低温甲醇洗的技术对比_孙恺
低温甲醇洗净化工艺技术进展及应用概况
低温甲醇洗净化工艺技术进展及应用概况低温甲醇洗是一种常见的净化工艺,用于去除天然气中的硫化氢和二硫化碳等有害成分。
随着能源需求的增加和环境保护意识的提高,低温甲醇洗技术在天然气净化领域得到了广泛的应用。
本文将对低温甲醇洗净化工艺技术进展及应用概况进行详细介绍。
一、低温甲醇洗工艺技术的原理及发展历程低温甲醇洗技术是利用甲醇与硫化氢和二硫化碳等成分的亲和力较强的特点,通过在低温条件下将甲醇溶液与含有硫化氢和二硫化碳的天然气进行接触和反应,使得硫化氢和二硫化碳能够被溶解在甲醇中,从而达到净化天然气的目的。
低温甲醇洗技术的发展可以追溯到20世纪60年代,在当时的石油天然气开采和利用过程中,由于硫化氢和二硫化碳的存在,天然气的安全性和环保性受到了严重威胁。
人们开始研究利用甲醇对天然气进行洗脱,以去除其中的有害成分。
经过多年的积极探索和实践,低温甲醇洗技术逐渐成熟并得到了广泛的应用。
1. 低温条件下的操作技术低温甲醇洗技术需要在较低的温度条件下进行,通常需要在-10℃至-20℃的温度范围内操作。
这就对设备和操作提出了较高的要求,需要采用特殊的低温材料,并且要求操作人员具备相应的低温作业技能。
近年来,随着低温技术的发展和成熟,低温甲醇洗技术在低温条件下的操作难度逐渐减小,同时也降低了操作成本。
2. 甲醇的选择和回收技术在低温甲醇洗技术中,甲醇是起到洗脱作用的重要溶剂。
甲醇的选择和使用对工艺的效果和成本都有着重要的影响。
目前,一般采用优质甲醇用作溶剂,有机溶剂循环回收技术也是该技术的关键点之一。
通过对甲醇的回收再利用,可以节约能源和降低成本。
3. 硫化氢和二硫化碳的分离和处理技术1. 天然气净化领域2. 化工生产领域除了在天然气净化领域应用外,低温甲醇洗技术还在化工生产领域得到了广泛的应用。
在石油化工、合成气、精细化工等领域,都可以采用低温甲醇洗技术进行有害气体的净化和分离,保障生产过程的安全和环保。
3. 新能源领域随着清洁能源的需求日益增加,低温甲醇洗技术也在新能源领域得到了应用。
“低温甲醇洗工艺全解析
“低温甲醇洗工艺” 几家专利商技术特点目前,低温甲醇洗工艺国外有林德工艺和鲁奇工艺二种流程,二者在基本原理上没有根本区别,而且技术都很成熟。
两家专利在工艺流程设计、设备设计和工程实施上各有特点;国内大连理工大学经过近20年的研究,也开发成功了低温甲醇洗工艺软件包,并获得了国内两项专利。
1. 林德低温甲醇洗工艺采用林德的专利设备―高效绕管式换热器,换热效率高,特别是多股物流的组合换热,节省占地、布置紧凑,能耗低;高效绕管式换热器需要国外设计,可国内制造。
在甲醇溶剂循环回路中需设置甲醇过滤器除去FeS、NiS等固体杂质,防止其在系统中积累而堵塞设备和管道。
一般采用氮气气提浓缩硫化氢。
此外,针对生产中出现的问题,也采取了一些相应的改进措施,主要有以下几个:①设置系统预洗段以除去原料气中的NH3、HCN等杂质;②增大原料气分离器的容积来降低其进入系统的温度;③在甲醇再生塔中增设水提浓段,以增强系统除水能力;④在半贫液中注入原料气以抑制FeS和NiS的生成,通过提压的措施使其在特定部位生成并及时除去。
● 该工艺具有易于操作,生产运行稳定、可靠。
● 该工艺为一步法低温甲醇洗工艺脱硫脱碳,其典型工艺是采用5塔流程,脱碳、脱硫分上下塔脱除,在一个塔内完成。
● 采用专有的高效绕管式换热器,减少阻力,提高换热效率,特别是多股物流的换热,使工艺流程更为简捷,节省占地便于集中布置,但绕管式换热器需由专利商在国内合资厂提供,且价钱昂贵。
● 采用锅炉给水洗涤变换气中的NH3、HCN等,避免其进入系统造成堵塞。
● 在甲醇循环回路中设置甲醇过滤器,除去FeS、NiS等固体杂质,防止其在系统中积累而堵塞设备和管道。
2. 鲁奇低温甲醇洗工艺鲁奇低温甲醇洗工艺由于没有中间循环甲醇提供系统所需冷量,而全部需要外部提供。
甲醇溶液由于吸收温度低,其循环量相对较大,与林德工艺相比,能耗稍高,吸收塔的体积也较大。
但系统冷量由外部供给,也使操作调节相对灵活,并通过新型塔板的设计,提高了塔的操作弹性。
低温甲醇洗工艺对比
2 0 1 4年 1 1 月 广州化工
Vo l _ 42 No . 21 NO V . 201 4
Gu a n g z h o u C h e mi c a l I n d u s t r y
低 温 甲醇 洗 工 艺 对 比
潘 海 敏 ,孙 恺
7 1 0 0 7 5 )
Ke y wo r d s :r e f ig r e r a t i o n;r e f r i g e r a t i n g l o s s o f p r o c e s s ;r a t e o f wa t e r c o n t e n t
低 温 甲醇洗 ( R e c t i s o 1 ) 工艺是 目前煤化工项 目普遍采用 的工 艺 气体洗涤净化 流程 ,采 用此 工艺气 体净 化 度高 、选 择性 好 , 脱 硫脱 碳可分段 、有选择性地进行 … 。主要 流程可分 为原料气
P AN Ha i—r ai n,SUN Ka i
( X i ’ a n B r a n c h , B e i j i n g P e t r o c h e m i c a l E n g i n e e i r n g C o . ,L t d . , S h a a n x i X i ’ a n 7 1 0 0 7 5 , C h i n a )
( 北 京石 油化 工工程 有 限公 司西安 分公 司,陕西 西安
摘 要 :低温甲醇洗是 目 前煤化工项 目 普遍采用的脱硫脱碳工艺。国外主要有两家专利商的技术可供选择 : 德 国林德公 司、
德 国鲁奇公 司。两种技术 的原理相 同 、工艺 流程类似 。但两种 工艺在 系统的冷 、热量 、水 含量方面取 舍侧重不 同。在不 考虑设 计 余量 的情况下 ,两种技术 的冷量相差不 大 ,但林 德公 司的设计余 量大于鲁 奇公 司。两种 工艺对系统 中的水含量 的耐受程 度也不 尽 相 同。
“低温甲醇洗工艺全解析
“低温甲醇洗工艺” 几家专利商技术特点目前,低温甲醇洗工艺国外有林德工艺和鲁奇工艺二种流程,二者在基本原理上没有根本区别,而且技术都很成熟。
两家专利在工艺流程设计、设备设计和工程实施上各有特点;国内大连理工大学经过近20年的研究,也开发成功了低温甲醇洗工艺软件包,并获得了国内两项专利。
1. 林德低温甲醇洗工艺采用林德的专利设备―高效绕管式换热器,换热效率高,特别是多股物流的组合换热,节省占地、布置紧凑,能耗低;高效绕管式换热器需要国外设计,可国内制造。
在甲醇溶剂循环回路中需设置甲醇过滤器除去FeS、NiS等固体杂质,防止其在系统中积累而堵塞设备和管道。
一般采用氮气气提浓缩硫化氢。
此外,针对生产中出现的问题,也采取了一些相应的改进措施,主要有以下几个:①设置系统预洗段以除去原料气中的NH3、HCN等杂质;②增大原料气分离器的容积来降低其进入系统的温度;③在甲醇再生塔中增设水提浓段,以增强系统除水能力;④在半贫液中注入原料气以抑制FeS和NiS的生成,通过提压的措施使其在特定部位生成并及时除去。
● 该工艺具有易于操作,生产运行稳定、可靠。
● 该工艺为一步法低温甲醇洗工艺脱硫脱碳,其典型工艺是采用5塔流程,脱碳、脱硫分上下塔脱除,在一个塔内完成。
● 采用专有的高效绕管式换热器,减少阻力,提高换热效率,特别是多股物流的换热,使工艺流程更为简捷,节省占地便于集中布置,但绕管式换热器需由专利商在国内合资厂提供,且价钱昂贵。
● 采用锅炉给水洗涤变换气中的NH3、HCN等,避免其进入系统造成堵塞。
● 在甲醇循环回路中设置甲醇过滤器,除去FeS、NiS等固体杂质,防止其在系统中积累而堵塞设备和管道。
2. 鲁奇低温甲醇洗工艺鲁奇低温甲醇洗工艺由于没有中间循环甲醇提供系统所需冷量,而全部需要外部提供。
甲醇溶液由于吸收温度低,其循环量相对较大,与林德工艺相比,能耗稍高,吸收塔的体积也较大。
但系统冷量由外部供给,也使操作调节相对灵活,并通过新型塔板的设计,提高了塔的操作弹性。
3种低温甲醇洗工艺技术对比及其工业应用业绩

收稿日期:2021-02-263种低温甲醇洗工艺技术对比及其工业应用业绩李万林1,李芮2,刘金虎1,姜泊1,张庆1(1.陕煤集团榆林化学有限责任公司,陕西榆林719000;2.陕西北元化工集团股份有限公司,陕西榆林719319)摘要:低温甲醇洗工艺是20世纪德国林德(Linde )公司和鲁奇(Lurgi )公司联合开发的一种气体净化工艺,已经被广泛应用于传统化工行业如合成氨、天然气脱硫和城市煤气造气以及新型煤化工行业如合成甲醇、合成天然气和制氢工业生产中。
该文以常见的Linde 、Lurgi 和大连佳纯3家低温甲醇洗工艺技术专利商工艺流程为例,详细介绍了3家工艺流程的不同点以及开、停车过程中的注意事项,以期为同类型装置专利技术的选择和装置安全顺利开车提供理论依据。
关键词:Linde ;Lurgi ;大连佳纯;低温甲醇洗;技术对比;理论依据doi:10.13752/j.issn.1007-2217.2021.01.003第51卷第1期2021年3月Vol.51No.1Mar.2021杭州化工HANGZHOU CHEMICAL INDUSTRY低温甲醇洗工艺是德国林德(Linde )公司和鲁奇(Lurgi )公司联合开发的一种气体净化技术,已经被广泛应用于合成氨、合成天然气和合成甲醇等装置生产中,该工艺以冷甲醇为吸收剂,利用甲醇在低温条件下对酸性气体溶解度极大的优良特性,以脱除原料气中的酸性气体,从而实现气体净化的目的。
在化工生产中,吸收一般可分为物理吸收和化学吸收,低温甲醇洗是一种典型的物理吸收。
在低温甲醇洗气体净化工艺中,二氧化碳、羰基硫和硫化氢等酸性气体被选择性地吸收,吸收后溶液的再生以及氢气和一氧化碳等溶解度低的有用气体的解吸曲线,其基础就是各种气体在甲醇中在不同条件下有不同的溶解度[1]。
本文以常见经典的林德、鲁奇和大连佳纯3家低温甲醇洗工艺流程为例,通过介绍3家低温甲醇洗专利商的技术特点、工艺优劣势、工业应用业绩和开、停车重点安全注意事项,旨在为后续同类型装置的顺利开车和专利技术的选择提供一定参考。
以低温甲醇与聚醇醚为溶剂的净化工艺对比
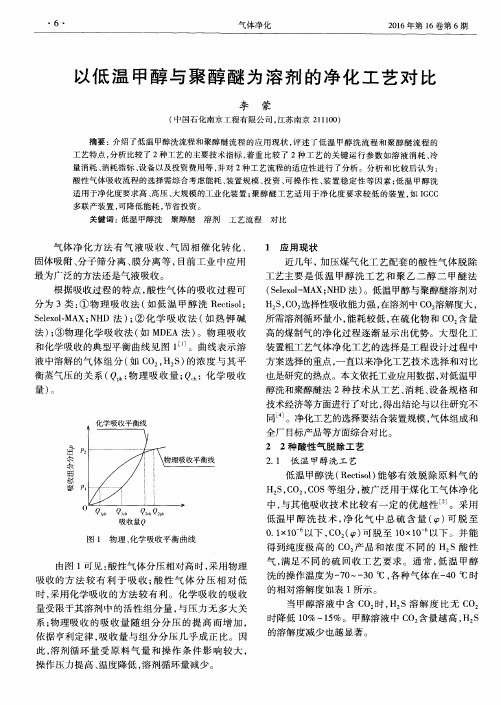
洗 的操作 温度 为 - 7 0 一 - 3 0℃ , 各 种 气体 在 - 4 0 o C时
的相对溶 解 度如 表 1 所示。 当 甲醇 溶 液 中含 C O : 时, H S溶 解 度 比无 C O :
系; 物 理 吸收 的 吸收 量 随 组 分 分 压 的 提 高 而 增 加 ,
关 键词 : 低 温 甲醇 洗 聚 醇醚 溶剂 工艺流程 对 比
气体净化方法有 气液吸收 、 气 固相催化转 化、 固体 吸附 、 分 子 筛分 离 、 膜 分离 等 , 目前 工业 中应 用
最为 广泛 的方 法还是 气 液 吸收 。
根据 吸收 过程 的特 点 , 酸 性 气 体 的 吸 收过 程 可
气, 满 足 不 同 的硫 回 收 工 艺 要 求 。通 常 , 低 温 甲醇
由图 1 可见 : 酸性气 体 分压相 对 高时 , 采用 物理
吸 收 的方 法 较 有 利 于 吸 收 ; 酸 性 气 体 分 压 相 对 低
时, 采用 化学 吸 收 的方 法 较 有 利 。化 学 吸 收 的吸 收 量 受 限于其 溶剂 中的 活性 组 分 量 , 与压 力 无 多 大 关
技术 经济等方 面进 行 了对 比 , 得出结论 与 以往研究 不 同 』 。净 化工艺 的选 择要结合装 置规模 , 气 体组 成和
全厂 目标产 品等方面综合对 比。
2 2种酸 性气 脱 除工 艺
2 . 1 低 温 甲 醇 洗 工 艺
低温 甲醇 洗 ( R e c t i s o 1 ) 能 够 有 效 脱 除 原 料 气 的 H : S , C O , C O S等组 分 , 被广泛 用 于 煤化 工 气体 净 化 中, 与其他 吸 收技 术 比较 有 一 定 的优 越 性 _ 2 J 。采 用
两种低温甲醇洗工艺对比(全面版)资料
版)资料第4期阜新煤制气采用碎煤加压气化、耐硫变换、低温甲醇洗、甲烷化工艺生产天然气,设计生产能力为年产40亿m 3天然气,分3期建设,一期生产能力为年产13.4亿m 3天然气。
低温甲醇洗选用两系列设置。
在选用低温甲醇洗工艺时,与林德公司和鲁奇公司进行了深入交流,使得对两家的工艺技术有了初步的了解,现将两家公司做的技术方案进行对比,以供参考。
1设计基础条件进低温甲醇洗工艺气体压力为3.4MPa(g,温度为40℃,气量32万Nm 3/h,成分见表1。
出低温甲醇洗工艺气体要求:压降小于0.25MPa ,总S 摩尔分数小于0.1×10-6,φ(CO 2在0.6%~0.8%。
2工艺流程对比2.1鲁奇公司工艺流程工艺流程见图1。
来自变换工序的工艺气体经初步冷却到5℃后,分离出冷凝液后进绕管式换热器,温度降到-15℃后进吸收塔,依次经预洗、脱硫、脱碳后,达到工艺要求的工艺气经换热器回收冷量后出界区。
来自热再生的精甲醇(补充甲醇自吸收塔顶部进入,经与工艺气体初步接触后与来自CO 2闪蒸塔的半贫甲醇汇合,自上而下继续脱除工艺气体中的CO 2,出脱碳段的含碳甲醇分为3路,部分甲醇经冷却降温后进吸收塔脱硫段和预洗段,另外一路去中压闪蒸塔。
出脱硫段的含硫甲醇经冷却降温后进中压闪蒸塔。
中压闪蒸塔解吸出的气体经回收冷量后作为燃料气出界区。
经过中压闪蒸后的含碳甲醇进CO 2产品塔,降压解吸出大部分CO 2,出CO 2产品塔的半贫甲醇大部分作为吸收塔的主洗甲醇。
经过中压闪蒸后的含硫甲醇进入氮气气提塔,在塔内经降压和气提,解吸出CO 2,气相经回收冷量后水洗放空,液相经回收冷量升温后进热再生塔。
经热再生解吸出H 2S 后的甲醇做为精洗甲醇进入吸收塔。
解吸出的含H 2S 气体经降温水洗后去硫回收。
预洗段来的甲醇富液经中、低压闪蒸后进萃取器,用来自尾气洗涤塔的脱盐水萃取分离出石脑油。
废水经共沸塔、甲醇水离塔回收甲醇、换热降温后排出界区。
低温甲醇洗工艺的技术优势及运用实践探微
低温甲醇洗工艺的技术优势及运用实践探微低温甲醇洗工艺是一种利用低温甲醇溶液对不同物质进行去除或提取的技术。
它在工业上有着广泛的应用,具有以下的技术优势:1. 低温照度:低温甲醇洗工艺可以在较低的温度下进行,通常在-20℃至-40℃之间。
相比于传统的高温洗工艺,低温洗工艺能够降低能耗,减少环境污染,也可以避免高温对物质结构的破坏。
2. 高选择性:低温甲醇洗工艺能够以溶液形式与被处理物质接触,使得洗工艺更为均匀和彻底。
由于甲醇在低温下的溶解性较好,它能够选择性地溶解或提取特定物质,从而得到纯度较高的产品。
3. 可控性:低温甲醇洗工艺可以通过调整甲醇溶液的浓度、温度和洗涤时间等参数来控制洗工艺的效果。
这使得工艺的操作更加灵活和可控,适应不同物质的处理需求。
4. 设备简易:低温甲醇洗工艺所需的设备相对较简单,主要包括低温循环系统和洗涤设备。
这降低了投资成本和运维成本,提高了工艺的经济性和可行性。
低温甲醇洗工艺在多个领域都有广泛的运用实践。
以下是一些常见的应用示例:1. 石油化工领域:低温甲醇洗工艺可以用于石油和天然气中的硫化氢、二硫化碳等有害气体的脱除,以及苯、甲苯等有机物的提取。
2. 环境保护领域:低温甲醇洗工艺可以用于水体中有机污染物的去除和废气中有害气体的净化,达到环境保护和资源回收利用的目的。
3. 食品加工领域:低温甲醇洗工艺可以用于食品加工中的调味料、色素等有害物质的去除,提高食品的安全性和品质。
低温甲醇洗工艺具有独特的技术优势,并且在多个领域有较广泛的应用。
随着科技的不断进步,低温甲醇洗工艺在环境保护、资源回收利用和产品提纯等方面将会有更大的发展潜力。
低温甲醇洗工艺的技术优势及运用实践探微

低温甲醇洗工艺的技术优势及运用实践探微
低温甲醇洗工艺是目前广泛应用于化工、能源、环保等行业的一种重要工艺,其具有
较大的技术优势。
本文主要探讨低温甲醇洗工艺的技术优势及其在运用实践中的应用。
1.对空气污染物的高效处理能力
低温甲醇洗工艺是一种高效的空气污染物处理方式,它可以有效地去除空气中的SO2、NOx等有害物质,使得废气排放达到国家要求的标准。
这种工艺能够应用于各种类型的锅炉、燃气轮机、工业窑炉等设备中。
2.低温甲醇洗工艺的能耗低
低温甲醇洗工艺是一种能耗比较低的工艺,在实际运用中,其能耗只相当于传统湿法
脱硫的60%到70%。
经济方面的考虑,使用低温甲醇洗工艺可显著降低废气处理成本,极
大的提高了企业的经济效益。
低温甲醇洗工艺是一种“零废料”生产工艺,通过它处理过的废气不需要进行后续处理,也不会对环境造成二次污染。
1.应用于电力工业
电力工业是低温甲醇洗工艺最广泛的应用领域之一。
由于发电过程中产生的SO2、NOx 等有害物质的排放,在电力行业中较为严重。
低温甲醇洗工艺的应用对于缓解电力产业对
环境的影响有着很大的帮助。
低温甲醇洗工艺在化工工业中应用较为广泛,可用于煤气化、化肥、炼油等行业中废
气的处理。
化工行业中的废气排放含有大量的有害物质,低温甲醇洗工艺的应用可以有效
减少有害物质的排放,提高企业生产的环境安全水平。
3.应用于环保行业
总之,低温甲醇洗工艺是一种具有许多优势的废气处理技术。
在实际应用中,它已经
被广泛应用于各个行业中,为国家的环保事业做出了积极贡献。
低温甲醇洗技术及其在煤化工中的应用
低温甲醇洗技术及其在煤化工中的应用
低温甲醇洗技术是一种将甲醇溶液与煤进行反应,利用甲醇的溶解度差异来分离、净化有机物的方法。
该技术主要应用于煤化工领域,可以有效去除煤中的杂质,提高产物质量,具有非常广阔的应用前景。
低温甲醇洗技术的原理是利用溶剂和溶质之间的亲疏性差异,通过调节温度、压力和浓度等参数,使得目标物质在甲醇溶液中溶解或分离。
与传统的洗涤方法相比,该技术具有操作简单、能耗低、成本低等优点。
在煤化工领域,低温甲醇洗技术主要应用于煤气净化、煤气脱硫、煤焦油净化等工艺中。
该技术可以用于煤气净化,通过将甲醇溶液与煤气接触,可以去除煤气中的硫化氢、苯等有害物质,提高煤气纯度和热值。
低温甲醇洗技术还可以用于煤气脱硫,通过与甲醇溶液反应,去除煤气中的二氧化硫等有害气体,降低环境污染。
该技术还可以用于煤焦油净化,通过将甲醇溶液与煤焦油接触,可以去除其中的杂质和重金属,提高煤焦油的质量和利用价值。
低温甲醇洗技术在煤化工中的应用具有许多优点。
该技术对煤的适应性广泛,适用于各种类型的煤炭。
该技术对环境友好,可以实现煤化工过程中的净化和脱硫,减少有害气体的排放。
该技术具有操作简单、能耗低、成本低的特点,适合于工业化生产。
低温甲醇洗技术还可以与其他煤化工过程相结合,形成闭合循环,在提高产物质量的同时降低原料和能源的消耗。
浅谈低温甲醇洗工艺的选择
浅谈低温甲醇洗工艺的选择摘要:通过对比常见的气体净化技术及国内外目前低温甲醇洗工艺的发展情况,为广大化工从业者在气体净化技术选择方面提供帮助。
关键词:气体净化、低温甲醇洗、对比1常见气体净化技术从国内外煤气化装置中所采用的脱除酸性气体的工艺来看,活化MDEA法、NHD法、低温甲醇洗(Rectisol)较常见。
1.1MDEA法MDEA对于CO2的吸收属于物理-化学吸收,对于H2S的吸收则属于完全的化学吸收。
正是由于对于CO2的物理吸收的特性,采用其脱碳时再生所需能耗较低。
1.2NHD法Selexol法净化工艺是由Allied化学公司于六十年代开发的。
Selexol于八十年代初开始用于从合成气中脱除CO2,后发展为从气体中选择性脱除酸性气。
NHD法对于H2S和CO2的吸收都属于物理吸收法。
1.3低温甲醇洗法低温甲醇洗法工艺以甲醇为吸收溶剂,利用甲醇在零下50~60摄氏度左右的低温下对酸性气溶解度极大的物理特性,同时分段选择性的吸收原料气中的H2S、CO2及各种有机硫等杂质。
该工艺气体净化度高,选择性好,气体的脱硫和脱碳可在同一个塔内分段、选择性地进行。
低温甲醇洗工艺技术成熟,被广泛应用于合成氨、合成甲醇和其它羰基合成、城市煤气、工业制氢和天然气脱硫等气体净化装置中。
1.4从吸收能力和溶液循环量、选择性、净化度、操作费用、装置投资等诸方面而言,低温甲醇洗法、NHD和MDEA工艺各有所长,下面对几种工艺进行分析比较。
表1-1:三种净化工艺的特性的对比表1-2:三种工艺处理千标方合成气消耗比较表从以上分析和比较可以看出,虽然低温甲醇投资较NHD高,但是低温甲醇洗的公用工程消耗低,运行成本低,而且低温甲醇洗可以将净化气中的总硫脱至0.1ppm(mol)以下,且大型化业绩多。
2低温甲醇洗国内外技术对比2.1国外技术Linde的低温甲醇洗工艺技术使用高效的绕管式换热器,效率较高,设备尺寸相对较小,占地面积少,节能较明显,设备单价略高,设备费用略高,但系统需要补充的冷耗较低,甲醇损失量小,流程较为精简。
低温甲醇洗技术及其在煤化工中的应用

低温甲醇洗技术及其在煤化工中的应用【摘要】低温甲醇洗技术是一种在煤化工领域广泛应用的重要技术。
本文首先介绍了低温甲醇洗技术的原理和流程,然后详细探讨了其在煤炭气化、直接液化和间接液化过程中的应用。
在分析了该技术的优缺点后,总结了低温甲醇洗技术在煤化工中的重要性,并展望了其未来发展。
通过本文的研究,可以更好地理解低温甲醇洗技术在煤化工中的作用及意义,为该领域的研究和发展提供参考和指导。
【关键词】低温甲醇洗技术、煤化工、煤炭气化、煤炭直接液化、煤炭间接液化、优缺点分析、重要性、未来发展、总结、流程、应用、原理、目的、意义、发展现状、展望1. 引言1.1 介绍低温甲醇洗技术低温甲醇洗技术是一种绿色环保的洗涤技术,主要利用低温下甲醇作为洗涤剂,对煤化工过程中产生的气体或液体进行洗涤去除杂质。
这种技术在煤化工领域得到广泛应用,不仅可以有效减少对环境的污染,还能提高产品质量和生产效率。
低温甲醇洗技术的原理是在低温条件下,甲醇与气体或液体中的杂质发生反应,形成可溶于甲醇中的化合物,然后通过洗涤剂的循环和分离,将杂质从原料中分离出来。
该技术流程简单、操作方便,且对设备要求不高,适用于各种规模的煤化工生产。
通过使用低温甲醇洗技术,可以有效去除煤化工生产中产生的硫化氢、二氧化碳、硫醚等有害物质,减少气体和液体的污染。
由于甲醇是一种可再生资源,可以循环利用,有利于节约能源和资源。
低温甲醇洗技术在煤化工生产中具有重要的意义,是一种环保高效的处理方法,对推动煤化工产业的可持续发展具有积极的促进作用。
1.2 介绍煤化工的发展现状煤化工是中国传统的能源化工产业,起步较早,发展较快,拥有较为完善的产业体系。
目前,中国煤化工产业已经形成了较为完善的产业链,包括煤炭开采、煤炭洗选、煤炭气化、煤炭直接液化、煤炭间接液化等多个环节。
煤炭气化是其中最具代表性和核心的技术之一,通过气化技术可以将固体煤转化为可燃性气体,用于生产合成气、合成油、化肥等产品。
低温甲醇洗工艺对比
收 稿 日期 : 2 0 1 7 — 0 3 — 0 6
完成 换热 。与之对 应 的鲁 奇 公 司 在 8 5℃左 右 采 用 再 生精 甲醇提 供 给精 甲醇 泵 , 通过增大压强和富甲
醇完 成换 热 , 该工 艺 没有 采 用 林 德 工 艺所 使 用 的循
环水 换 热 器 。本 文 以国 内 2套 6 0万 t / a项 目的净 化 为例进 行 了 比较 说 明 。
总第 1 6 9期
2 0 1 7年 第 3期
山 西 化 工
SH A N XI CH EM I CA L I ND U S T RY
Tot a l 1 6 9 No .3, 2 01 7
专蘸讨论
DOI : 1 0 . 1 6 5 2 5 / j . c n k i . c n l 4 — 1 1 0 9 / t q . 2 0 1 7 . 0 3 . 2 3
低 温 甲醇 洗 工 艺对 比
吴 争 辉
( 同煤 广发 化 学 工 业 有 限公 司 , 山 西 大 同 0 3 7 0 0 0 )
摘 要 :当前 煤 化 工 所采 用 的脱 硫 、 脱 碳 工 艺普 遍 是 低 温 甲 醇 洗 工 艺 。 国 外 可 供 选 择 的 技 术 专 利 商 主要 有 两 家公 司德 国林德 公 司以 及 鲁 奇 公 司 。 虽 然在 工作 原 理 和 工 艺 流 程 上 两 家的 技 术 有 相 似 之 处 , 但 是
低温甲醇洗工艺对比
低温甲醇洗工艺对比摘要:低温甲醇洗工艺对酸性气体脱除吸收效率高。
在煤化工领域应用很广。
本文介绍了低温甲醇洗的工艺特点,并对低温甲醇洗工艺路线进行了比较。
关键词:低温甲醇洗,技术,应用,对比一、低温甲醇洗简介以煤为原料的化工生产中,由于变换气中含有大量的CO2、H2S和有机硫、HCN、石脑油以及其它杂质,其中H2S和有机硫、HCN、石脑油等杂质带入合成系统会导致合成催化剂活性降低或永久失活,因此必须清除变换气中的这些有害气体杂质。
目前,煤化工行业比较常用的酸性气脱除技术有物理吸收法、化学吸收法。
其中物理吸收法更加经济、成熟,广泛地应用于工业生产,其代表有低温甲醇洗法(Rectisol)、聚乙二醇二甲醚法(NHD)。
低温甲醇洗工艺以冷甲醇为吸收溶剂,利用甲醇在低温下对酸性气体(CO2、H2S、COS等)溶解度极大的优良特性,脱除原料气中的酸性气体,是一种物理吸收法。
低温甲醇洗工艺是目前国内外所公认的最为经济且净化度高的气体净化技术,具有其它脱硫、脱碳技术不能取代的特点,如:净化气质量好,净化度高,具有选择性吸收H2S、COS和CO2的特性,溶剂价廉易得,能耗低,运转费用低,生产运行稳定、可靠等优点【1】。
低温甲醇洗是20世纪50年代初德国林德公司和鲁奇公司联合开发的一种气体净化工艺。
该工艺以冷甲醇为吸收溶剂,利用甲醇在低温下对酸性气体溶解度极大的优良特性,脱除原料气中的酸性气体。
该工艺气体净化度高,选择性好,气体的脱硫和脱碳可在同一个塔内分段、选择性地进行。
低温甲醇洗工艺技术成熟,在工业上有着很好的应用业绩,被广泛应用于国内外合成氨、合成甲醇和其他羰基合成、城市煤气、工业制氢和天然气脱硫等气体净化装置中。
在国内以煤、渣油为原料建成的大型合成氨装置中也大都采用这一技术。
国内已建成的低温甲醇洗工序已有十几套之多,二十多年来积累了丰富的经验。
根据气化压力的不同,这些低温甲醇洗工序的操作压力有2.0~3.0、5.0~6.0、7.0~8.0MPa 不等。
低温甲醇洗工艺发展及国内研究进展
低温甲醇洗工艺发展及国内研究进展摘要:现阶段想要直接引入技术的话,所需投资资金比较高,因此也就要求企业和各大高校、科研院等之间应加强合作,通过不断创新实现竞争力的增强,达到生产经济效益最大化。
鉴于此,本文对低温甲醇洗工艺发展及国内研究进展进行了分析探讨,仅供参考。
关键词:低温甲醇洗;工艺发展;研究进展一、低温甲醇洗工艺原理低温甲醇洗技术就是指将甲醇在低温时置于一定的压力条件下,将指定气体中的杂质酸性气体比如CO2和H2S清除出来,然后再对CO2和H2S等酸性气体进行解吸、气提等工艺过程,让这些酸性气体从甲醇溶液中释放出来,完成后再利用其他工艺对这些物质进行利用。
通过低温甲醇洗大概的工艺过程可以发现,该过程对酸性气体的处理时采用物理吸收的方法,没有化学反应。
低温甲醇洗所用的物理吸收主要基于的是物理中的亨利定律。
亨利定律表达式为:P=KX表达式中:P代表加工过程的操作压力;K为亨利系数,当相关溶质、溶剂改变时K会发生变化;X为变量,代表溶质的分子分数。
通过亨利定律我们可以发现,在利用甲醇进行气体杂质吸收时,压力升高、温度降低就可以使单位溶剂吸收的溶质的量增加,所以,在利用甲醇进行吸收时要保持低温、高压。
但是这仅仅是最理想的理论状态,大体趋势是这样,但是在实际应用中也存在一定问题。
因为在低温、高压情况下气体为真实气体,并不完全遵循亨利定律,因此,在实际工业使用中要根据实际情况稍作变动。
二、低温甲醇洗工艺的技术优势1、吸收力强当处于低温环境中时,甲醇对硫化氢、二氧化碳和二氧化硫所具有的溶解度极大,甲醇溶液对硫化氢进行吸收的能力甚至可以达到NHD溶液的五倍。
另外,在吸收等量的酸性气体时,低温甲醇洗和其他工艺相比,溶液需要进行的循环数量,以及需要应用到的设备种类和数量都相对较少。
2、费用低廉甲醇溶液在化学稳定性和热稳定性方面都具有非常突出的优势,而其黏度低和腐蚀性小的特点也是不容忽视的,因此,在对其进行应用的过程中,工作人员无需加入消泡剂,而其他工艺较易出现的降解和分解现象在甲醇溶液中也能够被有效避免。
低温甲醇洗的技术对比_孙恺
第3 期
孙 恺 低温甲醇洗的技术对比
·7·
1. 1 鲁奇碎煤气化的原料气初步净化流程简述 原料气喷淋甲醇后经过绕管换热器 E101 预冷
与林德甲醇洗对应流程相比,鲁奇在原料气初 步净化方 面,流 程 设 置 较 为 冗 长,设 备 较 多。 林 德 流程中的洗氨塔是可以用变换单元洗氨塔代替的, 而鲁奇流程的洗氨塔作为其流程的中间部分,取消 后会牵扯 性 能 保 证、物 料 平 衡 等 一 些 列 问 题,取 消 变换的洗氨塔会导致进入第一绕管换热器的原料 气中液相组分增多,带来气液两相流冲刷甚至冻结 等问题。预洗段的富甲醇经过闪蒸回收有效气后, 被送到热再生塔; 鲁奇工艺通常在第二绕管换热器 与吸收塔之 间 没 有 水 分 离 罐,鲁 奇 认 为“经 过 第 一 绕管换热器和洗氨塔之后,原料气中水的饱和分压 很低,气相夹带的水分很少”。 1. 4 原料气净化
由于水煤 浆 气 化 反 应 温 度 较 高,基 本 没 有 酚、 萘等有机物产生,因此在低温甲醇洗流程中不需要 专门设置有机物处理环节,整个工艺流程相对比较 简洁,冷量回收、水分处理较为合理。
甲醇洗工艺外部冷量的提供主要来源于深冷 器和循环水冷却器。内部冷量的提供主要来自富 甲 醇 的 减 压 闪 蒸 、贫 富 甲 醇 的 换 热 ,内 部 冷 量 只 能 作为系统局部的冷量提供,由于 CO2 的吸收 与 解 析,会产生约 30% 的冷损,冷损量会根据原料气中 CO2 摩尔分 压 的 不 同 而 有 所 不 同,一 般 来 说 CO2 分压越低 冷 损 越 少。循 环 水 冷 却 器 分 为 两 类,一 类用于酸性气的水冷,鲁奇和林德一样; 另一类用 于 贫 甲 醇 的 水 冷 ,主 要 在 林 德 工 艺 中 采 用 ,鲁 奇 工 艺通常没有。国内某项目经过与鲁奇公司协商, 增加贫甲醇水 冷 器,经 鲁 奇 公 司 重 新 调 整 部 分 工 艺流程后,增加 224. 51 kW 的水冷器设计换热量, 减少了 326 kW 的丙稀深冷器设计换热量,降低吸 收塔直径 400 mm。设计丙稀深冷器操作冷量增加 211. 052 kW,变更为 3 963. 53 kW; 设计水冷器操作
低温甲醇洗技术在煤化工企业应用进展
低温甲醇洗技术在煤化工企业应用进展
低温甲醇洗技术是一种新型的煤化工企业废气处理技术。
它通过利用甲醇的溶解性和
吸附性,可以有效地去除废气中的有机污染物,减少大气污染物的排放,保护环境。
低温甲醇洗技术的原理是将废气与甲醇接触,利用甲醇的溶解性和吸附性来去除废气
中的有机污染物。
具体过程如下:将废气与甲醇接触,有机污染物会在甲醇中溶解或吸附;然后,将含有有机污染物的甲醇进行脱附或脱溶,使有机污染物从甲醇中分离出来;对分
离出的有机污染物进行处理,使其达到排放标准。
低温甲醇洗技术具有以下几个优点:与传统的吸附剂相比,甲醇具有较高的溶解性和
吸附性,可以有效地去除废气中的有机污染物;甲醇的成本较低,资源丰富,不会对环境
造成二次污染;低温甲醇洗技术采用低温条件进行处理,能够提高有机污染物的去除效率,并减少能耗;低温甲醇洗技术具有较高的可操作性和稳定性,能够适应不同的废气处理需求。
低温甲醇洗技术在煤化工企业的应用进展如下:该技术在煤炭成分分析中的应用已取
得了较大的进展。
煤炭成分分析是煤化工企业生产过程中重要的环节,而有机污染物的存
在会对分析结果产生干扰。
采用低温甲醇洗技术可以有效地去除煤炭中的有机污染物,提
高分析结果的准确性和可靠性。
低温甲醇洗技术还广泛应用于石油化工、化学工程、制药等行业。
石油化工企业在生
产过程中也会产生大量的废气,含有大量的有机污染物。
采用低温甲醇洗技术可以有效地
去除废气中的有机污染物,达到排放标准。
低温甲醇洗工艺的技术优势及运用实践探微
低温甲醇洗工艺的技术优势及运用实践探微低温甲醇洗工艺是一种新型的清洗技术,其在许多领域都有着广泛的应用。
本文将从技术优势及运用实践两个方面来探讨低温甲醇洗工艺的特点。
一、技术优势1. 低温环保低温甲醇洗工艺使用的是甲醇作为溶剂,相比于传统的有机洗涤剂来说,甲醇不仅具有较好的洗净能力,而且还具有低温环保的特点。
在工业生产过程中,传统的有机洗涤剂通常需要高温环境才能达到较好的清洁效果,而低温甲醇洗工艺可以在较低温度下完成清洗,减少了能源的消耗,降低了对环境的影响。
2. 高效节能低温甲醇洗工艺还具有高效节能的特点。
由于甲醇本身就是一种高效的洗涤剂,所以在清洗过程中能够减少使用的洗涤剂的数量,降低了成本。
低温甲醇洗工艺还可以减少清洗时间,提高了生产效率,节约了生产成本。
3. 清洗效果好低温甲醇洗工艺具有较好的清洁效果。
由于甲醇本身的化学性质和溶剂力比较强,因此可以有效地去除物体表面的污垢和油渍,使得清洗后的物体表面光洁如新,提高了产品的质量和附加值。
4. 广泛应用低温甲醇洗工艺在许多领域都有着广泛的应用。
比如在汽车零部件制造领域、电子产品生产领域、航空航天领域等,都可以使用低温甲醇洗工艺进行清洗,清洗效果良好,且不会对物体表面造成损害,具有很高的适用性和灵活性。
二、运用实践1. 汽车零部件制造领域在汽车零部件制造领域,通常需要对零部件进行清洗,使得表面光洁,去除油渍和污垢。
采用低温甲醇洗工艺可以在较低的温度下完成清洗,不仅可以降低生产成本,还能够提高清洁效果和产品质量。
2. 电子产品生产领域在电子产品生产领域,清洗是一个必不可少的环节。
采用低温甲醇洗工艺可以有效地去除电子产品表面的污渍和油脂,保持产品表面的干净和亮丽,使得产品具有更好的外观和性能。
3. 航空航天领域在航空航天领域,对于金属零件的清洗要求非常严格,需要去除表面的污垢和氧化物。
低温甲醇洗工艺可以在较低的温度下清洗金属零件,满足了航空航天领域对于清洁效果和工艺要求的严格标准。
低温甲醇洗工艺对比
低温甲醇洗工艺对比吴争辉【摘要】当前煤化工所采用的脱硫、脱碳工艺普遍是低温甲醇洗工艺.国外可供选择的技术专利商主要有两家公司德国林德公司以及鲁奇公司.虽然在工作原理和工艺流程上两家的技术有相似之处,但是在工作系统的冷量、热量、水含量的取舍侧重方面两家公司都有所不同.如果在不考虑设计余量的前提下,两家公司技术的冷量相差并不十分明显.针对设计余量,林德公司的设计余量会大于鲁奇公司.另外,两种工艺流程对水含量的耐受程度也是不完全相同的.【期刊名称】《山西化工》【年(卷),期】2017(037)003【总页数】3页(P71-72,80)【关键词】低温甲醇洗工艺;冷量;工艺冷损;含水率【作者】吴争辉【作者单位】同煤广发化学工业有限公司,山西大同 037000【正文语种】中文【中图分类】TQ546.5当前,大多的工程化产业采用低温甲醇洗工艺来进行气体的净化过程,由于其对于气体的净化能力高,另外,对于脱硫、脱碳的工艺可以有选择、有步骤的进行[1],所以,深受大部分企业的青睐。
此工艺流程大致可以分为原料气甲醇洗涤、富甲醇闪蒸、硫化氢浓缩、甲醇再生、甲醇水分离以及尾气洗涤6部分。
尾气洗涤作为整个系统的环保环节与整个系统工艺没有十分紧密的联系,但是会对整个洗涤系统的平衡状态产生重大的影响,最终导致整个工艺路线的不准确性。
针对工艺设备来说,在富甲醇闪蒸、硫化氢浓缩、甲醇水分离以及尾气洗涤4个步骤中鲁奇公司和林德公司的工艺路线基本相同。
但是在原料气甲醇洗涤和甲醇再生2个步骤上两家公司有部分差异[2]。
例如,针对洗涤工艺环节,鲁奇公司采用的是林德公司所没有的中亚式洗涤方法。
鲁奇公司采用3种甲醇在主洗塔中依次对原料气体进行了洗涤。
这3种甲醇分别为预洗甲醇、二氧化碳甲醇以及精甲醇,然而,林德工艺摒弃了鲁奇公司的这种顺次洗涤原料气的过程,而是利用一路贫甲醇对原料气进行从下到上精细的洗涤,相对于鲁奇公司的洗涤方法,林德公司在很大程度上提高了洗涤的精度。
低温甲醇洗技术及其在煤化工中的应用
低温甲醇洗技术及其在煤化工中的应用
煤是一种非常重要的能源资源,而煤化工则是将煤转化为化工原料或燃料的一种技术。
在煤化工的生产过程中,高纯度的甲醇是必不可少的原料之一。
然而,传统的甲醇提取工
艺中会产生大量的有机废水和废气,造成严重的环境污染。
因此,研究新型环保型甲醇提
取技术对于促进煤化工产业的发展非常重要。
一种新型的甲醇提取技术是低温甲醇洗技术。
所谓低温甲醇洗技术,是指利用甲醇对
煤气进行可逆吸收和脱附的过程。
这种技术能够在温度较低的条件下提取甲醇,不仅能够
降低能量消耗,还能够减少废水和废气的排放,具有显著的经济和环境效益。
低温甲醇洗技术的主要原理是利用甲醇的亲油性和可逆性。
甲醇能够与煤气中的一些
组分形成可逆吸附体系,在一定温度下可达到平衡。
甲醇洗液能够将煤气中的甲烷和二氧
化碳等杂质成分分离出来,从而提取到高纯度的甲醇。
低温甲醇洗技术在煤化工中的应用非常广泛。
首先,在煤制甲醇过程中,采用低温甲
醇洗技术可以将煤气中的甲醛、甲乙烯、低级醇等杂质成分分离出来,从而大幅度提高甲
醇的纯度和利用率。
其次,在一些高效煤气化项目中,采用低温甲醇洗技术能够大大降低
废水和废气的排放,并且提高化学品的产值和产品质量。
总之,低温甲醇洗技术是一种非常重要的环保型甲醇提取技术,具有显著的经济和环
境效益。
在煤化工的生产中广泛应用,将为煤化工的可持续和健康发展做出积极贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第3 期
孙 恺 低温甲醇洗的技术对比
·7·
1. 1 鲁奇碎煤气化的原料气初步净化流程简述 原料气喷淋甲醇后经过绕管换热器 E101 预冷
Key words: Rectisol; Linde Rectisol; Lurgi Rectisol; cold duty; process cold loss; heat doi: 10. 3969 / j. issn. 1004 - 8901. 2015. 03. 002
甲醇洗工艺是目前煤化工项目普遍采用的工 艺气体洗涤净化流程,主要流程可分为原料气甲醇 洗涤、富甲 醇 闪 蒸、硫 化 氢 浓 缩、甲 醇 再 生、甲 醇 水 分离、尾气洗涤 6 部分。其中尾气洗涤属于环保设 施,与 甲 醇 洗 工 艺 流 程 无 直 接 关 联,但 会 影 响 系 统 的水平衡和冷量平衡,间接影响整个系统。
Comparison of Technology on Rectisol Process
SUN Kai ( Yan'an Energy Chemical Co. ,Ltd. of Shaanxi Yanchang Petroleum ( Group) Co. ,Ltd. ,Yan'an Shaanxi 710049 China)
June 2015
·6·
化肥设计 Chemical Fertilizer Design
第 53 卷 第 3( 陕西延长石油延安能源化工有限责任公司,陕西 延安 710049 )
摘 要: 低温甲醇洗是目前煤化工项目普遍采用的脱硫脱碳工艺。国外主要有两家专利商的技术可供选择: 德国 林德公司、德国鲁奇公司。两种技术的原理相同、工艺流程类似,相应的设备选型、设备选材也有类似之处。本文 参考国内两套采用水煤浆气化工艺、气量基本相同、分别采用林德、鲁奇低温甲醇洗工艺包的甲醇洗装置,在冷量 提供、工艺冷损、热量等几方面进行了类比,并给出了建议。 关键词: 低温甲醇洗; 林德工艺; 鲁奇工艺; 冷量; 工艺冷损; 热量 doi: 10. 3969 / j. issn. 1004 - 8901. 2015. 03. 002 中图分类号: TQ441. 41 文献标识码: A 文章编号: 1004 - 8901( 2015) 03 - 0006 - 05
鲁奇和林德在原料气进一步净化的流程较为 类似,均可以保证净化气中全硫小于 20 μg / m3 。所 不同之处,在于鲁奇采用一半左右的含减压闪蒸出 H2 S,但是含有 CO2 甲醇作为洗涤甲醇; 而林德采用 贫甲醇全流量洗涤,富甲醇逐级抽出处理; 鲁奇工 艺需增加一个位号的多级泵,整个甲醇洗的甲醇泵 送循环量较高,电耗较高。
2 冷量的提供
图 1 烃类气体混合物生成水合物的温度与压力
1. 2 林德水煤浆气化的原料气初步净化流程 林德水 煤 浆 气 化 过 程 中,原 料 气 经 过 洗 氨 塔
T06 洗氨,喷淋甲醇后进入绕管换热器 E01 冷却到 - 12 ℃ ,再进入甲醇水分离罐 V01 进行气液分离, 气相进入甲醇洗涤塔 T01 ( 吸收塔) 的硫化氢洗涤 段,液相换热升温后去甲醇水分离塔 T05。
由于水煤 浆 气 化 反 应 温 度 较 高,基 本 没 有 酚、 萘等有机物产生,因此在低温甲醇洗流程中不需要 专门设置有机物处理环节,整个工艺流程相对比较 简洁,冷量回收、水分处理较为合理。
甲醇洗工艺外部冷量的提供主要来源于深冷 器和循环水冷却器。内部冷量的提供主要来自富 甲 醇 的 减 压 闪 蒸 、贫 富 甲 醇 的 换 热 ,内 部 冷 量 只 能 作为系统局部的冷量提供,由于 CO2 的吸收 与 解 析,会产生约 30% 的冷损,冷损量会根据原料气中 CO2 摩尔分 压 的 不 同 而 有 所 不 同,一 般 来 说 CO2 分压越低 冷 损 越 少。循 环 水 冷 却 器 分 为 两 类,一 类用于酸性气的水冷,鲁奇和林德一样; 另一类用 于 贫 甲 醇 的 水 冷 ,主 要 在 林 德 工 艺 中 采 用 ,鲁 奇 工 艺通常没有。国内某项目经过与鲁奇公司协商, 增加贫甲醇水 冷 器,经 鲁 奇 公 司 重 新 调 整 部 分 工 艺流程后,增加 224. 51 kW 的水冷器设计换热量, 减少了 326 kW 的丙稀深冷器设计换热量,降低吸 收塔直径 400 mm。设计丙稀深冷器操作冷量增加 211. 052 kW,变更为 3 963. 53 kW; 设计水冷器操作
Abstract: Rectisol is nowadays a commonly used desulphuration and CO2 removal process for coal chemical projects. There are two optional foreign licensors' processes: Linde Rectisol and Lurgi Rectisol. These two processes have the same principles,similar process,similar equipment and materials. This paper makes an analogy in the aspects of cold supply,process cold loss and heat and proposes some recommendations with reference to the Rectisol units of two domestic methanol plants with coal slurry gasification process,identical gas flow,and Lurgi Rectisol Process and Linde Rectisol Process applied respectively.
对比这两个类似项目,由于林德采用全贫甲醇 洗涤,贫甲醇的循环量较大,为 390 300 kg / h; 鲁奇
的贫甲醇循环量较小,为 289 730 kg / h,鲁奇吸收塔 还有一股 502 480 kg / h 含 CO2 的富甲醇负责原料气 粗洗。为达到类似的酸性气脱除精度,鲁奇需要输 送到塔顶的高压甲醇约是林德的 1 倍。林德工艺 中,热再生甲醇的流量约占贫甲醇流量的 70% ,水 分离甲醇的流量约占贫甲醇流量的 27% ; 鲁奇工艺 中,热再生甲醇的流量约占贫甲醇流量的 38% 、总 洗涤甲醇流量的 14% ,水分离甲醇的流量约占贫甲 醇流量的 23% 、总洗涤甲醇流量的 8. 5% 。
从工艺设备设置的角度看,鲁奇工艺与林德工 艺在富甲醇液闪蒸、硫化氢浓缩、甲醇水分离、尾气 洗涤 四 部 分 的 流 程 基 本 相 同,在 原 料 气 洗 涤、甲 醇 再生两部分的流程略有区别: 鲁奇工艺采用了中压 洗涤,而林德工艺没有; 林德工艺采用了富硫化氢 甲 醇 过 滤 器 和 甲 醇 水 溶 液 过 滤 器、原 料 气 水 分 离 器,而鲁奇工艺没有; 鲁奇工艺在主洗塔分别采用 预洗甲醇、CO2 甲醇、精甲醇依次对原料气进行洗 涤,而林德只用一路贫甲醇由下到上对原料气进行 洗涤,洗涤精度逐渐提高; 林德工艺中再生贫甲醇
·8·
化肥设计
2015 年第 53 卷
冷量增加 1 372. 259 kW,变更为 4 805. 759 kW。采 用林德工艺低温甲醇洗的类似项目,丙稀深冷器设 计操作冷量和为 3 600. 56 kW,水冷器设计操作冷量 和为 6 114 kW。根据各冷却器设计余量情况,林德 丙稀冷却器设计余量较大,约 40% 、水冷器余量约 20% ; 而鲁奇丙稀冷却器设计余量较小,约 15% 、水 冷器余量 10% 。实际设计操作的丙稀冷量需求相 差很 小,鲁 奇 很 少 使 用 贫 甲 醇 水 冷 器,其 设 计 经 验 较少,设 计 操 作 余 量 偏 大,实 际 操 作 中 丙 稀 冷 量 在 3 600 kW 左右是可信的。
经过与富甲醇换热在 40 ℃ 左右作为贫甲醇泵的给 料,升压后 再 经 过 循 环 水 换 热 器 换 热,而 在 鲁 奇 工 艺中通常再生精甲醇在 90 ℃ 左右作为精甲醇泵的 给料,升压 后 与 富 甲 醇 换 热,通 常 不 设 置 循 环 水 换 热器。
1 原料气净化
为了满足鲁奇碎煤气化的原料气净化需要,鲁 奇公司的低温甲醇洗单元将一台绕管换热器前移 至洗氨塔 之 前,并 在 甲 醇 洗 涤 塔 底 部 增 加 预 洗 段, 第一时间 将 酚、萘 等 有 机 物 冷 凝 下 来,减 少 对 后 续 系统的的 影 响,虽 然 效 果 有 待 商 榷,但 在 目 前 处 理 含石脑油原料气的甲醇洗工艺中,鲁奇工艺是唯一 的选择。
至 0 ℃ ; 进入分离罐 V101 进行气液分离; 其后进入 第二绕管换热器 E102 进一步冷却至﹣ 12 ℃ ,再进 入吸收塔 T101 预洗段脱除绝大部分的酚、部分酸 性介质,预洗段底部液相进入共沸塔 T017 和层析 器 V109,分离出石脑油、甲醇水。其中,E102 的结 构形式取决于原料气中有机物组分的凝结温度,在 美国大平原气化厂,该处采用了一台氨冷器。
目前,使用 林 德 技 术 的 甲 醇 洗 现 已 开 车 成 功, 原料气入塔温度 - 26 ℃ ,甲醇循环建冷时间约 12 h, 丙烯压缩机防喘振阀开度约 40% 。可见鲁奇、林 德两家专利商在制冷量的选择上都预留了较大余 量 以 应 对 高 硫 、意 外 工 况 。 此 外 ,在 国 内 设 计 院 进 行基础设计阶段、压 缩 机 选 型 阶 段 都 人 为 放 大 余 量 。 因 此 ,压 缩 机 防 喘 振 阀 无 法 全 关 的 情 况 ,近 几 年在低温甲醇洗配套闭路循环制的冷系统上较为 常见。