
车间共22条生产线:
242520×22=5,335,440
240+830+2670+5890+ 10580=20,210 RMB
(533.544万 RMB)
节省测温板制作成本评估
制作测温板耗材、人工等等如下:
项目 1 2 3 4 5 6 7 8 耗材名称 热电偶探头 红胶 高温锡丝 电量 高温胶带 烙铁设备折旧 单价/元 45 0.9元/g 0.3元/g 1元/度 0.2元/m 0.9元/天 数量 8个 8*0.5g 8*0.5g 0.2度 0.5m 1 3 2 总价/元 360 3.6 1.2 0.2 0.1 0.9 150 30 共费用/片 546元
比较测温板实测基线与RPDV替代测温时焊炉状态的稳定性。 分析小热容模块(2J)焊炉热效能稳定性能力的一致性。
实测基线时焊炉 状态与RPDV替代 测温时焊炉状态 全程差异百分比:
10.98%
1. 热效率重复精度高 2. 加热区两次差异小 3. 处于较优状态
焊炉性能稳定性评估---热效能稳定性分析
A-B
1.5 1 0.5 0 -0.5 -1 -1.5
A-B U200 U100 SW3 BT2 BT1 Y200
峰值温度对比
测温板学习基线(A)
位号 峰 值 温 度 (℃) A B A-B U200 230.6 231.6 -1.0 U100 234.0 235.3
Vs
RPDV模拟曲线(B)
SW3 237.4 238.3 -0.9 BT2 234.9 236.1 -1.2 BT1 234.2 235.4 -1.2 Y200 234.0 235.1 -1.1
均处于较优状态
焊炉性能稳定性评估---热冲击分析
比较测温板实测基线与RPDV替代测温时焊炉状态的稳定性。 分析焊炉热冲击能力的一致性。
实测基线时焊炉 状态 Td =19.42℃ RPDV替代测温 时焊炉状态 Td =19.88℃ 两次差异小
一致性高
均处于较优状态
焊炉性能稳定性评估---热对流分析
以××机种为测试对象. 热均衡分析 热冲击分析
对比
热对流分析 热效能稳定性(2J)分析 热效能稳定性(10J)分析
焊炉性能稳定性评估---热均衡分析
比较测温板实测基线与RPDV替代测温时焊炉状态稳定性。 分析焊炉热均衡能力的一致性。
实测基线时焊炉 状态 ΔPeak=23.2℃ RPDV替代测温 时焊炉状态 ΔPeak=23.3℃ 两次差异小 一致性高
对比
峰值温度(℃) 回流时间(s) 冷却速率(℃/s)
测温板学习基线(A)
基 线 曲 线 图 工艺分析:
RPDV模拟曲线(B)
模 拟 曲 线 图 工艺分析:
预热斜率对比
测温板学习基线(A)
位号 预 热 斜 率 (℃/s) A B A-B U200 1.1 1.0 U100 1.1 1.1 0.0
SW3 85.0 83.8 1.2 BT2 86.2 83.4 2.8 BT1 82.8 81.0 1.8 Y200 82.8 79.8
3.0
A-B
4 3 2 1 0 -1 -2 -3 -4
A-B U200 U100 SW3 BT2 BT1 Y200
冷却速率对比
测温板学习基线(A)
位号 冷 却 速 率 (℃/s) A B A-B U200 0.5 0.6 -0.1 U100 0.5 0.6 -0.1
测试人工费:15元/h 年*总线节省工时: 折合计: 18150×15=
272,250元/年
单 线
目标评估设备2---综合评估结论
1. 从制程工艺分析考量,该设备满足实测基线与替代测温模拟曲线 一致性 的精准度要求; 2. 从焊炉性能分析考量,该设备不仅仅替代测温,确保炉温满足生产要求, 更主要的是通过监控焊炉性能的稳定性,从而使生产产品的品质可靠性得 到有力保障; 3. 从成本评估分析考量,该设备可为我司每年节省测温板成本:533.544万 元; 4. 从制作测温板相关器材耗量考量,该设备可为我司节省测温板制作成本:
评估部门:单板工艺部 评估人员:XXX、XXX
目 录
评估测试计划
1
2
实测与模拟数据对比(制程工艺分析)
3
基线与替代测温时焊炉性能对比(焊炉性能分析)
4
经济效益评估计划
5
目标评估设备2---综合评估结论
评估测试计划
测试前,确保炉子已开启并稳定运行4小时以上。
测试号 1 2 3 4 5 测试说明 测温板+R6T 测温仪 测试时间 2010-7-28 2010-7-28 2010-7-28 2010-7-28 2010-7-28 产线/炉子 12线/ERSA 产品机种 ****** ****** ****** ****** ****** 测试员 ****** ****** ****** ****** ******
拆除、补焊元件(BGA) 50元/颗 制作测温板人工费 15元/h
节省测温板制作成本评估
每个月需更换5块测温板,则每年需更换5×12=60块; 替代测温系统只需每类型一种机种,计5块,则每年需更换55块测温板; 车间共22条生产线; 月*更换