PCB压合专业课流程
PCB(印刷线路板) 压合流程简介
PP膠捲
51 〞
51 〞
樹脂厚 度管控 張力控制 玻纖厚度控制
捲裝長度:150m及300 m
膠片管理 硬化程度管理
含浸上膠
A-stage
二、壓合 :
※ 常用P/P之規格型號:
2-2 組合
資料來源:宏仁
型號
7628 2116 1080
膠含量(%) 膠流量(%) 凝膠時間(see) PP成品厚度(mil) Cured Thickness Resin Content Resin Flow Gel Time
載板(Press Plate):硬化鋼板,供均勻傳熱用
二、壓合 :
開口( OPEN )的介紹:
2-5 熱、冷壓
熱煤油輸送管
熱盤:內藏熱媒油管及感溫系統,四週內襯 有保溫材料,可減少熱量損失.
兩熱盤間之空間,稱之為〝 開口( OPEN )〞
油壓衝柱:壓機之壓力來源,採液壓方式作業
二、壓合 :
2-5 熱、冷壓
輸入pin孔座標後,SPINDLE 即在墊板上鑽出pin孔
上固定pin
撈邊後之板面情形
上板撈邊作業
二、壓合 :
1.目
2-9 磨邊作業
的:修飾裁切後之基板板邊,使之平滑,減少後製程之塗佈輪、底片及板面之刮傷。
2.工作原理:利用 “ 聚晶鑽石磨邊刀 " 進行削邊作業。
磨邊作業時 之工作狀況
切削用之聚晶 鑽外觀示意圖
二、壓合 :
2-5 熱、冷壓
(2)冷壓:消除熱壓過程中所累積之熱應力,避免後續的板彎板翹問題. 冷卻循環水(液 冷卻循環水 液) input output 冷壓機之工作原理,基本上與熱壓機相同,無須 密閉之空間內進行,其方法為:利用控制降溫速率 的方式,達到消除熱應力之目的.
PCB压合裁磨线操作指引
PCB压合裁磨线操作指引PCB(Printed Circuit Board,印刷电路板)的压合、裁磨、线操作是PCB制造过程中的重要环节,下面是一份PCB压合裁磨线操作指引,供参考。
一、准备工作1.1对操作人员进行培训,确保其熟悉操作步骤和注意事项。
1.2准备好所需的操作设备和工具,包括压合机、裁磨机、线机、PCB板材、蚊香线等。
1.3检查设备和工具的工作状态,确保其正常运行。
二、PCB板的压合操作2.1将待压合的PCB板放置在压合机的压板上,保持板面平整。
2.2调整压合机的参数,包括压力、温度和时间,根据PCB板的要求进行设置。
2.3启动压合机,开始压合过程。
2.4检查压合后的PCB板,确保其表面平整、无起泡和翘曲现象。
2.5将压合后的PCB板取下,进行下一步操作。
三、PCB板的裁磨操作3.1将待裁磨的PCB板放置在裁磨机的工作台上,调整刀头位置,使其与PCB板的边缘对齐。
3.2调整裁磨机的参数,包括转速和进给速度,根据PCB板的要求进行设置。
3.3启动裁磨机,开始裁磨过程。
3.4检查裁磨后的PCB板,确保其边缘光滑、无毛刺和裂纹。
3.5将裁磨后的PCB板取下,进行下一步操作。
四、PCB板的线操作4.1在PCB板的导线部分涂抹蚊香线,确保线与PCB板之间有一定的间隙,避免导线短路。
4.2将涂抹蚊香线的PCB板放置在线机的工作台上,调整线机的参数,包括线速度和线张力,根据PCB板的要求进行设置。
4.3针对PCB板上的每个导线,使用线机进行覆盖,确保线与PCB板粘接牢固。
4.4检查线操作后的PCB板,确保每个导线的覆盖效果良好。
4.5将线操作后的PCB板取下,进行下一步操作。
五、清洁和保养5.1定期对操作设备和工具进行清洁和保养,包括清理机器内外的灰尘和杂质,检查设备和工具的磨损程度,及时更换损坏的部件。
5.2处理废料和危险物品,确保环境卫生和操作安全。
5.3停止操作时,关掉所有设备和工具的电源,确保其处于安全状态。
pcb压板工序培训教材
第六部分
压板各工序流程简介
6.7、塞孔、组合、排板、压板
6.7.1、塞孔的作用:HDI板埋孔塞孔,避免爆板分层。 6.7.2、树脂塞孔丝印参数
参数 参数名称 丝印气压(kg/cm2) 刮刀高度(mm) 刮印速度(m/min) 网距(mm) 刮胶厚度(mm) 刮胶硬度 塞孔深度% 预烘温度/时间 油墨类 型
太阳THP-100 DXL2
备注
4~7 40~58 1~6 5~7 9/20 65度 60~100 120± 5℃/30min 如塞孔深度超出100%,必须过压膜机将凸起的 油墨碾平,塞孔深度一般控制在60%以上 / 丝印机的条件可作为塞孔作业前的参考基准, 当刮胶磨损程度不同时,刮刀高度需作相应调 整, 其它条件视实际塞孔效果作调整。
20±2万ft2换缸
控制范围 20±10g/l 15~50ml/l -----100±20ml/l -----20±5ml/l PH: 4~9 100±20ml/l 44.5±5ml/l 50±10ml/l 1.2~1.8um ≤30g/l -----------
-----ALK -----Activator
第六部分
6.7.12、排板品质控制:
压板各工序流程简介
6.7.12.1、鋼板上有脏物則在壓合過程中會形成凹陷,疊板須全检钢板: 6.7.12.2、排板間隙:5mm以上,要注意考量壓合后的流膠狀況,流膠越小,則排板 間隙越小,六層以上板一般要求10mm以上.
6.7.12.3、各層間上下必須對應放整齊,層間差異不可超過5mm,尤其是排2PNL/层的型号.
6.7.12.4、疊合層數:按厚度控制疊板的層數直接影響壓板的品質,層數越多,則中 間層與外層的,溫度差異越大,壓合條件越難抓,品質愈難控制 6.7.13、熔合品质控制: 因六層(含)以上板層間對準度要求很高,須在4mil的範圍之內,HDI要求更加严格,
压合流程说明

捞边/锣边作业
目的:
利用刀具将板子的边缘切割整齐,并符合工艺要求的尺寸。 目前有CNN捞边,冲床冲型,两种主流加工方式。
磨边作业
目的:
将捞边板子,边缘会有一些毛刺,边缘或与坚硬,需要将边缘进行磨边 处理,防止后道工序搬运时产生擦花现象。
检修作业
目的:
查出不良品,修补不良品,保障流出产 品的质量。 检修方式:目视检验、工具检验 检修工具:放大镜、螺旋测微仪、刀片、 砂纸。 主要项目:刮伤、擦花、板厚、尺寸, 磨边不良、白边白角。
TD 热裂解温度(Decomposition Temperature) CTE 膨胀系数(Z-Axis CTE) T260、T288 耐热性(Thermal Resistance) 目视检验:刮伤、皱褶、擦花、白边白角、亮点、异物 储存条件:温度室温,湿度<50℃。 使用期限:厂商提供(从生产日期算起,一般为1-2年) 主要厂商:台塑南亚、生益集团、联茂、宏仁、台光、
压合后信赖性测试项目
1.TG测试、TD测试 设备:热分析设备 2.热应力测试 设备:锡炉 3.玻璃强度 设备:拉力计 4.介质层厚度 设备:金相显微镜
压合作业流程图(一次)
PP冲孔
铆合/热熔
棕化/黑化
检验
PP裁切
预叠
叠合
磨边 棕化
捞边
检 修
X-ray 出货
拆解
压机
棕化作业
目的:
将内层铜面粗化处理,增大内层铜 的面积,增加内层铜面与树脂(PP) 结合面积。 增加铜面对树脂流动之润湿性,促 进树脂在板面的填充性能。 铜面钝化层,可降低后工序药水以 及树脂中胺类成分对铜面造成的粉 红圈。 物料: 棕化药水、清水、超纯水、海绵胶 片
pcb压合工艺流程
pcb压合工艺流程
PCB压合工艺流程指的是在PCB制造中,将多层PCB板通过高温和高压的工艺,将各个层压在一起形成整体PCB板的过程。
以下是一般的PCB压合工艺流程:
1. 原材料准备:准备好多层的PCB板、铜箔、预浸渍纸、胶水等材料。
2. 层板预制:将待压合的PCB板分别与铜箔和预浸渍纸进行剪裁和清洁处理,确保各个层板的表面平整干净。
3. 串联层压:将准备好的层板按照设计要求依次搭配并串联,将每一层板之间涂上胶水,然后将它们放在一起。
4. 高温高压压合:将层板放入压合机中,机器会将板材加热到一定温度,然后通过液压系统施加高压力将层板压合在一起。
高温和高压会使得胶水在层板之间形成粘合力,同时也会使得铜箔和预浸渍纸与层板结合。
5. 压合后处理:将经过压合的板材进行冷却处理,然后进行切割、修整等工艺,得到最终的PCB板。
需要注意的是,PCB压合工艺流程可能会因为不同的厂家和产品要求而略有不同,以上流程只是一般情况下的工艺流程。
pcb工艺流程培训(二)
冷压机
钻孔制程讲解:
流 程 概 述
设 备 图
1.上PIN钉:通过机器在板材成型区外打孔或通 过钻孔机在垫木板上钻好定位孔,然 钻孔前检查 后装上定位PIN钉; 钻 孔 2.钻孔:依据钻孔程式,通过钻孔机Speeds高速 运转,在基板上不断进钻孔作业,使内 外层线路连接 3.打磨: 通孔后的底板通过手动纱纸打磨机来 清除孔边毛刺披锋; 4.检验: 多孔、少孔、未钻透、钻偏、 刮伤等不良
内层棕化机
熔胶机
X-Ray机 机
压合制程讲解之二: 压合制程讲解之二:
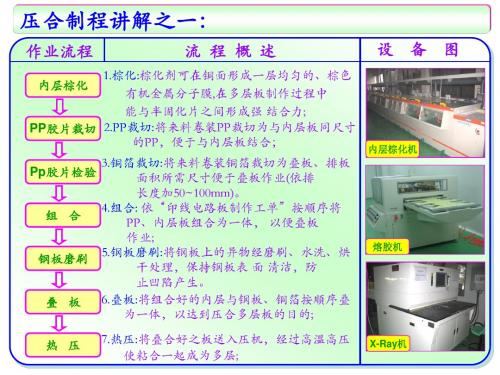
作业流程
冷 压 拆 板
流 程 概 述
8.冷压:将热压后的板冷却处理,并在降温时施 加压力,使之PP凝固更完全; 9.拆板:将压合板与钢板分开,便于下制程作业, 压合板流入后制程,钢板作循环使用。
设 备 图
热压机
铣靶/钻靶 铣靶 钻靶 10.铣靶:将靶位孔的铜皮铣掉显现出靶形孔, 以便后继钻靶。 捞 边 磨 边 数量移转 11.钻靶: 将钻过靶的板钻穿,钻出定位孔以便 捞边、钻孔定位作业。 12.捞边:依“印刷电路板制作工单”及成型尺 寸将多余的部分捞掉,以利后制程作业。 13.磨边:清理板边的毛屑,防止刮伤板面。
去毛刺机
PTH沉铜线 沉铜线
除胶渣槽
PTH沉铜制程讲解之二: PTH沉铜制程讲解之二: 沉铜制程讲解之二
作业流程
预 浸
流 程 概 述
7.预浸:利用預浸盐与CL-相互溶和,从而使槽液 酸性化;
设 备 图
8.活化:利用预浸盐、CL-、活化钯、Sncl2相互 反应,从而使带正电荷的亲水基与带负 活化/双水洗 活化 双水洗 电荷的锡钯胶体发生反应。 速化/双水洗 速化 双水洗 9.速化:利用酸性速化药液所含之成份与活化钯 表层胶体发生反应; 化铜/双水洗 化铜 双水洗 10.化铜: 利用NaoH、HCHO、CU2+进行催化反 应,使孔壁上沉上一层薄薄(15-30um) 的化学铜。 下挂后检验 11.检验:背光(必须≧8级以上) 数量移转
第5课 PCB行业压合工序
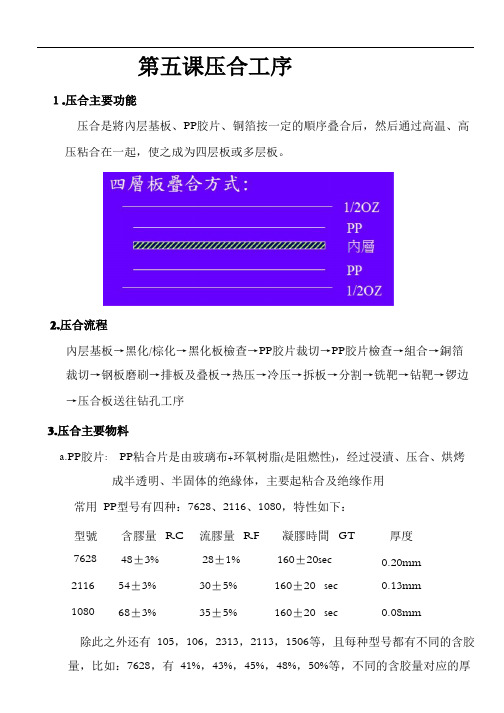
第五课压合工序1.压合主要功能压合是將內层基板、PP胶片、铜箔按一定的順序叠合后,然后通过高温、高压粘合在一起,使之成为四层板或多层板。
2.压合流程內层基板→黑化/棕化→黑化板檢查→PP胶片裁切→PP胶片檢查→組合→銅箔裁切→钢板磨刷→排板及叠板→热压→冷压→拆板→分割→铣靶→钻靶→锣边→压合板送往钻孔工序3.压合主要物料a.PP胶片: PP粘合片是由玻璃布+环氧树脂(是阻燃性),经过浸漬、压合、烘烤成半透明、半固体的绝緣体,主要起粘合及绝缘作用常用PP型号有四种:7628、2116、1080,特性如下:型號7628 2116 1080 含膠量 RC48±3%54±3%68±3%流膠量 RF28±1%30±5%35±5%凝膠時間 GT160±20sec160±20 sec160±20 sec厚度0.20mm0.13mm0.08mm除此之外还有105,106,2313,2113,1506等,且每种型号都有不同的含胶量,比如:7628,有41%,43%,45%,48%,50%等,不同的含胶量对应的厚度不同,PP参数:含胶量:将PP称出重量,再经过高溫、焚化、烘干至玻璃布成純白色时,取出冷卻后的重量,再计算出焚化前与焚化后的比值,公式:流胶量:将PP称出重量,再将PP经过高溫压合后冷卻称出重量,再计算出压合前与压合后的比值,公式:凝胶時間:是指PP经过高温压合后树脂失去流动性的时间PP厚度:分PP来料厚度(理论厚度)与PP压合厚度,压合厚度指PP来料厚度经过压合时减去内层线路无铜区域填胶部分损耗后剩余的厚度b.铜箔主要是用于外层导电,主要有以下几规格:45〞45〞45〞45〞1/3OZ1/2OZ1OZ0.011mm±10%0.018mm±10%0.035mm±10%0.07mm±10% 2OZ4.叠板、排版:将铜箔、PP及内层基板,按MI规定的顺序叠放好,并根据压机大小排好版(叠板)(排版)(压机)5.拆板、分板6. X-Ray钻靶(钻靶)有的设备需要选铣掉靶标上的铜箔才能打靶,现在一般X_Ray打靶机都可以直接钻靶孔,钻靶孔目的就是为了钻孔定位,以保证与内层图形对齐,钻靶后还要锣板边压合工程设计要求1.压合叠构计算下图所示是一个普通的四层板叠构,我们再计算一下它的理论厚度是多少?残铜率:是指线路铜皮在所在层所占的比列,用GENESIS软件可以自动计算,例如:7628 PP的含胶量是50%,理论厚度是 0.25mm计算公式:L1-L2层PP压合厚度=PP理论厚度-基材位置的填胶厚度(基材的百分比*铜厚),即0.25-(1-86%)*0.03=0.246mmL3-L4层PP压合厚度=PP理论厚度-基材位置的填胶厚度(基材的百分比*铜厚),即0.25-(1-79%)*0.03=0.244mm总厚度=0.011+0.246+1.1+0.244+0.011=1.512mm2.压合叠构计算注意事项A.压合叠构理论值要比成品厚度小0.1mm制作,公差要比成品小0.03mm,如客户要求成品板厚为 1.6mm+/-0.16mm,那么产线压合厚度就按 1.5+/-0.13mm 管控,我们工程设计时按中值+/-0.05mm制作,即 1.5+/-0.05mm,超出此范围就要重新设计B. PP理论厚度根据各板料供应商及各厂家参数有所不同,比如同样是7628RC50%的P片,KB可能是0.25mm,而生益可能是0.2mm,所以一定要核对各厂家的PP参数,具体见PP厚度表C.上下对应的PP压合厚度一般取一个平均值,如上面L1-L2为 0.246mm,L3-L4层为0.244mm,我们就按平均值0.245mm就可以了D.设计压合叠构时一定要事先看看是否有阻抗要求,要先满足阻抗要求E.如果客户设计的叠构不能满足阻抗及板厚时需要咨询客户更改叠构F.内层芯板一般0.8mm以下为不含铜,0.8mm及以上为含铜,计算厚度时一定要看清楚,如芯板不含铜还要加上两层铜厚(0.8mm有含铜与不含铜两种)G. P片张数越少成本越低(不同厚度的P片价格相差不大,但不同张数的压合结构成本相差很大);H.相同P片张数的情况下内层芯板越薄成本越低(但要注意平衡涨缩控制问题,复杂的板不宜用太薄的芯板)。
压合制程培训讲义

压合制程1. 凡公司之多层板PCB 产品均适用之.2. 作业流程:黑氧化 →烘烤 → →叠合 →热压→ 冷却→ 下料→烘烤→ 点靶 →割废铜皮→ 检测 →铣靶 →转下制程3. 流程说明:3.1黑化: 3.1.1 黑化作用:清洁Cu 面以免环氧树脂的铵分子攻击铜面,从面增强树脂与内层的结合力.3.1.2要求:使铜而产生黑色的绒柱状体氧化膜,颜色一致,不能有露铜,发红等.3.1.3作业流程:插挂篮→ 清洁水→ 水洗12→ 粗化 →水洗22 →预黑化 →黑化→水洗 →下料3.1.3.1插挂篮:刷好之板每格对称插1pnl.注意:手不能直接触板面,以防氧化黑化不良,板与板不能碰到.3.1.3.2清洁:除指纹,油脂.条件:成份CT-110 T:55℃ 时间2min每生产100m2/加CT-110 3L,1200m2/换 浓度15%.3.1.3.3粗化:SPS.H2S04去除铜面氧化,便于黑化.条件:T=30℃ 时间2-3min添加100m2/SPS 1kg 7800m2/换 浓度 SPS 40-50 H2S04 5% 注意:粗化时间严格控制,过长易蚀掉表面Cu.3.1.3.4水洗去除表面粗化液,不影响下槽药水,清洁板面尘埃及铜盐.注意:流动水清洗,在空气中停留不要过长,以免氧化下道水洗必滴干,以免预黑化中起中和反应.3.1.3.5预黑化 CL-210B 碱剂.使板面一种微薄的黑化层.T=30℃ 时间1-2min 100m2/加1L 210B 2500m2/换 浓度10%(不允许酸性物质介入)3.1.3.6黑化:CL210A 210B 成份裁PP 贴靶 刷钢板 组合裁铜皮氧化铜面,生产黑化膜. T:70+5℃ /4-5min 100m2/加210A6L210B/1.5L 56000m2/换浓度碱剂20-30L/L氧化剂120-140L/L操作要过滤循环,并充分搅拌.黑化常见问题:发红原因:刷板沾锡,板面手印,油脂,粗化不够,粗化水洗不尽,沾酸性,黑化温度化时间不够,浓度不当.检验不良:发红,露Cu 沾胶.板洁状况 (手不允许摸黑化膜)退洗:HCL 30%-H20 65% 时间1-2min3.2烘干把板面水份烘干,使热压不起泡. T:130℃/40-50min板面水滴进烤箱时间:温度不要过久,以免板发黄.3.2.1 贴靶:用高温靶胶封住孔,使压合时树脂胶不流入孔内.3.2.2 P.P裁切:依规范选择树脂型号,四层板以发料尺寸,六层板以铆孔为准,经纬不允许混淆.3.2.3 裁铜箔:按规范要求选择铜皮厚度,1.0-0.5OZ 裁切尺寸比排版大40-60mm,不允许氧化,皱折.3.2.4 刷钢板:T 100±10℃ D=16℃刷轮尼龙刷,磨钢板400#砂纸,去除钢板上残胶,上下左右均匀打磨,不得刮花轻拿轻放,每pnL垫纸.3.2.5 组合:组合方式:(1.0T 内层压至1.6T).放1080#PP+7628#+内层+7628#+1080#PP→夹子夹住板的一边(数据及经纬要一致)3.3叠板:在投影灯下,将牛皮纸内层组合与铜皮,钢板完成上下对准之工作.工具:擦子牛皮纸.铝板钢板注:牛皮纸起到传热作用,一般用3次,每次14-16张.垒板时每层须对准胜条投影线,窄边朝里,排版间距4-6mil,取夹子,擦铜皮,注意防止树脂移位,钢板使用面积:Smin 30*20 Smax 40*303.4热压共分三段:第一段:15-20KG/Cm2 第二段:30-35kg/cm2第三段:P=S(内层板(IN2)*A排版数/7.7系数kg/in2注:上压开始2min至最后5min抽真空,入气保持5min OK.待机温度:铝板数待机℃1-----2 1603-----4 1705-----6 1803.5冷压:消除网应力,防止板弯板翘.压力:100kg/cm2 时间50min循环水塔清洗/周3.5.1下料:取板戴干净手套,以防氧化,钢板轻拿轻放防刮花.3.5.2烘烤:4H, T:150±5℃进一步烘烤防钻孔后缩水及板弯板翘.3.5.3点靶:用油色笔标示好靶孔位,便于铣靶作业.3.5.4割废铜箔,用介刀割掉所压板多余铜皮,戴手套作业,小心不允许刮伤板面3.5.6检测:1.测厚度(千分尺)是否与规范一致.2.板面状况,呈十点凹凸不平等.3.5.7铣靶:用铣靶机把靶胶封住的孔上残胶去除,露出孔为钻孔作准备.调刀:由浅至深不伤内层为至.4.注意事项:树脂环境要求5-21℃,PH65%以下.1烤后之板5H未用完,若再用时必须加烤10min/150℃.2合、叠板、P.P/铜皮裁切不允许通话,以防口沫沾于板上压合会引起气泡.。
PCB压合流程简介

7.铆合后的板子
基板
铆钉
PP层
内层铜箔
PP层
12
铆 钉 机
13
流程
棕化检 板
动作分解
说明
对棕化后的板子进行检 验,检验重点:露铜,刮伤, 滚轮印,棕化颜色不均等
前组合
按照工单叠构,将基 板,PP组合起来 注意: 不要多放,少放,放 错(放错型号)
14
流程 铆合
后组合
动作分解
说明
使用铆钉机将多层板用 铆钉铆合起来,防止滑动 注意:每班需要点检模具 的对准度等
按照工单要求在铆合好 的板子上下面组上PP 注:不能放错,多.少放PP, 且组合每PNL板子需要 位置错开,便于后续叠合 作业
15
8.质量管理重点 a.pp不可多放少放,经纬向不可错 b.铆钉选择合适,冲针高度合适调整. c.对准度(用X-RAY检查仪检查)
构造
优点:a.设备构造简单,成本低,且产量大。 B.可加装真空设备,有利排
气及流胶 缺点: 板边流胶量较大,板厚较不均匀。
25
C. ADARA SYSTEM Cedal
26
压合机 Cedal为一革命性压合机,其作动原理为在一密闭真空舱体中,利 用连续卷状铜箔叠板,在两 端通电流,因其电阻使铜箔产生高温,加热 Prepreg,用热传系数低之材质做压盘,藉由上方加 压,达到压合效果, 因其利用夹层中之铜箔加热,所以受热均匀、内外层温差小,受压均匀, 比传统式压合机省能源,故其操作成本低廉. 优点:
c.第三段压:产生聚合反应,使材料硬化 d.第四段压:降温段仍保持适当的压力,减少因冷却伴 随而来之内应力。
PCB内层压合流程知识培训
PCB内层压合流程知识培训PCB(Printed Circuit Board)内层压合流程是指将多层PCB中的内层铜箔与其它层进行压合,形成完整的电路板的加工过程。
本文将对PCB内层压合流程进行详细介绍,包括准备工作、材料选择、压合过程控制等方面。
一、准备工作:1.设计需求评估:根据设计要求和电路板结构,评估内层压合的特殊需求,比如盲孔、埋孔等。
2. 材料准备:准备内层铜箔、导电胶、预preg(预浸料)等材料。
3.内层铜箔处理:将内层铜箔清洗干净,确保表面光洁,无油污和氧化物。
二、材料选择:1.内层铜箔:根据电路板设计和设备要求,选择合适厚度的内层铜箔,常用厚度有18μm、35μm、70μm等。
2.导电胶:导电胶是用于在内层铜箔和其他层之间建立电气连接的材料,常用的导电胶有聚酰亚胺(PI)和环氧树脂。
三、内层压合流程:1.预处理:将内层铜箔放入去离子水中清洗,并对铜箔表面进行化学处理,提高内层胶层附着力。
2.导电胶涂布:将导电胶均匀涂布在内层铜箔上,确保胶层良好的附着性和导电性。
3.人工贴合:将涂布了导电胶的内层铜箔与其他层排列组合好,确保每一层靶点位置准确。
4. 热压:将内层铜箔和其他层一起放入压合机,进行热压合作用。
热压温度和时间需要根据导电胶和预preg的特性和厚度进行调整。
5. 温升:压合机会逐渐升温,使导电胶和预preg中的树脂熔化,从而形成导电层和绝缘层。
6. 高压:压合机施加高压力,确保内层铜箔与其他层的良好结合。
高压时间也需要根据导电胶和预preg的特性和厚度进行调整。
7. 冷却:内层压合完成后,将PCB在压合机内冷却,使导电胶和预preg快速固化,形成稳定的连接。
四、流程控制:1. 温度控制:合适的温度可以保证导电胶和预preg的良好结合,同时避免过高温度导致材料焦糊。
2.压力控制:压合机需要施加合适的压力,确保内层铜箔与其他层的紧密结合,同时避免过高压力导致PCB板变形。
3. 时间控制:热压和高压的时间需要根据导电胶和预preg的特性和厚度进行调整,以保证良好的结合效果和稳定性。
pcb教材05 压合
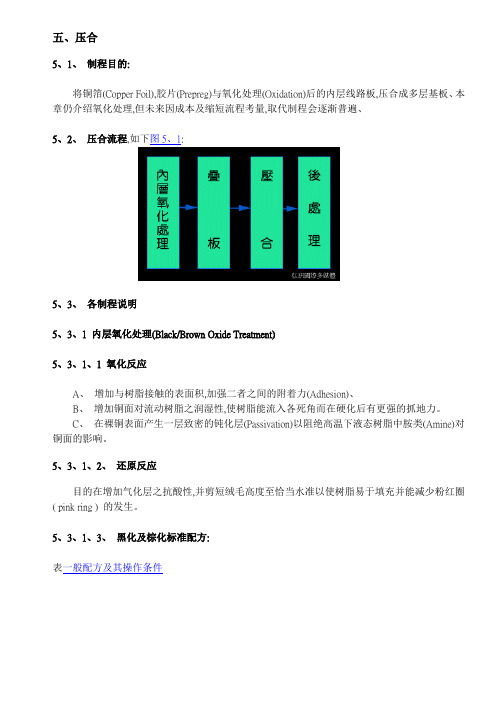
五、压合5、1、制程目的:将铜箔(Copper Foil),胶片(Prepreg)与氧化处理(Oxidation)后的内层线路板,压合成多层基板、本章仍介绍氧化处理,但未来因成本及缩短流程考量,取代制程会逐渐普遍、5、2、压合流程,如下图5、1:5、3、各制程说明5、3、1 内层氧化处理(Black/Brown Oxide Treatment)5、3、1、1 氧化反应A、增加与树脂接触的表面积,加强二者之间的附着力(Adhesion)、B、增加铜面对流动树脂之润湿性,使树脂能流入各死角而在硬化后有更强的抓地力。
C、在裸铜表面产生一层致密的钝化层(Passivation)以阻绝高温下液态树脂中胺类(Amine)对铜面的影响。
5、3、1、2、还原反应目的在增加气化层之抗酸性,并剪短绒毛高度至恰当水准以使树脂易于填充并能减少粉红圈( pink ring ) 的发生。
5、3、1、3、黑化及棕化标准配方:表一般配方及其操作条件上表中之亚氯酸钠为主要氧化剂,其余二者为安定剂,其氧化反应式。
此三式就是金属铜与亚氯酸钠所释放出的初生态氧先生成中间体氧化亚铜,2Cu+[O] →Cu2O,再继续反应成为氧化铜CuO,若反应能彻底到达二价铜的境界,则呈现黑巧克力色之"棕氧化"层,若层膜中尚含有部份一价亚铜时则呈现无光泽的墨黑色的"黑氧化"层。
5、3、1、4、制程操作条件( 一般代表),典型氧化流程及条件。
5、3、1、5 棕化与黑化的比较A.黑化层因液中存有高碱度而杂有Cu2O,此物容易形成长针状或羽毛状结晶。
此种亚铜之长针在高温下容易折断而大大影响铜与树脂间的附着力,并随流胶而使黑点流散在板中形成电性问题,而且也容易出现水份而形成高热后局部的分层爆板。
棕化层则呈碎石状瘤状结晶贴铜面,其结构紧密无疏孔,与胶片间附着力远超过黑化层,不受高温高压的影响,成为聚亚酰胺多层板必须的制程。
PCB内层压合流程知识培训
显影
显影:通过药水碳酸钠的作用下,将未曝光部 分的干膜溶解并冲洗后,留下感光的部分。
现我司显影速度: 3.5±1.0
蚀刻
蚀刻:是将未曝光的露铜部份面蚀刻掉。
褪膜
褪膜:是通过较高浓度的NaOH(3-4%)将 保护线路铜面的菲林去掉。
五、工艺制程的控制
5.1 板面前处理主要控制项目:
水破测试,微蚀量,水洗程度,干板程度。 引发问题:贴膜松,铜厚偏薄,不干板。 处理后板铜面与再氧化之关系 基材经过前处理后表面已无氧化物、油痕等,但如滞留时间过长,则 表面会与空气中的氧发生氧化反应,前处理好的板应在较短时间内处 理完。
黑化
六层及以上板熔合或打铆钉。
7.2棕化工艺流程
除油
水洗
水洗
棕化
DI水洗
水洗
干板 棕化的目的:增加PP与内层铜箔的结合力
预浸 水洗
除油 可以是酸性或碱性,本公司用的是碱性(除油-R,主要成分为单乙醇胺) 作用:
除去手指印,油渍或干膜残胶,为棕氧化做准备。 预浸 湿润表面 保护棕化主液 防止板面上的残留液带入棕化缸中污染棕化液 防止板面上残留的水分带入棕化缸,从而降低棕化液浓度 棕化 形成一层棕化膜,增加PP与铜面之间的结合力。 注明:压合棕化微蚀量我司控制范围是50-80U〃
涂布应是表面平整、无积油、无气泡、无灰尘颗粒等夹杂,同时 为保存工艺的稳定性,贴膜后应停置15分钟后再进行曝光。
五、工艺制程的控制
5.3 板面辘油或贴膜主要控制:
停留时间的设定及影响:
辘油或贴膜后板子须停留时间15分钟以上,24小时以内。 如果停留时间不够: 干膜中所加入的附着力促进剂没有与铜完全发生作用而黏结不牢,造 成菲林松。 若停留时间太久: 就会造成反应过度附着力太强而显影剥膜困难。
电路板压合作业流程
电路板压合作业流程英文回答:The process of circuit board assembly involves several steps and requires careful attention to detail. Here, Iwill outline the general workflow of circuit board assembly.1. Component Placement: The first step in circuit board assembly is placing the components onto the board. This involves carefully aligning and soldering variouselectronic components such as resistors, capacitors, and integrated circuits onto the board. It is important to ensure that each component is placed in the correctlocation and orientation.For example, when assembling a circuit board for a computer motherboard, I would carefully place the CPU, RAM modules, and other components onto the board, making sure they are aligned with the corresponding slots and connectors.2. Soldering: Once the components are placed, the next step is soldering. Soldering involves melting a metal alloy onto the connections between the components and the board to create a strong electrical and mechanical bond. This is typically done using a soldering iron or a reflow oven.For instance, I would use a soldering iron to apply solder to the pins of a resistor and then heat it to create a secure connection with the board.3. Inspection: After soldering, the circuit board undergoes inspection to ensure that all components are properly soldered and there are no defects or errors. This can be done visually or using automated inspection systems.For example, I would visually inspect the solder joints under a magnifying glass to check for any solder bridges or insufficient solder.4. Testing: Once the inspection is complete, thecircuit board is tested to verify its functionality. Thiscan involve powering up the board and running various tests to ensure that all components are working as intended.For instance, I would connect the circuit board to a power supply and test the voltage levels at differentpoints to ensure they are within the specified range.5. Packaging: Finally, the assembled and tested circuit boards are packaged and prepared for shipment. This can involve placing the boards in anti-static bags or trays and labeling them for easy identification.For example, I would carefully place the circuit boards in anti-static bags, seal them, and attach labels with information such as the product name, serial number, and manufacturing date.中文回答:电路板压合作业流程包括几个步骤,需要仔细关注细节。
pcb教材-05「压合」.doc

五.壓合5.1. 製程目的:將銅箔(Copper Foil),膠片(Prepreg)與氧化處理(Oxidation)後的內層線路板,壓合成多層基板.本章仍介紹氧化處理,但未來因成本及縮短流程考量,取代製程會逐漸普遍.5.2. 壓合流程,如下圖5.1:5.3. 各製程說明5.3.1 內層氧化處理(Black/Brown Oxide Treatment)5.3.1.1 氧化反應A. 增加與樹脂接觸的表面積,加強二者之間的附著力(Adhesion).B. 增加銅面對流動樹脂之潤濕性,使樹脂能流入各死角而在硬化後有更強的抓地力。
C. 在裸銅表面產生一層緻密的鈍化層(Passivation)以阻絕高溫下液態樹脂中胺類(Amine)對銅面的影響。
5.3.1.2. 還原反應目的在增加氣化層之抗酸性,並剪短絨毛高度至恰當水準以使樹脂易於填充並能減少粉紅圈( pink ring ) 的發生。
5.3.1.3. 黑化及棕化標準配方:表一般配方及其操作條件上表中之亞氯酸鈉為主要氧化劑,其餘二者為安定劑,其氧化反應式。
此三式是金屬銅與亞氯酸鈉所釋放出的初生態氧先生成中間體氧化亞銅,2Cu+[O] →Cu2O,再繼續反應成為氧化銅CuO,若反應能徹底到達二價銅的境界,則呈現黑巧克力色之"棕氧化"層,若層膜中尚含有部份一價亞銅時則呈現無光澤的墨黑色的"黑氧化"層。
5.3.1.4. 製程操作條件( 一般代表),典型氧化流程及條件。
5.3.1.5 棕化與黑化的比較A.黑化層因液中存有高鹼度而雜有Cu2O,此物容易形成長針狀或羽毛狀結晶。
此種亞銅之長針在高溫下容易折斷而大大影響銅與樹脂間的附著力,並隨流膠而使黑點流散在板中形成電性問題,而且也容易出現水份而形成高熱後局部的分層爆板。
棕化層則呈碎石狀瘤狀結晶貼銅面,其結構緊密無疏孔,與膠片間附著力遠超過黑化層,不受高溫高壓的影響,成為聚亞醯胺多層板必須的製程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1.PP(Prepreg):
主要由玻璃纖維布以及樹脂組成,與一般玻璃類似,但以鈣、鋁、矽、
硼等氧化物為主,絕緣性及延展性比一般玻 璃重要.
1.1.1.玻璃纖維:是將玻璃原料調配好在12300c的高溫下,使之熔融成為
液體,然后由白金所做的小口徑抽口用力擠出,並快速 噴
200~400
出冷卻及做上漿處理,而成多根並合的玻璃絲,此
根並合在一束稱為玻璃紗,再由單紗或多根併燃的復紗
按經緯方向織布,即完成玻璃布的制作.
1.1.2.織布:有平織法、格子法、針織法、提花法、斜織法…..但目前線
路板則采用單紗平織法,因其尺寸安定性最好.
P3
1.1.3.樹脂:大概可分為熱塑性樹脂與熱硬化性樹脂,而用於印刷電路
P5
1.3PP(Prepreg)的特性
固化區 黏彈狀區
黏稠狀區
流體狀區
時間
a
b
c
P6
整個壓制程預溫過程,是B階段樹脂從難以流動的黏彈狀,逐漸轉變成流體 狀,再轉變成凝膠狀的變化過程;在這個過程中,樹脂於高溫下進行熔融和 流動,並同時完成對玻璃纖維的進一步浸潤.樹脂的流動性是按指數上升, 隨著分子鏈的不斷增長,隨即產生交聯作用,樹脂內部逐步建立起自身的 內聚強度,又使樹脂黏度不斷增大,它的流動性又沿指數規律下降,最后達 到不再流動的膠凝狀,直至固化為止.
7628
43.2
20.9
2116
50
27.8
2116HRC
53
29.4
1080
61.2
36.2
其餘型號有:2113、2112 、1506等
P8
壓前厚度 壓后厚度
9.5~10
8.5~9
8.5~9
7.5~8
4.5
4.2士0.2
5
4.6士0.4
3
2.5士0.5
P9
2.1 銅箔分類:
銅箔介紹
銅箔依制造方法可分為壓延銅箔 (Wrought Foil)及電解銅箔兩
1" 2" 3"
g/m2 44.57 80.18 106.9 153 229 305 610 915
inch 0.0002 0.0004 0.0005 0.0007 0.0010 0.0014 0.0028 0.0042
厚度
mm 0.005 0.009 0.012 0.018 0.025 0.035 0.071 0.106
隨著多層板輕型化發展,大量0.2mm甚至0.1mm的內層開始出現,傳統黑化 工藝的局限性更加突出:
1.1.一般的挂藍無法解決板重疊的問題 1.2.特殊的挂藍(如用teflon線)成本很高,並且操作不方便,效率低,在
、 刮痕、粗粒、油脂、指印及任何外物,任何缺陷都需明顯標示.
P 16
牛皮紙介紹
3.1作用
緩衝受壓、均勻施壓、防止滑動、降低升溫、均勻受熱
3.2牛皮紙特性
吸濕性、透氣性、抗壓性
3.3檢驗項目
基重、厚度、密度、尺寸、吸水性.表面狀況,升溫速率的變化,耐高 溫、高壓性能
P 17
2.2.7 抗氧化性 (Tarnish resysarce) 在搬運及存放期間,銅箔表面不可氧化變色.
2.2.8 蝕刻斑點 (Etching stain) 蝕刻后,積板表面不得有殘銅及銅粒等斑點存在.
2.2.9 其它 如:附著性、表面粗度、抗撕強度、抗化學藥品性、抗焊性等等.
牛皮紙
待棕化多層 板
P 20
1.黑化簡介
棕化工藝介紹
黑化工藝在多層板生產中占據著重要位置,是大家非常熟悉的工藝,它 不但直接影響著多層板的物理性能如熱衝擊實驗,而且還影響著多層板的 外觀,黑化不均勻很容易引起客戶的退貨;另外粉紅圈也著實令人頭痛,避 免粉紅圈大量出現就是黑化后增加后處理,可成本也跟著增加了.
反面銅箔
正面銅箔
正面銅箔輸 送
反面銅箔輸 送
P 14
2.2 銅箔的品質要求
2.2.1 純度(Rurity) 生箔(未經任何表面處理之銅箔)之純度要求,電解銅箔需高於 99.8%,壓延銅箔需高於99.9%(由於銀的導電度和銅相近,且電 解時銀很容易和銅一起被折出,因此純度計算通常將銀亦算在內
半硬化之中間狀態.故又稱為半固化片.
1.2.PP(Prepreg)之儲存條件
溫度:200C 士20C
相對溫度:55士5%
時間:3個月以內
遵循先進先出的原則
溫度對樹脂粘度的影響
Visc osity
normal
Ltigh Relative Humidity
Temp./Time
P4
PP吸濕性极強,當其吸收大量 水分,則粘度降低,壓合過程 中會造成流膠增大白點白邊
1.4.PP(Prepreg)之參數:
1.4.1 膠化時間: (gel time) 1.4.2 膠含量: (resyn content) 1.4.3 膠流量: (resin flow) 1.4.5 揮發份: (Volarill content)
PP
常用PP型號
型號
含膠量
流膠量
7630
50.1
30.3
P 15
2.2.2 針孔 (pinholes) 1/2QZ以下(厚度)之銅箔不可有大於0.10m/m大小之針孔,1/2QZ銅 箔針孔數不可多10點/ft2,大小不得大於0.05m/m.1QZ以上銅箔,針 孔數不得多於5點/ft2,且在任何5ft2內,不得有大於0.125mm之針孔 發生.
2.2.3 外觀 (surfce appearance) 銅箔表面不得有任何凹點及凹陷(pits and Dents) 、折皺、抓痕
板所用的樹脂都是熱硬化性樹脂,熱硬化樹脂的單體除了
兩只手(官能基)外,尚有內部的手彼此交接而成網狀結構,
但在加壓加熱的同時,多餘的手也全部交接而不動, 亦即變
硬,此種狀態稱為硬化.樹脂的種類有<1>酚醛樹脂 <2>環 氧
樹脂 <3>聚亞硫胺樹脂 <4>聚四氟乙烯樹脂
我們一般用的是環氧樹脂
PP(Prepreg):是玻璃纖維布經過樹脂浸漬之后,再經熱烘干之后而成為
種,電解銅箔(ED-Foil)由於兩面粗糙度不同,較粗糙之一面經處
理后,與PP(Prepreg)熱壓時,可和樹脂產生很強的接著力,較適
於做為銅面積層板的原料.
銅箔規格的區分,由之前的絕對厚度改為以基重(area weight)表示
代號 E Q T H M 1 2 3
重量 QZ/ft2 0.146(1/8") 0.263(1/4") 0.350(3/8") 0.500(1/2") 0.750(3/4")