FA322型并条机生产纤维素纤维的实践
FA322B型高速带自调匀整并条机的使用与维护

FA322B型高速带自调匀整并条机的使用与维护晁松山【摘要】高质、高速、高效是当今纺机的研发方向,也是市场的发展需求.在FA322B型高速带自调匀整并条机上采用了先进的现代控制技术,合理的曲线牵伸传动,实现了牵伸并合与自调匀整控制的完美结合.为更好发挥FA322B型自调匀整高速并条机在纺纱工序中的作用,提高企业生产效率,实现企业的效益最大化,对FA322B型自调匀整高速并条机的正确使用和精心的维护是非常必要的.该文主要从FA322B型高速带自调匀整并条机的工作原理着手,结合具体应用实践,在FA322B型高速带自调匀整并条机的使用和维护等方面进行深入探讨.【期刊名称】《现代纺织技术》【年(卷),期】2013(021)004【总页数】4页(P48-51)【关键词】并条机;自调匀整;工艺参数【作者】晁松山【作者单位】陕西宝成航空精密制造股份有限公司,陕西宝鸡721006【正文语种】中文【中图分类】TS103.2240 引言纺织行业是典型的物理加工生产工艺,整个生产过程就是纤维之间结构的整理和再组织的过程。
整个纺纱过程中各个工序是“分工不分家”,互相连续相关的。
并条工序是整个纺纱工序的关键所在,对棉条的支数CV、条干CV起到严格的控制作用。
同时,对棉条还起到牵伸、并合、混合等作用,能够提高纤维条长片段不匀和改善条短片段不匀、纤维的伸直度及平行度,使不同品质纤维的混合更趋均匀。
随着高新技术的迅猛发展,现代控制技术在提升纺织机械技术水平的同时,还能够提高纺织工业的产品质量和劳动效率,同时在降低能源消耗以及保护环境方面也发挥着十分重要的作用。
FA322B带自调匀整型高速并条机是在消化吸收国内、外同行业纺机的技术上,由我公司自主研发的一种高端智能产品,配备瑞士乌斯特公司USTER SLIVERGUARD PRO超短片段自调匀整控制系统(简称USG PRO),达到棉条的最优控制,实现了用户利益的最大化。
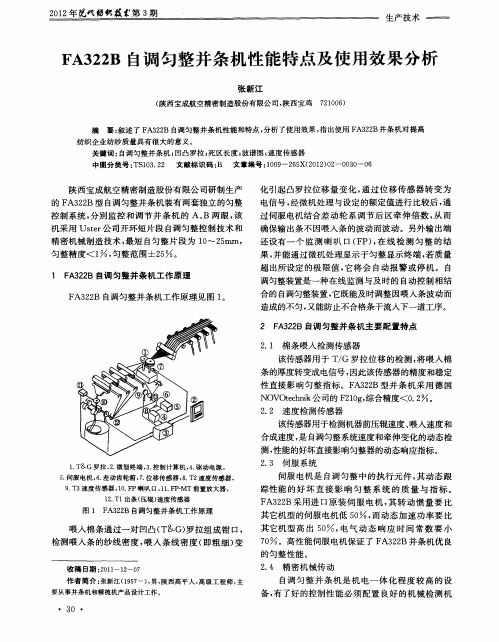
1 FA322B型高速并条机工作原理FA322B型高速并条机采用可编程控制器(PLC)、伺服电机、变频器、人机界面等先进自动化产品,并配有可靠稳定的光电检测传感器,实现了整机的机电一体化控制,很好地解决了单轴驱动和多电机同步传动技术,同时为满足以后的网络化控制预留有效的控制接口。
FA322自调匀整并条机的性能分析与生产实践

FA322自调匀整并条机的性能分析与生产实践南通双弘纺织有限公司吉宜军摘要:本文介绍了FA322(USG)自调匀整高速并条机的主要性能特点及规格。
在同等配棉条件下,通过生产精梳纯棉 40支纱,对比实验了FA322(USG)(单并),F A306(二道)两种不同机型生产成条、成纱的质量。
同时介绍了FA322(USG)(单并)并条机的使用体会及性能分析。
自调匀整的正确使用及注意的问题。
关键词:并条机、自调匀整、性能、质量、对比、体会我公司于2002年1月从陕西宝成新型纺织有限公司购置安装了带自调匀整的FA322并条机两台。
经过近几年的生产实践,证明该设备生产精梳纯棉针织纱质量指标优越,实际生产速度高达400m/min,特别是在提高条干水平、控制稳定成纱质量偏差、降低成纱重量CV%、单强CV%、减少偶发性的棉结纱疵和长粗节纱疵、减少成纱毛羽,提高针织布面的实物质量方面具有显著的优势。
1.主要技术性能及规格1.1 FA322并条机的USG自调匀整装置的控制采用开环式。
该机在每个眼的输入端配备独立的凹凸检测罗拉,喂入棉条厚度变化使凸罗拉位移,由位移传感器将机械位移转换为信号,输入USG单元。
在USG控制单元中对检测值(实际值)与额定值进行比较,信号处理后指令伺服电机,结合差速轮系,改变后区牵伸系统变化,从而保证喂入棉条重量在±25%范围内波动时,输入棉条重量控制在<1%。
棉条“在线”监控是一个由带有前置放大器的喇叭口持续、精确、快速地测量输出棉条的重量。
实测数值与预先设定的额定值相比较,通过计算机进行“在线”控制,并可显示:棉条支数偏差(A%),棉条重不匀(CV%),可以设定警报极限,并自动停车,有关棉条的质量数据随时列表或图表方式显示出来。
1.2 FA322(USG)并条机车头,车尾高速齿轮装置于封闭的油箱内采用油浴润滑外,其他传动均采用齿形带传动;上清洁采用两段欧门式积极回转绒套及清洁梳,下清洁采用摆动丁腈刮圈;上下罗拉均采用滚针轴承,运转平稳,上罗拉采用丁腈橡胶直接包胶,硫化工艺胶套与芯子结合牢固,不易变形,经久耐用,且具有良好的吸放湿性能和抗静电性、耐磨性和弹性。
纤维素车间工艺流程
纤维素车间工艺流程纤维素车间工艺流程是指在纤维素生产过程中,从原料准备到成品纤维素的生产工艺流程。
下面将详细介绍纤维素车间工艺流程的各个环节。
1. 原料准备纤维素的主要原料是木材,首先需要将木材进行采伐、运输和储存。
采伐后的木材需要经过去皮、切割和破碎等处理,以便后续的工艺操作。
2. 酸碱处理经过原料准备后的木材需要进行酸碱处理,以去除木材中的杂质和非纤维素成份。
酸碱处理可以使用硫酸、氢氧化钠等化学药剂,通过浸泡或者喷淋的方式进行。
3. 纤维素提取经过酸碱处理后的木材进入纤维素提取环节。
这一步骤主要通过化学方法或者生物方法将木材中的纤维素分离出来。
化学方法可以使用硫酸或者氢氧化钠等化学药剂进行纤维素的溶解和分离,而生物方法则利用微生物的作用来分解木材中的非纤维素成份。
4. 纤维素纤维化纤维素提取后得到的纤维素需要进行纤维化处理,使其成为纤维状。
这一步骤可以通过机械方法或者化学方法来实现。
机械方法包括磨浆、粉碎和纤维化等操作,而化学方法则利用化学药剂对纤维素进行处理,使其变得柔软易纤维化。
5. 纤维素漂白纤维素纤维化后的产物通常含有一定的杂质和色素,需要进行漂白处理以提高纤维素的纯度和白度。
常用的漂白剂有过氧化氢、亚硫酸盐和漂白粉等,漂白过程中需要控制好温度、浓度和反应时间等参数,以确保漂白效果。
6. 纤维素干燥漂白后的纤维素需要进行干燥处理,以去除水分并保持纤维素的稳定性。
干燥可以通过自然风干、热风干燥或者真空干燥等方式进行。
7. 纤维素包装最后,经过干燥处理的纤维素需要进行包装,以便储存和运输。
常见的包装方式有纸袋、编织袋和塑料袋等。
以上就是纤维素车间工艺流程的详细介绍。
通过原料准备、酸碱处理、纤维素提取、纤维素纤维化、纤维素漂白、纤维素干燥和纤维素包装等环节,可以将木材中的纤维素提取出来,并经过一系列工艺处理得到成品纤维素。
这一工艺流程对于纤维素的生产具有重要的意义,可以满足市场对纤维素的需求。
FA322B自调匀整并条机性能特点及使用效果分析
其它机型的伺服电机低 5 , 0 而动态加速功率要 比
其 它机 型 高 出 5 , 气 动 态 响 应 时 间 常 数 要 小 O 电 7 。裔 陛能伺服 电机保 证 了 F 2B并条 机优 良 0 A3 2
的匀整性 能 。
喂 人棉条 通 过一对 凹凸 ( T&G) 罗拉 组成 钳 口,
24 4 F . . P测量 装置
开环式 短 片段 自调匀 整控 制 系统为 了 防止 输 出
宝花 F 2B并 条 机 牵伸 机 构采 用 四上 四下 附 A32 导 向辊压 力棒式 双 区曲线牵 伸 , 罗拉 只承担前 牵 伸 二
区的后握 持力 , 三罗 拉 只承 担后 牵 伸 区 的前 握 持力 ,
检测 喂入 条 的纱线 密 度 , 人 条线 密 度 ( 喂 即粗 细 ) 变
收 稿 日期 :01 2 0 21—1- 7
2 4 精 密机 械传 动 . 自调 匀 整 并 条 机 是 机 电一 体 化 程 度 较 高 的 设 备 , 了好 的控制 性 能必 须 配 置 良好 的机 械 检 测 机 有
寸 的确 定应 根据 所 纺 品 种 、 料 、 出条 支数 、 出 原 输 输
二 罗拉与三 罗拉 只有 108倍 的 固定 张力 牵伸 , 到 .1 起 稳定 整理 的作用 , 服了传统 的三罗拉 牵 伸机构 中二 克 值稳定 , 特别是在 近几年 并条机采 用重定 量 高效能 工 艺 ,A32 F 2B的牵伸机 构更 加发挥 性能 良好 的优势 。
陕西宝成航空精密制造股份有限公司研制生产 的 F 2B型 自调匀 整并 条机 装有 两套 独立 的匀整 A3 2 控 制 系统 , 别 监控 和调 节 并 条 机 的 A、 分 B两 眼 , 该
FA322B型高速带自调匀整并条机的使用与维护
表1熟条质量对比流程萨氏条干u8976条干cv1m重量cv3m重量cv10m重量cv重量偏差2906304826045035棉结疵点无棉结检测功能有棉结检测功能1二道并条2单并0350252109表2成纱条干常发性纱疵对比流程条干cv13831309细节个km142粗节个km4926棉结个km8630重量cv1912单强cv断裂强度cntex9827521二道并条2单并141159942013年第4期生产技术表3成纱毛羽指数对比yg172型毛羽仪测试流程毛羽指数mm1234567891二道并条2单并8092195959325111806603200500072131602443185094048021003000表4成纱偶发性纱疵对比yg072型仪器测试个10万m流程九级纱疵长粗节纱疵长细节纱疵特大纱疵棉结纱疵1二道并条2单并809219595932511187213160244318509432fa322b型高速并条机操作使用321整机调试阶段fa322b型高速并条机新机的安装调试分为
并条机上采用 了先进 的现代控制技 术 , 合 理 的曲线牵 伸传动 , 实现 了牵伸并 合与 自调匀 整控制 的完美 结合 。
并条机如何消除机械波
并条机如何消除机械波方法一更换凹凸罗拉和圈条部件去除FA322型并条机2.6米以上及20厘米左右机械波江苏省华强纺织有限公司唐孝美张志祥韩卫军为提高成纱质量,江苏省华强纺织有限公司购进了带有乌斯特公司USG型自调匀整装置的FA322型并条机。
通过多年的生产实践,我们发现凸凹罗拉、圈条张力、压力棒等都可以造成典型的并条机械波。
凹凸罗拉部位220厘米~250厘米及A-S%报警时的多柱机械波凹凸罗拉圆周表面黏花、嵌杂、损伤,安装位置不正以及轴有间隙、松动等都会造成纱条产生周期性粗细不匀。
当凹凸罗拉轴部位轴承因缺油等原因导致磨损严重、间隙过大时,不仅会产生机械波,还会因位移传感器检测到的位移误信号过大,超过A-S%监控界限时会产生报警。
实际生产中,凸罗拉轴部位6305轴承损坏,发生A-S%报警时,会出现2.6米、4米、8米等多柱机械波。
圈条张力是由于圈条盘高速回转产生离心力而使输出条受到的张力,作用是使条子顺直,顺利成形。
当圈条传动部件存在磨损、松动等问题时,会使圈条盘回转不平稳,条子承受周期性突变张力,影响输出条子条干均匀度,产生的机械波波谱图。
圈条传动部分部件磨损、松动产生的机械波皮带轮L由于键槽磨损、松动产生18厘米~19厘米机械波。
当主电机平皮带有一处或多处缺损时,会使带轮回转不平稳。
平皮带回转一圈,产生一次或多次圈条盘与前压辊间的圈条张力突变,从而产生机械波。
压力棒作为一种附加机件放在主牵伸区,可使须条在压力棒表面产生包围弧,加强主牵伸区中部的摩擦力界,增强对浮游纤维运动的控制,使主牵伸区的摩擦力界向前钳口延伸,纤维变速点前移且集中,减小了牵伸后的移距偏差,改善了牵伸后纱条的质量。
条子不经正常通道,摩擦力界作用弱化,浮游区变长,对浮游纤维的控制力减弱,纤维易提前变速且变速点分散,牵伸后的移距偏差增大,纱条的附加不匀增加,形成牵伸波。
运转操作不当,条子从压力棒上面通过时会产生前区牵伸波。
方法二改变工艺齿轮和牵伸倍数消除FA326型并条机的5厘米机械波江苏悦达纺织有限公司吴翼翔为了解决FA326型并条机出现5厘米机械波问题,我们分别从设备和工艺两方面进行试验、排查,从工艺齿轮、牵伸倍数等入手,将M齿轮由47齿改为49齿、N齿轮由24齿改为28齿,从而消除了机械波。
FA322型并条机胶辊的选配
s i n b l y n h o ol rh sb t ra r s n rssa c ,a t tt ,g p i g fr ea d S n p o e t s t u e c n p n a i t ,a d t e tp r l a e t b a i itn e n i a i i e e o e s c r p n c n O o rp r e .I s a i o i s
20 0 5年 引进 了配置 U T R 自调 匀整 的 F 3 2型 SE A2
产 品 质量 的同 时 , 具有 耐 热 性 、 耐磨 性 、 防老 化 和
抗 静 电性能 好 的要 求 。
() 2 由于各 种新 型 纤 维 的性 能 差 异较 大 及摩 擦 因数 的不 同 , 以要 求 胶 辊要 有 良好 的 弹性 和 所 广泛 的适 应性 , 以便 于 对 不 同纤 维 都 有 很 好 的握
Ch ie o p Rolr o A3 2 n r m e
Z a igu L ig u h oQ n f i nh a J
( hn ogD zo nvrt) Sa dn ehuU i sy ei
维普资讯
棉 纺 织 技 术 Co o e te Te h oo y  ̄ n T xi c n lg l
第3 5卷
第 6期
20 0 7年 6月
F 3 2型 并条 机 胶 辊 的选 配 A2
赵庆福 李敬华
( 东省德州学 院) 山
雒 书华 张 兰峰
持力。 ( ) 够适 应 车 间 温 湿 度 的 变化 , 重 加 压 3能 在
后 有较 好 的弹性恢 复 能力 。
为 能够 满足 上述要 求 , 通过 大量试 验 , 我们 最 终选 用 N R G F — S型胶 辊 。通过 长期 的生 产实 践 证
PX2精梳机和FA322并条机的配套使用实践

作 者 简 介 :俞 益军 (99 1 一)男 ,浙江新 昌人 ,工程 师,主 6
要 从事 纺 纱 工 艺 设 计 与 产 品 开 发 工作 。
・
1 ・ 2
维普资讯
维普资讯
20 年 纪代奶织校禾 第 3 06 、 期
生产技术
P 2精 梳 机 和 F 3 2并 条 机 的 配套 使 用 实 践 X A2
俞 益 军 。董 建 设 。 梁 亚 明
( 昌县 飞 凤 纺 织 有 限 公 司 ,浙 江 新 昌 新 32o ) 15o
1 纺 纱工 艺设计
预 并 条 干 重 / (/m) g5
并合数/ 根
总牵 伸 倍 数
后 区牵 伸 倍 数
出条 速 度 / (d i) n m n
20 3
1 1 配棉情 况 . 本 公 司 配 棉 产 地 以 内地 棉 为 主 ,其 中 安 徽 棉 4 % ,河 北 棉 2 % ,新 疆 棉 2 % , 其 它 内 地 棉 0 0 0 2 % 。原 棉平 均品 级 2 5级 ,回潮 率 7 ~9 ,含 0 . % % 杂率 1 1 ~20 ,含 短 绒 率 1 % ~1 % ,纤 维 .% .% 2 4
表 1 A 7 F预 并 工 艺 22
项 目 参 数
l 5 8. 5 5 1. 8
证 ,可 以减少 一道 并条 工序 ,符 合纺 纱工 序纤 维弯 钩 排列 规则 ,对 改善纱 条过 熟 过烂有 利 ,且 自调匀
整 系统 可 以消 除精 梳 机 产 生 的 5 e 0 m搭 接 波 ,从 而 进 一步 提高 成纱 质量 。
摘 要 :对 采 用 P 2精 梳 机 和 F 32并 条 机 配 套 使 用 以提 高 精 梳 纱 质 量 ,从 予 并 、条 并 卷 及 精 梳 、精 梳 X A2
纤维素车间工艺流程
纤维素车间工艺流程纤维素车间工艺流程是指在纤维素生产过程中所涉及的一系列工艺步骤和流程。
纤维素是一种重要的天然有机化合物,广泛应用于纸浆、纺织、食品、医药等行业。
下面将详细介绍纤维素车间工艺流程的标准格式文本。
1. 原料准备纤维素的主要原料是木材、竹材、秸秆等植物纤维。
原料准备阶段包括原料采集、切割、破碎和筛分等工序。
首先,从可持续的森林资源中采集合适的原料,并进行分类和切割,以便后续的处理。
然后,通过破碎机将原料破碎成适当大小的颗粒,并通过筛分设备去除杂质。
2. 酸碱处理酸碱处理是为了去除原料中的非纤维素成份,如木质素和半纤维素。
这一步骤可以提高纤维素的纯度和质量。
首先,将原料浸泡在酸碱溶液中,使非纤维素成份溶解或者转化为可溶性物质。
然后,通过过滤或者离心等分离技术,将溶液中的杂质去除,得到纯净的纤维素浆料。
3. 漂洗和脱水漂洗和脱水是为了去除酸碱处理过程中残留的溶液和水分。
首先,将纤维素浆料经过多次漂洗,以去除残留的酸碱溶液和杂质。
然后,通过离心机或者压榨机等设备,将纤维素浆料中的水分脱除,得到含水量适宜的纤维素。
4. 精炼和筛分精炼和筛分是为了改善纤维素的纤维结构和纤维长度分布。
首先,将纤维素浆料经过精炼机械的打浆和研磨,使纤维素纤维更加细长和柔软。
然后,通过筛分设备将纤维素浆料分离成不同纤维长度的组分,以满足不同产品的需求。
5. 造纸和干燥造纸和干燥是将纤维素浆料转化为纸张或者纤维制品的过程。
首先,将纤维素浆料均匀地喷洒在造纸机上的网纹上,形成纸张的初步结构。
然后,通过压榨、干燥和烘烤等工序,将纤维素浆料中的水分蒸发和去除,使纸张逐渐变得坚固和干燥。
6. 后处理和包装后处理和包装是为了提高纤维素制品的质量和外观,并保护其不受外界环境的影响。
首先,对纸张或者纤维制品进行修整、裁剪和折叠等工序,使其符合规定的尺寸和形状。
然后,将制成的纤维素制品进行包装,以便储存、运输和销售。
以上是纤维素车间工艺流程的详细描述。
FA322并条机使用USG自调匀整系统操作实践
的控制 尤为 重要 。 13 由表 3 步确 定 F 感器 导条 压 辊轮 S 导 . 初 P传 与 条 器尺 寸 。 表 3 导条 压辊 轮与 导条 器 的选择
11 根 据 出条线 速 ,选择 过桥 带 轮 G,34罗拉 牵 . . 伸 齿轮 H和 J 4罗拉 与 T G罗拉 间牵伸 齿 轮 S 及 / ,
菜单显示
l A%
20 年免代 07 鼻校f第 1 期
中文说 明
在 线检 测数 据 输 出棉条重量偏差实测值 从最短片段的并条样例中计算 出的变异系数 从 10个 l 0 m的并条样例 中计算 出的变异 系数 从3 3个 3 m的并条样例 中计算 出的变异 系数 从 l li O个 o n的并条样例 中计算 出的变异系数 当前机器 出条线速度 喂入棉条支数偏差 的条形 图 ( 显示实际喂入棉条厚度偏离设计厚度 的百分 比) 粗节特征 图 ( 显示每 2 生产 中,最小长度为 2m的超过 T I h c P %界限的粗节个数) 重量偏差 图 ( 显示实际 出条重量偏差 ,每一个测量点描述 的平均值都在 05 .h以上 ) 在线检测波谱 图 报警和停机原 因 重量偏 差报警被关 闭 实 际出条线 速小 于设 置的最小 检测 速度 粗节 r l I 超控制停机 P 粗节 T 2 P 超控制停机
V < Vmi n
m c lc tp T l k pa e s P % o
" ikpa es p T 2 t c lI t P % h D o 内 p r d cf t eoi a i l
s cm I t 锄 ,d m ae h t gwv -
Bo kn lc i g
目的 。
关键词 :并条机 ;U G自调匀 整;工 艺设置 s 中图分类号 :T 132 文献标识码 :B 文章编号 :10 —25 (0 7 1 O6 3 S0 .2 0 9 6X 2 O )0 —02 —0
FA322B型并条机生产Modal品种的实践

型并 条 杌 可 降低 条 子 长 、 片段 不 匀和 成 纱 重量 CV 改 善 熟 条 条干 , 高 成纱 质 量 。 短 , 提
先 设 定 的 额 定 值 相 比 较 , 过 计 算 机 进 行 在 线 控 通
dl a 等纤 维素纤 维纱各项 纺纱 质量指标较 好 , 对于 提 高布 面风格起 到 了一 定 的作 要 技术 规 格 及 特 点 A 2B
1 1 主 要 技 术 规 格 . F 3 2 型并 条 机 主 要 技 术 规 格 : 纺 纤 维 A2B 适
元 中对 检 测 值 ( 际 值 ) 额 定 值 进 行 比较 , 号 交 与 信
业, 主要 生 产 以 Moa 为 主 的新 型 纤 维 素 品种 。 dl 在前纺设 备方 面配备 了带 U tr自调 匀整 装 置 的 s e
F 32 A 2 B型 并 条 机 。 经 过 几 年 来 的 生 产 实 践 表
榔 垢积挝 术
Cot ton Tex i tl Techn og e ol y
第3 8卷
第 2期
2 0年 2月 01
F 3 2 型 并 条 机 生 产 M dl 种 的 实践 A 2 B oa 品
雒 书 华
( 山东 省 德 州 华 源生 态 科 技 有 限 公 司 )
摘 要 : 探 讨 F 32 A 2 B型 并务机加 工 Moa 品种的使 用效 果。介 绍 了 F 32 dl A 2 B型并条机 的主要技 术特 点
Va j to ra i f i
FA322 B型并条机
FA322 B型并条机生产Modal品种的实践雒书华摘要:探讨FA322B型并条机加工Modal品种的使用效果.介绍了FA322B型并条机的主要技术特点及规格,在FA322B型并条机生产Modal 14.8 tex品种时,进行了加条少条及匀整开关试验。
试验表明.FA322B型并条机可降低条子长、短片段不匀和成纱重量CV,改善熟条条干,提高成纱质量。
关键词:并条机;自调匀整;Modal纤维;成纱重不匀;条干CV我公司是2003年建成并投产的一家纺织企业,主要生产以Modal为主的新型纤维素品种.在前纺设备方面配备了带uster自调匀整装置的FA322B型并条机,经过几年来的生产实践表明,FA322B型并条机运转性能稳定,生产的Modal等纤维素纤维纱各项纺纱质量指标较好,对于提高布面风格起到了一定的作用。
1 FA322B型并条机主要技术规格及特点1.1主要技术规格FA322B型并条机主要技术规格:适纺纤维长度20 mm~75 mm,牵伸倍数4.0~14.0,最高出条速度600m/min,并合数6根~8根,积极驱动喂入形式,四上四下附导向辊及压力棒双区曲线牵伸,罗拉直径35 mm,胶辊直径34 mm,弹簧摇架加压,白动换简装置为后进前出式。
1.2主要技术特点1.2.1 自调匀整FA322B型并条机USG型自调匀整装置采用开环形式。
该机在每个眼的输入端配备独立的凹凸检测罗拉(T&G罗拉),由位移传感器将机械位移转换为电信号输入USG单元,在usG 控制单元中对检测值(实际值)与额定值进行比较,信号处理后送到伺服电机,控制牵伸系统变化,从而改变后区牵伸倍数,保证喂入棉条重量在±25%范围内波动时输出棉条重量波动控制在l%以内。
棉条在线监控由一个带有前置放大器的喇叭口持续、精确、快速地测量输出棉条的重量并与预先设定的额定值相比较,通过计算机进行在线控制,并可以显示号数偏差(A),棉条重不匀(CV)等质量情况。
纤维素车间工艺流程
纤维素车间工艺流程一、工艺流程概述纤维素车间工艺流程是指将纤维素原料经过一系列工艺步骤加工成纤维素产品的过程。
纤维素是一种天然聚合物,广泛应用于纸张、纺织品、食品、医药等领域。
本文将详细介绍纤维素车间工艺流程的各个环节。
二、纤维素车间工艺流程步骤1. 原料准备纤维素的主要原料是植物纤维,如木材、竹子、稻草等。
在纤维素车间,首先需要对原料进行准备工作。
原料应经过清洁、破碎、筛分等处理,以去除杂质和调整纤维素的颗粒大小。
2. 酸碱处理经过原料准备后,纤维素颗粒进入酸碱处理环节。
在这一步骤中,纤维素颗粒会与酸碱溶液接触,以改变纤维素的结构和性质。
酸碱处理可以使纤维素颗粒更易于分散和溶解,提高后续工艺步骤的效果。
3. 氧化处理氧化处理是纤维素车间中的重要环节之一。
通过将纤维素颗粒与氧化剂接触,可以改变纤维素的化学结构,增强其稳定性和抗性能。
氧化处理还可以使纤维素颗粒具有更好的吸附性和反应性,提高后续工艺步骤的效果。
4. 粉碎和筛分经过酸碱处理和氧化处理后,纤维素颗粒需要进行粉碎和筛分。
粉碎过程将纤维素颗粒细分成更小的颗粒,以便于后续工艺步骤的进行。
筛分则是将颗粒按照大小进行分类,以获得符合要求的纤维素颗粒。
5. 纤维素提取纤维素提取是纤维素车间工艺流程的关键环节之一。
在这一步骤中,纤维素颗粒将被提取出来,以获得纯度较高的纤维素产物。
提取方法可以采用溶剂提取、水解提取等不同的方式,根据纤维素的具体用途选择适合的提取方法。
6. 纤维素加工提取出的纤维素产物需要经过进一步的加工处理。
加工过程中可以进行纤维素的改性、纤维素的结晶等处理,以获得具有特定性能的纤维素产品。
加工方法可以根据产品的不同需求选择,如纤维素的酯化、纤维素的纺丝等。
7. 产品包装经过纤维素加工后,得到的纤维素产品需要进行包装。
包装环节主要包括产品的分装、封装和标识等工作。
合理的包装可以保护纤维素产品的质量和性能,方便储存和运输。
三、纤维素车间工艺流程的优化与改进为了提高纤维素车间的生产效率和产品质量,不断优化和改进工艺流程是非常重要的。
FA322B并条机牵伸机构主牵伸区部分参数的优化设计

第 8期
纺
织
学 报
Vo 1 . 38.No . 8
Au g .,2 01 7
2 0 1 7年 8月
J o u r n a 1 o f T e x t i l e Re s e a r c h
DOI : 1 0 . 1 3 4 7 5 / j . f z x b . 2 0 1 6 0 6 0 5 9 0 5
mo d e l i n g o p t i mi z a t i o n wa s a d o p t e d t o o b t a i n t h e o p t i ma l a d j u s t me n t p o s i t i o n o f t h e t r a n s v e r s e d i s t a n c e b e t we e n t h e s e c o n d u p p e r a n d l o w e r r o l l e r s ,p r o v i d i n g t h e o r e t i c a l g u i d e f o r t h e p r o c e s s a d j u s t me n t i n
WA N G Q i n g , WA N G G u a n c h a o
( C o l l e g e o f Me c h a n i c a l a n d E l e c t r i c a l E n g i n e e r i n g , X i a n P o l y t e c h n i c U n i v e r s i t y , X i a n , S h a a n x i 7 1 0 0 4 8 ,C h i n a )
FA322型并条机典型波谱图分析

第 3期
挥 蝠织 枝
Co t n T x i e h o o y t e te T c n lg o l
21 0 1年 3月
F 2 A3 2型 并条 机 典 型 波谱 图分 析
唐孝 美 I 张志祥 l 韩卫军
i..........._J ............ ............
A: D ・i T‘ () 1
报警 时 的多柱 机械 波 凹凸罗 拉 圆周 表 面 黏 花 、 杂 、 伤 , 装 位 嵌 损 安 置不 正 , 与轴 有 间隙 、 动 等 , 松 都会 造 成 凹凸罗 拉
每 转一 转 , 产生 一个 除 喂人 纱 条 正 常 截 面 积变 化 以外 的微 小 位移 , 由位 移 传 感 器 将 机 械 位移 转 换 并放 大 为 电信 号 , 入 U G单 元 , 信 号 处 理 后 输 S 经
T n i me lh n h i g H nWeu a gXa i a gZ ia a i n o Z x nI j
( in s a in e te C ., t. Ja g uHu qa gT xi o Ld ) l
A b t a t Se e a y c lwa e s e tu o sr c v r ltpia v p cr m fFA3 a ngfa r n lz d. W a e s e tum a s swe e a — 22 drwi r me we e a ay e v p cr c u e r na
线 速 度 ( m m n , 有缺 陷部 件转 速 (/ n 。 c / i ) n为 rmi)
对 于 F 3 2型并条 机 , A2 由于 各 部件 转 速 不 易 测得 , 因此 , 们 常用计 算法 对 波谱 图进行 分析 。 我
并条机如何消除机械波
书山有路勤为径;学海无涯苦作舟
并条机如何消除机械波
方法一更换凹凸罗拉和圈条部件
去除FA322型并条机2.6米以上及20厘米左右机械波
江苏省华强纺织有限公司唐孝美张志祥韩卫军
为提高成纱质量,江苏省华强纺织有限公司购进了带有乌斯特公司USG型自调匀整装置的FA322型并条机。
通过多年的生产实践,我们发现凸凹罗拉、圈条张力、压力棒等都可以造成典型的并条机械波。
凹凸罗拉部位220厘米~250厘米及A-S%报警时的多柱机械波凹凸
罗拉圆周表面黏花、嵌杂、损伤,安装位置不正以及轴有间隙、松动等都会造成纱条产生周期性粗细不匀。
当凹凸罗拉轴部位轴承因缺油等原因导致磨损严重、间隙过大时,不仅会产生机械波,还会因位移传感器检测到的位移误信号过大,超过A-S%监控界限时会产生报警。
实际生产中,凸罗拉轴部位6305轴承损坏,发生A-S%报警时,会出现2.6米、4米、8米等多柱机械波。
圈条张力是由于圈条盘高速回转产生离心力而使输出条受到的张力,
作用是使条子顺直,顺利成形。
当圈条传动部件存在磨损、松动等问题时,会使圈条盘回转不平稳,条子承受周期性突变张力,影响输出条子条干均匀度,产生的机械波波谱图。
圈条传动部分部件磨损、松动产生的机械波皮带轮L由于键槽磨损、松动产生18厘米~19厘米机械波。
当主电机平皮带有一处或多处缺损时,会使带轮回转不平稳。
平皮带回转一圈,产生一次或多次圈条盘与前压辊间的圈条张力突变,从而产生机械波。
压力棒作为一种附加机件放在主牵伸区,可使须条在压力棒表面产
生包围弧,加强主牵伸区中部的摩擦力界,增强对浮游纤维运动的控制,
专注下一代成长,为了孩子。
FA322并条机性能及使用实践

量极 限发 出报 警 和停 机 , 不会 将 超 出质量 指 标 的
收 稿 日期 :0 60 一 9 2 0 — l1
凹凸罗 拉是 影 响 匀 整 的 主要 因素之 一 , 凸 凹
罗拉 直接影 响 到位 移 传 感 器 的位 移 变 化 量 , 而 从
影 响 匀整 系统 , 此要 根 据 喂 入 棉 条 的定 量 来 选 因 择 合 适 的凹凸 罗拉 , 时集棉 器也 要随之 调 整 。 同
前 区张 力牵伸 ( ) 1 0 4 倍 :+ 1 2
罗拉隔距 ( mm) 7 ×1 : ×5 0 后 区牵 伸( ) 12 7 倍 :. 9 压 力棒前 移 ( m) 1 5 a r :. 1 3 合理选 择放 大倍 数 . 放 大倍数 影 响 检测 量 与 匀 整 量 的 比例 关 系 , 直 接影 响棉条 的重 量 偏差 和 重 量 不匀 率 , 喂入 与
维普资讯
20 06年第 2期
山 东 纺 织 科 技 2并条机性 能及使用实践
陈卫 华 , 管 华 , 雪梅 , 少 华 韩 池
( 疆 石 河 子 西 营棉 纺 织厂 。 新 新疆 石 河 子 8 2 4 ) 30 8
F 2 A3 2并 条 机是 陕西 宝 成 新 型 纺 织 机 械 有
限公 司消化 吸收 国 内外 先进 技 术 , 制 出 的 国 内 研 新 型并 条 机 , 其性 能达 到 2 0世 纪 9 0年代末 期 国 际先进水 平 。我 厂 于 2 0 0 4年 】 1月 购进 两 台 , 用
棉 条 传到下 道工 序 。
1 1 死 区 长 度 .
死 区长 度是 一段 在检测 点 和控制 点 的牵 伸 区
之 间 被棉 条 覆 盖 的部 分 。死 区 长 度 的调 节 对 于
FA322B并条机牵伸机构主牵伸区部分参数的优化设计
FA322B并条机牵伸机构主牵伸区部分参数的优化设计王青;王贯超【摘要】用不同长度纤维在FA322B型并条机上并条牵伸,通常需要根据人工经验调整并条机牵伸机构的部分结构参数,较难达到最佳牵伸效果.为此,在分析FA322B 型并条机牵伸机构工作原理的基础上,通过建模优化方式,得到主牵伸区中二皮辊和二罗拉横向距离的最佳调整位置,为实际生产中工艺调整提供理论指导.同时研究二皮辊和二罗拉横向距离大小对牵伸效果的影响.研究结果表明:二皮辊和二罗拉横向距离选取不当会致使纤维黏附于前皮辊之上,严重影响牵伸效果,因此在实际生产中,需要合理调整二皮辊和二罗拉横向距离,以保证良好的牵伸效果.%For drawing and drafting fibers of different lengths on the FA322B drawing frame, partial process parameters of the drafting mechanism of the drawing frame are needed to be adjusted according to artificial experiences, but it is hard to achieve optimal drafting effect. In order to solve this problem, based on analyzing the operating principle of the drafting mechanism of the FA322B drawing frame, the modeling optimization was adopted to obtain the optimal adjustment position of the transverse distance between the second upper and lower rollers, providing theoretical guide for the process adjustment in actual production. The influence of the transverse distance between the second upper and lower rollers on the drafting effect was also investigated. The results indicate that improper transverse distance between the second upper and lower rollers can cause fibers to adhere to the front upper roller, thereby greatly affecting the drafting effect. Therefore, transverse distance between the second upper and lowerrollers should be adjusted carefully to ensure good drafting effect in actual production.【期刊名称】《纺织学报》【年(卷),期】2017(038)008【总页数】5页(P139-143)【关键词】并条机;牵伸机构;纤维品质长度;牵伸效果【作者】王青;王贯超【作者单位】西安工程大学机电工程学院,陕西西安 710048;西安工程大学机电工程学院,陕西西安 710048【正文语种】中文【中图分类】TS112.2科技的不断发展进步促进了我国并条机的迅猛发展。
再生纤维素纤维生产流程
再生纤维素纤维生产流程再生纤维素纤维是一种新型的纤维素材料,它通过将废旧纺织品和纸张等再生材料进行加工制造而成。
这种纤维具有良好的生物降解性和可持续性,是一种环保型材料。
下面我们来了解一下再生纤维素纤维的生产流程。
一、废旧纺织品的回收再生纤维素纤维的生产过程首先需要回收废旧的纺织品。
废旧纺织品可以通过回收站、垃圾堆等途径获取。
在回收过程中,需要将不同种类的纺织品分开,避免不同种类的纤维混杂在一起,影响后续的加工和质量。
二、纺织品的剪碎回收的废旧纺织品需要进行剪碎处理,将其变成一定大小的纤维。
这个过程通常使用机器进行,将纺织品放入机器中进行剪切和磨碎,将其变成一定大小的纤维束。
三、纤维的混合将剪碎后的纤维进行混合,将不同种类的纤维混合在一起,制成一定比例的纤维混合料。
这个过程需要根据不同种类的纤维性质,进行合理的配比,以达到理想的纤维质量。
四、纤维的脱色和漂白纤维混合料需要进行脱色和漂白处理,以去除其中的色素和杂质。
这个过程需要使用一定的化学药剂进行处理,将纤维混合料浸泡在药液中,进行脱色和漂白处理。
五、纤维的再生经过脱色和漂白处理后的纤维混合料需要进行再生处理。
这个过程需要将纤维混合料浸泡在一定的化学药液中,使其溶解,然后通过特定的工艺进行再生,使其变成纤维素纤维。
六、纤维的加工再生纤维素纤维经过再生处理后,需要进行一系列的加工处理,以制成不同的纤维制品。
这个过程包括纤维的拉伸、捻合、织造等工艺,将纤维制成不同的纺织品、纸张等制品。
再生纤维素纤维的生产流程需要经过多个环节的处理,其中每个环节都需要经过精心的设计和科学的控制,才能制造出符合要求的纤维素纤维产品。
这种纤维素材料具有良好的环保性和可持续性,是未来发展的重要方向之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA322型并条机生产纤维素纤维的实践
德州华源生态科技有限公司雒书华摘要:本文介绍了FA322型并条机的主要技术特点及规格.利用FA322型并条机进行了生产纤维素纤维的试验,并与FA311F型并条机两道并条进行了对比试验。
试验表明,FA322型并条机可降低长、短片段不匀和成纱重量CV,改善熟条的条干,提高成纱质量。
关键词:并条机;自调匀整;纤维素纤维;成纱重不匀
我公司是2003年建成并投产的一家新型纺织企业,主要生产新型纤维素纤维。
在设备方面配备了带Uster自调匀整装置的FA322型并条机,用于生产纤维素纤维。
经过几年来的生产实践表明,该设备运转性能稳定,在生产纤维素纤维方面各项纺纱质量指标较好。
我公司利用该设备纺制的针织用纱,成纱条干水平得到了改善,成纱重量偏差基本上稳定,从根本上降低了成纱重量CV,减少了长片段粗、细节,对于提高布面风格起到了一定的作用。
1 FA322型并条机主要技术规格及特点
1.1 FA322型并条机主要技术规格见表1。
表1 FA322型并条机的主要技术规格
1.2主要技术特点
1.2.1 自调匀整原理
FA322型并条机USG型自调匀整装置采用开环形式。
该机在每个眼的输入端配备独立的凹凸检测罗拉(T&G罗拉),由位移传感器将机械位移转换为电信号,输入USG单元,在USG控制单元中对检测值(实际值)与额定值进行比较,信号处理后送到伺服电机,控制牵伸系统变化,从而改变后区牵伸倍数,保证喂入棉条重量在±25%范围内波动时,输出棉条重量波动控制在1%以内。
棉条“在线”监控由一个带有前置放大器的喇叭口持续、精确、快速地测量输出棉条的重量并与预先设定的额定值相比较,通过计算机进行在线控制,并可以显示号数偏差(A),棉条重不匀(CV)等质量情况,如果质量超出设定报警极限,它将会自动停车并显示报警原因。
1.2.2 牵伸部分采用五上四下附压力棒双区曲线牵伸形式,中区牵伸倍数为固定牵伸(1.018倍),高速运行的纤维丛在进入前区之前经过后区和中区预牵伸整理,使纤维进一步伸直平行,有利于提高牵伸质量。
前区压力棒对浮游纤维进一步加强控制,保证了牵伸水平。
1.2.3 采用了微型计算机,变频调速控制技术。
解决了传统并条机在起动时的机械冲击现象,避免了条干质量恶化。
主动电机采用4P附电磁制动器电机。
采用红外线监控条、缺条、积花等故障,确保连续运行。
1.2.4 传动齿轮置于封闭油箱内采用油浴润滑,其他传动均采用齿形带传动;上下罗拉均采用滚针轴承,运转平稳。
采用悬挂式中心滚珠轴承支撑圈条盘,同步齿形带传动;自动化换筒;沟槽导条罗拉积极驱动,不易滑脱和产生意外牵伸。
2 生产实践情况
现以Modal14.8tex品种为例进行说明
2.1 纺纱工艺流程
Modal纤维→FA002D抓棉机→S FA035C混开棉机→FA106B开棉机→FA161B振动棉箱给棉机→A076F单打手成卷机→FA231A梳棉机→FA311F并条机→FA322自调匀整并条机→FA423A粗纱机→FA506细纱机
2.2 FA322自调匀整并条机工艺配置(见表2)
表2 FA322自调匀整并条工艺配置
2.3 USG型自调匀整系统工艺参数设定(见表3)
表3 自调匀整工艺参数
2.4 测试试验结果
2.4.1试验一:增加条缺少条试验
在2.2、2.3工艺条件下,根据自调匀整的匀整范围我们对自调匀整在正常使用的情况下进行了增加一根条子和减少一根条子的试验,试验结果见表4。
表4 有无自调匀整的熟条质量对比
从表4的试验结果分析可以看出,该并条机在使用自调匀整时,无论多一根条子还是少一根条子,自调匀整都能够把其重量调节到我们需要的范围之内,所以当生条重量波动较大时,在使用自调匀整对改善棉条的重量较为明显,这样对梳棉工序减少棉卷卷头卷尾回花有一定的作用;同样情况下,我们关闭自调匀整装置,其生产出的条子重量差异非常大。
另外,在进行上述试验期间,我们也进行了超出自调匀整范围之外的试验,即同时增加两根棉条和减少两根棉条的试验,从试验结果分析,其指标不能够满足我们的要求,此处未对试验数据进行列举。
2.4.2试验二:匀整开关试验
在2.2、2.3工艺条件下,我们对对FA 322并条机自调匀整开与关两种状态下所生产出的Modal熟条进行了重不匀的测试,对两种熟条分别取1m、5m、10m 不同片断的条子各20段,分别求其重不匀,测试结果见表5。
表5 有无自调匀整的熟条质量对比
从表5的试验数据分析可以看出,FA322自调匀整装置对Modal 品种熟条不同片断的重量不匀率改善都很明显。
同时我们选用上面两种情况下的熟条进行成纱试验(粗纱、细纱同机台、同锭试验),试验结果见表6。
从表6的试验数据分析,使用自调匀整成纱质量指标较未使用自调匀整时有所改善,尤其是在成纱重量不匀率上,改善最大,降低0.82%。
3 使用体会
3.1 FA322型自调匀整并条机的设计是在研究纯棉品种的基础之上进行的,对于使用在纤维素纤维的品种上面没有成功的经验可以借鉴,我公司在逐步摸索的情况下,总结了一套适合于我们自己的工艺路线,通过大量试验表明,FA322型自调匀整并条机用在纤维素纤维上,同样可以起到较好的匀整效果,但根据不同的纤维特性,要调整其死区的长度和合理设定自调匀整的工艺参数,以更好的控制成纱重量不匀和减少不同类型的疵点。
3.2 通过我们对成纱质量指标的测试表明,自调匀整系统对中长片段不匀率的改善相对是比较明显的,片段越长改善程度越显著,而对重量便差的降低尤为明显,通过统兰精Modal40品种去年6个月的指标,其成纱重量偏差基本上稳定在±0.9%,重量变异系数CV%保持在1.5以下,但自调匀整系统对短片断的改善并不是很大。
3.3 由于FA322型并条机具有重量偏差,条干CV和粗节极限超标停机功能,经过我们不断摸索和合理设定,经过统计分析,成条中粗度较大的棉结疵点、长片段粗节疵点以及前道工序的挂花等疵点基本能被控制,从而减少了络筒工序中的断头现象,大大提高了成纱质量和后工序的生产效率。
3.4 由于自调匀整具有人机界面质量显示功能,可使质量管理、试验人员及时掌握成条综合质量善及时采取纠正措施;根据测试的棉条定量,结合菜单显示,试验人员可直接在显示屏上修正重偏,不需这调整牵伸齿轮来调整定量,不但节省了用工,而且调整比较方便、及时。
3.5 由于车间温湿度的变化对自调匀整的效果影响较为明显,所以对并条工序温湿度的调节要求比较高,车间严禁出现湿度大起大落的现象。
同时,在保证正常试验的前提下,每班要对每个品种进行单独标定,以确保生产出的条子重量符合要求。
3.6 针对生产纤维素纤维,在条件允许的情况下,从操作的角度要尽量减少开关车的现象,从我们的生产实践中发现,在开车启动到达到要求的速度之前,自调匀整是不起作用的;另外,在启动时,要直接启动,不要利用点动后再启动,因在点动时条子很容易出现短片段细节。
4 结束语
FA322型自调匀整并条机设计合理,性能稳定,可靠,适纺性强,操作维护方便,自调匀整效果理想。
经过纺纱生产试验,其成纱重量偏差波动小,重量CV值小,成纱毛羽少,成纱纱疵少,成纱质量得到了提高。