直齿锥齿轮精锻技术的现状及其发展
齿轮行业发展现状

齿轮行业发展现状
齿轮是机械传动中常用的一种元件,广泛应用于各个领域,如汽车、机械设备、电力工程等。
齿轮行业发展现状如下:
首先,齿轮行业正面临市场需求的不断增长。
随着国民经济的不断发展和工业化水平的提高,各个行业对齿轮的需求日益增加。
特别是汽车、航空航天、机床等制造业,对齿轮的需求量较大。
这使得齿轮行业在市场上有着广阔的发展空间。
其次,齿轮行业的技术水平不断提高。
随着科技的不断进步,齿轮制造技术不断革新,生产设备和工艺不断改进。
特别是数控技术在齿轮制造中的应用,使得齿轮的加工精度和质量有了显著提高。
这也使得我国的齿轮制造技术在国际市场上更有竞争力。
再次,齿轮行业的市场竞争激烈。
由于市场需求增加,越来越多的企业进入齿轮行业。
市场竞争激烈,企业之间争夺订单和市场份额。
因此,为了在竞争中脱颖而出,齿轮企业需要提高产品质量、降低成本、改善服务,并不断进行技术创新和研发。
最后,齿轮行业面临的挑战也不容忽视。
一方面,随着节能减排和环保意识的增强,传统齿轮的能效和环保性能面临压力。
另一方面,随着科技的发展,新型传动技术的应用和发展,如无齿轮传动、变速箱传动等,对传统齿轮行业的冲击也逐渐增大。
总体而言,齿轮行业发展现状呈现出需求增长、技术提升、市
场竞争激烈和面临挑战共存的态势。
齿轮企业应积极适应市场需求和技术发展的变化,加强技术创新和研发,提高产品质量和服务水平,使自身能够在激烈的竞争中占据优势地位。
同时,也需要加强行业协作和合作,共同应对市场挑战,实现齿轮行业的稳健发展。
齿轮类零件的精密锻造
期 , 目前 已广泛 应 用 于 汽车 、农机 及 工 程机 械 等 差
华冠 公司 曾先后 三次对热 精锻工 艺进行 了调 整 ,并修改与设计不同时期相应热精锻模具 。通过 改变行星、半轴齿轮的精锻模具 ,人为事先减小行 星背锥 、球 面、半轴背锥及外轮廓的机加余量 ,使 材料利用率提高 了2 %。通过节材顶杆 的设计及 使 用 ,加深模锻时齿轮毛坯顶杆窝的深度 ,使材料利 用率再次提高了2 %。通过对精锻模具的再次优化 , 采用冲孔顶杆 ,使得锻出产 品,特别是半轴齿轮 ,
成形方法,发表一些热锻方面的粗浅看法 ,以求在 齿轮类零件的锻造 、节材及降低能耗 、提 高齿轮使 用寿命等方面对同仁有所帮助 。
1直齿锥齿轮 的精密 锻造 .
虽 然直 齿 锥 齿轮 的 精 密锻 造 在 我 国 已 有三 十 余
分为热精锻成形 ( 锻造温度在再结晶温度之上 )、 冷精锻成形 ( 室温下进行的精密锻造)、温精锻成 形 ( 在再结晶温度之下某个适合的温度下进行的锻 造)和等温精锻成形 ( 坯料在趋于恒定的温度下锻造
原 材 料 ,同时 因热 锻造 时 闭式 正 向挤 压 ,使得 热 态 金 属 按 照齿 模 型 腔 流动 充满 各 部位 ,在 切 削齿 形 时
2 直齿 圆柱齿轮 的精密锻造 .
直 齿 圆柱 齿 轮 一 般 都 是 按 常 规 机 加 工 艺 生 产 的 ,最 近 几 年 也有 部 分 企 业和 科 研 院 所 ,力 图通 过
Z 2 U 0
.
参 … 磊
,‘而— j加工 ,‘ 蜀 ’ ; ! I
齿 形 两 侧面 仅 留03 . m的精 切 余量 ,其 他机 加 _ ~04 a r
国内齿轮研究现状及问题研究
国内齿轮研究现状及问题研究一、本文概述齿轮作为机械传动系统中的核心元件,其性能与精度直接影响到整机的运行效率和使用寿命。
随着国内制造业的飞速发展,齿轮研究在技术创新、材料研发、加工工艺和质量控制等方面取得了显著成果。
然而,与国际先进水平相比,国内齿轮研究仍面临一些亟待解决的问题和挑战。
本文旨在全面梳理国内齿轮研究的现状,深入剖析存在的问题,以期为相关领域的科技人员和企业决策者提供有益的参考和借鉴。
通过系统分析国内齿轮研究的发展历程、技术特点、优势与不足,以及未来发展趋势,本文将为推动国内齿轮研究的进步和创新提供理论支持和实践指导。
二、国内齿轮研究现状分析近年来,随着制造业的快速发展和高端装备需求的日益增长,国内齿轮研究取得了显著进展。
齿轮作为机械传动系统中的关键部件,其性能和质量直接影响着整机的运行效率和可靠性。
因此,国内学者和企业在齿轮设计、制造、材料、热处理以及检测等方面进行了大量研究和探索。
在设计方面,国内研究团队已经能够利用先进的计算机辅助设计(CAD)和仿真分析技术,对齿轮的几何形状、齿面接触、载荷分布等进行精确计算和模拟。
这不仅提高了齿轮的设计精度,也缩短了新产品的开发周期。
在制造工艺方面,国内齿轮加工设备不断更新换代,高精度、高效率的加工技术得到广泛应用。
数控机床、激光切割、精密磨削等先进加工技术的使用,显著提升了齿轮的加工精度和表面质量。
在材料研究领域,国内已经开发出多种高性能齿轮材料,如高强度钢、渗碳钢、粉末冶金材料等。
这些新型材料的应用,极大地提高了齿轮的承载能力和耐磨性。
在热处理技术和检测手段方面,国内也取得了显著进步。
通过优化热处理工艺,可以显著改善齿轮的力学性能和抗疲劳性能。
先进的无损检测技术和精密测量设备的应用,使得齿轮的质量控制更加严格和准确。
尽管国内齿轮研究取得了诸多成果,但仍存在一些亟待解决的问题。
例如,与国际先进水平相比,国内齿轮在高端应用领域仍存在一定的差距,齿轮的可靠性和寿命有待进一步提高。
直齿圆柱齿轮精锻技术的发展现状与趋势
直齿圆柱齿轮精锻技术的发展现状与趋势1.概述齿轮是应用最广的一种机械传动零件,具有结构紧凑、传递动力大、效率高、寿命长、可靠性好和传动比准确等特点。
齿轮的精密锻压技术由于其显著优点;正日益受到各国研究人员的重视,得到了蓬勃发展。
齿轮精锻技术是指齿轮轮齿由坯料经过精密锻压直接获得完整的齿形,而齿面不需切削加工或仅需少许精加工即可进行使用的齿轮制造技术。
与传统的切削加工工艺相比,齿轮精锻工卜艺具有以下特点:(1)改善了齿轮的组织,提高了其力学性能。
精锻使得金属材料的纤维组织沿齿形均匀连续分布,晶粒及组织细密,微观缺陷少,因此,精锻齿轮的性能优越,齿的弯曲强度、接触疲劳强度和耐冲击性明显高于切削齿轮。
一般来说,精锻可使轮齿抗冲击强度提高约15%,抗弯曲疲劳寿命提高约20%。
(2)提高了生产效率和材料利用率。
通过精锻成形,齿轮精度能够达到精密级公差标准,不需或仅需少量后续精加工,即可以进行热处理或直接投人使用,生产率和材料利用率高。
(3)精锻齿轮减少了热处理时的齿廓变形,提高了齿的耐磨性和齿轮啮合时的平稳性,提高了齿轮的使用寿命。
尽管齿轮锻造有许多优点,并且直伞齿轮精锻技术已成功地应用于生产,但由于直齿圆柱齿轮精锻具有齿形型腔(特别是上下角隅处)充填困难、成形力大、模具设计与制造精度要求严格等特点,成形中遇到了许多困难。
多年来,各国研究人员运用各种理论、技术手段和试验方法,对直齿圆柱齿轮精锻技术进行了不懈的研究。
2.直齿圆柱齿轮精锻的理论研究英国曼彻斯特大学科技学院的Chitkara N R等人对直齿圆柱齿轮的塑性成形作了数值模拟分析,用能量法和上限法分析了镦锻直齿轮的变形规律;Dohamann F等人用数值逼近法和主应力法分析了冷精锻齿轮时的金属流动和模具应力情况,给出了沿齿面轮廓的法向应力分布图。
韩国学者J.H.Song和Y.T.Im开发了一种直齿圆柱齿轮冷正挤压辅助系统,这个系统可根据输人的齿轮参数给定可供实用的齿轮成形工装。
直齿圆柱齿轮精锻成形工艺和模具设计的研究现状
直齿圆柱齿轮精锻成形工艺和模具设计的研究现状论文导读:研究表明要解决上述难题,其中最关键的就是直齿圆柱齿轮精锻成形工艺和模具设计的合理性,国内外许多学者对其开展了卓有成效的研究,取得了丰富的成果,但是由于问题的复杂性,至今还没有找到一种实用性强的模具和工艺设计方案,导致直齿圆柱齿轮精锻成形技术还不能进入生产实用阶段。
为满足净成形制造工艺的要求,在工艺设计和模具设计中,应以金属在精锻过程中的真实流动规律和变形力学特征为基础,优化模具结构、优化坯料的形状和尺寸等工艺参数,目前这一点还很难做到。
关键词:直齿圆柱齿轮,精密锻造,模具设计,工艺方案直齿圆柱齿轮精锻成形是一种极具开发前景的新工艺、新技术,相对传统切削加工方法而言,其可以显著提高零件的内在和表面质量,提高材料的利用率,减少加工工时,降低能耗,同时可获得合理的金属流线分布,提高承载能力[1][,2]。
但是由于直齿(或螺旋)圆柱齿轮的高精度要求和渐开线齿形的充填困难、变形抗力大,模具寿命低等许多因素的影响,使得这类零件的精锻成形至今仍是塑性加工领域的难题。
研究表明要解决上述难题,其中最关键的就是直齿圆柱齿轮精锻成形工艺和模具设计的合理性,国内外许多学者对其开展了卓有成效的研究,取得了丰富的成果,但是由于问题的复杂性,至今还没有找到一种实用性强的模具和工艺设计方案,导致直齿圆柱齿轮精锻成形技术还不能进入生产实用阶段。
1 直齿圆柱齿轮精锻成形工艺和模具设计研究直齿圆柱齿轮几何形状复杂、产品的尺寸精度要求严格,因此其精锻成形尤其是冷精锻成形难度大,成形载荷大、产品质量与模具寿命不易保证。
免费论文参考网。
研究表明合理的模具结构和工艺方案设计是解决直齿圆柱齿轮精锻成形难题的关键技术,国内外学者对此开展了大量的研究。
1984 年Kondo K提出带凸台齿轮冷锻的向心流动和离心流动条件,对平齐端面的圆柱齿轮冷锻采取在毛坯或模具上设减压孔的措施,来达到分流减压的目的[3][4] 。
齿轮加工技术的现状及进展
齿轮加工技术的现状及进展齿轮作为一种重要的传动元件,在机械制造中起着至关重要的作用。
齿轮加工技术的发展对于提高机械传动效率、增强机械设备的可靠性和提升整体工业制造水平具有重要的意义。
本文将介绍齿轮加工技术的现状及其最新的进展。
一、齿轮加工技术的现状目前,齿轮加工技术主要包括铸造、锻造、机械加工和精密成形等方式。
其中,机械加工是最主要的一种方法。
在传统的机械加工中,常用的加工方法有铣削、滚削和刨削等,这些方法虽然成熟可靠,但效率较低,制约了齿轮加工的发展。
二、齿轮加工技术的进展随着现代制造技术的不断进步,齿轮加工技术也得到了一系列的创新和突破。
以下将介绍齿轮加工技术的最新进展。
1. 数控加工技术数控加工技术是近年来发展迅速的一种齿轮加工技术。
通过计算机控制机床的运动轨迹和切削参数,实现对齿轮加工过程的高度自动化和精度控制。
数控加工技术不仅使得齿轮加工精度大幅提升,而且可以实现复杂齿型的加工,大大拓宽了齿轮加工的应用范围。
2. 精密成形技术精密成形技术是一种利用塑性变形将齿轮从具有额外材料的工件中制造出来的方法。
这种技术通过模具的设计和切割,将金属材料塑性变形成为齿轮的形状。
精密成形技术不仅可以大幅提高加工效率,还可以减少材料的浪费,降低成本。
3. 先进的刀具材料和涂层技术刀具材料和涂层技术的发展也为齿轮加工技术带来了重要的突破。
高速钢、硬质合金和陶瓷刀具等新型刀具材料的应用,使得齿轮加工中的耐磨性和切削效率得到了极大的改善。
此外,先进的涂层技术如涂层硬质合金等,也可以提高刀具的使用寿命。
4. 智能化和自动化技术随着人工智能和机器人技术的发展,齿轮加工技术也朝着智能化和自动化方向发展。
利用自动化系统对齿轮加工的过程进行监测和控制,可以提高加工精度和生产效率,降低劳动力成本。
三、齿轮加工技术的未来展望齿轮加工技术的发展离不开先进制造技术的支持。
未来,随着材料科学、新能源技术、信息技术等各个领域的不断突破和创新,齿轮加工技术将迎来更广阔的发展空间。
我国锥齿轮技术的现状和发展动向_张静

基金项目:河南省自然科学基金资助项目(021*******)作者简介:张静(1975-),女,河南省南阳市人,硕士生收稿日期:2002-08-30文章编号:1000-5080(2003)01-0040-04我国锥齿轮技术的现状和发展动向张 静,杨宏斌,邓效忠,梁桂明(河南科技大学机电工程学院,河南洛阳471003)摘要:对锥齿轮技术的发展状况和发展方向的系统研究,是促进锥齿轮工业进一步发展和系统研究的重要基础。
本文就锥齿轮的设计,加工和材料三个方面进行了系统的论述:非零变位和局部综合法代表了当前先进的设计方法;局部综合法在数控加工中的应用是获得高啮合性能的必要手段。
优质碳素钢,复合材料和工程塑料等多种材料的应用是扩展齿轮应用领域的必要保证。
最后本文指出锥齿轮的发展趋势是:绿色制造、低噪声、低消耗以及高耐用性。
关键词:锥齿轮;非零变位;局部综合;啮合质量中图分类号:TH132.421文献标识码:A0 前言渐开线齿轮自1694年[1]首次被研制成功以来,因其制造简单而沿用至今不衰。
随着工业的迅速发展,比渐开线齿轮更为复杂的齿轮不断出现,其中最为重要的首推弧齿锥齿轮和准双曲面齿轮这两种新型的锥齿轮。
锥齿轮在相交轴传动中,由于其重合度高、传动平稳而广泛使用于我国的汽车、拖拉机、机床、航空、航海等行业。
1 我国锥齿轮技术的现状锥齿轮在几何上非常复杂,其设计和制造方法密切相关,加工中的切齿调整方案直接影响着齿轮副的啮合质量。
而我国在生产中广泛使用的用于锥齿轮设计与加工的各种计算卡和计算机软件大多停留在20世纪70年代初期的水平,其切齿计算中的控制参数多,不易操作使用,切齿计算结果在很大程度上取决于操作者的经验和技术水平[2]。
我国航空用锥齿轮的设计中对静态性能的考虑较多,而对动态性能考虑不足,因此可靠性与国外相比有较大差距。
由此可见,关于锥齿轮的设计、加工和材料的讨论对于提高我国锥齿轮的设计水平、降低研制成本、提高产品质量,具有重要的理论和实践意义。
直齿锥齿轮精密锻造生产技术(上)
痫商
珂
(_ ]
—
c1 c)
/ ' ¥ 5 01' 6
. — — —
—
—
—
_
= :
11 3 2z- o—
r) b
( d
苎苎苎
《 ( I e £ )
:: I ::
J
。 ,
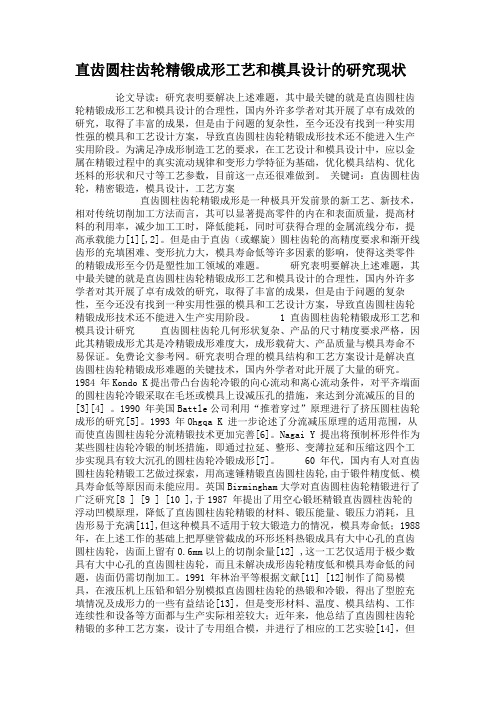
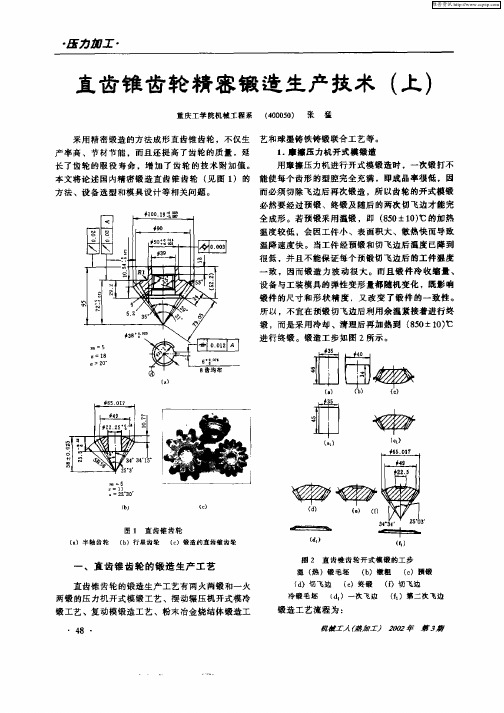
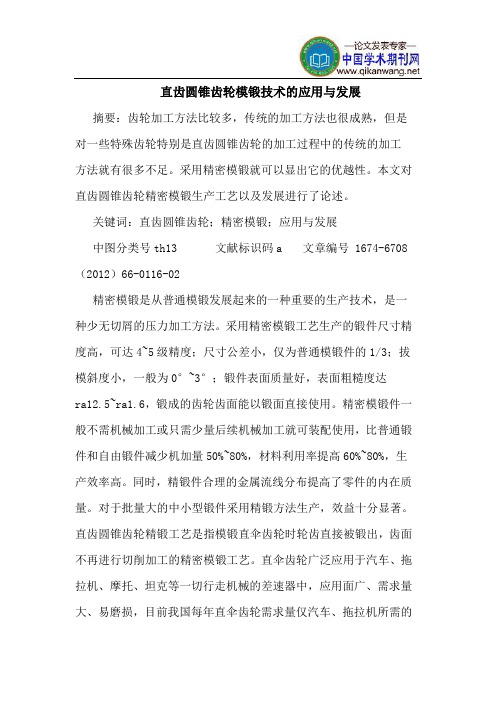
图 1 直 齿 锥 齿 轮
()半 轴 齿 轮 ( )行 星 齿 轮 () 锻 造 的 直 齿 雉 齿 轮 a b c
冷锻毛坯 ( 1 d)一改飞边 ( 毛)第二改飞边
锻造 工艺 流程 为 :
巍糖I凡( 热抽I ) 2 0 0 2年 第 3荨 9
维普资讯
下料一 加热 ( 5 8 0±1 ) 0 ℃一 镦粗 一预 锻一 切飞 锻之前 均需 要退火 软 化 ,连同热处 理正 火共 有三 次 边 一空冷 、喷砂清 理一 加 热到 ( 5 8 0±1 ) 0 ℃一 终锻 加热。瑞士摆动辗压机价格昂贵 ,总的设备投资额
维普资讯
直齿锥齿轮精密锻造生产技术 ( 上)
重 庆工学院机械工程系 (0O0 张 猛 4 O5 )
采 用精 密锻 造 的方 法 成形 直齿锥 齿 轮 ,不仅生 艺 和球 墨铸 铁铸锻 联合 工 艺等 。
产 率高 、节 材节 能 ,而且 还提 高 了齿 轮 的质 量 ,延
切 飞边后 的余 热 ,所 以初始 加热 温度 高 于两火 两锻 化 工件 的力 学性能 ,以粉末 称重 而严格 控 制预制坯 工 艺初 始加热 温 度 10 .而终 锻温度 定在 8 0 。 的质 量 ,压 制 出高 精 度的烧 结体 预制坯 ,进 行封 闭 0℃ 0℃ 10 的 温 度 问 隔 能够 满 足 前后 工 步 的 温 降 需 要 。 模 无飞 边模锻 ,节 约 材料 ,实现 最大程 度 的近似 净 5℃ 预 锻前 的镦粗 有 两个作 用 :一是 去除 加热 过程 中形 形 加工 。工艺 流程 为 : 成 的氧化 皮 ;二是 获 得预锻 时对 中放 置所 需要 的尺
直齿圆柱齿轮精锻技术的发展现状与趋势

【 季晓明. 3 】 快速横杆 式(p eB R 自动 化输 送 系统 [. 械工人 , S ed A ) J机 ]
P e e tCo dto n v lp n f t mo i eTr n fr r s n n i na d De eo me t o tv a se i o Au
维普资讯
文 章 编 号 : 6 2 0 21 2 0 0 — 0 1 0 1 7 — 1 ( 0 6) 2 0 2 — 4
直 齿 圆柱 齿 轮 精 锻 技 术 的 发 展 现 状 与 趋 势
王 向 东 。张 宝 红 。张 治 民
( 北 大学 材 料 工程 系 , 西 太 原 00 5 ) 中 山 3 0 1
与 发 展 Ⅲ. 压 装备 与制 造 技 术 ,0 ,4)1— 2 锻 2 0 ( :6 2 . 4 江天华 , 颜辉 , 刘 周
械 ,0 2 ( ) 3 5 2 0 ,3 :- .
英 . 工 位 压 力 机 电 子 送 料 技 术 Ⅲ. 压 机 多 锻
北 京 机 电 研究 所 . 压[ . 京 : 械 工业 出 版社 。0 2 锻 M】 北 机 20 . 孙 友松 , 先 辉 , 开 胜 , . 流 伺 服 电机 驱 动— — 成形 装 备 发 周 黄 等交
晶 粒 及 组 织 细 密 , 观 缺 陷 少 , 此 , 锻 齿 轮 的 性 微 因 精
+ ” + “ + ” - + + ” + 一 +
尤 其 是 冲 压 生 产 中 ,从 而 大 大 提 高 了 冲压 生 产 的 自
2 05 0 1 -1 0 - 4: 6 8.
动 化 、 能 化 、 性 化 水 平 。 送 料 机 构 作 为 实 现 冲 压 智 柔 生 产 自动 化 的 关 键 。 只 有 其 自 动 化 程 度 与 冲压 设 备
略论直齿锥齿轮国内外发展与现状
略论直齿锥齿轮国内外发展与现状摘要:齿轮机床的数控化尽管起步晚,但发展速度相当惊人。
正如业内专家所言,中国数控齿轮加工机床已成为我国机床产品的强项之一。
成系列六轴四联动数控滚齿机、七轴五联动蜗杆型砂轮磨齿机、七轴六联动弧齿锥齿轮磨齿机,都是最近几年来进入批量生产的具有世界先进水平的机床新品[1]。
关键词:锥齿轮、传动、啮合、展成一、国外发展与现状在汉诺威欧洲国际机床展览会上,反映出西方国家企业发展的一个重要的动向,那就是一个行业与其相关行业之间组建成集团的倾向明显加强。
欧洲国家正在跨越竞争屏障,采取合作生产的方式,为其产品寻找出路[3]。
在这种形势下,齿轮加工机床生产厂和测量仪生产厂联手组成集团的行动十分活跃,其效果也反映到齿轮加工中来。
目前,最引人注目的企业集团有:以德国KINGELNBERG为核心的欧洲SIGMA POOL的LIEBHERR,LORENZ,OERLIKON等实体;美国GLEASON和德国的测量机厂HOFLER组成的联合体等,这些集团或实体的组成,都显示着齿轮设计和加工进入了一个新的时代。
KLINGELNBERG集团的锥齿轮加工1. 通常的加工方法过去大多采用的锥齿轮加工方法首先在切齿机上加工出齿形,然后再进行淬火,如果对齿轮精度要求高时,还应进行研磨加工。
齿轮运转时产生的噪声和振动,不仅取决于切齿机床的设计、精度及加工,而且取决于齿轮本身的设计及制作工艺,尤其是热处理的影响往往超过加工过程的影响。
迄今,减少振动和噪声,保证顺利传递动力的方法,一直是对齿轮进行研磨,以提高其形状精度和改善齿面的表面粗糙度。
但是,这种方法要求必须对齿轮进行严格的组配控制,即工件间完全没有互换性。
它要求每个齿轮都必须按标准制作,不能出现任何差错,研磨后必须清洗干净,齿面上不能残留磨料。
2. 新开发的加工系统齿轮加工由于有复杂的齿面形状和很高的形状精度要求,因此其加工机床的结构也相当复杂。
在齿轮展成过程中,工件和刀具必须同步动作,且要保持严格的精度。
齿轮制造技术现状
齿轮制造技术现状随着汽车制造业的发展,齿轮行业通过大量引进高端设备使加工能力有了长足的进步与国际先进水平已相当接近。
国产齿轮加工机床已基本形成了较完整的系列已开发出技术含量具有国际水准的螺旋锥齿轮六轴数控磨床,但齿轮机床总体制造水平在精度、寿命、稳定性、数控技术应用等方面与欧美相比存在较大差距目前国内齿轮加工行业的精加工特别是数控齿轮机床仍然以进口设备为主。
如德国普发特公司、瑞士莱斯豪尔公司的圆柱齿轮滚齿、磨齿机等,美国格里森公司、德国克林贝格公司(含原瑞士奥利康)的螺旋锥齿轮铣齿、磨齿、研齿机以及齿轮测量中心在国内仍居显著的优势地位。
齿轮加工要根据不同结构及精度需要采用不同的工艺。
鉴于设备投资大,工艺方式的选择(如表1)通常都充分考虑已有资源。
齿轮加工过程中的微小变形及工艺稳定性控制相对复杂,毛坯锻造后大多要采用等温正火,以期获得良好的加工性能和趋势性变形的均匀金相组织:对于精度要求不高的低速圆柱齿轮可以热前剃齿而热后不再加工:圆柱齿轮热后加工根据条件有琦齿和磨齿不同方式的选择,晰齿成本低但齿形修正能力弱,磨齿精度高但成本高:修缘和鼓形齿修形工艺能够显著降低齿轮啮合噪声和提高传动性能,目前被广泛采用。
直齿锥齿轮主要用于差速器由于速度低精度要求相对较低,目前推荐采用精锻齿轮。
螺旋锥齿轮加工计算和机床调整,以往非常复杂和耗时的手工操作已被现代专用软件和计算机程序所取代,有限元分析的引入使工艺参数设计更为可靠和便捷:螺旋锥齿轮热后加工主要有研齿和磨齿两种,由于磨齿的成本高、效率低且有局限性而目前大多采用研齿,研齿几何上的修正能力很弱,因此螺旋锥齿轮的从动齿轮多采用渗碳压淬工艺。
齿轮材料及其热处理技术发展是齿轮加工中对变形控制具有挑战性的课题。
齿轮加工中测量技术的同步发展对齿轮制造水平的提高同等重要。
传统的几何测量与综合测量方法由于三坐标技术的发展以至齿轮测量中心的出现而在测量精度、效率、范围等方面得到极大改善。
直齿锥齿轮精锻技术现状和发展

我 国 采 用 摩擦 压 力机 精 密 模 锻 直 齿 锥 齿 轮 始 于
16 年 ,上海 汽车齿轮厂在1 7 年首次将精锻工艺用于 97 92 汽车 差速器直 齿锥齿轮的大批量生产 。
随着 精锻技 术 的进 步 ,国内 外 出现 了一 批发 展较 快 的精锻齿轮生产厂家 ,如 : ()德国蒂森克虏伯公司 (h s nK u p , 1 T ys rp ) 年 e
2 温精锻 工艺 .
温 锻是2 世纪6 ~7 年代发 展较 快的 新工艺 ,其 0 0 O 工艺特点为锻造温 度低 、锻造温度范 围狭 窄且对其锻造
范围要求较为严格 。温锻精 密成形技术既突破冷锻成形
二 、精锻 工 艺的现 状和发 展
汽车 差速 器 、发动 机所 用的 齿轮 要求 重量 轻 、强 度高 、精度 高,且 制造成本最低 。为 了满足这些要 求 , 普通制造 工艺是 采用刨齿切齿加工 。但是该加 工工艺需
锥 齿轮 的精 锻技 术在生 产 中应 用较早 。德 国 伯伟 尔轻 金属公 司 ( W )在2 世纪5 年代取 得 了该 项技 BL 0 0
介绍 了锥齿轮热精锻 、温精锻 、冷精锻和复合精锻
工 艺,以及数值模拟技术的应用情 况和如何选择精
锻 设备 。
一
术的专利 ,并 于16年与 日本三菱金属矿业公司合作 , 94 采用精锻工艺生产商用齿轮 。 2 世纪6 年 代 中期 ,这 种直 齿锥齿 轮精 密模 锻工 0 0 艺先后被 日 、美国、英 国和法 国等国家引进 ,并用于 本
维普资讯
圜
塑丝 …毗
直齿锥齿轮精锻技术现状和发展
江苏太平洋精密锻造 有限公 司 ( 姜堰 2 5 0 ) 赵军华 莫江涛 成国发 王耀祖 250
齿轮精密锻造技术的发展

齿轮精密锻造技术的发展研究和试验了圆柱直齿轮、圆柱斜齿轮和同步齿轮等3 种汽车用齿轮。
制造工艺采用温锻加冷处理,用有限元模拟来分析锻造过程和设计模具,从而保证齿轮的精度。
经过3 年的研究,已掌握其基本技术,下一步将进行工厂现场试验。
关键词:齿轮;精密锻造;计算机模拟;模具设计与制造1 引言齿轮精密锻造在近几十年来有很大的发展,越来越多的制造厂家和用户重视用锻造的方法制造齿轮。
普遍认为,用锻造的方法,可以提高材料的利用率,提高生产率,提高齿轮的机械性能,降低成本和增强市场竞争力。
尤其对用于汽车工业的大规模生产,齿轮精密锻造具有更大的效益和潜力[1~3 ] 。
尽管齿轮精密锻造有诸多优点,并已用于锥齿轮的规模生产,但距应用于一定尺寸的圆柱直齿轮和斜齿轮的规模生产还有一段距离。
特别是应用于汽车动力传动的齿轮,还需要建立一套实用和可靠的生产工艺流程,才能为厂家所接受。
齿轮精密锻造技术源于德国。
早在50 年代,由于缺乏足够的齿轮加工机床,德国人开始用闭式热模锻的方法试制锥齿轮。
其中的主要特征是使用了当时很新的电火花加工工艺来制造锻模的型腔。
另外还对锻造工艺过程进行了严格地控制。
在此基础上,齿轮锻造技术进一步应用到螺旋锥齿轮和圆柱齿轮的生产。
但是在圆柱齿轮锻造中,由于金属材料的塑性流动方向与其受力方向垂直,所以其齿形比锥齿轮更难形成。
60 年代开始圆柱齿轮的锻造研究,70 年代有较大的发展,这主要是受到来自汽车工业降低成本的压力。
到80 年代,锻造技术更加成熟,能达到更高的精度和一致性,使锻造生产齿轮能在流水生产线上准确定位,适合于批量生产。
齿轮精密锻造的目的是直接生产出不需要后续切削加工的齿轮。
如果能在室温下进行锻造,则齿轮的形状和尺寸较易控制,也可避免高温带来的误差。
目前已有较多的锥齿轮和小尺寸的圆柱齿轮用这种方法制成。
当整体尺寸适合时,还可以用冷挤压的工艺来制造圆柱直、斜齿轮。
但大部分用于汽车传动的齿轮,其直径、高度比较大,不适合采用挤压工艺。
中国齿轮行业发展现状及趋势

中国齿轮行业发展现状及趋势一、行业现状1.产业规模大幅增长:中国齿轮行业在过去几年取得了快速增长,主要表现为产业规模的扩大。
据统计,2024年中国齿轮行业产值达到5800亿元,同比增长超过10%。
行业利润和出口额也呈现出较快的增长态势。
2.技术水平不断提升:中国齿轮行业在技术方面取得了较大的突破。
一方面,国内许多高校和科研机构加强与企业的合作,推动了齿轮技术的研发与创新。
另一方面,一些企业积极引进国外先进的齿轮生产技术和设备,提升了产品的质量和效率。
3.产品结构优化:随着中国制造业转型升级的推进,齿轮行业的产品结构也在不断优化。
高精密、高效能、高可靠性的齿轮产品逐渐得到重视和广泛应用,同时,市场对个性化和定制化产品的需求也在增加。
4.企业集中度提升:中国齿轮行业正逐渐形成以一批大型龙头企业为主导的格局。
这些企业具有较强的技术实力和生产能力,在国内外市场上具有一定竞争力。
同时,一些中小型企业也积极开展技术创新和市场拓展,不断提升自身的竞争力。
二、发展趋势1.产业升级:随着制造业的转型升级,中国齿轮行业将朝着高端、智能化方向发展。
传统的齿轮制造将逐渐向数字化、自动化生产方式转变,提高生产效率和产品质量。
与此同时,高精密、高强度、高可靠性的齿轮产品将逐渐成为行业的主流。
2.科技创新:齿轮行业将加大科研开发力度,提高技术创新能力。
在材料、设计、制造、检测等方面进行深度研究,推动齿轮技术的创新和进步。
特别是在高端设备制造、航空航天、军工等领域,对高性能齿轮的需求将进一步增加。
3.国际市场扩张:中国齿轮行业将继续向国际市场扩张,扩大出口份额。
通过积极参与国际合作和竞争,提高产品质量和技术水平,争取更多的国际订单。
同时,还将加强与发达国家企业的交流与合作,吸收国外先进技术和管理经验。
4.环保节能:环保节能已成为中国齿轮行业的一个重要发展方向。
采用新材料和新工艺,提高齿轮的能效和使用寿命。
同时,加强废弃齿轮的回收利用和资源循环利用,减少对环境的影响。
直齿圆锥齿轮模锻技术的应用与发展
直齿圆锥齿轮模锻技术的应用与发展摘要:齿轮加工方法比较多,传统的加工方法也很成熟,但是对一些特殊齿轮特别是直齿圆锥齿轮的加工过程中的传统的加工方法就有很多不足。
采用精密模锻就可以显出它的优越性。
本文对直齿圆锥齿轮精密模锻生产工艺以及发展进行了论述。
关键词:直齿圆锥齿轮;精密模锻;应用与发展中图分类号th13 文献标识码a 文章编号 1674-6708(2012)66-0116-02精密模锻是从普通模锻发展起来的一种重要的生产技术,是一种少无切屑的压力加工方法。
采用精密模锻工艺生产的锻件尺寸精度高,可达4~5级精度;尺寸公差小,仅为普通模锻件的1/3;拔模斜度小,一般为0°~3°;锻件表面质量好,表面粗糙度达ra12.5~ra1.6,锻成的齿轮齿面能以锻面直接使用。
精密模锻件一般不需机械加工或只需少量后续机械加工就可装配使用,比普通锻件和自由锻件减少机加量50%~80%,材料利用率提高60%~80%,生产效率高。
同时,精锻件合理的金属流线分布提高了零件的内在质量。
对于批量大的中小型锻件采用精锻方法生产,效益十分显著。
直齿圆锥齿轮精锻工艺是指模锻直伞齿轮时轮齿直接被锻出,齿面不再进行切削加工的精密模锻工艺。
直伞齿轮广泛应用于汽车、拖拉机、摩托、坦克等一切行走机械的差速器中,应用面广、需求量大、易磨损,目前我国每年直伞齿轮需求量仅汽车、拖拉机所需的行星齿轮、半轴齿轮就达1 000多万件。
用传统机械切削方式生产直伞齿轮,速度慢、效率低、精度差;而采用精密模锻方法生产,具有生产效率高、节约工时、材料消耗少、产品质量高、生产成本低、使用寿命长的优点,其生产应用具有十分重要的经济意义和广阔前景。
1 直齿圆锥齿轮精锻特点采用精密模锻工艺生产直伞齿轮,最突出的优点是使轮齿直接锻出,齿形部分加工就能直接使用。
虽然直齿圆锥齿轮精锻模具的制造费用相对较高,但是由于直伞齿轮的市场需求量大,在批量生产的条件下,采用精锻工艺仍能明显提高生产率,降低生产成本,在摩擦压力机上精锻生产行星齿轮和半轴齿轮,齿形精度可达到8级,材料利用率为40%~80%,节约成本70%,生产率提高2倍~3倍,使用寿命比切削齿轮长20%。
2024年高精度齿轮市场发展现状

2024年高精度齿轮市场发展现状简介高精度齿轮是一种用于传动机械的关键组件,具有高度精确的外形、精密的加工工艺和高质量的材料制造而成。
高精度齿轮在航空航天、汽车制造、工业机械等领域具有广泛的应用。
本文将探讨高精度齿轮市场的发展现状。
市场概述高精度齿轮市场规模庞大,年均增长率稳定,展现出持续增长的趋势。
高精度齿轮的优势在于其能够提供更高的传动精度和更低的噪音与振动水平。
随着工业技术的不断进步和对产品品质要求的提高,高精度齿轮的需求量也在不断增加。
市场驱动力1. 工业自动化需求增加随着各行各业的自动化程度不断提高,对高精度齿轮的需求也在增加。
机器人、自动化生产线等领域对传动精度要求高,高精度齿轮成为关键部件。
2. 汽车工业的发展汽车工业对高精度齿轮的需求量大,尤其是高档车型更是对齿轮的精度有着严格的要求。
随着汽车工业的不断发展,高精度齿轮市场也得到了进一步推动。
3. 航空航天技术的进步航空航天领域对高精度齿轮的需求也在不断增加。
航空发动机、直升机、飞机起落架等都需要高精度齿轮传动系统的支持。
随着航空航天技术不断进步,高精度齿轮市场将进一步发展。
市场挑战1. 制造工艺要求高高精度齿轮的制造需要精密的加工工艺和高质量的材料。
这对生产厂商提出了更高的要求,需要不断提升生产工艺和技术水平,以满足市场需求。
2. 市场竞争激烈高精度齿轮市场竞争激烈,主要来自国内外的大型齿轮制造商和供应商。
除了价格竞争,产品质量、性能和品牌影响力也是市场竞争的关键。
市场前景高精度齿轮市场未来具有良好的发展前景。
随着制造工艺和技术的不断提升,高精度齿轮的质量和性能将进一步提高,满足市场需求。
同时,随着国内外各行各业对高精度齿轮的需求增加,市场规模将进一步扩大。
总结2024年高精度齿轮市场发展现状显示出持续增长趋势,市场规模庞大,驱动力来自工业自动化需求增加、汽车工业的发展和航空航天技术的进步。
然而,市场竞争激烈,制造工艺要求高。
未来,高精度齿轮市场具有良好的发展前景,随着技术提升和需求增加,市场规模将进一步扩大。
精锻直齿锥齿轮项目可行性研究报告项目建议书
精锻直齿锥齿轮项目可行性研究报告项目建议书一、项目背景精锻直齿锥齿轮是一种用于传动的重要零部件,广泛应用于机械制造、航空航天、交通运输等行业。
当前市场对精锻直齿锥齿轮的需求逐年增长,但国内相关技术的发展相对滞后,主要依赖进口产品。
因此,本项目旨在提出一种精锻直齿锥齿轮的生产方案,以填补国内市场的空白。
二、项目目标1.研发出高性能的精锻直齿锥齿轮,满足市场需求。
2.建立先进的生产工艺和设备,提高产品的生产效率和质量。
3.实现自主创新,降低技术依赖,提升市场竞争力。
4.建立健全的质量管理体系,确保产品符合国家和行业标准。
三、项目内容与方法1.技术研究与开发:a.开展精锻直齿锥齿轮的材料研究,选择适合的材料,并进行性能测试和分析。
b.设计和优化精锻直齿锥齿轮的结构和参数,保证其在传动中的可靠性和稳定性。
c.开展材料精锻工艺的研究,实现精锻直齿锥齿轮的高效制造。
2.生产设备建设:a.确定生产设备的选型和布局,采购先进的精锻设备和加工设备。
b.开展设备的安装和调试工作,确保生产线的正常运行。
c.建立生产工艺和流程,实现生产的自动化和智能化。
3.质量管理体系建设:a.制定质量管理体系的标准和流程,确保产品的质量稳定性。
b.建立完善的质量检测和测试方法,提高产品质量的可控性。
c.加强供应链管理,确保原材料的供应和质量符合要求。
四、预期效益1.基于自主创新的精锻直齿锥齿轮能够填补国内市场空白,推动相关行业的发展。
2.创新生产工艺和设备能够提高产品的生产效率和质量,降低生产成本。
3.建立健全的质量管理体系能够提升产品的质量稳定性和竞争力。
4.项目的实施能够促进科技创新和产业升级,提升企业在国内外的声誉和市场份额。
五、项目实施计划1.第一年:技术研究与开发,确定生产工艺和流程,采购设备。
2.第二年:设备安装与调试,开展试制和小批量生产。
3.第三年:逐步扩大生产规模,建立健全的质量管理体系。
4.第四年:市场推广与销售,争取实现产品的大规模产销。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中 图 分 类 号 : G3 6 T 1
文献标 识码 : A
文 章 编 号 :1 7 — 4 7 2 1 ) 6 0 5 - 4 6 4 6 5 ( 0 0 0 — 0 10
Pr s ntS a u n v l pm e ti e ii n Fo g ng Te h l g fS r i h v lG e r e e t t sa d De e o n n Pr cso r i c no o y o t a g tBe e a
理 或 直 接 使 用 。过 去 常 用 的 切 削 加 工 方 法 , 产 效 生
齿 轮精锻 技术 是指 齿轮轮 齿 由坯料 经过 精锻直 接 获得 完整齿 形 , 而齿面 不需切 削 加工 , 或仅需 少许
精 加 工 即 可 使 用 的齿 轮 制 造 技 术 。 与 传 统 的 切 削 ]
摘 要 :阐述 了齿轮 精锻技 术的 定义和 特点 , 概述 了我 国精锻 成 形技 术的现 状 , 并分 别介 绍 了直 齿锥 齿轮 精锻成 形技 术在 热锻 、 温锻 、 冷锻 和热锻一 冷锻 复合成 形技 术等 领域应 用的现状 及其 发展 。
关 键 词 :直 齿 锥 齿 轮 ; 锻 技 术 ; 状 精 现
第 2 卷
第 6 期
精
密
成
形
工
程
21 O O年 1 1月
J OURNAL OF NE TS HAP E FORM I NG ENGI NEE NG RI
直 齿 锥 齿 轮 精 锻 技 术 的现 状 及 其发 展
夏 源
( 庆工 贸职业 技术 学 院 , 庆 4 8 0 ) 重 重 0 0 0
目前 锥 齿 轮 加 工 较 先 进 的 技 术 , 1 9 ] 自 9 0年 列 入 国 家 首 批 重 点 推 广 节 材 节 能 应 用 项 目 以 来 , 我 国 齿 在 轮制造 行业 中获得 了突飞猛 进 的发展L 。 。 j
粒 及组 织细 密 , 观缺 陷少 , 微 因此 精锻 齿轮 的性能 优 良, 的弯 曲强度 、 齿 接触 疲 劳强度 和耐 冲击性 明显 高 于 切 削 齿 轮 。一 般 来 说 , 锻 可 使 轮 齿 强 度 提 高 精 2 以上 , 弯 曲疲 劳 寿 命 提 高 约 2 , 冲击 强 0 抗 O 抗 度 提高 约 1 05。 5 l Y 2 )提 高 了生 产效 率 和材料 利用 率 , 低 了生产 降 成本 。通过精 锻成 形 , 轮 精 度 能够 达 到精 密级 公 齿 差 、 量标 准 , 余 不需 或仅需 少量 精加 工 即可进行 热处
Ke r s:s r i tbe e a ; pr cson f gi e hn o y wo d t agh v lge r e ii or ng t c olgy; pr s n t t s e e ts a u
直齿锥 齿轮 是 应用 极 为 广 泛 的重 要 传 动 零 件 。 随着 中 国机 械工 业 的崛起 , 汽车行 业 日益发 展 , 锥齿 轮 已逐 步 由精 密成 形 工 艺 取 代切 削加 工 , 锻 锥 齿 精 轮将有 更大 的需求 量和 更高 的要 求 ] 。齿轮 精锻 是
X I Y“ / A at ( o g ig I d sr & Ch n qn n u ty Trd ltc nc a ePoye h i,Ch n qn o g ig,4 8 0 ,Chn ) 000 ia
Ab ta t sr c :W ih t ieo t hers fChias m a h n r nd ty,a t ob l n n' c i e y i us r u om iei dus r o s,b ve a e h l gy h s b e a a ty gr w e l ge rt c no o a e n gr du l l e lc d b h e ii a h n n y r p a e y t e pr cson m c i i g,s o g n ve a s w ilh e gr a e e a d a g r r qu r m e s T h s p pe o f r i g be lge r l av e t r d m n nd hihe e ie nt . i a r e ou s t e de iiin a d c r c e itc fg a e ii or n e hno o xp nd h fn to n ha a t rs iso e rpr c son f gig t c l gy,t n s he um m a ie h r s ntsa u e ii rz s t e p e e t t sofpr cson f g n e h l n o ou r or i g t c noogy i urc nty,a e a a ey it o nd s p r t l n r duc s t r e t t s a d d veo e he p es nts a u n e lpm e ft t agh v lge e nto hes r i tbe e arpr cso or i g t c noogy i he h o g n iin f g n e h l n t otf r i g,w a m o gi r f r ng,c l or ng a otf r ng c d f r ng f r i e hn og o d f gi nd h o gi — ol o gi o m ng t c ol y.