工地钢轨焊接接头超声波探伤记录
超声波探伤记录
准考证号:
座位号:
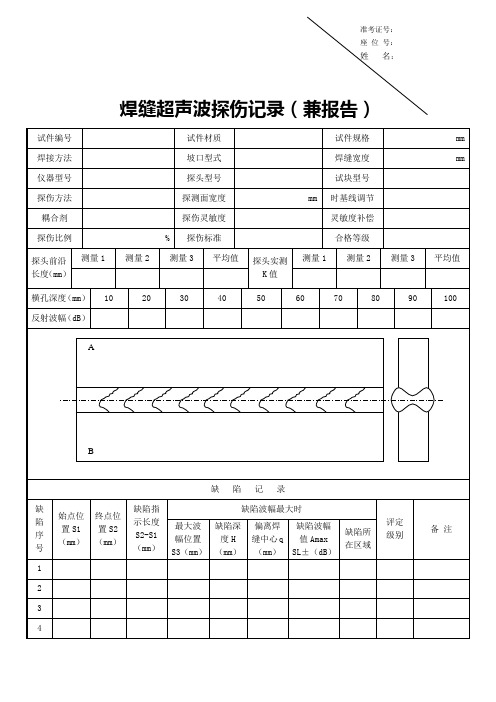
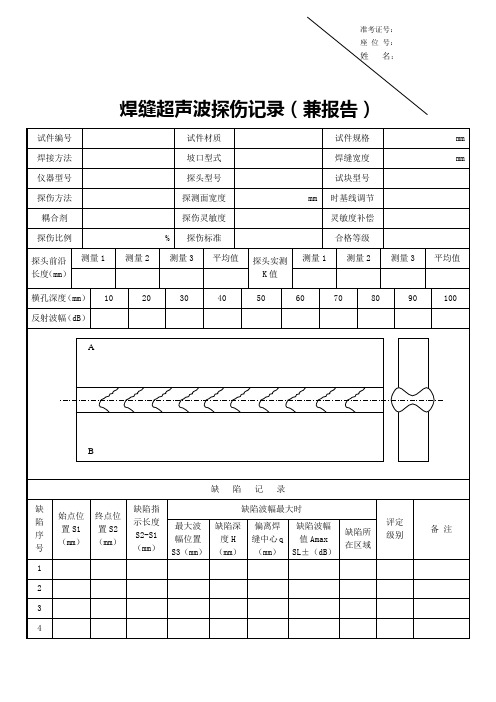
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
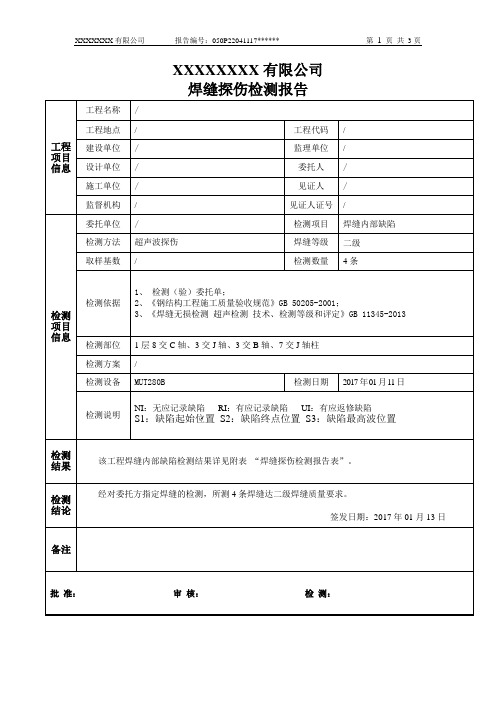
焊缝探伤检测报告(超声波)模板
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
S3
(区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
焊接方式
手工焊
检测等级
B级
焊缝种类
对接焊
工件材质
Q345B
检测范围
150mm
探伤时机
焊缝超声波探伤报告记录

焊缝超声波探伤报告记录————————————————————————————————作者:————————————————————————————————日期:(CMA章)钢结构超声波检测检测报告工程名称:铁路器材厂车修分厂延长跨工程地点:铁路器材厂委托单位:铁路器材厂检测日期:2010年3月16日报告总页数:12 页报告编号:合同编号:工程检测有限公司2010年4 月23 日首页工程名称检测依据《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T 11345-1989 《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002委托单位地址检测焊缝58.2米检测时间2010.3.16检测方法超声波法检测等级B级(GB/T 11345-1989)备注I级焊缝1条,占所测焊缝的100%,满足设计要求。
工程检测有限公司2010年3月16日钢结构超声波检测检测人员:(上岗证号)报告编写:(上岗证号)复核:(上岗证号)审核:(上岗证号)授权签字人:声明: 1. 本报告涂改、错页、换页、漏页无效;2. 检测单位名称与检测报告专用章名称不符者无效;3. 本报告无我单位相关技术资格证书章无效;4. 本报告无检测、审核、授权签字人签字无效;5.未经书面同意不得部分复制或作为他用;6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
检测单位:地址:邮编:联系人:目录一项目概况二检测依据及方法三检测结果附件-、项目概况表1工程名称铁路器材厂车修分厂延长垮工程地点铁路器材厂建设单位委托单位铁路器材厂结构型式钢结构钢板厚度14mm设计焊缝等级II级(GB/T 11345-1989)检测等级 B级(GB/T 11345-1989)检测方法超声波法检测日期2010.5.15检测标准《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T11345-1989《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002备注二、检测依据及方法1.检测依据(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;(2)《钢结构工程施工及验收规范》GB50205-2001;(3)《建筑钢结构焊接技术规程》JGJ 81-2002;(4)设计文件。
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
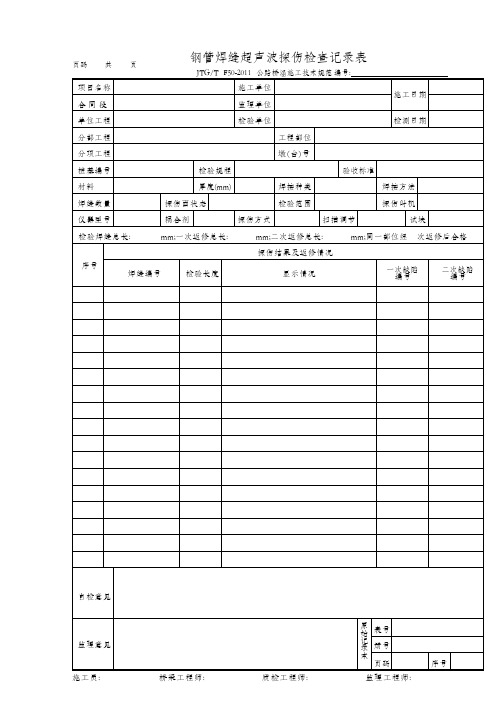
钢管焊缝超声波探伤检查记录表
试块
检验焊缝总长:mm;一次返修总长:mm;二次返修总长:mm;同一部位经次返修后合格
序号
探伤结果及返修情况
焊缝编号
检验长度
显示情况
一次缺陷编号
二次缺Байду номын сангаас编号
自检意见
监理意见
原始记录本
表号
册号
页码
序号
施工员:桥梁工程师:质检工程师:监理工程师:
页码共页
钢管焊缝超声波探伤检查记录表
JTG/TF50-2011公路桥涵施工技术规范编号:
项目名称
施工单位
施工日期
合 同 段
监理单位
单位工程
检验单位
检测日期
分部工程
工程部位
分项工程
墩(台)号
桩基编号
检验规程
验收标准
材料
厚度(mm)
焊接种类
焊接方法
焊缝数量
探伤面状态
检验范围
探伤时机
仪器型号
耦合剂
探伤方式
超声波探伤记录
准考证号:
座位号:
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
焊缝超声波探伤记录表

委托编号:
检验编号:
工程名称
焊缝类型
焊缝编号
板厚
折射角
回波
X
D
Z
L
级别
评定
备注
(两侧)
(mm)
(度)
高度
(mm)
(mm)
(mm)
(mm)
结果
检验日期
年 月 日
技术负责人: 校核人: 检验人:
焊缝超声波探伤记录表填写说明
采用超声波探伤检验时,其内部质量分级应符合表14.2.8-1的规定。焊缝超声波探伤范围和检验等级应符合表14.2.8-2的规定。
表14.2.8-1 焊缝超声波探伤内部质量等级
项 目
质量等级
适用范围
对接焊缝
Ⅰ
主要杆件受拉横向对接焊缝
Ⅱ
主要杆件受压横向对接焊缝、纵向对接焊缝
角焊缝
Ⅱ
主要角焊缝
表14.2.8-2 焊缝超声波探伤范围和检验等级
项 目
探伤
数量
探伤部位(mm)
板厚(mm)
检验等级
Ⅰ、Ⅱ级横向对接焊缝
全部焊缝
全长
10~45
B
>46~56
B(双面双侧)
Ⅱ级纵向
对接焊缝
两端各100
10~45
B
>46~56
B(双面双侧)
Ⅱ级角焊缝
两端螺栓孔部位并延长500,板梁主梁及纵、横梁跨中加探100
10~45
B
>46~56
B(双面双侧)
超声波探伤检测原始记录表格

□ 《焊缝无损检测 超声检测 技术、检测等级和评定》GB/T 11345-2013 □ 《焊缝无损检测 超声检测 验收等级》GB/T 29712-2013 □ 《钢结构超声波探伤及质量分级法》JG/T 203-2007 □ 《钢结构工程施工质量验收标准》GB 50205-2020
仪器设备
□超声波探伤仪 □超声波测厚仪 □标准试块
第 页共 页
超声波探伤检测原始记录表格(续页)
焊缝编号
厚度 缺陷 /mm 编号
缺陷 位置
深度 / mm
任务编号:
指示 回波
长度 高度/
/mm
dB
结论
备注
第 页共 页
超声波探伤检测原始记录表格
检测项目
超声波法检测焊缝内部缺陷
任务编号
工件类型
委托日期
质量等级 探伤比例 工程部位
检测等级 热处理状态 检测范围
检测日期
评定/验收 等级
扫查方法
检测时机
工件材质
焊接方法
表面状态
耦合剂
坡口形式
仪器
试块
探头类别
探头频率
探头前沿
探头 K 值
扫描调节
评定灵敏度
显示评定方法
检测依据
超声探伤仪 □标准试块 □钢直尺 页共 页
超声波探伤检测原始记录表格(续页)
任务编号:
序
缺陷部位及编号
板厚 焊缝长度 缺陷深度 缺陷长度
评定结果
备注
号
(mm) (mm)
(mm)
(mm)
第 页共 页
超声波探伤检测原始记录表格(续页)
任务编号: 焊缝示意图:
钢结构焊缝超声波探伤检测记录

前沿长度
藕 合 剂
探伤灵敏度
探测K值
灵敏度补偿
工件声速
检测环境
检测依据
□《钢结构工程施工质量验收规范》GB50205-2001
□《建筑钢结构焊接技术规程》JGJ81-2002
□《钢焊缝手工超声波探伤方法和探伤结果分级》GB11345-89
□《钢结构超声波探伤及质量分级法》JG/T203-2007
评级
合格
与否
备注
X方向
Y方向
H深度
画
图
检测: 复核: 检测日期: 年 月 日
检测结论
样品经检测,超声波探伤评定等级为 级, 符合《钢结构工程施工质量验收规范》GB50205-2001规定的焊缝质量等级 要求。
备 注
检测: 复核: 检测日期: 年 月 日
钢结构焊缝超声波探伤检测原始记录(二)
YSJL477样品/任务单编号: №:
序
号
工件及焊缝编号
缺陷
编号
缺陷当量
缺陷长度
mm
缺陷位置mm
钢结构焊缝超声波探伤检测原始记录(一)
样品/任务单编号: №:
委托单位
检测类别
见证单位
见证人(证号)
工程名称
试பைடு நூலகம்牌号
使用部位
焊接方式
破口形式
委托日期
检测次序
□首次□一次返修□二次返修
委托人
检验准备:
试 块
检测设备
全数字智能超声波探伤仪
检测地点
编 号
DUD950 FH-39-1
表面状况
探头型号
测试细节:
钢铁构造焊缝超声波探伤原始记录
钢铁构造焊缝超声波探伤原始记录目的本文档旨在记录钢铁构造焊缝超声波探伤的原始记录,以便进行分析和评估。
检测对象本次检测的对象为钢铁构造焊缝。
焊缝的材料为钢铁。
设备和仪器本次检测使用的设备和仪器如下:- 超声波探伤仪器:型号 XYZ123- 探头:型号 ABC456- 耦合剂:型号 DEF789检测参数本次检测使用的参数如下:- 探头频率:10 MHz- 距离增益:20 dB- 波束角度:45°- 采样点数:1000检测过程步骤1:准备工作- 将超声波探伤仪器连接至电源,并确保正常启动。
- 检查探头和耦合剂是否完好,并进行必要的更换和维护。
步骤2:拍照记录- 用相机拍摄焊缝的整体照片,并标注焊缝的位置和编号。
步骤3:调整检测参数- 打开超声波探伤仪器的设置界面。
- 使用触摸屏或按钮调整探头频率、距离增益、波束角度和采样点数等参数,以适应当前焊缝的特性。
步骤4:进行探伤检测- 将探头与焊缝表面贴合,并涂抹耦合剂以提高信号传输质量。
- 启动超声波探伤仪器,并开始进行焊缝的超声波探伤。
- 根据仪器显示的超声波信号,记录焊缝的异常情况,如裂纹、尺寸偏差等。
步骤5:结束检测- 完成焊缝的超声波探伤后,关闭超声波探伤仪器。
- 清理和维护设备,确保其处于良好的工作状态。
结论经过超声波探伤检测,钢铁构造焊缝的情况如下:- 位置1:无异常情况。
- 位置2:存在裂纹,裂纹长度约为5mm。
检测人员和日期本次超声波探伤检测由XXX人员于20XX年XX月XX日完成。
以上为钢铁构造焊缝超声波探伤的原始记录。
附录H焊轨厂钢轨焊接接头超声波探伤记录

4.4.10铺轨前,应按铺轨进度计划,落实各种轨道部件来源,其供货进度应与施工进度相配合,并有一定数量的储备。
4.5
4.5.1施工队伍作业人员应进行岗前培训,经考试合格后持证上岗。
4.5.2轨道工程施工前应根据施工方法配备焊轨、道碴摊铺、长钢轨及轨枕运输、铺枕及铺轨、大型养路机械及补碴、应力放散及锁定、钢轨预打磨等设备。
4.6
4.6.1施工前应根据质量控制需要设置经认证的检测机构,并配备相应的检测设备。
4.6.2试验检测设备主要包括:钢轨焊接接头(以下简称钢轨焊头)质量检测设备、有碴道床状态参数指标检测设备、轨道几何尺寸检测设备、轨温计等。
4.6.3各施工检测设备要在使用前预加校验,不合格者不得使用。
4.7
4.7.1预铺道碴前应按设计设置好线路基桩。
5.2.16焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900±20℃,轨底角表面温度为800℃~900℃。
5.2.17焊后矫直应在焊接接头热处理后进行,热态或冷态下矫直均可。焊接接头热态矫直温度应低于400℃,并预留上拱量;冷态矫直温度应低于50℃,矫后1m长度宜有0.3mm~0.5mm的上拱量。不宜反复多次矫直。
客运专线铁路
有碴轨道工程施工指南
(报批稿)
2005年元月 西安
前言
本施工指南系根据铁道部经济规划研究院“关于认真做好新建客运专线铁路施工和验收暂行标准编制工作的通知”(经规标准[2004]8号文)精神,在原按铁道部高速铁路办公室科技开发项目(合同编号:00HSE002)编制的《京沪高速铁路有碴轨道工程施工暂行规定》(报批稿)基础上修编而成。主要技术标准参考吸收了国内外高速及客运专线铁路规范相关内容及施工经验。
钢结构接头超声波探伤原始记录
钢结构接头超声波探伤原始记录
1. 实验目的
探测并记录钢结构接头中的缺陷情况,为后续的修复和强化工作提供依据。
2. 实验设备和材料
- 超声波探伤仪
- 探头
- 钢结构接头样本
- 记录表格
3. 实验步骤
步骤1: 准备工作
1. 确保超声波探伤仪正常工作,并校准探头。
2. 准备钢结构接头样本,并进行必要的清洁和处理。
步骤2:超声波探伤
1. 将探头与超声波探伤仪连接,并打开仪器电源。
2. 将探头放置在样本表面,并保持良好的接触。
3. 在探伤仪上选择适当的检测模式和参数。
4. 使用超声波探伤仪进行扫描,记录探测到的信号和缺陷位置。
5. 根据需要,调整探头的位置和角度,以获得更全面的检测结果。
步骤3:记录结果
1. 使用记录表格,将检测到的信号和缺陷位置记录下来。
2. 记录相关的实验条件,例如探头类型、扫描速度和信号强度等。
3. 如有需要,拍摄照片或录像以作为后续分析和评估的参考。
4. 实验结果和讨论
根据实验记录,我们检测到钢结构接头中的部分缺陷,如焊接
不良或裂纹。
这些缺陷可能会对结构强度和稳定性产生负面影响。
根据实验结果,我们可以制定相应的修复和强化措施,以确保结构
的安全运行。
5. 结论
通过超声波探伤技术,我们成功检测并记录了钢结构接头中的缺陷情况。
这为后续的修复和强化工作提供了重要的依据。
我们需要根据这些结果采取相应的措施,以确保结构的完整性和安全性。
钢轨接触焊接头超声波探伤方法

钢轨接触焊接头超声波探伤方法摘要:我国铁路已经进入了高速铁路时代,速度快、交通量大,对线路的维护和检测提出了更高的要求。
钢轨探伤技术由于无损伤、灵敏度高、响应快等优点,在线路维修检测领域得到广泛应用。
无损检测是钢轨现场焊接中最重要的检测方法。
如何准确地确定焊接损伤,不仅关系到焊接质量的控制,而且关系到生产成本的控制和项目效益的提高。
关键词:接触焊接头;超声波探伤;仪器调试;探头选择;探伤方式一、钢轨现场焊接头缺陷的形成机理钢轨现场焊接分为闪光焊、气压焊、铝热焊三种,两种不同的焊接方法,各具有其独特的优点。
但由于焊接工艺、材料、机械设备、工人操作及环境气候等因素的影响,经常会出现一些焊接缺陷,而三种焊接方法形成缺陷的机理又各有不同。
二、设备选择和调试1.探头选择。
①无双峰和波形抖动现象;②探头前沿长度应能满足探伤扫查范围的需要;③回波频率≥4MHZ、回波频率误差≤10%;④折射角度误差:在37°~45°时,误差≤1.5°,折射角≥60°时,误差≤2°;⑤横波探头分辨率≥22dB、横波单探头始脉冲宽度≤20mm;⑥相对灵敏度,纵波直探头≥55dB、横波探头≥60dB(R100圆弧面);⑦组合或陈列探头:各子探头入射点相对偏差≤2mm,各子探头分段扫查相对偏差≤4dB。
2.仪器调试。
仪器调试必须做到100%的准确,尤其是关键指标,如水平线性、角度、测距、垂直线性等。
常用的钢轨焊缝单探头探伤的角度有K0.5、K0.8、K1、K2.5、K3、0°,双探头探伤的有双K1、双K0.8。
仪器调试使用探头必需与探伤使用探头一致,否则会造成伤损计量上的错判漏判。
(1)轨头及轨底用≥K2的斜探头,深度调节为60mm;(2)轨腰轨底用K1、K0.8及0°探头,深度调节为200mm;(3)灵敏度参照TB/T2658.21-2007标准设置,并把每一组的探头对应探伤仪的灵敏度+6dB后存档并标上相应的记点,以利现场探伤工作时随时提取进行准确的探伤扫查和伤损判定。