吸油烟机作业指导书(模板)
0507抽油烟机安装指导书
烟机作业指导书一、施工准备(一)、公用烟道相关要求1、主体单位需保证公用烟道主烟道畅通。
主副烟道内不宜存有杂物。
2、烟道上装防回烟止回阀口径不宜太小,基于油烟机大风量考虑,该预留孔孔径以15-17cm 为宜。
据据相关实验数据:油烟机烟管直径为17cm,在标准环境下风量可以达到17m3/min ,如果公用烟道口径只有10-12cm,测试风量只有7.3m3/min,噪音提高3-5 个分贝,对客户的实际使用影响较大。
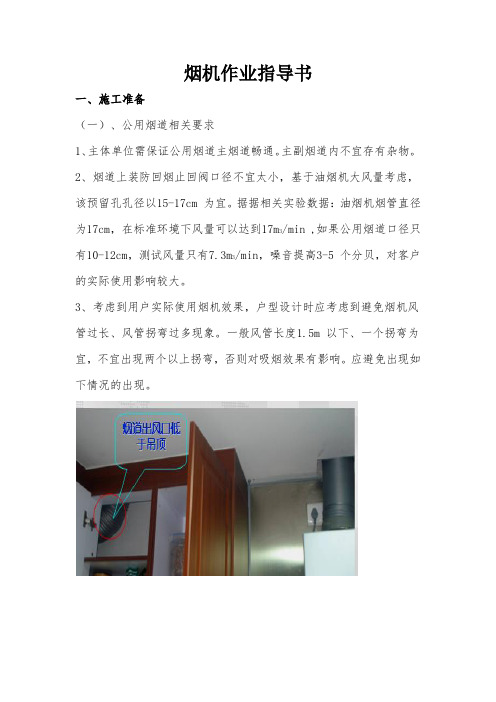
3、考虑到用户实际使用烟机效果,户型设计时应考虑到避免烟机风管过长、风管拐弯过多现象。
一般风管长度1.5m 以下、一个拐弯为宜,不宜出现两个以上拐弯,否则对吸烟效果有影响。
应避免出现如下情况的出现。
(二)、烟道防回烟止回阀相关要求烟道防回烟止回阀应质量可靠,密封性、防回烟等功能必须可靠。
烟道防回烟止回阀与油烟机相应型号风管大小一致。
(三)、吊顶预留检修孔等相关要求1、烟道止回阀附近的吊顶上,应留有合适的检修孔,便于后期故障排查。
2、吊顶上风管预留通道位置和大小应合适。
二、工艺流程确定安装高度→打孔安装挂脚→挂机→安装烟机止回阀及风管→试机三、施工方法及工艺要求(一)、安装工艺1、烟机8008 挂角和机体的安装第一步:确定安装高度和打孔位置。
据说明书,安装高度(锅架顶端到油烟机底部)650mm 以上、750mm 以下。
安装高度确定好后,用相关工具确定打孔位置。
第二步:打孔安装挂脚等。
用直径为8mm 的钻头钻深度为50-60mm 的四个孔,将塑料膨胀管压入孔内,再用随机配备的4 枚ST4.8X50 木螺钉将挂脚可靠固定。
在距离四孔高度65mm 处,钻出一个直径为10mm(不可过大),深度为40-45mm 的孔,将M6 金属膨胀管塞入孔内。
第三步:挂机。
将机体后部的挂孔对准挂脚的挂钩按压滑入,用手晃动机体看是否挂牢。
待机体安装到位后,在M6 金属膨胀管上装入挂脚限位块、垫片,旋紧螺母。
2、安装烟机止回阀和风管用8 颗ST4X18 的自攻螺钉将止回阀密封圈与止回阀固定在机体顶部的出风口处。
烟机安装指导书-T型机

装配作业指导书
工序序号 产品类别
10 吸油烟机
工序名称 产品型号
整机测试 T型机
标准工时 装配部门
NO 操作步骤
操作要点
序号
名称
1 互检
检查烟机是否与交制单相同
①检查整机外观。(产品的整体外观应无明显的毛刺、划 痕、压痕、弯瘪、裂纹和其它 磕碰伤,接口平整、点焊美观、无焊穿现象); ②将吸油烟机电源插头插入测量仪负载插座,测试夹夹住 吸油烟机金属外壳, 检查开关的控制功能,应能满足吸油
1 整机
2 3
锥网油 杯 铁线扎 带
4 封口胶带
5
6
7
烟机的使用功能,快档检查无抖动和噪声异常,安全性能 8
2
全检
满足标准要求: 标志检验 标志清晰,有产品名称、规格型号;说明
书内容齐全;标志应贴在产品主体上且持久耐用; ③检查完成后,拔下电源插头,合格的将电源线用铁线扎
9 10 示意图
带捆扎整齐,并把电源线放进出风口内,用封口胶带把出
自检频率 100%自检、1次/2h 编制/日期
1
会签/日
审核/日期
标准化/日期
23
批准/日期
风口止回片固定;
④调整好油杯挂脚间隙 型号规格 900 塑料 铁线
24*L/230透明印红色字 “使用前请撕下胶带”
数量(pcs) 1 1 1
1
共13页/第10页
第0次/版次(A)
工装设备
名称
数量
综合测试仪 1
风批
1
剪刀
1
(每班次上线前对综合测试仪验校;按制单例检,巡检) ①整机周边无明显刮手的披锋,不允许机内掉有螺 钉,漏打螺钉、螺钉拧不到位或者打滑牙; 自检 ②安全测试包括内容:a.电流25A,接地电阻≤0.1 3 例检 欧;b.234V电压下,泄漏电流≤0.75mA;c.电气强 巡检 度,施加1800V电压,5mA电流,历时3S,不击穿,不 闪烁;d.输入功率检验 在额定电压下,输入功率P≤ Pn(1±10%);
XLFQC-03-082015吸油烟机成品检测作业指导书讲解
广东星立方厨电集团有限公司吸油烟机成品检验作业指导书XLF/QC-03-08 B/1 广东星立方厨电集团有限公司吸油烟机成品检验作业指导书编制:苏志新审核:批准:2016年8月28日发布 2016年9月4日实施目录引用标准 (3)试验室条件 (3)试验用的仪器、仪表 (3)1.外观的检测方法 (3)2.铭牌标志的检测方法 (5)3.包装的检测方法 (6)4.附件的检测方法 (6)5.使用说明书检测方法 (6)6.各部件操作性能检测方法 (7)7.功能的检测方法 (8)8.自动清洗的检测方法 (8)9.调速功能的检测方法 (8)10.照明功能的检测方法 (8)11.开关的检测方法 (8)12.启动性能的检测方法 (8)13.电器安全性能的检测方法 (8)14.调速比的检测方法 (9)15.样品抽取方法 (9)16.抽样方案表 (10)17.单位产品判定方法 (10)18.批不合格判定 (10)19.检验批的组成 (11)引用标准本作业指导书参考使用下列文件,当下列文件的版本发生变更时,应考虑使用更为可靠的试验方法以确保检验的正确性和可靠性。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4706.1 家用和类似用途电器的安全第1部分:通用要求GB 4706.28 家用和类似用途电器的安全吸油烟机的特殊要求ATL/QC-03-08 A/1 吸油烟机成品外观内控标准(通用型)GB 17713 吸油烟机GB 1002 家用和类似用途单相插头插座型式、基本参数和尺寸GB/T 2828.1-2003 计数抽样检验程序第1部分GB 25939-2013 吸油烟机能效限定及能效等级试验室条件除对试验条件已作具体规定外,其余试验应在符合下面环境要求的室内进行。
1)室温为20 ℃±5 ℃,在每次试验过程中室温波动应小于5 ℃。
室温确定方法:在距灶具正前方、正左方及正右方各1 m处,将温度计感温部分固定在与灶具上端大致等高位置,测量上述三点的温度,取其平均值。
004吸油烟机成品检验作业指导书

质量特性
检验方法
1
外观
C
视检
2
标志
C
视检
பைடு நூலகம்3 4 5 6 7
电气强度 接地电阻 绝缘电阻 泄漏电流 电机输入功率
A
B
耐压测试仪检测 接地电阻测试仪 绝缘电阻测试仪 泄漏电流测试仪 功率计检测 转换档位,手感灵活 性,接通电源视检其 功能并在额定电压、 额定功率下用转速档 的转速表检测最低速 档与最高速档的转 速; 功率表检测
C
目测
B
目测
编制:
审核:
发布日期:
9
灯泡功率
C
编制:
审核:
发布日期:
吸油烟机成品检验作业指导书
适用范围: 本作业指导书,适用于吸油烟机成品检验和试验。 序号
10
检验项目
低压启动 在187V电压下,启动3次,应能正常启动;
技术要求
质量特性
检验方法
用调压器调整电压至 0.8Un,每次由静止启 动电机; 接通或断开电源在快 慢档时听整机运行情 况; 2m卷尺测量 视检叶轮偏摆及摩 擦,手感振动,听杂 音; 螺丝刀拧并目测 视检且用螺丝刀检查 其牢固程度; 视检焊点,并用手掰 距焊点较近的易掰的 两面后,视检焊接的 牢固程度; 目测并手检其照明功能
在电机启动瞬间,或正常运行过程中均不允许有杂音; 11 杂音、振动 整机在正常工作状态时,没有较明显的振动 12 电源线 外露部分长度应不短于1.25m 1、叶轮应平衡良好,在各档位运转时应无明显的偏摆、振动和杂音,不应与相关的零部件相摩擦; B 2、各种安装时不得有滑丝、坏牙,应连接可靠; 13 结构 3、各种零部件安装到位,且配合良好,并能正常工作;
4、焊接应牢固可靠,不应有松动、假焊、虚焊、焊穿等缺陷,焊点均匀,应无明显凹陷。
厨房设备安装作业指导书(通用版)

厨房设备安装作业指导书(通用版)1. 引言本文档为厨房设备安装作业的指导书,旨在提供相关操作步骤和注意事项,以确保安装过程安全、高效、顺利进行。
2. 准备工作在进行厨房设备安装前,需要进行一些准备工作,包括:- 确定安装位置和空间尺寸- 确保所需工具齐全,如螺丝刀、扳手、电钻等- 准备好安装所需的配件和材料3. 安装步骤3.1 清洁安装位置在进行安装前,需要确保安装位置干净、整洁,以便更好地安装设备。
3.2 安装支架或固定装置根据设备类型和安装位置,选择适当的支架或固定装置,并按照相关说明进行安装。
3.3 连接电源和管道根据设备的电源和管道需求,进行相应的连接工作。
请确保安全操作,遵循相关安全规范。
3.4 固定设备将设备正确放置在安装位置上,并使用螺丝或其他固定装置固定设备,以确保设备的稳固性和安全性。
3.5 调试和测试安装完成后,进行设备的调试和测试,确保设备正常工作。
如有问题或异常情况,请及时处理或联系相关维修人员。
4. 注意事项在安装厨房设备时,需要注意以下事项:- 遵循设备生产厂商的安装指南和说明书- 使用合适的工具和安全装备- 注意安全操作,确保电源和管道连接正确、牢固- 如有需要,寻求专业人员的帮助和指导5. 常见问题解答以下为一些常见问题的解答,供参考:- 问:设备无法启动怎么办?答:请检查电源连接是否正确,确认电源开关是否打开,如仍无法启动,请联系相关维修人员。
- 问:设备出现漏水怎么办?答:请检查水管连接是否牢固,如有松动,请重新连接或更换密封件。
结论本文档提供了厨房设备安装作业的指导,并包含了安装步骤、注意事项和常见问题解答。
在进行厨房设备安装前,请仔细阅读设备的安装指南和说明书,并遵守相关的安全规范和操作步骤。
抽油烟机的安装使用及维护范本(2篇)

抽油烟机的安装使用及维护范本一、安装1. 准备工作在安装油烟机之前,您需要完成以下准备工作:a. 确定安装地点:选择一个距离炉灶合适的位置安装油烟机,确保油烟机可以有效地排出烟雾。
b. 测量空间尺寸:使用测量工具准确测量安装空间的尺寸,以便选择合适尺寸的油烟机。
c. 收集所需材料:确定安装所需材料,如螺丝、墙壁塞等。
2. 安装步骤按照以下步骤安装油烟机:a. 固定支架:使用螺丝将油烟机支架固定在安装位置上。
b. 安装油烟机:将油烟机放置在支架上,并使用螺丝将其固定。
c. 连接排烟管道:将排烟管道与油烟机连接,并使用密封胶带进行密封,以确保烟雾排放顺利。
d. 接通电源:将油烟机的电源线与电源插座连接,确保正常供电。
二、使用1. 开关操作a. 打开电源:将油烟机的电源开关打开,确认油烟机可以正常工作。
b. 选择风速:根据需要,选择合适的风速档位。
根据油烟的量和浓度,可以选择高、中、低三档风速。
2. 使用注意事项a. 使用前清洁:在使用油烟机之前,应确保其周围没有油污和杂物,以免对工作效果产生影响。
b. 使用时保持清洁:定期清洁油烟机的油网和油杯,以防止油污积累过多影响排烟效果。
c. 注意风力调节:在烹饪时,根据油烟的多少和炒炸的火力大小,合理调节油烟机的风速档位,以确保油烟排放畅通。
d. 关闭油烟机:在烹饪结束后,应及时关闭油烟机的电源开关。
三、维护1. 定期清洁a. 清洁油网:定期拆下油网进行清洗,可使用温水加少量中性洗涤剂进行清洗,然后晾干后重新安装。
b. 清洁油杯:定期将油杯取出清洗,可使用中性洗涤剂进行清洗,并用清水冲洗干净后,待干燥后重新安装。
2. 检查电源线定期检查油烟机的电源线是否有破损、老化等情况,若发现问题应及时更换。
3. 观察工作状态每次使用油烟机后,应观察其工作状态是否正常,如发现噪音过大、排烟不畅等异常情况,应及时进行维修或更换部件。
4. 定期维护定期请专业人员对油烟机进行维护保养,如清洗内部过滤层、检查电路等,以确保油烟机的正常工作。
油烟机说明书模板

油烟机说明书模板一、产品概述感谢您选择我们的油烟机产品。
本说明书旨在向用户介绍如何正确使用和维护油烟机,以确保产品的正常运行和提供更好的使用体验。
二、产品特点1.xxx(列举产品特点,如噪音小、抽风效果好等)2.xxx3.xxx三、安装准备在安装油烟机之前,请务必阅读以下内容:1.确认安装地点是否满足油烟机的尺寸和安装要求;2.确保安装地点附近有适配的电源和排风管道;3.清洁安装地点,避免安装时遗留杂物;4.准备好所需的安装工具。
四、安装步骤1.使用合适的工具在安装地点的墙面上标出安装孔的位置;2.使用电钻钻孔,并将塑料膨胀管插入孔中;3.将支架固定在安装孔上;4.将油烟机底座置于支架上,并用螺丝固定;5.将排风管道连接至油烟机和墙口。
五、使用须知1.在使用油烟机之前,请确保插头已正确插入电源插座;2.打开油烟机的电源开关;3.使用前请先确保手部干燥,避免触碰油烟机内部;4.请定期清洁油烟机,以确保其正常运行;5.使用中若出现异常情况,请立即关闭电源,并联系售后服务。
六、维护保养1.定期清洁油烟机的外壳和过滤网,以保持其外观整洁;2.按照说明书的要求更换油烟机的过滤网和炭包;3.避免使用腐蚀性或破坏性的清洁剂清洁油烟机;4.定期检查排风管道是否畅通,如有堵塞应及时清理。
七、常见问题与解答Q:油烟机启动后不能正常工作怎么办?A:首先请检查电源是否接好,若电源无问题,则可能是油烟机内部设备故障,建议联系售后服务。
(根据实际产品情况列举其他常见问题和解答)八、售后服务如您在使用过程中遇到任何问题,请随时联系我们的售后服务部门,我们将竭诚为您提供解决方案。
九、免责声明本说明书仅供参考,我们对因操作不当、非法操作或对产品进行非授权维修等造成的任何损失不承担责任。
最后,再次感谢您购买我们的油烟机产品。
希望本说明书能为您提供到具体的操作指引和维护方法,享受洁净的厨房环境。
如有其他疑问,请随时与我们联系。
油烟实验作业指导书

饮食业油烟排的测定1、方法依据饮食业油烟排放标准(GB18483-2001)2、适用范围2.1本标准适用于城市建成区。
2.2本标准适用于现有饮食业单位的油烟排放管理,以及新设立饮食业单位的设计、环境影响评价、环境保护设施竣工验收及其经营期间的油烟排放管理;排放油烟的食品加工单位和非经营性单位内部职工食堂,参照本标准执行。
2.3本标准不适用于居民家庭油烟排放3、定义3.1 标准状态指温度为273K,压力为101325Pa时的状态。
本标准规定的浓度标准值均为标准状态下的干烟气数值。
3.2 油烟指食物烹任、加工过程中挥发的油脂、有机质及其加热分解或裂解产物,统称为油烟。
3.3 城市与《中华人民共和国城市规划法》关于城市的定义相同,即:国家按行政建制设立的直辖市、市、镇。
3.4 饮食业单位处于同一建筑物内,隶属于同一法人的所有排烟灶头,计为一个饮食业单位。
3.5 无组织排放未经任何油烟净化设施净化的油烟排放。
3.6 油烟去除效率指油烟经净化设施处理后,被去除的油烟与净化之前的油烟的质量的百分比。
P=(C前×Q前-C后×Q后)/(C前×Q前)×100%式中:P--油烟去除效率,%;C前--处理设施前的油烟浓度,mg/m3;Q前--处理设施前的排风量,m3/h;C后--处理设施后的油烟浓度,mg/m3;Q后--处理设施后的排风量,m3/h。
4、标准限值4.1 饮食业单位的油烟净化设施最低去除效率限值按规模分为大、中、小三级;饮食业单位的规模按基准灶头数划分,基准灶头数按灶的总发热功率或排气罩灶面投影总面积折算。
每个基准灶头对应的排气罩灶面投影面积为1.1平方米。
饮食业单位的规模划分参数见表1。
表1 饮食业单位的规模划分4.2饮食业单位油烟的最高允许排放浓度和油烟净化设施最低去除效率,按表2的规定执行。
表2饮食业单位的油烟最高允许排放浓度和油烟净化设施最低去除效率5、其它规定5.1排放油烟的饮食业单位必须安装油烟净化设施,并保证操作期间按要求运行。
方太油烟机安装标准作业指导书

物料名称
数量 单位
PCS
PCS
PCS
作业内容和标准
<01> 服务工程师向用户电话预约上门时间; <02> 向客户问好,感谢客户能够选购方太产品(等礼貌用语); <03> 向客户确认上门的时间范围; <04> 向客户了解吊顶的进度,尽量做到在吊顶龙骨打好的时刻上门为佳; <05> 向用户确认烟管是走在吊顶之上或穿过吊柜; <06> 向用户了解出风管道的大致长度; <07> 向客户了解其它相关事宜后,准备上门需要的物料;
二、安装挂机操作工序
01 安装环境整体判断测量 02 实测挂机位置 03 固定油烟机挂钩 04 开箱 05 固定出风罩 06 挂机 07 出风管与出风罩连接 08 清理安装现场 09
三、试机自检操作工序
01 向用户讲解控制方法 02 向用户讲解导风板的使用 03 向用户讲解油杯的使用 04 向用户讲解保养知识 05
PCS
作业内容和标准
<01> 结合《预埋烟管作业图册》向客户提出问题,客户回答有一个“否”的就向客户说明理
由,在现场环境达到预埋要求时再次和公司预约上门;【图1】
<02> 看图询问客看图询问客户厨房的防回烟装置(防烟宝)是否安装;【图3】 <04> 看图向客户讲解烟管预埋后的效果;【图4】 <05> 看图向客户讲解为什么石膏板吊顶要留出检修口;【图5】
更改者 审核者
辅助材料
相关记录表
设备
工具、夹具
拟 制 审 核 会 签 标准化 批 准 页 码 第2页
油烟机预埋烟管作业指导书
文件编号
SOP-FT-2011001
XLFQC0308吸油烟机成品检测作业指导书重点讲义资料

XLF/QC-03-08 B/1 广东星立方厨电企业有限企业吸油烟机成品查验作业指导书编制:苏志新审查:同意:2016 年 8 月 28 日公布2016年9月4日实行目录引用准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 室条件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 用的器、表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 31. 外的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 32. 牌志的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 53. 包装的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 64. 附件的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 65. 使用明方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 66. 各零件操作性能方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯77. 功能的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 88.自冲洗的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 89.速功能的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯810.照明功能的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 811.开关的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 812.启性能的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯813. 器安全性能的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯814.速比的方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯915.品抽取方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯916.抽方案表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1017.位品判断方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1018.批不合格判断⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1019.批的成⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11引用标准本作业指导书参照使用以下文件,当以下文件的版本发生更改时,应试虑使用更加靠谱的试验方法以保证查验的正确性和靠谱性。
斐雪派克 吸油烟机操作手册说明书

Rangehood Instruction ManualFCUH52XSAUFCUH90XSAUContent 1…………………………………..………………………………Safety instructions 2…………………………………..………………………………Installation 3…………………………………..………………………………Start using your range hood 4…………………………………..………………………………Troubleshooting 5…………………………………..………………………………Maintenance and cleaning 6…………………………………..………………………………Environment protectionSAFETY INSTRUCTIONST his manual explains the proper installation and use of your range hood, please read it carefully before using even if you are familiar with the product. The manual should be kept in a safe place for future reference.Never to do:●D o not try to use the range hood without the grease filters or if the filters are excessively greasy!●D o not install above a cooker with a high level grill.●D o not leave frying pans unattended during use because overheated fats or oils might catch fire.●N ever leave naked flames under the range hood.●I f the range hood is damaged, do not attempt to use.●D o not flambé under the range hood.●C AUTION: Accessible parts may become hot when used with cooking appliances.●T he minimum distance between the supporting surface for the cooking vessels on the cooktop and the lowest part of the range hood. (When the range hood is located above a gas appliance,this distance shall be at least65 cm)●T he air must not be discharged into a flue that is used for exhausting fumes from appliances burning gas or other fuels.Always to do:●I mportant! Always switch off the electricity supply at the mains during installation and maintenance such as light bulb replacement.●T he range hood must be installed in accordance with the installation instructions and all measurements followed.●A ll installation work must be carried out by a competent person or qualified electrician.●P lease dispose of the packing material carefully. Children are vulnerable to it.●P ay attention to the sharp edges inside the range hood especially during installation and cleaning.●M ake sure the ducting has no bends sharper than 90 degrees as this will reduce the efficiency of the range hood.●W arning: Failure to install the screws or fixing device in accordance with these instructions may result in electrical hazards●W arning: Before obtaining access to terminals, all supply circuits must bedisconnected.Always to do:●A lways put lids on pots and pans when cooking on a gas cook top.●W hen in extraction mode, air in the room is being removed by therange hood. Please make sure that proper ventilation measures are being observed. The range hood removes odours from room but not steam.●Range hood is for domestic use only.●I f the supply cord is damaged, it mustbe replaced by the manufacturer, itsservice agent or similarly qualifiedpersons in order to avoid a hazard.●T his appliance can be used bychildren aged from 8 years and above and persons with reduced physical,sensory or mental capabilities or lack of experience and knowledge if theyhave been given supervision orinstruction concerning use of theappliance in a safe way andunderstand the hazards involved.Children shall not play with theappliance. Cleaning and usermaintenance shall not be made bychildren without supervision.●W arning: Before obtaining access toterminals, all supply circuits must bedisconnected.Always to do:●C aution: The appliance and its accessible parts can become hot during operation. Be careful to avoid touching the heating elements. Children younger than 8 years old should stay away unless they are under permanent supervision.●T here shall be adequate ventilation of the room when the rangehood is used at the same time as appliances burning gas or other fuels.●T here is a fire risk if cleaning is not carried out in accordance with the instructions●R egulations concerning the discharge of air have to be fulfilled.●C lean your appliance periodically by following the method given in the chapter MAINTENANCE.●F or safety reason, please use only the same size of fixing or mounting screw which are recommended in this instruction manual.●R egarding the details about the method and frequency of cleaning, please refer to maintenance and cleaning section in the instruction manual.●C leaning and user maintenance shall not be made by children without supervision.●W hen the range hood and appliances supplied with energy other than electricity are simultaneously in operation, the negative pressure in the room must not exceed 4 Pa (4 x 10-5 bar).●W ARNING: Danger of fire: do not store items on the cooking surfaces.●A steam cleaner is not to be used.●N EVER try to extinguish a fire with water, but switch off the appliance and then cover flame e.g. with a lid or a fireblanket.INSTALLATION (VENT OUTSIDE)MOUNTING OF THE V-FLAPIf the range hood does not have an assembled V-flap 1, you should mount the half-parts to its body.The images only show an example of how to mount the V-flap,the outlet may be various according to different models and configuration.To mount the V-flap 1 you should:•m ount two half-parts 2 into the body 6•a pin 3 should be top oriented;•the axis 4 should be inserted in the holes 5 on body;•repeat all the operations for the 2nd half-partINSTALLATIONIf you have an outlet to the outside, your range hood can be connected as below picture by means of an extraction duct (enamel, aluminum, flexible pipe or non-flammable material with an interior diameter of 150mm)1.Before installation, turn the unit off and unplug it from the outlet.2.The range hood should be placed at a distance of 65~75cm above the cookingsurface for best effect.3.Cut a hole in the cupboard according to the size in pic below.Make sure thedistance between the edge of the hole and the edge of the cupboard edge is at least 35mm.For 52cm For 90cm4.Remove the aluminum filter and remove the two front panel screws.e a screwdriver to secure the screws to the cabinet.6.Replace the front panel with the two screws and replace the filter.Note:The expansion pipe is not suppliedWARNING: For safety reason, please use only the samesize of fixing or mounting screw which arerecommended in this instruction manual.Failure to install the screws or fixing device inaccordance with these instructions may resultin electrical hazards.Start Using Your Rangeh oodToggle switchThere are 3 speeds for the motor and on off switch for the lamp.mp – Turn on/off light“O” – to switch off light“I” – to switch on lightPower – Slide out drawer, power on; slide in drawer, power off.2 .Speed –select speed to suit cooking conditions“O” – to switch off motorLow( I )– light frying/boilingMedium( II ) – frying/wok cooking/heavy boilingHigh ( III ) – grilling, intensive frying and wok cookingPower – Slide out drawer, power on; slide in drawer, power off.TROUBLESHOOTINGFault Possible Cause SolutionLight on, but motor does not work Fan switch turned off Select a fan switch position. Fan switch failed Contact service center. Motor failed Contact service center.Light does not work, motor does not work House fuses blown Reset/Replace fuses. Power cord loose ordisconnectedRefit cord to power outlet.Switch power outlet on.Oil leakage One way valve and the outletare not tightly sealedTake down the one way valveand seal with sealant.Leakage from the connection ofchimney and coverTake chimney down and seal.Lights not working Broken/Faulty globes Replace globes as per this instruction.Insufficient suction The distance between the range hood and the gas top is too farRefit the range hood to the correct distance.The range hood inclinesThe fixing screw not tight enoughTighten the hanging screw and make it horizontal.NOTE:Any electrical repairs to this appliance must conform to your local, state and federal laws.Please contact the service centre if in any doubt beforeundertaking any of the above. Always disconnect the unit from the power source when opening the unit.MAINTENANCE AND CLEANING Caution:•Before maintenance or cleaning is carried out, the range hood should be disconnected from the main power supply. Ensure that the range hood is switched off at the wall socket and the plug removed.•External surfaces are susceptible to scratches and abrasions, so please follow the cleaning instructions to ensure the best possible result is achieved without damage.GENERALCleaning and maintenance should be carried out withthe appliance cold, especially when cleaning. Avoid leaving alkaline or acid substances (lemon juice, vinegar etc.) on the surfaces.STAINLESS STEELThe stainless steel must be cleaned regularly (e.g. weekly) to ensure long life expectancy. Dry with a clean soft cloth. A specialized stainless steel cleaning fluid may be used.NOTE:Ensure that wiping is done along with the grain of the stainless steel to prevent any unsightly criss cross scratching patterns from appearing.CONTROL PANEL SURFACEThe inlay control panel can be cleaned using warm soapy water. Ensure the cloth is clean and well wrung before cleaning. Use a dry soft cloth to remove any excess moisture left after cleaning.ImportantUsing neutral detergents and avoid using harsh cleaning chemicals, strong household detergents or products containing abrasives,as this will affect the appliance appearanceand potentially remove any printing of artwork on the control panel andwill void manufacture's warrant y.GREASE MESH FILTERSThe mesh filters can be cleaned by hand.Soak themfor about 3 minute in water with a grease-looseningdetergent then brush it gently with a soft brush. Pleasedo not apply too much pressure to avoid damaging it.(Leave to dry naturally out of direct sun light).Filters should be washed separately to crockery andkitchen utensils. I t is advisable not to use rinse aid.INSTALLING GREASE MESH FILTERS•To install filters,follow these four steps.-Angle the filter into slots at the back of the hood.-Push the button on handle of the filter.-Release the handle once the filter fits into a resting position.-Repeat to install all filters.CARBON FILTER-not suppliedActivated carbon filter can be used to trap odors. Normally the activated carbon filter should be changed at three or six months according to your cooking habit s. The installation procedure of activated carbon filter is as below.(1)The aluminum filter should be detached first. Press the lock and pull itdownward.(2)Take out the carbon filter by rotating the carbon filter anti-clockwise.(3)Replace the new carbon filter.NOTE:∙Make sure the filter is securely locked. Otherwise, it can loosen and become dangerous.∙When the activated carbon filter is attached, the suction power will be lowered.Note:●Before changing the lights, make sure that the appliance is switched off at thepower point and the plug removed from the powerpoint.●Protect against danger when changing lights, such as wearing gloves. Changing the lights:Remove the grease filter.Use a tool or the hand to press the spring splinter of both sides of LED light to the inside, until the light is pressed out.Then slightly pull the light connecting wire out and replace the lights.Apply the reverse procedure to install the light back.•ILCOS D code for this lamp is: DBR-2/65-H-64–LED modules– round lamp–Max wattage: 2×2 W–Voltage range: AC 110-240V–Dimensions:ENVIRONMENTAL PROTECTION:This product is marked with the symbol on the selective sorting ofwaste electronic equipment. This means that this product must notbe disposed of with household waste but must be supported by asystem of selective collection in accordance with Directive2012/19/EU. It will then be recycled or dismantled to minimizeimpacts on the environment, electrical and electronic products arepotentially dangerous for the environment and human health due tothe presence of hazardous substances.For more information, pleasecontact your local or regional authorities.NOTE:The following shows how to reduce total environmental impact (e.g. energy use) of the cooking process).(1)Install the range hood in a proper place where there is efficient ventilation.(2)Clean the range hood regularly so as not to block the airway.(3)Remember to switch off the range hood light after cooking.(4)Remember to switch off the range hood after cooking.INFORMATION FOR DISMANTLINGDo not dismantle the appliance in a way which is not shown in the user manual. The appliance could not be dismantled by user. At the end of life, the appliance shouldnot be disposed of with household waste. Check with you l ocal a uthority or retainerfor recycling advice.。
吸油烟机作业指导书(实用模板)
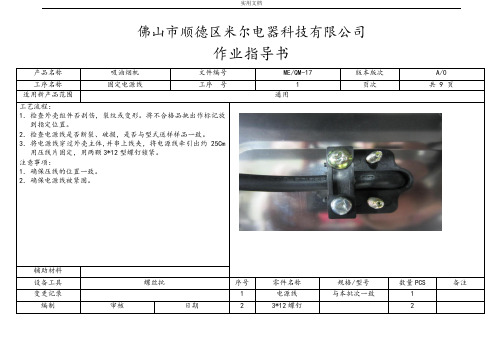
佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称固定电源线工序号 1 页次共 9 页适用新产品范围通用工艺流程:1.检查外壳组件否刮伤,裂纹或变形。
将不合格品挑出作标记放到指定位置。
2.检查电源线是否断裂、破损,是否与型式送样样品一致。
3.将电源线穿过外壳主体,并串上线夹,将电源线牵引出约25Cm用压线片固定,用两颗3*12型螺钉锁紧。
注意事项:1.确保压线的位置一致。
2.确保电源线被紧固。
辅助材料设备工具螺丝批序号零件名称规格/型号数量PCS 备注变更记录 1 电源线与本批次一致 1 编制审核日期 2 3*12螺钉 22012-8-20 3 线夹/压片一套4佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称装电机、风轮、固定涡轮工序号 2 页次共 9 页适用新产品范围通用工艺流程:1.检查电机是否和本批次的一致,是否转动灵活,风轮是否有毛刺、刮花。
将不合格品挑出,放到指定的不合格品区域。
2.将电机引线穿过涡轮引线孔,用M4*8的自攻螺钉将电机紧固在涡轮上。
3.检查烟道组件是否漏装配件,将烟道套好胶圈;用3.5*12螺钉将烟道固定到主体上。
4.将风轮中心孔位对着电机主轴,按方向压下,并用花螺母将其固定到电机上。
注意事项:1.电机应转动灵活。
2.胶圈应固定平整。
3.风轮不可有变形,转动应灵活。
4.应不可压伤电机引线。
图示:辅助材料序号零件名称规格/型号数量PCS 备注设备工具螺丝批 1 烟道组件 1变更记录 2 电机 1编制审核日期 3 M4*8螺钉 52012-8-20 4 风轮 15 风轮固定螺母 1佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称装开关工序号 3 页次共 9 页适用新产品范围通用工艺流程:1.首先检查开关是否运动灵活以及按键是否有杂色,裂纹或变形等现象,将不合格品挑出并作标识放到指定的区域;2.先将开关面罩放置于钢化玻璃里面的按键孔位,用螺丝将其紧固注意事项:1.每组螺丝打第一颗时不能紧固,紧固第二颗后再打紧第一颗;2.所有螺丝不能有松动或打滑现象;图示:辅助材料控制标识贴纸设备工具电批序号零件名称规格/型号数量PCS 备注变更记录 1 主体组件上工位 1编制审核日期 2 按键与本批次一致 12012-8-20 3 自攻螺丝M3X6 24 灯泡/灯座与本批次一致一套佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称★接线工序号 4 页次共9页适用新产品范围通用工艺流程:1. 检查各内部线是否连有无破损, 各零件有无装错或漏装。
产品评价指导书吸油烟机
ISO9001质量体系作业指导类文件题目:吸油烟机产品评价指导书
编号:
版本:
受控印章:
编制/日期:
审核/日期:
会签/日期:
批准/日期:
1、目的
指导员工对佛山市美的日用电器制造有限公司(以下简称公司)生产的吸油烟机产品进行评价、试验。
2、适用范围
适用于对本公司生产的(包括OEM/ODM方式生产的)产品进行评价试验检查。
3、试验样件的构成
3.1 公司新开发的产品在批量生产前送样进行的产品评价试验;
3.2 公司新开发的产品在小批量生产时抽样进行的产品评价试验;
3.3 公司品控中心每年(或半年)对生产产品的年度型式(审查)试验;
3.4 批量生产中当产品的某些元件、材料或结构产生变更时,由品控中心根据需要或
其它相关部门在需要时向品控中心提出申请进行的相应试验验证;
3. 5公司生产的客户品牌产品,根据客户的需要安排进行的相应试验。
4、检验和试验方式
4.1 试验方式包括以下三种方式:
A 国家、省、市的质量监督部门对公司产品的监督检查;
B 公司相关部门提出申请,由外部机构进行的委托检验;。
方太油烟机安装标准作业指导书
相关记录表
设备
工具、夹具
拟 制 审 核 会 签 标准化 批 准 页 码 第6页
油烟机预埋烟管作业指导书
文件编号
SOP-FT-2011001
版 本 A0
工序名称
防回烟装置(防烟宝)的鉴别 工序号 07 作业示意图
【图1】
【图4】
产品型号
通用版 受 控
物料明细表
NO. 物料名称(规格) 数量 单位 NO.
作业工时 2分钟
序 日期
更改内容
注意事项: 1、场景3指的是:服务工程师在和客户预约具体上门时间时,通过电话的方式向 用户了解厨房吊顶进度,以及烟管加长事宜,通过判断尽量做到预埋烟管在吊顶龙骨打好之 后,在吊顶扣板安装之前进行; 2、此工序由服务工程师电话操作。
更改者 审核者
辅助材料
相关记录表
设备
工具、夹具
版 本 A0
工序名称
吊顶空间的判断
工序号 05
作业示意图
产品型号
通用版 受 控
物料明细表
NO. 物料名称(规格) 数量 单位 NO.
物料名称
数量 单位
PCS
作业工时
PCS 2分钟
PCS
作业内容和标准
<01> 用钢卷尺测量吊顶空间大小,空间直径小于200mm的不得预埋(吊顶空间指的是水泥房顶 距离吊顶龙骨上沿的尺寸大小);【图1】 <02> 检查吊顶上方是否存在有影响烟管铺设的障碍物(如:掉丝、龙骨、过梁、水管、气管 、线管等);【图2】 <03> 检查烟管穿过路径有无狭窄的地方,狭窄处烟管压扁后的直径不得小于160mm,并控制在 两处以内;【图3】 <04> 判断无误后进入下一工序;
食堂油烟机及隔油池作业指导书

食堂油烟机及隔油池作业指导书
名称:食堂油烟机及隔油池作业指导书
文号:版本:刊印日:第1页共页
1. 目的
控制食堂油烟的排放及下水道油水排放,避免环境污染。
2. 范围
食堂油烟的排放及隔油池的污水排放。
3. 职责
3.1.总务后勤主管负责督导食堂环境的日常点检及相关设备的保养管理。
3.2.管理处总务部主管负责监督。
4. 內容
4.1油烟管理
4.1.1每天收集集油器內的废油,将废油存放在指定的废油桶内,定期收集废油﹐由专业厂商处理;
4.1.2定期检查油烟机通风口是否有油污堵塞和油气溢出,若有及时清理﹐并呈报给予维修处理;
4.1.3定期检查排风口是否有油污堵塞,若有及时清理;
4.1.4定期检查排风电机是否异常;
4.1.5定期清理一次通风及排风管道;
4.2隔油池管理
4.2.1垃圾堵塞下水道口:餐厅工作人员立即进行下水道清理,保证顺畅流通。
4.2.2污水溢出地表:餐厅工作人员检查是否有垃圾未清除,污水是否及时清理转运。
4.2.3垃圾清理:餐厅工作人员每日进行清理﹐总务监督;
核准﹕制定﹕。
《某井作业指导书》word版

文档供参考,可复制、编制,期待您的好评与关注!1井况简介1.1地理位置某井归某厂第一油矿605计量间管理,位于某油田北部,与葡北6#站路相通,通井路为砂石路,路面平整,长150米,宽6米。
过往车辆较少,交通便利。
1.2生产情况该井在地质区块上属葡北三断块,属于外围油国田低产低渗透油井,地下与91-56、葡155水井连通。
该井抽油机型号为CYJ6-2.5-26HB型,生产能力为日产液12吨,日产油2吨。
抽油机状况良好,自1993年6月投产,已连续安全生产3000多天。
1.抽油机井生产工艺流程抽油机示意图文档供参考,可复制、编制,期待您的好评与关注!各点部位:1——来水管线;2——回油管线;3——井口工艺;4——游梁和工作平台;5——尾轴和横梁;6——平衡块;7——曲柄;8——抽油机皮带;9——电动机;10——低压配电控制箱;11——井场;12——减速箱井口工艺流程图1—清蜡阀门2—油压阀门3—生产阀门4—套压阀门5—套管阀门6—掺水阀门7—单流阀8—取样阀门9—回压阀门10—总来水阀门11—总回油阀门2 / 12文档供参考,可复制、编制,期待您的好评与关注!12—油水连通阀门13—油套连通阀门14—热洗阀门15—来水放空阀门3 操作指南3.1正常生产操作抽油机启停机要求:3.1.1启机前检查抽油机设备:配电箱、电动机、减速箱等设备完好无损,皮带松紧适度,清除抽油机周围障碍物,确定三相电压正常,无虚接短路等故障。
3.1.2启动抽油机:在各项检查正常情况下,倒好井口流程,按起机操作规程启动抽油机,检查各部位,有无异常情况。
3.1.3巡回检查正常生产过程中,按规定进行巡回检查,发现问题及时处理,处理不了及时向上级汇报。
3.1.4停机:因维修或处理故障停机时,按停止按钮,刹紧刹车,停在适当位置,拉下自启开关,断掉电源。
长期停井时,出沙井驴头停在上死点,含蜡量大或稠油3 / 12文档供参考,可复制、编制,期待您的好评与关注!井驴头停在下死点,一般井驴头停在上冲程1/3-1/2处。
厨卫电器公司产品安装与维修作业指导书
厨卫电器公司产品安装与维修作业指导书
一、售后服务承诺
1.对公司服务网点承诺
a.一般问题请示:当时明确答复处理意见
b.重大问题请示:24小时内明确答复处理意
见
c.信函处理:24小时内回函或明确答复处理
意见
d.维修服务紧缺配件:24小时内组织协调并
给予回复。
2.售后服务承诺
a.24小时服务值班热线电话
b.用户报修市区24小时内上门服务,郊县三天
内提供上门服务。
c.用户函电24小时内即时处理和反馈
d.保修期内享受免费保修
e.保修期外终身维修。
3.产品保修期承诺
a.整机:自购买之日起,保修一年
b. 更换配件:自更换之日起保修三个月
二、产品安装规定
1、凡购买奥太乐燃气热水器、消毒柜、燃气灶具、吸油烟机的用户,奥太乐将提供免费上门安装服务(特价机除外)。
2、服务网点接到用户安装信息后,应立即为用户提供上门安装,市区24小时上门安装,市郊3天内上门安装。
3、远距离(20公里以上)上门安装,其上门路
费由用户承担。
4、产品安装所需的材料费用由用户承担。
(如:水管、气管、阀体、三通管….等)
5、因用户原因导致产品重复安装,涉及安装费用应与用户协商,酌情收取安装费用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称固定电源线工序号 1 页次共9 页适用新产品范围通用工艺流程:1.检查外壳组件否刮伤,裂纹或变形。
将不合格品挑出作标记放到指定位置。
2.检查电源线是否断裂、破损,是否与型式送样样品一致。
3.将电源线穿过外壳主体,并串上线夹,将电源线牵引出约25Cm用压线片固定,用两颗3*12型螺钉锁紧。
注意事项:1.确保压线的位置一致。
2.确保电源线被紧固。
辅助材料设备工具螺丝批序号零件名称规格/型号数量PCS 备注变更记录 1 电源线与本批次一致 1 编制审核日期 2 3*12螺钉 22012-8-20 3 线夹/压片一套4佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称装电机、风轮、固定涡轮工序号 2 页次共9 页适用新产品范围通用工艺流程:1.检查电机是否和本批次的一致,是否转动灵活,风轮是否有毛刺、刮花。
将不合格品挑出,放到指定的不合格品区域。
2.将电机引线穿过涡轮引线孔,用M4*8的自攻螺钉将电机紧固在涡轮上。
3.检查烟道组件是否漏装配件,将烟道套好胶圈;用3.5*12螺钉将烟道固定到主体上。
4.将风轮中心孔位对着电机主轴,按方向压下,并用花螺母将其固定到电机上。
注意事项:1.电机应转动灵活。
2.胶圈应固定平整。
3.风轮不可有变形,转动应灵活。
4.应不可压伤电机引线。
图示:辅助材料序号零件名称规格/型号数量PCS 备注设备工具螺丝批 1 烟道组件 1变更记录 2 电机 1编制审核日期 3 M4*8螺钉 52012-8-20 4 风轮 15 风轮固定螺母 1作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称装开关工序号 3 页次共9 页适用新产品范围通用工艺流程:1.首先检查开关是否运动灵活以及按键是否有杂色,裂纹或变形等现象,将不合格品挑出并作标识放到指定的区域;2.先将开关面罩放置于钢化玻璃里面的按键孔位,用螺丝将其紧固注意事项:1.每组螺丝打第一颗时不能紧固,紧固第二颗后再打紧第一颗;2.所有螺丝不能有松动或打滑现象;图示:辅助材料控制标识贴纸设备工具电批序号零件名称规格/型号数量PCS 备注变更记录 1 主体组件上工位 1 编制审核日期 2 按键与本批次一致 12012-8-20 3 自攻螺丝M3X6 24 灯泡/灯座与本批次一致一套作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称★接线工序号 4 页次共9页适用新产品范围通用工艺流程:图示:1. 检查各内部线是否连有无破损, 各零件有无装错或漏装。
2.按要求将内部线用接线端子压接正确。
(注:详见图示)分别将电机的:黄线、白线与电容的任意端用接线端子进行连接。
蓝色零线插于线路板相应位置在与灯连接,电源线的蓝色零线用接线端子压紧连接。
红色火线插接于线路板的相应位置在连接器开关。
开关线的棕色线连接电源线的棕色火线。
开关白色线连接灯红色火线。
(如图所示或参照样板)3.将壳体地线标志位置的油漆打磨掉,用M4*8的机丝串上电源线地线端子和电机地线端分别加一颗弹介和平垫用螺母紧固有地线标志的地方。
(见图注意事项:1.内部线应连接牢固,不可有任何的破损.接好线后,拉动端子处应不易脱落;2.不可有错接或漏接等现象;3.烟机壳体的接地位置油漆需打磨掉,并带有接地符号。
辅助材料序号零件名称规格/型号数量PCS 备注设备工具风批、压线钳 1 接线端子和本批次一致 6变更记录 2 弹介/平垫/螺母M4*8 各一个编制审核日期 3 电容器和本批次一致 12012-8-20作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称扎线,固定接线盒工序号 5 页次共9 页适用新产品范围通用图示:工艺流程:1.. 检查各内部线是否连接到位,将接线盒固定在壳体底部的相应位置。
2. 按要求用扎带将线扎好,整理整齐,一并放入接线盒。
3.用接线盒盖将内部线盖在接线盒内,用2PCS 3*8自攻螺丝对其紧固。
注意事项:1. 扎线应美观可靠。
2 .不可让内部线有松动到可能接触到运动部件或利边。
3. 注意H头螺丝紧固时不能有松动或打滑等不良。
4.确认无误后进入下工序。
辅助材料设备工具风批序号零件名称规格/型号数量PCS 备注变更记录 1 接线盒/接线盖与本批次一致 1 编制审核日期 2 扎带与本批次一致 33 自攻螺丝M3*8 12012-8-20作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称装灯板、过滤网工序号 6 页次共9页适用新产品范围通用工艺流程:图示:1.将主体外壳放在工作台上,检查外壳表面是否毛刺、刮花、变形、裂纹或异色。
过滤网是否符合本批次要求,是否有外观不良,上工位做的半成品是否有装配不良现象并将不合格品挑出作上记号,放到指定区域。
2.检查LED灯是否与本批次要求一致, 是否毛刺、刮花、变形等。
3.用2粒3*6十字圆头自攻螺丝将灯组装到主体对应位置。
4.用8粒5*8十字螺钉过滤网安装到主体对应位置内,并进行紧固。
5.装过滤网时,打第一颗螺丝时不能紧固,然后紧固第二颗后再打紧第一颗。
注意事项:1.打螺丝时不能有松动,打滑或打爆现象。
2.安装灯罩时板面与主体位置配合良好,无起皱或翘起现象。
3.过滤网应与主体配合平整、无翘起。
4.完成后进入下工序。
辅助材料序号零件名称规格/型号数量PCS 备注设备工具风批 1 十字螺钉5M*8 3变更记录 2 过滤网/胶圈与本批次一致1套编制审核 3 圆头十字螺丝3*6 22012-8-20佛山市顺德区米尔电器科技有限公司作业指导书产品名称吸油烟机文件编号ZJ/QM-17 版本版次A/0 工序名称★例行测试工序号7 页次共9 页适用新产品范围通用1.测试项目及操作要求:将吸油烟机分别和测试台对应的测试仪器连接,测试相应的数值后并作好记录。
2. 检查吸油烟机外观和结构.要求表面光滑、色泽均匀、无明显斑痕、无毛刺,装配牢固,无缺少件、松动、脱落及窜档现象。
3. 将已接上电源线的吸油烟机摆放到测试台面上,目测整机周围,检测表面处理,按控制板各按键,检测其灵敏度及正确性。
4. 将吸油烟机和功率测试仪连接,打开控制开关并调到最大功率处,功率应小于其额定功率的+20%视为合格。
5. 将吸油烟机和耐压测试仪连接,打开控制开关,设定参数电流为5mA.电压1500V,施压3S,无击穿,无闪络现象。
6.将吸油烟机和接地电阻测试仪连接,在25A条件下测得接地电阻值应≤0.1Ω。
7.按作业指导书逐项检测整机,合格盖合格章,检测不合格放到待处理区。
图示:辅助材料机械手指、绝缘护套序号零件名称规格/型号数量PCS 备注设备工具检测台 1 耐压测试仪 1 编制审核日期 2 功率测试仪 12012-8-20 3 接地电阻测试仪 11作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称产品清洁、贴标识工序号8 页次共9 页适用新产品范围通用工艺流程:1.用蓝威宝清洁吸油烟机表面各处和电源线。
2.将合格证、铭牌标贴、警示标贴贴于吸油烟机主体外表面指定位置,贴牢、贴正,不能漏贴或贴反。
3.将商标贴于吸油烟机正面,贴牢、贴正。
注意事项:1.确定所有标识参数等都与本批次要求一致;1.检查合格后方可流入下工序。
图示:辅助材料抹布、威蓝宝设备工具序号零件名称规格/型号数量PCS 备注变更记录 1 铭牌与本批次一致 1编制审核日期 2 警示标贴同上 12012-8-20 3 参数标贴同上1如有作业指导书产品名称吸油烟机文件编号ME/QM-17 版本版次A/0 工序名称包装工序号9 页次共9 页适用新产品范围通用工艺流程:1.用85mm黑色扎带将电源线按要求扎好。
2.将清洁好的吸油烟机用胶袋(与本批次相一致的)装好。
3.检查胶袋和铭牌,品牌帖纸是否与本批次订单要求相一致。
胶袋是否残缺,铭牌和品牌帖纸是否印刷清晰。
4.检查入胶袋的吸油烟机包装是否良好,同时放入配件五金包。
5.将产品装入彩盒,放说明书。
6.将纸箱封口。
a)检查彩盒包装是否完整。
b)将装有吸油烟机的彩盒装入外箱。
c)用打包机对外箱进行封口。
注意事项:1.确定所用零件与本批次要求一致。
2.检查合格后方可流入下工序。
图示:辅助材料胶纸、包装袋设备工具序号零件名称规格/型号数量PCS 备注变更记录 1 /泡沫与本批次一致1套编制审核日期 2 五金包同上1套2012-8-20 3 说明书/胶袋同上各1外箱同上 1。