轧机单独驱动辊道的结构分析
辊道的工作原理
辊道的工作原理辊道是一种常用的物流输送设备,广泛应用于仓储、物流和生产线等领域。
它通过一系列的辊子将物体从一个地点输送到另一个地点,具有高效、快速、稳定的特点。
本文将详细解释辊道的基本原理,并探讨其工作过程中涉及的各个方面。
1. 辊道的组成辊道主要由辊子、支撑架和传动装置三部分组成。
•辊子:是辊道的核心部件,通常由金属或塑料制成。
它们被安装在支撑架上,并形成连续的输送表面。
•支撑架:用于固定和支撑辊子。
支撑架通常由钢材制成,并根据需要进行调整以适应不同高度和角度。
•传动装置:用于驱动辊子转动,常见的传动方式有链条传动、皮带传动和电机驱动等。
2. 辊道的工作原理辊道通过使物体沿着一条直线或曲线运动来实现输送功能。
其基本原理可以概括为以下几个步骤:步骤1:物体的装载首先,将待输送的物体放置在辊道的起点位置。
这可以通过人工操作或自动装载设备完成。
步骤2:辊子的转动当物体被放置在辊道上时,传动装置开始工作,驱动辊子转动。
根据传动方式的不同,驱动力可以通过链条、皮带或电机等部件传递给辊子。
步骤3:物体的滚动由于辊子处于旋转状态,物体被推到并沿着辊道表面滚动。
这是因为辊子与物体之间存在摩擦力,同时还受到重力的作用。
步骤4:物体的传递当物体滚动到达辊道的终点位置时,它可以被取走或进一步处理。
这可以通过人工操作或自动卸载设备完成。
3. 辊道的特点与优势辊道作为一种常用的输送设备,在各个行业中得到了广泛应用,并具有以下特点和优势:高效快速辊道具有高效快速的特点。
由于其连续滚动的设计,它能够以相对高速地将物体从起点输送到终点。
这使得辊道成为大规模物流和生产线作业中的理想选择。
稳定可靠辊道的结构稳定,能够承受较大的荷载。
同时,辊子之间的间距和尺寸经过设计,确保了物体在输送过程中的平稳运动。
这使得辊道在重载、长时间运行等特殊工况下也能保持稳定可靠。
适应性强辊道具有良好的适应性。
它可以根据不同物体的尺寸、形状和重量进行调整,并且可以与其他设备进行连接。
辊类与辊道
4.辊道安装要求
• 2.V型辊道的安装要求 个方面:
• • •
V型辊道的安装要求主要有以下几
±0.5mm ±1mm 0.10mm
辊道标高允许偏差: 辊道中心点对纵向中心线的偏移 弹性联轴器找正允许偏差: 外圆
铸钢或锻钢辊道不宜反复多次堆焊修复!球磨铸铁辊道不能进行堆焊修复!
4.辊道安装要求
• 1.辊道架找正 辊道架的找正不仅要求标高正确,还要求 水平置正确。 • 辊道架对纵向中心线的平衡度: 0.2/1000
• • • • • • • • 辊道架水平度: 0.1/1000 滚到标高允许偏差: ± 0.5mm 辊道中心点对纵向中心线的偏移: ±1mm 辊子轴线与纵向中心线的垂直度: 0.1mm/全长 辊子水平度: 0.1/1000 相邻辊子间的平行度: 0.2/全长 联轴器找正允许偏差: 端面和外圆均为 0.10mm 接手外侧端面间距为 ﹢1.5mm
四、胶辊的质量检查(续)
• 5、金属芯的表面以中间为界分别车制三角形螺纹,左右螺纹分开,螺纹主要 参数见下表:
金属辊芯公称直径(mm) ≤100 >100 螺距(mm) 1.5~2.0 2.5~3.0 螺纹深度(mm) 1.5~2.0 2.5~3.0
• •
6、铸铁中空辊芯的两端必须通孔,孔的直径不应小于20mm;使用时以平头 螺钉堵住。 7、尺寸公差要求:胶辊包覆胶长度与辊芯直径的比值在15倍以内时,直径偏 差和包覆胶长度偏差按下表规定,不能满足需方要求时,供需双方按 GB/9896 规定的等级选定。 包覆胶长度偏差
胶辊直径(mm) >100~160 >160~250 >250~100 >400~630 >630 直径偏差(mm) ±0.9 ±1.1 ±1.4 ±1.8 ﹢3.0 ~ -2.0 包覆胶长度(mm) >1000~1600 >1600~2500 >2500 —— (mm) ±1.5 ±2.0 ﹢2.5~-2.0 ——
某1580热连轧机工作辊弯辊及横移结构分析及改进
某1580热连轧机工作辊弯辊及横移结构分析及改进文章从工作辊弯辊及横移装置的结构出发,结合某1580mm热连轧机实际情况,对其弯窜辊装置中的操作侧、传动侧卡板缸进行了分析及改进,现已应用于实际生产中,以期在减少停机时间、降低故障率、提高工作效率方面发挥一定的作用。
标签:工作辊弯辊;横移;工作辊卡板缸1 引言目前,市场上对板带材产品的宽度需求日益增加,厚度尺寸逐渐减薄,板型精度要求日益增加,因此怎样有效地解决板带材横向厚差的变化以及因边部和中部变形不均而出现波浪的问题,从而获得接近理想形状的优质板材成为各钢铁企业重点解决和研究的课题[1-2]。
在轧制过程中,轧件横向厚差和板型变化主要是由辊缝形状变化引起的,而调整轧辊辊型是获得良好板型的关键因素,它的基本思想是根据实际情况随时改变轧辊的实际凸度,使板材的横向厚差和板型控制合理的范围内。
目前常用的调整辊型的方法有[3-5]:改变原始辊型法,改变温度辊型法以及液压弯辊法。
前两者都有其局限性,或者只能适应于单一规格的轧件,或者调整辊型的速度很慢;而液压弯辊系统因其高效和高精度在板带材轧机中得到了日益广泛地应用,它是利用液压缸对轧辊施加弯矩,使轧辊产生附加挠度,进而增加或者减少轧辊原有凸度,从而获得最佳辊型。
本文以板带材连轧机典型的液压弯辊系统-工作辊弯辊及横移装置为基础,分析了其结构及其工作方式,并对某些部位进行了结构改进。
2 工作辊弯辊及横移装置的结构分析工作辊弯辊及横移装置是板带材轧机中的重要机构,以轧制标高面为基准可分为上弯辊装置和下弯辊装置,上、下弯辊装置分别由驱动工作辊横移的液压缸以及四个弯窜辊缸块组成,弯窜辊缸块内部根据弯辊力的不同装有一定数量的液压缸。
上弯辊装置作用主要是平衡上工作辊部件和上支承辊零件的重量;消除上支承辊轴承中的间隙;给工作辊和支承辊之间提供足够的压靠力;减小上辊系和压下之间的间隙,保证预设辊缝精度;正常工作时为工作辊提供合适的弯辊力。
辊道的工作原理
辊道的工作原理辊道是一种广泛应用于物流、包装、运输等领域的设备,它主要由辊子、轴承和支撑结构等组成。
其工作原理是通过辊子的滚动来实现物品的传输。
下面将从几个方面详细介绍辊道的工作原理。
一、辊道的组成辊道主要由以下几个部分组成:1. 辊子:是辊道最重要的部件,通常由钢、铝或塑料等材料制成。
其直径大小和长度根据使用要求不同而有所不同。
2. 轴承:用于支撑和固定辊子,使其能够顺畅地滚动。
3. 支撑结构:用于支撑整个辊道系统,通常由钢质或铝质材料制成。
4. 传动装置:用于驱动整个辊道系统运转,通常采用电机驱动或链条传动方式。
二、辊道的工作原理当物体需要在生产线上进行运输时,将其放置在入口处的起点上,然后通过电机驱动或链条传动方式将整个辊道系统启动。
此时,在轴承支持下,位于起点处的第一个辊子开始向前滚动,并带动相邻的辊子一起滚动,最终将物体从起点处运输到终点处。
在运输过程中,辊子的滚动摩擦力主要由轴承和支撑结构提供。
同时,为了保证物体能够平稳地运输,辊道系统通常会设置一些防滑装置,如橡胶垫、凹槽等。
三、辊道的分类根据不同的工作场景和使用需求,辊道可以分为以下几类:1. 重载型辊道:适用于重型物品的运输,通常采用钢质材料制成。
2. 中载型辊道:适用于中等重量物品的运输,通常采用铝质材料制成。
3. 轻载型辊道:适用于轻量级物品的运输,通常采用塑料材料制成。
4. 直线型辊道:主要用于直线式生产线上的物流传输。
5. 弯曲型辊道:主要用于弯曲式生产线上的物流传输。
四、应用领域由于其简单易操作、高效节能等优点,辊道被广泛应用于包装、仓储、快递等领域。
例如,在快递行业中,辊道可以帮助快递员快速地将包裹从一个地方运输到另一个地方,大大提高了工作效率。
在生产线上,辊道可以将原材料、半成品和成品等物品快速、准确地传输到指定位置,从而提高生产效率和降低人力成本。
总之,辊道是一种非常实用的物流设备,其工作原理简单易懂。
在今后的生产和物流过程中,辊道将继续发挥重要作用。
轧机结构分析
各种金属,随着温度的升高,其强度指 标都降低,变形阻力随着降低。这是影响变 形阻力非常重要的指标。
变形速度在热轧生产中,速度越高、变 形阻力越大,在冷轧中,则影响不大;变形 程度对变形阻力的影响与之相反,在冷态下, 由于金属硬化,变形阻力随变形程度的增加 而增加。在热态下,则影响很小。
辊道和齿轮的支撑轴承选用圆锥滚子轴承,这 种轴承的特点适合低速、重载,能承受轴向力, 安装精度要求比较高。
日常点检维护的薄弱点:
a、辊道轴承
在我们的生产现场,特别是机前,辊道轴承是 延伸辊道和运输辊道最为薄弱的环节,首先,辊 道承受钢坯冲击,冲击载荷一般是正常载荷的数 倍以上,冲击载荷直接考验轴承负载极限;其次, 环境恶劣,这一点对轴承的影响最大,当轧机除 鳞时,氧化铁皮、高压水等等,会通过轴承座密 封的间隙,进入到轴承中,水进入轴承,会稀释 润滑油,腐蚀滚动体、滑道;氧化铁皮进入之后, 破坏滚动体旋转的平稳性,对滑道和滚动体产生 冲击,会破坏表面光洁度。
• 粗轧机组成 1、辊道:延伸辊道、运输辊道
旋转辊道; 机架辊; 2、推床:导板、导齿架、拉杆、滑道、滚轮、液压 缸、传动箱 3、机架:双联闭式机架 4、压下系统:卧式压下装置 5、轧辊平衡:液压平衡 6、辊系:四辊轧机 7、主传动系统
二、辊道
1、 辊道:延伸辊道、运输辊道 旋转辊道; 机架辊;
薄弱点:
一、由于钢坯对辊道冲击严重,辊道轴承座 固定困难,原来轴承座的地脚螺栓,现在已经全 部不用,通过轴承座之间加定位垫来布置。
二、钢坯冲击辊道,造成辊道的跳动,容易 导致轴承座的密封端盖脱落,使氧化铁皮和水, 进入轴承,导致轴承润滑不良,影响轴承寿命;
轧钢辊道工作性能影响因素的分析及改进方法
【 关键词】注汽锅 炉 炉 管腐蚀 氧 腐蚀
p H值 热 负荷 预 防措 施
油 田注 汽 锅炉 是 稠油 热 采专 用设 备 ,属 高 温 高压 设 备 ,对 水 质有 严格 要 求 。水 质 不达 标 将 造 成 炉 管结
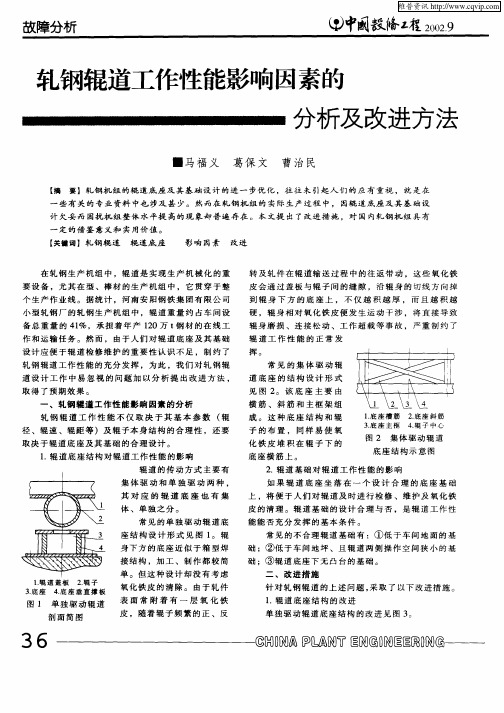
些有 关的 专 业资料 中也 涉及 甚 少 。然 而在 轧 钢 机组 的 实际 生产 过程 中 ,因辊 道底 座 及 其基 础 设
定 的借 鉴 意 义和 实 用价值 。
计 欠妥 而 困扰 机 组整 体 水 平提 高的现 象却 普 遍 存 在 。本 文提 出 了改进措 施 ,对 国 内轧 钢机 组 具 有
小 型 轧 钢 厂 的 轧 钢 生 产 机 组 中 , 辊 道 重 量 约 占 车 间 设
皮 会 通 过盖 板 与辊 子 间 的缝 隙 ,沿 辊 身 的 切线 方 向掉 到辊 身 下 方 的底 座 上 ,不 仅 越 积 越 厚 ,而 且 越 积 越 硬 ,辊身 相 对 氧化 铁 皮便 发 生运 动 干 涉 ,将 直 接 导 致 辊 身磨 损 、连接 松 动 、工 作 超 载等 事 故 .严重 制 约 了 辊 道 工 作 性 能 的 正 常 发
一
【 关键词】轧钢 辊 道
辊道 底 座
影 响 因 素 改进
在 轧 钢 生 产 机 组 中 ,辊 道 是 实 现 生 产 机 械 化 的 重
转 及 轧 件 在 辊 道 输 送 过 程 中 的 往 返 带 动 , 这 些 氧 化 铁
要 设 备 ,尤 其 在 型 、棒材 的生产 机组 中 ,它 贯穿 于整 个生 产 作业 线 。据 统 计 ,河 南安 阳钢铁 集 团 有 限公 司
轧机中各辊止推轴承结构的分析
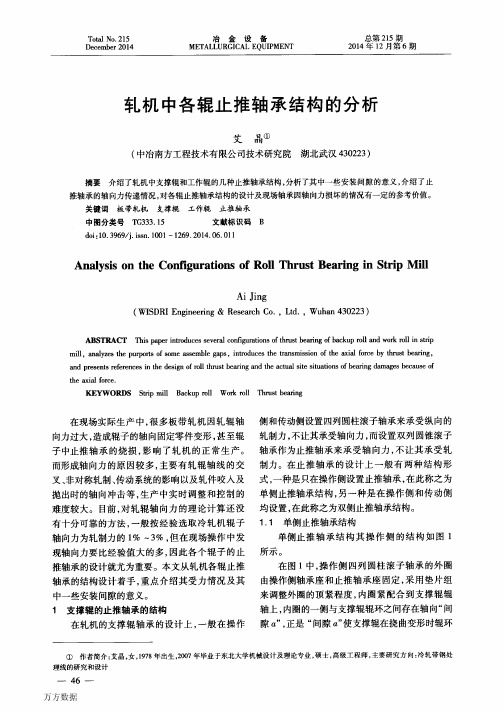
T0tal No.215冶金设备总第215期DeceInber2014 M E T A L L U RG I C A L EQUIPMENT 2014年12月第6期轧机中各辊止推轴承结构的分析艾晶① (中冶南方工程技术有限公司技术研究院湖北武汉430223)摘要介绍了轧机中支撑辊和工作辊的几种止推轴承结构,分析了其中一些安装问隙的意义,介绍了止推轴承的轴向力传递情况,对各辊止推轴承结构的设计及现场轴承因轴向力损坏的情况有一定的参考价值。
关键词板带轧机支撑辊工作辊止推轴承中图分类号TG333.15文献标识码Bdoi:10.3969/j.issn.1001一1269.2014.06.011Analysis o n the Con69urati ons of Roll Thrust Bearing in Strip MiUAi Jing(WISDRI En百neering&Research Co.,Ltd.,Wuhan 430223)ABS’n王A CT 7rhis p a p e r int ro d uc es several c o n矗g u mt i o n s of tllmst b ea r i ng of ba cku p roU a nd wo rk m U in strip miu,analyzes tll e purport s of some舾se mb l e g a ps,i n t r o d uc e s the t ra ns m is s io n of the axial force by tllmst be 撕ng,aIld pr ese nts refe re n ce s in t}le d e s i g n of mU thllJst be撕ng and the actual site s i t ua t i on s of be撕ng d锄agesbecause of tI le axial force.K E Y W O R D S Strip miU B a ck u p mll Work roll Thmst bear ing在现场实际生产中,很多板带轧机因轧辊轴侧和传动侧设置四列圆柱滚子轴承来承受纵向的向力过大,造成辊子的轴向固定零件变形,甚至辊轧制力,不让其承受轴向力,而设置双列圆锥滚子子中止推轴承的烧损,影响了轧机的正常生产。
轧钢机工作辊道的布置和结构
轧钢机工作辊道的布置和结构轧钢机是钢材加工的主要设备之一,用于将钢坯或钢板加工成所需的钢材形状和尺寸。
轧钢机由多个辊道组成,其中工作辊道是轧制过程中起主要作用的部分之一。
工作辊道是轧钢机中最关键的部分,其布置和结构的合理性直接关系到轧制质量和生产效率。
本文将介绍轧钢机工作辊道的布置和结构的相关内容。
一、工作辊道的布置轧钢机的工作辊道布置主要分为横式和竖式两种。
横式工作辊道是指辊道长轴水平放置,其工作辊分布在辊道中心部分;竖式工作辊道则是指辊道长轴垂直放置,其工作辊分别位于上下两侧。
横式和竖式工作辊道都有各自的适用场合。
横式工作辊道适用于轧制有限厚度的钢板或薄板,由于辊道布置紧凑,钢坯正确导入工作辊道的难度较大,需要具有较高的自控性和辊线指导能力,以便实现高品质、高效率的轧制。
横式工作辊道的几个主要部分包括上下支撑辊、工作辊和收卷辊。
工作辊排列紧凑,数量较多,通常采用“C”形或“Z”形的开放式布局,以便实现加工过程的自控和规范。
工作辊道一般由一个或多个组成,以适应各种钢材的轧制需求。
竖式工作辊道适用于轧制钢轨等大型钢材。
竖式工作辊道的布置紧凑、辊道尺寸大,主辊线和分流辊线则位于两侧。
钢坯由上部向下轧制,便于有效降低局部应力和变形率,减少辊道变形和断边现象的发生,同时也有利于轧制质量和生产效率的提高。
二、工作辊道的结构轧钢机工作辊道结构设计要考虑到钢坯的规格、材质、厚度、轧制宽度和轧制工艺等多种因素。
为了达到预期的轧制效果,还必须考虑辊道尺寸、直径、材质与表面硬度、辊道形状和滚道线速度等因素对轧制工艺的影响。
1.支撑辊的设计支撑辊是辊道中最重要的部件之一,它能够支撑工作辊的运动,防止其发生过度变形和损坏。
支撑辊应具有较高的稳定性、耐高温、耐磨损、高精度和高刚度等特点。
2.工作辊的设计工作辊是轧制过程中和钢材直接接触的部件,它需要具备耐磨损、高强度和高精度等特性。
通常采用合金工具钢或高速钢制造,表面采用镀铬、氮化或其他处理技术加强表面硬度。
轧机机架辊设计
轧机机架辊设计摘要详细介绍轧机机架辊的结构,及其传动件齿轮箱、电机、联轴器等的选择和结构。
近年来,由于生产产量的提高原料品种规格和产品品种规格的增加。
尤其是不锈钢产量品种规格的大幅增加二辊前后机架辊的损坏更加频繁。
主要故障表现在,传动齿轮齿根折断。
主动辊,被动辊辊颈折断等。
特别是在生产轧制过程中的机架辊损坏故障。
不仅造成废钢,而且产生机械故障,造成全厂生产中断,影响极其恶劣,经统计"2009年1~12月份累计损坏机架辊60多套其中"21套是辊颈折断、牙齿折断28套,月平均损坏6套,直接经济损失12万元,影响时间3h。
宽厚板生产线最主要的设备是轧机,而轧机机架辊是轧制过程中与轧机联系最紧密的设备之一,它将板坯顺利送入轧机辊缝并接受轧出的轧件。
机架辊工作条件恶劣,受冲击,负荷大,容易损坏。
现代设计思想不再是加大安全系数,既然损坏难以避免,就要从缩短更换时间、方便维修入手设计其结构。
机架辊是轧制过程中与主机联系最紧密的设备之一。
它将板坯顺利送人轧机辊缝并接受轧出的轧件。
机架辊工作条件恶劣,受冲击,负荷大,容易损坏。
现代设计思想不再是加大安全系数,既然损坏难以避免,就要从缩短更换时间,方便维修入手设计结构。
由于不同轧机轧制力不同,板坯规格不同,成品规格不同。
所以机架辊的设计也不同。
某钢铁公司3500 mm中厚板轧机的机架辊设计很成功。
从投产至今.没有出现过不良情况。
粗轧机架辊是最重要的粗轧辅传动设备之一,由于其运行条件恶劣,维护极不方便,辊系装配采用SKF的调心滚子轴承23148,电机采用大连电机厂生产的YGP',t355L--8型,45kW辊道用变频调速i相异步电动机,控制系统采用西门子PLCs7—400通过DP总线指挥各个控制装置T作,前、后机架辊各用一套西门子逆变器6SE7035--1TJ60。
译文:Detailed presentation roller mill, and its transmission is the gear box, motor, so the choice of axes and structure. in recent years production of raw materials production up by a variety of specifications and specifications of products, especially of stainless steel output specifications for the two rolls and rolls the more frequent failure in the main gears and broken the initiative to roll passive roll off the roll neck, particularly in the production during the roll of the damage caused is not only .Generous board line of the main equipment to be pulled up, and roller mill is during are more closely linked with the device, it will roll smoothly into are the seam and take over the ruts. roller working conditions, shocks and to load the damage. modern design is no longer increase rates. since the damage is difficult to avoid, to change from short time, repair to his design. because of its structure is different from the rolling mill rolling force, during the roll was more closely linked with the host one of the equipment. it will be sent to roller mill smooth seam and take over the ruts. roller working conditions, shocks and to load the damage. modern design is no longer increase security department, since the damage is difficult to avoid, by changing from time to start. the structure of the design is different from the rolling mill rolling force, specifications, with the specifications. it's a roller . A roller mill a most important thing is rough and auxiliary facilities, transmission of the operating conditions are bad and maintain a very inconvenient, roll the assembly to adopt the heart of roller bearings 23148 in dalian, the electrical machinery plant production , t355l --8, 45kw with machinery velocity modulation control motor, and i are an asynchronous system to adopt plc, siemens s7 400 dp bus conductor by various control devices, before and after eliminating roll with a set of siemens become a usurper 6se7035 1tj60 z's, point five关键词:机架辊;集中传动;齿轮箱;交流变频调速电机;联轴器。
连铸连轧生产线辊道结构特点分析
98科学技术Science and technology连铸连轧生产线辊道结构特点分析张先余(日照钢铁有限公司,山东 日照 276808)摘 要:连铸连轧生产线作为目前能够生产极薄规格带钢产品生产线,辊道是设备精度的主要控制项目之一,本文介绍了连铸连轧生产线轧机区辊道的结构特点及主要作用,根据连铸连轧生产实践,总结了各辊道异常状态状态对薄规格轧制产品质量的影响。
关键词:连铸连轧生产线;辊道结构;功能特点中图分类号:TF777 文献标识码:A 文章编号:11-5004(2021)09-0098-2收稿日期:2021-05作者简介:张先余,男,生于1987年,汉族,山东莒县人,研究生,中级工程师,研究方向:热轧带钢机械及液压设备日照钢铁连铸连轧板带生产线引进于PRIMETALS (原SIEMENS 冶金工业),鉴于该种轧线可生产极薄规格带钢比例高[1],具有良好的市场前景。
极薄规格的带钢产品具有广阔的市场,但是同时也对设备功能精度提出了更高要求。
辊道作为轧线上重要的输送设备,对产品质量影响巨大,分析连铸连轧轧线辊道的性能特点及维护要点对保证连铸连轧轧线产品质量具有重要意义,本文主要介绍连铸连轧轧线除工作辊、支撑辊、侧导辊以外的其他种类的辊道。
除工作辊、支撑辊、侧导辊外,连铸连轧轧机热区辊道从功能方面分类主要分为输送辊、张力辊、夹送辊三类。
输送辊类的功能是将带钢从上机架输送至下机架,起输送带钢的作用,主要有粗轧区域输送辊除、鳞箱输送辊道;张力辊类主要有粗轧机架间张力辊、精轧机架间张力辊(以下称活套辊)、套量检测辊;夹送辊类是张力辊类的变种,除了提供张力之外根据位置不同还兼有其他功能,热区有转鼓剪夹送辊、加热炉炉夹送辊、除鳞箱夹送辊。
以下对于其结构功能分别介绍。
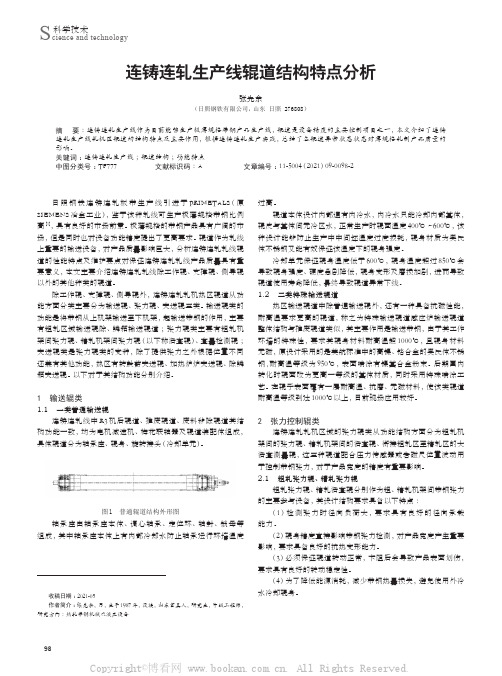
1 输送辊类1.1 一类普通输送辊连铸连轧线中R3机后辊道、推废辊道、废料移除辊道其结构功能一致,均为电机减速机、梅花联轴器及辊道装配体组成,具体辊道分为轴承座、辊身、旋转接头(冷却单元)。
轧钢机械第十三章
第十三章辊道与升降台在轧钢车间中,辊道是用来纵向运输轧件的,可把地面的各种机械设备按生产流程连接成生产流水作业线。
因而辊道数量多、设备重量大,约占车间设备总重量的20%~30%,有时更高。
辊道的工作状况直接影响着轧钢生产,因此,正确合理地设计和维护辊道,对辊道进行技术革新、延长使用寿命、减少故障,对提高车间产量和质量具有重要意义。
第一节辊道的类型辊道按传动方式可分为集体传动、单独传动和不传动的空转辊道三种。
集体传动辊道应用最广,一般由4~10个辊子组成一组,由一台电机驱动。
集体传动辊道主要用来运输短而重的轧件,或用在工作条件较繁重的场合。
由于轧件重量集中作用在几个辊子上,每个辊子承受负荷较大。
采用集体传动可以减少辊道电机功率。
单独传动辊道的每一个辊子(或每两个辊子)都由一台电机传动,一般用来运输长轧件,每个辊子承受负荷较小。
单独传动辊道的结构简单。
空转辊道由一组没有传动装置的辊子组成,一般用在中小型车间加热炉出口处。
辊道与地面成倾斜布置,钢坯靠重力作用向下移动,这种辊道又称为重力辊道。
根据工作性质的不同,辊道主要分为运输辊道和工作辊道两大类。
按不同用途,辊道又可分为表13—1中各种类型。
第二节辊道的结构一、集体传动辊道的结构图13—6、图13—7是1150初轧机受料辊道结构图,这组辊道的七个辊子,由一台直流电动机通过两级齿轮减速装置、一根传动长轴和七对圆锥齿轮传动。
为了便于在一根长轴上安装数个圆锥齿轮,齿轮与轴采用动配合,且用斜键固定(图13—7中A—A剖面),在斜键端部装有定位压板,以防斜谴松动。
圆锥齿轮在长轴上的位置通过套筒和异形键1确定。
长轴上的轴承座能够单独拆卸(图13—7中D—D剖面)。
由于辊子传动端圆锥齿轮与长轴上的圆锥齿轮相啮合,在拆卸辊子时,辊子应有一个轴向位移,使圆锥齿轮脱离啮合,然后才能取出辊子。
为此,在传动端轴承座内侧装有剖分套筒,剖分套筒的下半环有凸台3,可使辊子轴向定位。
辊道输入辊道工作原理
辊道输入辊道工作原理
辊道是一种用于输送物品或人员的设备,它通常由一系列辊子组成,这些辊子被安装在一个框架上,形成一个连续的表面。
当物品或人员放置在辊道上时,它们可以被轻松地推动或滑动,以便在整个辊道上移动。
辊道的工作原理基于轮的滚动作用。
每个辊子都具有一个轴和一个外部表面,通常是圆柱形的。
当物品或人员施加推力或重力时,辊子开始滚动,使物品或人员在辊子之间传送。
辊子之间的间距通常是一致的,以确保物品或人员可以平稳地移动。
辊道通常由一台电动机或手动推力机构驱动。
电动机可以通过连杆或皮带与多个辊子相连,使它们同时转动。
手动推力机构可以通过推动辊子或辊道的起始部分来启动辊道的运行。
这些推力机构通常包括一个手柄或把手,用户可以用手或体力来推动物品或人员。
辊道的维护和操作相对简单。
它们通常由耐用的材料制成,如金属或塑料,以确保长期使用。
定期的清洁和润滑可以保持辊子的顺畅运行。
此外,辊道还可以配备额外的设备,如传感器和控制系统,以便进行自动化控制和监测。
总的来说,辊道通过利用轮的滚动作用,将物品或人员从起始点传送到目的地。
它们是一种常见且高效的物流设备,广泛应用于物流和制造业领域。
轧机结构分析
5、辊道基本参数及确定原则: 辊道的基本参数:辊子直径、辊身长度、辊
距、辊道速度; 辊子直径主要取决于辊子所承受的冲击力,以
此来确定辊子的强度,在满足强度要求的条件下, 辊子直径应该尽量小,以减小辊子重量和惯性转矩。
定;工作辊道的速度根据轧机速度选取机前工 作辊道比轧机的速度要低5%,机后工作辊道的 速度比轧机高5%~10%;对于炉前、炉后运输 辊道,在满足生产要求的情况下,尽量选用较 低的速度,出炉辊道的速度,为了减少温降, 一般比入炉辊道速度要高,轧机机后运输辊道 的速度一般为轧制速度的1~1.1倍,避免产生堆 钢。
• 粗轧机组成 1、辊道:延伸辊道、运输辊道
旋转辊道; 机架辊; 2、推床:导板、导齿架、拉杆、滑道、滚轮、液压 缸、传动箱 3、机架:双联闭式机架 4、压下系统:卧式压下装置 5、轧辊平衡:液压平衡 6、辊系:四辊轧机 7、主传动系统
二、辊道
1、 辊道:延伸辊道、运输辊道 旋转辊道; 机架辊;
齿轮分配箱的结构和减速机的区别就在于齿 轮的布置不同,其它基本相同。
3、旋转辊道 主要作用:转动钢坯
工作原理:通过相邻旋转辊道反向旋转,使 钢坯发生转动,达到转钢的目的。
构成:辊道、联轴器、齿轮分配箱、减速机、 电机
工作状况:旋转辊道的工作环境非常恶劣, 不仅水汽、氧化铁皮,而且,最大的影响是钢坯 轧制过程中对辊道产生的冲击。
辊身长度:辊身长度取决于轧件宽度,一般比 轧件的最大宽度长200~500mm;
辊距:确定原则:一、辊距不能大于最短轧件
长度的一半;二、运输长钢板时,最大辊距要考虑 钢板由于自重引起弯曲这一条件。大型轧机上,间 距为:1.2~1.6m;中板轧机为:0.9~1m;薄板轧 机为:0.5~0.7m。
3500mm轧机机架辊的结构特点
《一重技术》3500mm轧机机架辊的结构特点唐卫东1,王哲2,赵运涛2(1.一重集团大连设计研究院工程师,辽宁大连116600;2.一重集团大连设计研究院助理工程师,辽宁大连116600)摘要:详细介绍某3500mm中厚板轧机机架辊的结构特点,并给出中板轧机机架辊设计中应注意的问题和建议。
关键词:中板轧机;机架辊;单独传动;集中传动中图分类号:TG333.13文献标识码:B文章编号:1673—3355(2006)06—0001-02BreastRoUConstructionfor35∞millPlateMmTangWeidong,WangZhe,ZhaoYuntaoAbstract:Thearticledescribestheconstructionfeaturesofbreastrollsfor3500mmplatemillandputforwardthesuggestionforthedesignofthebreastrolts.Keywords:platemill,breastroll,individualdrive,combineddrive机架辊是轧制过程中与主机联系最紧密的设备之一。
它将板坯顺利送人轧机辊缝并接受轧出的轧件。
机架辊工作条件恶劣,受冲击,负荷大,容易损坏。
现代设计思想不再是加大安全系数,既然损坏难以避免,就要从缩短更换时间,方便维修入手设计结构。
由于不同轧机轧制力不同,板坯规格不同,成品规格不同。
所以机架辊的设计也不同。
某钢铁公司3500mm中厚板轧机的机架辊设计很成功。
从投产至今.没有出现过不良情况。
1机架辊的结构特点该3500mm中厚板轧机是新建的一条独立完整的现代化中厚板轧机生产线,机架辊的结构有独到之处。
有关参数如下:机架辊规格机架辊辊距辊面线速度辊子数量机架辊传动电机0570/0420x3200mm540mm0~4.5m/s2x3根收稿日期:2006—07—21:修回日期:2006—08—15AC75kW,740r/min调速,6台机架辊由机架辊本体和卡紧装置及传动装置组成。
2辊轧机的原理及构造
2辊轧机的原理及构造
2辊轧机是一种常用的金属加工机械,用于将金属坯料通过两个辊子之间的压力进行塑性变形,从而得到所需的形状和尺寸。
它主要由两个辊子、传动装置、传动轴、辊座、辊子调整装置、电气装置等组成。
2辊轧机的原理是利用两个辊子之间施加的压力使金属坯料变形,同时通过辊子的旋转运动将金属坯料送入辊缝中。
在金属坯料通过辊子的过程中,由于辊子的压力和旋转导致金属坯料内部分子间的结构发生改变,从而实现金属的塑性变形。
2辊轧机的构造主要包括以下几个部分:
1.辊子:通常为两个直径相等的辊子,可以是实心的也可以是空心的,用于施加压力和传递驱动力。
2.传动装置:用于提供辊子的旋转运动,通常采用电机或液压驱动。
3.传动轴:将电机的旋转动力传递给辊子的轴心,使辊子能够旋转。
4.辊座:支撑辊子并提供调整辊子位置的功能。
5.辊子调整装置:用于调整辊子的间隙,以实现对金属坯料塑性变形的调节。
6.电气装置:用于控制和保护2辊轧机的运行,包括电机启停、调速、操作控制等功能。
通过上述构造和原理,2辊轧机可以对金属坯料进行塑性变形,获得所需的形状和尺寸。
它广泛应用于金属加工、轧钢等工业领域。
辊道升降机构的结构设计及计算
辊道升降机构的结构设计及计算国内某钢厂需新建1套1780mm热轧带钢轧机,板坯参数为厚度:220mm、230mm、250mm;板坯宽度:800mm~1650mm;板坯长度:8000mm~*****mm(定尺坯);4500mm~5300mm(短尺坯)。
坯料最大重量350KN。
可见,升降辊道运送的钢坯重量大,规格多。
这就对升降辊道的结构性能及传动方式提出了更高的要求。
且升降辊道处于地坑中,空间狭窄,要求结构紧凑,占用空间小。
针对上述所需升降辊道的要求,本文着重介绍了升降辊道的升降机构,及其传动方式。
一、升降辊道结构组成(一)升降辊道位于标高相差1300mm的两部分热送辊道之间,用于将板坯提升到上料辊道高度并将板坯在两部分热送辊道之间进行传送。
(二)升降辊道由辊道本体和升降机构组成。
其中辊道本体包括辊子部件、辊道架、导板、齿轮电机等,升降机构包括导向装置及升降传动装置。
二、升降机构(一)导向装置导向装置是由导向架、导柱、导向轮、圆柱滚子轴承、定位环、芯轴及齿轮偏心轴等组成。
为防止导柱在上下运动过程中偏斜或卡死,将四周导向轮布置为两侧间隙固定和两侧间隙可调的形式。
可调侧的导向轮则采用齿轮偏心轴与齿条啮合的安装形式来调整间隙大小。
(二)升降传动装置与传统的液压缸驱动方式及气动驱动方式不同,此升降传动装置采用电机与减速机及升降机组合的传动方式。
1.传动装置的结构组成升降传动装置(见图1)主要由升降机、升降电机、制动器、减速机等组成。
减速机是等比例传动型式。
升降电机与中间减速机连接,通过传动轴等比输出到两侧减速机,减速机再分别等比输出并直接带动两侧升降机,实现辊道升降运动。
1—升降机1;2—升降机2;3—升降电机;4—制动器;5—减速机;6—传动轴图1 升降传动装置布置图2.与其他传动方式比较与液压缸驱动形式及气缸驱动的形式相比,升降辊道中利用电机-减速机-升降机的升降传动方式,具有如下优点:(1)此传动型式能够有效地节省空间。
(完整word版)辊子结构和辊道基本参数
辊子结构和辊道基本参数1.辊子结构在轧钢车间中,常用的辊道辊子结构有四种型式。
(a)实心锻造辊子(b)具有锻造轴端的空心辊子(c)具有焊接轴端的空心辊子(d)铸铁辊子(2)由厚壁钢管或铸钢制成的空心辊子这种辊子一般用在中等或轻负荷的辊道上。
例如,初轧机的延伸辊道、运输辊道;其他大部分轧机的主要工作辊道、升降台辊道、输入辊道等空心辊子的轴端可以是锻造的,也可以是焊接的。
空心辊子具有较小的飞轮力矩,适合于启动工作制辊道。
采用铸钢辊子时,辊子的壁厚要均匀。
否则,在运转时由于辊子不平衡而引起的惯性力较大,使辊子轴承、圆锥齿轮磨损严重,电动机的启动制动力矩大,功率消耗多。
(3)铸铁辊子这种辊子价格便宜,一般用在轻负荷辊道上。
例如,除初轧机外的大部分轧机的延伸辊道;除输入辊道外的薄板轧机的所有辊道等。
由于铸铁辊子不易擦伤轧件的表面,对于成品轧件的输出辊道尤为合适。
铸铁辊子的传动轴除了用键连接外,也有将铸铁辊子直接浇铸在钢轴上的。
2.辊道基本参数辊道的基本参数是辊子直径、辊身长度、辊距和辊道速度。
(1)辊子直径。
为了减少辊子重量和飞轮力矩,辊子直径尽可能小。
辊子最小直径主要决定于辊子的强度条件。
但当轧件在辊子上横向移动时,它还受轴承座和传动机构外形尺寸的限制。
(2)辊身长度。
辊身长度一般根据辊道用途来确定。
主要工作辊道辊子的辊身长度,一般等于轧辊的辊身长度。
在初轧机和一些开坯轧机上,为了设置推床导板,辊子辊身长度就比轧辊辊身长度长一些。
而型钢轧机辅助工作辊道辊子的辊身长度比轧辊辊身长度短,因为轧件只在最后几道轧制时,辅助辊道才运转。
中国冶金行业网(3)辊道速度。
辊道速度一般根据辊道用途确定。
工作辊道的工作速度通常根据轧机的轧制速度选取。
当运输长的薄轧件时,轧机后的工作辊道速度要比轧制速度大5%,以避免轧件形成折皱;冲击负荷较大的加热炉炉前辊道,应选用较低的速度,一般取1.2~1.5m/s。
加热炉炉后辊道和轧机输入辊道的速度应取得稍大些,一般取1.5~2.5m/s;为了不产生堆钢现象,轧机输出辊道的速度要取为轧件轧制速度的1~1.1倍;在轧机后装有卷取机的板带连轧机组上,当卷取机咬入轧件建立张力后,轧机输出辊道的速度应与轧件速度相同;当轧件尾部离开最后一架精轧机座后,输出辊道速度应比轧件速度低10%,以避免轧件在辊道上产生起套现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧机单独驱动辊道的结构分析
单独驱动辊道每一个辊子或每两个辊子由各自的电动机驱动,一般用来运输长轧件。
由于每个辊子承受负荷较小,所以采用单独驱动辊道可使辊道结构简单。
根据电动机固定方式,单独驱动辊道可分为普通地脚固定式、法兰盘式以及空心轴端部悬挂式。
当辊道速度较高时,辊子可以不通过减速装置而由电动机直接驱动。
此时,如果采用地脚固定式或法兰盘式电动机,一般通过万向联轴节、齿轮联轴节或弹性联轴节与辊子连接。
如果采用空心轴电动机,则将电动机直接装在悬臂轴上,通过键和螺栓固定。
这种电动机外壳上有凸耳,通过弹簧支撑在辊子轴承座的凸耳上,以防电动机外壳转动。
由于空心轴电动机悬臂地套在辊子轴上,对辊子轴及其轴承装置受力不利。
现场使用时,往往出现辊子轴变弯,一侧轴承座螺栓松动等问题。
采用法兰盘式电动机的单独驱动辊道当辊道速度较高时,由于低速电动机价格较贵,一般都选用速度较高的电动机,通过齿轮减速后传动辊子。
近年来,摆线或渐开线行星减速机在单独驱动辊道中也得到了应用。
集体驱动辊道集体驱动辊道由4~10个辊子组成一组,并由一台电动机驱动。
它主要用来运输短而重的轧件,或用在辊道工作条件较繁重的场合。
由于轧件重量集中在几个辊子上,使每个辊子承受较大的负荷,采用集体驱动则可以减少辊道电动机功率。
为了便于安装配置在一根长轴上的圆锥齿轮,圆锥齿轮与长轴采用动配合,而且用斜键固用斜键固定长轴上圆锥齿轮的结构形式,拆装不太方便,圆锥齿轮啮合性能也不太好。
目前,有的辊道采用了无键连接结构。
无键连接就是具有一定过盈量的静配合连接,靠配合面间的摩擦力矩传递扭矩。
采用无键连接,可以不削弱长轴的强度,提高了承受冲击载荷的能力,结构简单,制造加工方便。
中国冶金行业网
运输辊道的主要作用是运送轧件或钢锭。
受料辊道是用来接受运锭车送来的钢锭,并将其送往钢锭旋转台辊道上。
根据需要钢锭在旋转台上旋转180°后,通过辊道和输入辊道送往初轧机进行轧制。
由初轧机轧出的轧件,则通过轧机输出辊道送往剪切机。