加工程序单2
CNC数控加工的流程
CNC数控加工的流程
在模具工厂,CNC加工中心主要用于模仁、镶件等模具关键件及铜公等加工。
模仁、镶件的质量,直接决定着模具成型部分的质量。
而铜公加工质量直接约束着EDM 加工影响。
对于CNC加工质量的保证,关键在于加工前的准备,就本岗位而言,除要具有丰富的加工经验和模具知识外,在工作中也要注意良好沟通,特别是和制作组、同事的沟通。
CNC数控加工的流程
1)阅读图纸、程序单
2)将相应程序传输至机床
3)检查程序头,切削参数等
4)工件上工序加工尺寸、余量的确定
5)工件的合理装夹
6)工件的精确找正
7)工件坐标的精确建立
8)合理刀具、切削参数的选取
9)刀具的合理装夹
10)安全的试切方式
11)加工过程的观测
12)切削参数的调整
13)加工过程中问题与相应人员的及时反馈
14)加工结束后工件质量的检测
加工前的注意事项
1)对于新模,加工图要符合要求,且数据清楚;新模的加工图要有主管的签名,加工图的各栏已填写。
数控加工与编程实训报告
数控加工与编程实训报告姓名班级学号指导教师实训时间四川省交通职业技术学院自动化工程系目录一、实训目的二、实训要求三、实训内容1数控车削加工与编程1.1数控车床的认识1.2芯轴零件的数控加工1.3螺杆零件的数控加工1.4螺塞零件的数控加工1.5阀体零件的数控加工2数控铣削加工与编程2.1数控铣床(加工中心)的认识2.2支承座的数控加工2.3 齿轮泵的数控加工总结一、实训目的1.了解数控车床、数控铣床、加工中心机床的组成、工作原理,以及系统构成;2.掌握数控车床、数控铣床、加工中心机床的基本操作;3.能完成中等难度的轴类零件、盘类零件的数控加工工艺分析、数控加工编程,编写规范的加工工艺文件;4.能完成零件的数控加工,以及加工零件的精度检验方法;5.具备分析现场加工中出现的质量与工艺问题和解决问题的能力;6.具备数控机床日常维护保养的基本技能。
二、实训要求1.遵守教学秩序,不迟到、不早退、不旷课;2.严格遵守着装要求,严禁穿高跟鞋、裙子、背心和拖鞋上班;3.严格按设备操作规范操作机床,爱护公共财物,损坏财物酬情赔偿;4.保质保量完成学习任务,提高专业知识水平与专业技能;5.树立团队意识、质量意识和环保意识;6.严格遵守“5S”现代企业管理模式,树立正确的劳动观念,遵守劳动组织纪律,爱护国家财产,建立产品质量和经济观念。
7.以“严谨、求真、务实、创新”的科学作风严格要求自己,养成“爱岗敬业、诚实守信,奉献社会”的良好道德与素质,提高工作岗位的适应能力。
1数控车削加工与编程1.1数控车床的认识1.数控车床操作面板的认识(1)操作选择按键序号按键图标功能1EDIT2MDI3HANDLE4RETURN5JOG(2)MDI面板上功能按键序号按键图标功能1POS2PROG3OFFSET SETTING4SYSTEM5MESSAGE6CUSTOM GRAPH2.数控车床的基本操作(1)请将你操作的数控车床的技术指标填在下表中数控车床铭牌:生产厂家:项目主要内容单位技术规格备注行程X轴行程mm Z轴行程mm加工范围最大回转直径mm最大可通棒材直径mm 最大加工长度mm主轴主轴最高转速rpm 主轴通孔mm进给X/Z轴快速位移m/min 最大切削进给率m/min精度定位精度(全程) mm 重复定位精度(全程)mm刀架刀架方式刀具数数控系统类型(2)简述数控车床的正确开机步骤(3)数控车床的回零操作步骤,及注意事项(4)数控机床的意外处理方法3.数控车床的对刀操作(1)标准刀对刀操作的目的是什么?(2)非标准刀对刀操作的目的是什么?4.数控程序的编辑调试(1)原程序查找的步骤➢选择工作方式;➢按下MDI键盘上的功能键;➢再按CRT屏幕下方的软件,即可出现程序目录画面;➢输入所要执行的程序号OXXXX,然后按下键,则调出已有程序。
外协加工厂作业流程和注意事项[推荐5篇]
![外协加工厂作业流程和注意事项[推荐5篇]](https://img.taocdn.com/s3/m/e5384ecc951ea76e58fafab069dc5022aaea46a4.png)
外协加工厂作业流程和注意事项[推荐5篇]第一篇:外协加工厂作业流程和注意事项外协加工厂作业流程和注意事项:⒈ 裁片/辅料到厂后,外协工厂最短时间内根据发货单详细盘点,确认客户质量要求、标准、交期、数量及有无漏定物料,若出现短码/少和其它情况要立刻和公司沟通确认。
⒉工厂投产前,须安排其速打出投产前样确认2-3件送到公司确认,,整改无误后方可投产。
⒌ 投产初期必每道工序高标准地进行半成品检验,如有问题要及时反映给跟单或担当和相应管理人员,落实整改后再继续生产。
特别注意:(污迹、线迹、划粉印)⒍ 每个组下机首件成品后,要对其尺寸、做工、款式、工艺进行全面细致地检验。
出具检验报告书(大货生产初期/中期/末期)及整改意见,经加工厂负责人签字确认后留工厂一份,自留一份并传真公司。
⒎每天要记录、总结工作,制定明日工作方案。
根据大货交期事先列出生产计划表,每日详实记录、投产进度、产成品情况、投产机台数量,并按生产计划表落实进度生产进度,随时汇报公司。
⒏ 针对跟单员或公司巡检到工厂所提出的制作、质量要求,要监督、协助到位,并及时汇报公司落实情况。
⒐ 成品要做到有问题早发现、早处理。
尽最大努力保证大货质量和交期。
⒑ 大货完毕后,要清理线头和成品检验,1:物料是否正确。
2:尺寸是否“准确”。
3:款式是否错误。
4:做工是否细致。
5:成品颜色是否“正确”。
,确定无不良品后,要分颜色和尺寸按要求分捆包装,并写上飞子注明件数和规格。
其它原因完成不了的和半成品,必须说明原因,并把残片和半成品连同剩余辅料退回公司。
第二篇:外协加工厂管理外协加工管理规定一、目的:为确保业务订单在外协加工阶段不影响本公司自身的利益从而建立外协加工管理规定,以确保产品的品质及交期均能符合最终客户需求。
二、范围:凡所有与本公司建立合作关系,共同完成客户订单的外协单位均属之。
三、职责:(一)生产部1.负责与外协单位合同(协议)签订;2.负责外协单位的联系、协调;3.负责提供料(产品)、器件、工具;4.负责外协单位进度跟催;5.负责发外产品月每结算。
数控加工编程基础知识
数控加工编程基础
第一节 概述 第二节 编程的基础知识 第三节 常用准备功能指令的编程方法 第四节 数控编程的工艺处理 第五节 程序编制中的数值计算
第一节 概
述
一、数控编程的基本概念 普通机床加工:
①由工艺员制定要加工零件的工艺文件 (包括:机床、刀具的选择,装夹的方法, 加工顺序和尺寸,切削参数等); ②操作员按工艺文件加工。
机床坐标系是数控机床中所建立 的工件坐标系的参考坐标系。
注意:
机床坐标系一般不作为 编程坐标系,仅作为工件坐 标系的参考坐标系。
(2)工件坐标系和工件原点
工件原点:为编程方便在零件、工装
夹具上选定的某一点或与之相关的点。 该点也可以是对刀点重合。
工件座标系:以工件原点为零点建立
的一个坐标系,编程时,所有的尺寸都 基于此坐标系计算。
在摆动的范围内只与标准坐标系 中的某一坐标平行时,则这个坐 标便是Z坐标;
若在摆动的范围内与多个坐标平 行,则取垂直于工件装夹面的方 向为Z坐标。
2)X轴一般是水平的,且与工件装夹面平行。
在工件旋转
的机体上(如车
X
Z
床),X运动方
向是径向的,与
横向导轨平行。
刀具离开工件旋
转中心的方向是
十X方面;
M07-2号冷却液开,雾状冷却液开; M08-1号冷却液开,液状冷却液开; M09-冷却液关
M10 -夹紧 M11- 松开
M13-主轴顺转、冷却液开; M14-主轴逆转,冷却液开;
3、F、S、T 指令
(1)F指令 作用:
指定刀具的进给速度。是模态代码。
格式:
代码法F后 :跟二位数字, 速是 度进 的给 序号
项目二简单阶梯轴零件的编程与加工

(二) 实例
如图所示,设零件各表面已完成粗加工,试分别用绝对坐标 方式和增量坐标方式 编写G00,G01程序段。 绝对坐标编程: G00 X18 Z2 A-B
G01 X18 Z-15 F50 B-C G01 X30 Z-26 G01 X30 Z-36 G01 X42 Z-36 C-D D-E E-F
功能互锁,状态保持
(1)程序停止M00:M00也可写为M0,执行M00指令后,程序 运行停止,显示“暂停”字样,按循环启动键后,程序继续运行。 (2)程序结束M02: M02也可以写成M2,在自动方式下,执行 M02指令,当前程序段的其它指令执行完成后,自动运行结束, 光标停留在M02指令所在的程序段,不返回程序开头。若要再次 执行程序,必须让光标返回程序开头。 (3)程序运行结束M30: 在自动方式下,执行M30指令,当前程 序段的其它指令执行完成后,自动运行结束,取消刀尖半径补偿, 光标返回程序开头。(是否返回程序开头由参数决定) (4)主轴功能M03/M04//M05: M03用于机床主轴顺时针方向旋 转(CW),一般称为正转。M04用于机床主轴逆时针方向旋转 (CCW),一般称为反转。M05指令表示主轴停转。 (5)M98/M99子程序调用: M98被规定为子程序调用指令,当 调用的子程序结束返回其主程序用M99。
2
2
或增量方式: G00 U-22.W-23.;
25
功能
二、直线插补指令(G01)
G01代码用于刀具直线插补运动。 G01指令使刀具以一定的进 给速度,从所在点出发,直线移动到目标点。因此G00指令可 以加工圆柱、圆锥面,倒角、端面、切槽等形状。 (一) 指令格式 G01 X(U)_ Z(W)_ F 式中:X、Z:为绝对编程时目标点在工件坐标系中的坐标; U、W:为增量编程时目标点坐标的增量; F:进给速度。进给速度有两种表示方法,一种是每分钟进给, 单位mm/min,另一种是每转进给,单位mm/r. 实际进给速度等 于速度F于进给速度修调倍率的乘积。
数控编程的基本内容与一般步骤
数控编程的基本内容与一般步骤(2008-07-25 20:54:41)标签:教育在普通机床上加工零件时,首先应由工艺人员对零件进行工艺分析,制定零件加工的工艺规程,包括机床、刀具、定位夹紧方法及切削用量等工艺参数。
同样,在数控机床上加工零件时,也必需对零件进行工艺分析,制定工艺规程,同时要将工艺参数、几何图形数据等,按规定的信息格式记录在控制介质上,将此控制介质上的信息输入到数控机床的数控装置,由数控装置控制机床完成零件的全部加工。
我们将从零件图样到制作数控机床的控制介质并校核的全部过程称为数控加工的程序编制,简称数控编程。
数控编程是数控加工的重要步骤。
理想的加工程序不仅应保证加工出符合图样要求的合格零件,同时应能使数控机床的功能得到合理的利用与充分的发挥,以使数控机床能安全可靠及高效地工作。
一般来讲,数控编程过程的主要内容包括:分析零件图样、工艺处理、数值计算、编写加工程序单、制作控制介质、程序校验和首件试加工。
数控编程的具体步骤与要求如下:1.分析零件图首先要分析零件的材料、形状、尺寸、精度、批量、毛坯形状和热处理要求等,以便确定该零件是否适合在数控机床上加工,或适合在哪种数控机床上加工。
同时要明确加工的内容和要求。
2.工艺处理在分析零件图的基础上,进行工艺分析,确定零件的加工方法(如采用的工夹具、装夹定位方法等)、加工路线(如对刀点、换刀点、进给路线)及切削用量(如主轴转速、进给速度和背吃刀量等)等工艺参数。
数控加工工艺分析与处理是数控编程的前提和依据,而数控编程就是将数控加工工艺内容程序化。
制定数控加工工艺时,要合理地选择加工方案,确定加工顺序、加工路线、装夹方式、刀具及切削参数等;同时还要考虑所用数控机床的指令功能,充分发挥机床的效能;尽量缩短加工路线,正确地选择对刀点、换刀点,减少换刀次数,并使数值计算方便;合理选取起刀点、切入点和切入方式,保证切入过程平稳;避免刀具与非加工面的干涉,保证加工过程安全可靠等。
机床数控技术第二(2)版课后答案

第一章绪论简答题答案,没有工艺题的1 什么是数控机床答:简单地说,就是采用了数控技术(指用数字信号形成的控制程序对一台或多台机床机械设备进行控制的一门技术)的机床;即将机床的各种动作、工件的形状、尺寸以及机床的其他功能用一些数字代码表示,把这些数字代码通过信息载体输入给数控系统,数控系统经过译码、运算以及处理,发出相应的动作指令,自动地控制机床的道具与工件的相对运动,从而加工出所需要的工件。
2 数控机床由哪几部分组成?各组成部分的主要作用是什么?答:(1)程序介质:用于记载机床加工零件的全部信息。
(2)数控装置:控制机床运动的中枢系统,它的基本任务是接受程序介质带来的信息,按照规定的控制算法进行插补运算,把它们转换为伺服系统能够接受的指令信号,然后将结果由输出装置送到各坐标的伺服系统。
(3)伺服系统:是数控系统的执行元件,它的基本功能是接受数控装置发来的指令脉冲信号,控制机床执行元件的进给速度、方向和位移量,以完成零件的自动加工。
(4)机床主体(主机):包括机床的主运动、进给运动部件。
执行部件和基础部件。
3 数控机床按运动轨迹的特点可分为几类?它们特点是什么?答:(1)点位控制数控机床:要求保证点与点之间的准确定位(它只能控制行程的终点坐标,对于两点之间的运动轨迹不作严格要求;对于此类控制的钻孔加工机床,在刀具运动过程中,不进行切削加工)。
(2)直线控制数控机床:不仅要求控制行程的终点坐标,还要保证在两点之间机床的刀具走的是一条直线,而且在走直线的过程中往往要进行切削。
(3)轮廓控制数控机床:不仅要求控制行程的终点坐标值,还要保证两点之间的轨迹要按一定的曲线进行;即这种系统必须能够对两个或两个以上坐标方向的同时运动进行严格的连续控制。
4 什么是开环、闭环、半闭环伺服系统数控机床?它们之间有什么区别?答:(1)开环:这类机床没有来自位置传感器的反馈信号。
数控系统将零件程序处理后,输出数字指令后给伺服系统,驱动机床运动;其结构简单、较为经济、维护方便,但是速度及精度低,适于精度要求不高的中小型机床,多用于对旧机床的数控化改造。
1-4级文件编码规则
前言本编码规则是根据浙江万豪模塑股份有限公司目前现有的1-4级体系文件表单的基础上制订而成的。
在格式上遵循GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编号规则》的要求进行了规范。
本标准由浙江万豪模塑股份有限公司提出。
本标准由浙江万豪模塑股份有限公司企管部归口。
本标准起草单位:浙江万豪模塑股份有限公司企管部。
本标准因公司内部文件规划编码要求而制定,涉及范围为浙江万豪模塑股份有限公司内部。
本标准起草人:潘勇校对:符兴达审核:何新民批准:陈星亮浙江万豪模塑股份有限公司1-4级文件表单编码规则1 范围本标准规定了浙江万豪模塑股份有限公司的1-4级体系文件表单的编码规则(包括IATF16949、3C 认证、Emark认证体系文件)。
本标准适用于浙江万豪模塑股份有限公司的1-4级体系文件表单的编码。
2 规范性引用文件下列文件中的条款,通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其后所有修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
3 定义本标准采用下列定义3.1 每张文件表单均应有独立的代码,且应是唯一的。
3.2 采用表格图时, 表中每张表单文件均应标出独立的代码。
4 编码规则4.1 浙江万豪模塑股份有限公司的1-4级体系文件表单的编码规则如下:4.1.1浙江万豪模塑股份有限公司1级体系文件表单(质量手册)编码如下:ZJWH / QM – A - ****年号文件类型代码(代表1级文件)质量手册代号公司简称4.1.2浙江万豪模塑股份有限公司2级体系文件表单(程序文件)编码如下:ZJWH / QP –B - **-****发文流水号+年号文件类型代码(代表2级文件)程序手册代号公司简称4.1.3浙江万豪模塑股份有限公司3级体系文件表单(管理指导作业文件)编码如下:ZHWH/ ** - C - ** **| | | | | 发文流水号| | | | 对应程序文件号| | | 文件类型代码(代表3级文件)| | 部门代号| 公司简称部门编码号:二级程序文件号:4.1.4浙江万豪模塑股份有限公司4级体系文件表单(管理指导作业文件)编码如下:WH/QR - D - **** - ****| | | | | 记录序号| | | | 对应程序文件号或管理指导作业文件号| | | 文件类型代码(代表4级文件)| | 质量记录代号| 公司(厂)名简称三级管理指导作业记录序号:4.1.5外来文件沿用原来编号进行登记,每年收集归档。
《数控编程技术》相关试题

第1章数控加工的编程基础一、填空题1、为了准确地判断数控机床的运动方向,特规定永远假设刀具相对于坐标而运动。
2、目前,数控编程所采用的格式为程序段格式。
3、用于编写程序段号码的字为。
4、尺寸字U、V、W表示坐标,A、B、C表示坐标。
5、数控系统通常分为车削和铣削两种,用于车削的数控系统通常在系列号后加字母。
用于铣削的数控系统在系列号后加字母。
二、选择题1、下列叙述中,(),不属于数控编程的基本步骤。
(A)分析图样、确定加工工艺过程(B)数值计算(C)编写零件加工程序单(D)确定机床坐标系2、程序校验与首件试切的作用是()。
(A)检查机床是否正常(B)提高加工质量(C)检验参数是否正确(D)检验程序是否正确及零件的加工精度是否满足图纸要求3、数控编程时,应首先设定()。
(A)机床原点(B)工件坐标系(C)机床坐标系(D)固定参考点三、判断题1、数控加工的主程序号都是由O××××构成,而子程序由P××××构成。
()2、M功能不能编程变化量(如尺寸、进给速度、主轴转速等),只能用于控制开关量(如冷却液开、关,主轴正、反转,程序结束等)。
()3、国际标准化组织ISO规定,任何数控机床的指令代码必须严格遵守统一格式。
()4、大部分代码都是非续效(非模态)代码。
()四、简答题1、编制数控加工程序的主要步骤有哪些?2、数控编程有哪些种类?分别适合什么场合?3、什么是模态代码?什么是非模态代码?举例说明。
4、数控机床的运动方向是如何确定的?第2章 数控编程中的工艺分析一、填空题1、制定孔系加工时的刀具路径主要遵循 、 两种原则。
2、数控加工工艺文件包括 、 、 、 。
3、对工件进行车削时,若工件的直径为D (mm ),则主轴转速n (r/min )与切削速度v (m/min )的关系表达式是 。
4、切削用量中,对刀具耐用度影响最大的因素是 。
产品加工明细单

产品加工明细单1.引言1.1 概述概述是文章引言部分的一部分,用于对文章的内容进行简要介绍和概括。
在本篇文章中,概述部分将介绍产品加工明细单的定义、作用以及与制造业相关的重要性。
产品加工明细单是一种详细记录产品加工过程的文件,通常由制造业的企业使用。
它包含了与产品加工相关的各个环节和细节,如原材料使用、加工工序、加工时间、加工地点等等。
通过产品加工明细单,企业能够全面了解产品的加工过程,并对加工效率、成本控制以及质量管理进行监控和改进。
在制造业中,产品加工明细单起着至关重要的作用。
首先,它能够提供详尽的加工信息,使企业能够实时了解每个环节的情况,从而及时调整生产计划、资源配置和工艺流程,以提高生产效率和产品质量。
其次,产品加工明细单也是企业进行成本核算的必备工具,通过对各个环节的加工时间、人工成本和原材料消耗进行统计,企业能够对生产成本进行分析和控制,优化生产成本结构,提高企业盈利能力。
此外,产品加工明细单还可以为企业的质量管理提供依据,通过对加工过程的监控和记录,及时发现和解决潜在的质量问题,确保产品达到高质量的标准。
综上所述,产品加工明细单是制造业企业不可或缺的工具,它不仅能为企业提供全面的加工信息和数据支持,还能实现生产计划的优化和成本管理的有效控制,进而提高产品质量和企业效益。
在接下来的文章中,我们将深入探讨产品加工明细单在制造业中的实际应用和重要价值。
1.2 文章结构文章结构部分的内容如下:文章结构是指整篇文章的组织和安排方式,是文章的骨架和框架,有序地呈现了作者想要表达的内容。
本文的结构主要分为引言、正文和结论三个部分。
引言部分主要是对文章进行概述,包括对产品加工明细单的定义和背景进行简要介绍。
通过引言,读者可以对文章的主题和内容有一个整体的了解。
正文部分是文章的主体部分,包含了具体的要点和内容。
在本文中,正文部分将分为两个要点,分别对应产品加工明细单的相关信息进行详细介绍。
每个要点都将以独立的段落或章节形式进行呈现,便于读者理解和阅读。
CNC加工程序单(供参考)
D12R08 L80
0
2500
400
0.2/--
精加工(光刀)等高加工
QM-jing-Q6L80
M7
Q6L80
0
2500
400
--/10%
白钢刀,3刃
精加工(光刀)固定轴加工
程式确认
检测人
審核
机台类型
XK860
操作人
完成時間
备注:
刀具:硬质合金刀片/整体硬质合金刀具/整体高速钢/2刃/3刃/4刃
刀具
刀片/合金刀/白钢刀/2刃/3刃/4刃
加工阶段和操作类型
XQ-ru-D35R5L60
M1
D35R5L60
1
1500
150
1 / 80%
合金刀片,3刃
粗加工(开粗)型腔加工
XQ-ru-D25R5L80
M2
D25R5L80
1
1500
150
1/ 80%
粗加工(开粗)型腔加工
QJ-ru-D20R08L80
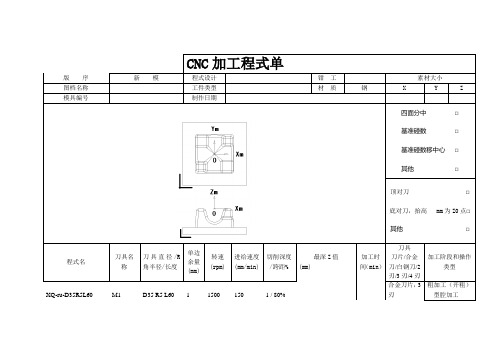
CNC加工程式单
版序
新模
程式设计
钳工
素材大小
图名称
工件类型
材质
钢
X
Y
Z
模具编号
制作日期
四面分中□
基准碰数□
基准碰数移中心□
其他□
顶对刀□
底对刀,抬高mm为Z0点□
其他□
程式名
刀具名称
刀具直径/R角半径/长度
单边余量
(mm)
转速
(rpm)
进给速度
(mm/min)
切削深度/跨距%
最深Z值
(mm)
加工时间(min)
M3
项目加工件出库流程
项目加工件出库流程英文回答:The project outflow process for manufactured components involves several steps to ensure the smooth and efficient delivery of the finished products. Here is a detailed description of the process:1. Order Confirmation:Once the manufacturing of the components is completed, the order is confirmed by the project manager or the responsible personnel.The confirmation includes verifying the quantity, quality, and specifications of the components.2. Documentation Preparation:The necessary documents are prepared, including thedelivery note, invoice, and any other relevant paperwork.These documents are essential for record-keeping and financial purposes.3. Quality Control:Before the components are ready for dispatch, a thorough quality control check is conducted.This ensures that the components meet the required standards and specifications.Any defective or non-compliant components are identified and set aside for further inspection or rework.4. Packaging and Labeling:The components are carefully packaged to protect them during transportation.Appropriate packaging materials, such as boxes,crates, or pallets, are used based on the size and nature of the components.Each package is labeled with relevant information, including the project name, component details, and handling instructions.5. Transportation Arrangements:The logistics team arranges for the transportation of the packaged components.The mode of transportation, such as trucks, ships, or airplanes, is determined based on factors like distance, urgency, and cost.The team also coordinates with external shipping agencies or carriers, if required.6. Loading and Dispatch:The packaged components are loaded onto thedesignated transportation vehicles.The loading process ensures that the components are securely placed and protected from damage during transit.Once the loading is complete, the vehicles are dispatched to the delivery destination.7. Tracking and Monitoring:Throughout the transportation process, the logistics team tracks and monitors the movement of the components.This is done using advanced tracking systems or by maintaining constant communication with the drivers or carriers.Any delays or issues are immediately addressed to ensure timely delivery.8. Delivery Confirmation:Upon reaching the destination, the components are unloaded and delivered to the designated recipient.The recipient verifies the delivered components against the delivery note and signs off on the receipt.Any discrepancies or damages are reported and documented for further investigation.中文回答:项目加工件出库流程包括多个步骤,以确保成品的顺利交付。
手工编程

手工编程1.定义手工编程是指编程的各个阶段均由人工完成。
利用一般的计算工具,通过各种数学方法,人工进行刀具轨迹的运算,并进行指令编制。
这种方式比较简单,很容易掌握,适应性较大。
适用于中等复杂程度程序、计算量不大的零件编程,对机床操作人员来讲必须掌握。
2. 编程步骤人工完成零件加工的数控工艺分析零件图纸制定工艺决策确定加工路线选择工艺参数计算刀位轨迹坐标数据编写数控加工程序单验证程序手工编程3. 优点主要用于点位加工(如钻、铰孔)或几何形状简单(如平面、方形槽)零件的加工,计算量小,程序段数有限,编程直观易于实现的情况等。
4. 缺点对于具有空间自由曲面、复杂型腔的零件,刀具轨迹数据计算相当繁琐,工作量大,极易出错,且很难校对,有些甚至根本无法完成。
自动编程(图形交互式)1. 定义对于几何形状复杂的零件需借助计算机使用规定的数控语言编写零件源程序,经过处理后生成加工程序,称为自动编程。
随着数控技术的发展,先进的数控系统不仅向用户编程提供了一般的准备功能和辅助功能,而且为编程提供了扩展数控功能的手段。
FANUC6M数控系统的参数编程,应用灵活,形式自由,具备计算机高级语言的表达式、逻辑运算及类似的程序流程,使加工程序简练易懂,实现普通编程难以实现的功能。
数控编程同计算机编程一样也有自己的"语言",但有一点不同的是,现在电脑发展到了以微软的Windows为绝对优势占领全球市场.数控机床就不同了,它还没发展到那种相互通用的程度,也就是说,它们在硬件上的差距造就了它们的数控系统一时还不能达到相互兼容.所以,当我要对一个毛坯进行加工时,首先要以我们已经拥有的数控机床采用的是什么型号的系统.2. 常用自动编程软件(1)UGUnigraphics 是美国Unigraphics Solution公司开发的一套集CAD、CAM、CAE 功能于一体的三维参数化软件,是当今最先进的计算机辅助设计、分析和制造的高端软件,用于航空、航天、汽车、轮船、通用机械和电子等工业领域。
情景二任务一简单阶梯轴加工

情景⼆任务⼀简单阶梯轴加⼯任务⼀简单阶梯轴加⼯【知识⽬标】1.掌握数控机床的编程规则。
2.掌握数控加⼯程序开始与结束⼀般指令。
3.掌握⽤G00和G01指令加⼯阶梯轴的编程⽅法。
【能⼒⽬标】1.掌握外圆加⼯⼑具的选⽤、安装⽅法。
2.阶梯轴的加⼯⽅法。
3.数控机床的⾃动运⾏⽅法。
⼀、学习任务如图2.1.1所⽰的阶梯轴零件,已知材料为45钢,⽑坯尺⼨为φ28×100。
要求分析零件的加⼯⼯艺,编写零件的数控加⼯程序,并通过仿真调试优化程序,最后进⾏零件的加⼯检验。
a)零件图b)实体图图2.1.1 阶梯轴类零件⼆、任务相关知识(⼀)轴类零件的装夹要求车削加⼯前,必须将零件放在机床夹具中定位和夹紧,使零件在整个切削过程中始终保持正确的位置。
根据轴类零件的形状、⼤⼩、精度、数量的不同,可采⽤不同的装夹⽅法。
1、在三⽖⾃定⼼卡盘上装夹三⽖⾃定⼼卡盘(如图2.1.2所⽰)的三个卡⽖是同步运动的,能⾃动定⼼,装夹—般不需找正,故装夹零件⽅便、省时,但夹紧⼒较⼩,常⽤于装夹外形规则的中、⼩型零件。
三⽖⾃定⼼卡盘有正⽖、反⽖两种形式,反⽖⽤于装夹直径较⼤的零件。
2、在四⽖单动卡盘上装夹四⽖单动卡盘(如图2.1.3所⽰)的卡⽖是各⾃独⽴运动的,因此在装夹零件时必须找正后才可车削,但找正⽐较费时。
其夹紧⼒较⼤,常⽤于装夹⼤型或形状不规则的零件。
四⽖单动卡盘的卡⽖可装成正⽖或反⽖,反⽖⽤于装夹较⼤的零件。
图2.1.2 三⽖单动卡盘图2.1.3 四⽖单动卡盘3、⽤双顶尖装夹对于较长的或⼯序较多的零件,为保证多次装夹的精度,采⽤双顶尖装夹的⽅法,如图2.1.4所⽰。
⽤双顶尖装夹零件⽅便,⽆需找正,重复定位精度⾼,但装夹前需保证零件总长并在两端钻出中⼼孔。
图2.1.4 双顶尖装夹零件图2.1.5⼀夹—顶装夹零件4、⽤⼀夹—顶装夹⽤双顶尖装夹零件精度⾼,但刚性较差,故在车削⼀般轴类零件时采⽤⼀端⽤卡盘夹住,另—端⽤顶尖顶住的装夹⽅法,如图2.1.5所⽰。
NC加工标准流程
NC加工标准流程标准操作程序目录一、NC部门加工流程图 (3)二、工件签收(测量具体详见《影像二次元操作SOP》) (3)三、工件装夹(具体详见《NC工件装夹SOP》) (4)四、工件校正(校正具体详见《NC工件校正SOP》) (4)五、建立坐标系(具体详见《NC工件分中SOP》) (5)六、刀具准备与程序调用(具体详见《NC程序修改与调用SOP》) (6)七、机台实际加工(具体详见《NC机台实际加工标准程序》) (7)八、工件签送(检查项目详见《自主检查规范》) (9)九、实际加工失误案例 ....................................................... 错误!未定义书签。
一、NC部门加工流程图本图为NC部门加工流程图,介绍了工件在NC部门的一个流程加工的步骤。
注:本标准流程为MAKINO机型为例,对NC加工流程进行阐述介绍。
二、工件签收(测量具体详见《影像二次元操作SOP》)2.1工件签收时,应先检查工件是否与图纸一致,再检查工件外观表面是否有划伤、磕伤。
如果有损坏,就要回馈给上一制程,需求原因。
如果是返修件应特殊说明。
2.2检查完外观之后,再检查上一制程是否有填写《QC 自主检测表》。
2.3检查无误之后,方可签收工件,再将工件装夹加工。
三、工件装夹 (具体详见《NC 工件装夹SOP 》)3.1根据工件考虑装夹方式3.1.1根据工件的外观,选择工件的装夹方式。
一般工件装夹的的方式:虎钳装夹与吊装板、磁力平台装夹。
虎钳装夹方式吊装块吊装装夹 磁力平台装夹3.2根据工件的加工要求,考虑工件的装夹是否干涉。
工件上机台之前,应用无尘纸或者布条擦拭工件底部与吊装板。
3.2.1当工件为虎钳装夹时,根据图纸要求装夹,使工件露出足够高度,来满足加工。
以免因高度过低而加工到虎钳,损坏虎钳。
3.2.2当工件为磁力平台装夹时,因考虑垫块摆放方式,是否会因磁力不足,而使工件在加工过程跑位。
《数控铣床编程与操作项目教程》习题集附答案模块2
模块二平面图形加工课题一一、填充题1.数控机床七大类功能字是指、、、、、、。
2.顺序号字地址是,一般放在程序段,它不代表程序执行顺序,仅用于程序的和。
3.数控铣床进给速度单位一般为。
4.地址F表示。
地址T表示。
5.G00指令表示,一般用于场合,G01指令表示 ,常用于场合。
6.G00指令是使刀具以速度从刀具所在位置移动到位置。
7.M08指令表示,M09指令表示。
8.G代码有模态代码和非模态代码两种,代码一经使用持续有效,直到同组G代码取代为止。
9.辅助功能指令表示机床辅助装置 ,一般由控制。
10.准备功能指令表示建立机床或数控系统一种命令。
11.G00 X Y Z 指令格式中,X、Y、Z表示坐标。
12.使用G00指令快速接近工件时,刀具距工件表面应有 mm安全距离。
13.G01 X Y Z F 指令格式中,X、Y、Z表示的坐标,F 表示。
14.单段加工模式即按下数控启动键后,机床执行段程序后停止,继续按数控启动键,继续执行程序。
15.西门子系统程序字地址还可用复合地址,当采用复合地址时,地址与数值之间应用隔开。
16.辅助功能锁住按钮被按下时,代码被禁止输出,只是运行程序一遍。
17.当需要垂直进刀时,应尽可能选择铣刀。
二、判断题1.程序段号在程序中可以不编写。
2.程序段号就是表示程序的执行顺序。
3.程序中可以插入无程序段号的程序段。
4.数控程序中,程序段号必须由小到大编写。
5.S600表示每小时主轴转过600转。
6.M指令表示机床辅助动作的接通和断开。
7.M00指令可以使程序结束并自动回到开头。
8.M05指令表示主轴停止。
9.一个程序段内只允许有一个M指令。
10.M06表示切削液开指令。
11.准备功能也叫G功能,它是使机床或数控系统建立起某种加工方式的指令。
12.由于执行了“ISO”标准,所以现在所有的数控功能指令代码得到了统一。
13.G01与G1、G00与G0在大部分数控机床上功能是相同的。
14.G00指令后必须编写F指令。